
Поршни иж юпитер 2 ремонт
Добавил пользователь Skiper Обновлено: 19.09.2024
На видео показан тюнинг поршня от Иж Планеты 5.
Стандартный поршень был доработан для надежной работы мотоцикла.
+ и всё по этом сказано
На счет царапин хотел сказать, что если на бензопроводе не стоит фильтр, то лучше купить и поставить.Толи бензин сейчас такой, проверил фильтр через 3 дня на донышке было очень много песка.
Слышал что впуск не полируют , правда ли ?
полируют только дно поршня , остальное нельзя так как масло не задерживается на поршне а стекает вниз
Поршневая группа не подходит! Поршень не должен заходить так туго (при нагреве заклинит). Нельзя полировать стенки поршня. Первый поршень поставлен был неправильно, его замки колец совпали с окнами, затем сломались (это только версия, но у меня так было и было мне тогда лет 12)
туговат поршенек . лучше шкурку 800 и 1500 чуть шлифони юбку и меньше трения при прикатке.но это допустимо только при изношенных горшках когда токарей нет знакомых иль возможностей
Ну че мучатся? Если нет необходимости точить цилиндр, отвези его на хонингование пусть пол часика его погоняют и поршень будет нормально ходить и гильза подровняется (если цилиндр нормальный), все удовольствие порядка 400 рублей, перед установкой проверь не доверяя стрелке замки поршня в цилиндре.
я не полировал но наждачкой с водичкой 2000-кой поршень на восходе делал,все норм с 2006 года бегает
ребята царапины появились от крошки углерода,которая образуется от неправильной дозировки масла и качества масла,при сгорании смеси,масло которое не сгорело садится на поршень тонкими слоями,а так же в проточке колец,при высоких температурах масло становиться твердой углеродной крошкой,словно графит,после длительной работы двигателя,углерод в проточке начинает выдавливать кольца,что в свою очередь ведет к их поломке,кто пробовал почистить камеру сгорания тот поймет о чем речь!
Поршень не должен блестеть, признак того, что он из ложек отлит, а не из специального сплава, был такой, на холодную болтается, а стоит завести, то сразу клинит.
поршень конеш большеват для 2т,у меня была така проблема тож на планете,зажигание по позже))) сделай, да на низах не так тянуть будет за то серединка мягкой станет просто все любят на планете раннее,тяга есть но и нагрев
Парни ! Чёб мацикл работал правильно -полировки ,хоненговки тут понятно ! Но все чёта забывают о весе поршня ! Вытачивают- растачивают.А о балансе не задумываются .Ну может так и надо !
И ваще награвируйте на первом ребре вес первого заводского поршня ! Ну а беда случилась мослецо гавно попалось.Была подобная ситуация при движении начала пропадать тяга Пошёл нагрев но дехал с большими перекурами ! И оказалось масло гавно попалось (подделка)
китайцы делают запчасти для стааааааааарой совковой техники? угу
Поршень должен проваливаться медленно плавно в цилиндр под собственным весом. На сухую без всякого масла. Зазор от 7 до 12 соток. На качественных поршнях делают и 5 соток. Меньше - клин. Выше 12 - необоснованная потеря компрессии.
Так он поэтому и заклинил, что был отполирован. Наверное не зря стали делать Хон в цилиндрах, чтоб масло на стенках задерживалось, а то как оно будет держаться на отполированной поверхности?!
а можно ли сточить дно поршня, и что от этого измениться ?
подскажите кольца надо покупать 72 мм или больше
второй ремонт, цилиндр не разу не разтачивался
НЕ льзя плировать стенки поршня они НЕ будут держать смазку я с дуру на юпитере так сделал потом поймал клин затёрло кольца вобщем картина точно такая же когда ставил новые поршни зашкурил их по кругу нождачкой аш на 80 а дно поршня отполировал 10 тыщ км полёт нормальный (для проверки засунул в целиндр отпалированный поршень с кольцами обильно смазал маслом и по гонял в верх и в низ и увидел что кльца на сухо соскребают масло со стенок целиндра а на поршне не чего не остаётся сухой падла потом всё тоже самое проделал с зашкупенным как его не елозил туды сюды он всё равно остовался в масле. так что делайте выводы господа байкеры)
ЧУВАКИ ПОДСКАЖИТЕ ЧЕЛОВЕЧЕСКИМ ЯЗЫКОМ ЧТО ОЗНАЧАЕТ НА ПОРШНЕ 0. 00. 000. В ЧЕМ ИХ РАЗНИЦА. ))))))))))))
Здравствуйте мужики, скажите пожалуйста что будет если на иж планета 5 убрать сетку из глушителя? и на нем долгое время эксплуатировать?
каленвал из строя выдеть или нет
у брата была планета 5 на которой он ездил на работу и наездил без каких либо переделок 40 тыс. км. у меня иж планета 4 1986 г. выпуска отъездил 20 тыс км. есть вибрация двигателя, но он ездит. Буду перебирать,но колдовать с поршневой не буду хочется нормального ресурса двигателя.
Мужики. Раньше поршень обозначался по его ремонтным даным цыфрами от 0 до 3. Тойсть 0 это поршень нормальный и подходит к целиндру не ремонтному. тойсть не изношеному. Цыфра 1. первый ремонт . 2. второй .3 третий. Щас обозначение идет в порядке нулей. но принцеп тотжи. Тойсть. первый или нулевой поршень обозначается нулем но на дне поршня первого ремонта с цифрой 0 есть на дне поршня краска тойсть точка. у нормального нет краски на дне. 00 ноля втарой ремонт. 000 наля третий. Вот. Както так.
поршень с ложек проверь на вес будет легче играм на 20 видно по цвету
д унево заклинело или залипло
Я бы не стал точить поршень. Начнём с того, что он отлит с учётом определённого веса и изменив вес поршня - можно просто нарушить заводскую балансировку КШМ и поршня. Понятное дело, что прочность юбки станет намного меньше и не исключён обрыв последней. Ну и закончу тем, что юбку на против всасывающего окна карбюратора, не имея лепесткового клапана перед карбюратором вообще не следует трогать так как уменьшив её размер вы опять таки измените вес поршня и наконец таки немного поменяете фазу газораспределения и , скорее всего, мощность потеряете.
Слишком туго он ходит. При таком выборе поршня быстро изнашивается гильза. Поршень полировать не смей! На этих рисках что вдоль поршня задерживается масло (маслянный клин) Хочешь катать по трассе, поршень подбирай со свободным проходом по цилиндру (без колец) И лукой выброси в мусорку. Давно в продаже есть импортные масла, стоят чуть дроже и эфекта больше.
Масло ни при чем. Зазор между поршнем и цилиндром должен быть 0,06 мм минимальный. Смотрите интструкцию по сборке и ремонту если она есть. Если вы эксплуатируете его в жестких условиях, а так же в холодное время года-рекомендуемый зазор 0,08 Для уверенности можно еще сотку накинуть. У вас же поршень вообще еле влазит холодный в цилиндр. При работе он нагреется, а цилиндр хорошо остужается набегающим потоком воздуха. Происходит заклинивание.Ваш "НОВЫЙ" поршень скорее всего непригоден, так как он сделан из алюминия, а не из поршневого сплава. Я бы не рискнул его ставить. Лучше просить токаря шлифануть старый поршень на 0,06-0,07 мм
Поршень должен падать под своим весом. А у вас он мало того что стоит, вы руками его еле впихнули в цилиндр. и куда вы ехать на нем собрались ?
Я вижу у вас есть опыт юповода подскажите , у меня на ю5 не работает левый цилиндр.зажагание отличное бсз, пробовал менять местами не помагает,к арб 1 явовский,после 2-3мин роботы начинает работать ито через раз мощности воще нету. Что за беда не знаю.
купил поршневую на иж планета 5 а на поршне неокозалось канавки под стопорное кольцо и что теперь делать
Жека привет.Доработка поршня и окон дело сложное и требует продувки дымом , чтобы не навредить. Надо создать направленный вихрь. Полировать ничего не надо , будет ухудшение. В двух тактных двигателях системой газораспределения является поршень и нельзя допустить совмещение окон соединяющих подачу и выхлоп. Произойдет приваривание поршня на выхлопе. Цилиндры всегда хонингуются и при однаружении провала в районе окон растачиваются в следующий размер.Зазор индивидуален и зависит от качества поршня.Зазор м замках колец должег быть 0.5 мм и более, а также этот зазор должег быть вокруг стопора кольца.Хонинговать этот цилиндр надо брусками длиной 150 мм и более для коректной обработки зоны окон неповредив их.Если помог , то буду рад.
Не подскажите почему при замене поршня с кольцами и пальцем появился звон?
Поршневые кольца . Новые поршневые кольца устанавливайте при замене (ремонте) поршней и цилиндров или в случае, когда поршень и цилиндр имеют допустимый износ, а замеренный щупом зазор в стыке кольца, установленного в цилиндре на расстоянии 10. 30 мм от верхнего торца, более 2,5 мм. Перед установкой нового кольца необходимо:
- вставить кольцо в цилиндр и щупом определить зазор в стыке кольца; в новом цилиндре этот зазор должен быть 0,2. 0,4 мм, при меньшем зазоре кольцо в стыке подпилить;
- установить кольцо в цилиндр стыком в направлении, соответствующем рабочему положению, и при помощи света лампы определить его прилегание к цилиндру; контакт прилегания кольца к цилиндру может быть непрерывным или точечным (в виде пунктира). Просвет допускается не более 10% длины окружности, кроме 15° от замка с каждой стороны. Для окончательной доводки наружной поверхности кольца допускается его притирка;
- проверить подвижность кольца в канавке поршня; зазор поршневого кольца в канавке должен быть 0,075. 0,102 мм, при этом кольцо должно передвигаться в канавке свободно, без заеданий. Нагар из канавок поршней удаляйте специальным раствором (приложение 4), при отсутствии раствора - шабером.
Сборка. Наденьте кольца на поршни с помощью пластинок, совместив их замки со штифтами поршня. Установите в канавку отверстия одной из бобышек поршня стопорное кольцо, а в отверстие противоположной бобышки - смазанный маслом поршневой палец. Наденьте поршень на верхнюю головку шатуна стрелкой назад так, чтобы стопорные штифты поршневых колец были направлены вперед по ходу движения мотоцикла. Совместите отверстия бобышек и втулки верхней гол овки шатуна и, придерживая поршень рукой, при помощи оправки и легкими ударами молотка запрессуйте поршневой палец.
Установите в поршень второе стопорное кольцо.
Установите второй поршень.
Проверьте перед установкой цилиндра плоскости разъема и при необходимости зачистите их. Установите на плоскости разъема уплотнительные прокладки из прокладочного картона или паронита. Установите под поршень деревянную подставку (дощечку), смажьте зеркало цилиндра маслом, наденьте цилиндр на поршень и шпильки, осторожно заправляя поршневые кольца.
Уберите подставку и, подвигая цилиндр, установите его на место и закрепите. Проследите, чтобы замки колец не попали в окна цилиндра. Установите на место второй цилиндр, затем патрубок карбюратора с прокладкой и головки цилиндров.
Затяжку креплений головок и патрубка производите в следующем порядке: затяните до упора два средних винта крепления патрубка карбюратора. Затем два крайних болта. Для обеспечения плотного крепления головок цилиндров затягивайте гайки равномерно крест-накрест.
Правый сальник коленчатого вала, механизм управления сцеплением.
Для удобства разборки, ремонта и сборки данных сборочных единиц без снятия двигателя с рамы рекомендуется отсоединить правый и левый глушители и тягу от рычага ножного тормоза.
Разборку, определение возможных неисправностей и сборку производите так же, как и на двигателе "Планета".
При разборке механизма управления сцеплением необходимо иметь в виду, что ось рычага автомата включения сцепления и винты крепления кронштейна автомата накернены, а рычаг троса сцепления и ось рычага снимаются после снятия кронштейна автомата. При сборке проверьте, чтобы шарик находился в отверстии первичного вала; толкатель, рычаг и кулачок механизма управления сцеплением смажьте консистентной смазкой.
Муфта сцепления, пусковой механизм, передача от двигателя на сцепление. Разборку, определение возможных неисправностей и сборку данных сборочных единиц производите так же, как и на двигателе "Планета".
Проверьте совпадение плоскостей зубчатых венцов звездочки коленчатого вала и наружного барабана
сцепления. Допустимая неплоскостность 0,4 мм достигается" установкой регулировочных шайб толщиной 0,2. 0,5 мм на первичный вал между внутренним кольцом подшипника и распорной втулкой наружного барабана. Провисание моторной цепи должно быть в пределах 2. 9 мм. При большем провисании цепи необходимо применять звездочки с увеличенным диаметром окружности впадин между зубьями.
При сборке муфты сцепления необходимо обеспечить выступание гаек пружин на 3,5. 4 мм над торцами колпачков и перемещение нажимного диска без перекоса (допустимый перекос до 0,4 мм). Для регулировки механизма управления сцеплением после установки правой крышки с автоматом сцепления заверните регулировочный винт в нажимном диске до упора, а. Затем отверните на 1/4. 1/2 оборота и законтрите винт гайкой. Далее регулировочным винтом на руле установите свободный ход рычага-сцепления 5. 10 мм.
Коробка передач . Разборку и сборку коробки передач производите на двигателе, снятом с рамы. При этом цилиндропоршневую группу можете не разбирать, но впускной патрубок обязательно отсоедините от цилиндров. Масло из картера перед разборкой слейте.
Разборка. Снимите рычаги пускового механизма и переключения передач, левую крышку картера и прокладку.
Разберите муфту сцепления, передачу от двигателя на сцепление и пусковой механизм.
Отсоедините от картера двигателя нижний патрубок чехла цепи привода на колесо мотоцикла. Выбейте установочную втулку в передней части двигателя наполовину ее длины.
Выверните семь винтов крепления половин картера и, отвернув гайки, выньте болт крепления двигателя в задней части.
Снимите крышку люка полости выносного маховика с прокладкой и слейте масло.
Ослабьте специальным ключом из комплекта инструмента затяжку болта, стягивающего маховик. Разъедините половины картера при помощи отверток, установив их в пазы задней и передней частей картера, или при помощи молотка и выколотки.
Снимите выносной маховик и шпонки.
Выньте из посадочных мест первичный и промежуточный валы с шестернями и шайбами, червячный вал с вилками переключения передач, при этом отметьте места установки и количество регулировочных шайб. Разберите механизм переключения передач в следующем порядке:
- разогните концы шплинта и выньте его из отверстия вала механизма переключения передач;
- отверните стяжной болт на кулачке, снимите регулировочные шайбы и кулачок автомата сцепления, выньте шпонку из паза;
- выньте вал переключения передач, стопор анкера и сектор, соблюдая меры предосторожности, так как пружина механизма своими концами заведена за упор анкера;
- разогните стопорную шайбу и отверните гайку, крепящую упор анкера к картеру; отсоедините пружину из зацепления с упором болта и выньте стопор.
Разборку вторичного вала производите в следующей последовательности:
- снимите резиновый колпачок с толкателем муфты сцепления;
- разогните стопорную шайбу звездочки вторичного вала;
- отверните гайку (резьба левая) и, придерживая вал, снимите шайбу и звездочку;
- выньте вал, проследив за тем, чтобы не рассыпались ролики;
- выпрессуйте сальник, выньте установочное и опорное кольца из отверстия половины картера;
- выпрессуйте наружное кольцо роликового подшипника.
Возможные неисправности, их причины указаны в разделе "Возможные неисправности двигателя и методы их устранения". Детали коробки передач, непригодные для дальнейшей эксплуатации, (валы, шестерни, вилки, пружины, сальники, подшипники) подлежат замене.
В запасные части поставляется вторичный вал в сборе с роликовым подшипником. Для фиксации наружного кольца на вторичном валу имеется специальное стопорное кольцо, которое при сборке необходимо удалить.
Если вторичный вал разбирался, замените сальник, так как при выпрессовке он повреждается. При сборке не допускается установка роликов или колец из другого комплекта.
Перед сборкой коробки передач отрегулируйте осевой зазор червячного вала переключения передач, а после сборки - осевой зазор вторичного вала и промежуточного. Проверку и регулировку червячного вала производите в следующем порядке:
- положите опорную шайбу толщиной 1,35 мм на торец отверстия правой половины картера и вставьте червячный вал пазами для фиксатора вверх;
- замерьте при помощи линейки и глубиномера штангенциркуля высоту выступания опорной плоскости вала над плоскостью разъема картера;
- замерьте на левой половине картера расстояние между опорной плоскостью посадочного места вала и плоскостью разъема. Разница этих размеров дает осевой зазор вала червячного, который должен быть 0,1. 0,4 мм;
- если зазор более 0,4 мм, то подберите необходимое количество шайб толщиной 0,2. 0,3 мм, которые при сборке установите на конец вала со стороны пазов под фиксатор;
- выньте червячный вал и опорную шайбу.
Сборка. Сборку вторичного вала и установку его в правую половину картера производи те в следующем порядке:
- установите в отверстие правой половины картера опорное и стопорное кольца;
- запрессуйте наружное кольцо роликового подшипника и сальник до упора;
- накерните картер по кольцу подшипника в трех-четырех точках;
- чтобы при сборке ролики не рассыпались, уложите их в канавку вторичного вала, заполненную консистентной смазкой;
- осторожно, не повредив рабочую кромку сальника, установите вторичный вал в картер;
- установите звездочку, стопорную шайбу и заверните гайку, подогните шайбу на две грани гайки.
Сборку коробки передач производите на правой половине картера. Предварительно соберите механизм переключения передач в следующем порядке:
- вставьте возвратную пружину и стопор в отверстие упора анкера;
- заведите концы возвратной пружины за упор анкера и установите ее против отверстия вала в картере;
- установите на место вал переключения передач с сектором переключения и анкером; сектор должен быть надет на палец поводка так, чтобы пазы были обращены в сторону упора анкера, при этом введите стопор в паз анкера;
- наденьте на конец вала текстолитовую шайбу, вставьте в паз вала шпонку, наденьте кулачок автомата сцепления и установите шплинт в отверстие вала. Проверьте осевой зазор вала переключения передач, который должен быть 0,1. 0,45 мм. Он регулируется установкой шайб толщиной 0,3. 0,4 мм между кулачком автомата и шплинтом путем сдвига кулачка автомата к правой половине картера.
Окончательное положение кулачка автомата отрегулируйте после сборки муфты сцепления. При перемещении переднего конца рычага переключения передач на 5. 6 мм не должен срабатывать механизм управления муфтой сцепления. При дальнейшем перемещении рычага муфта сцепления должна выключаться.
Сборку коробки передач проводите при расположении шестерен, соответствующем 4-й передаче, в следующем порядке:
- для уточнения толщины распорной шайбы между первичным и вторичным валами определите расстояние от приварочной плоскости правой половины картера до торца втулки вторичного вала. При размере 24,960. 25,268 мм устанавливайте шайбу толщиной 2-0,06 –0,12 мм, при размере 25,268. 25,576 мм – шайбу толщиной 2,5 -0,06 –0,12 мм;
- установите промежуточный вал со всеми шестернями на место;
- соберите вилки с червячным валом, установите вилку 1-й и 3-й передач так, чтобы вырезка на ступице со стороны пазов вала вошла под фиксатор. Вилки устанавливайте ступицами в разные стороны.
- вставьте штифты в вилки и пазы вала и зашплинтуйте их;
- положите на торец втулки отверстия вторичного вала опорную шайбу толщиной 2 или 2,5 мм в зависимости от указанных выше размеров;
- на бобышку отверстия под червячный вал механизма переключения положите шайбу опорную толщиной 1,35 мм;
- вставьте шестерню 2—4-й передач первичного вала и шестерню 1—3-й передач промежуточного вала в вилки червячного вала;
- установите червячный вал в картер, при этом совместите метку (точка, выбитая керном) на валу с меткой на зубе сектора переключения передач;
- установите первичный вал, проследив, чтобы с торца вторичного вала не упала опорная шайба. Шестерню 2–4-й передач первичного вала введите в зацепление с кулачками вторичного вала;
- наденьте на конец червячного вала необходимое количество регулировочных шайб, установленное при определении зазора перед началом сборки;
- замерьте при помощи линейки и; глубиномера штангенциркуля высоту расположения торца шестерни первичного вала со стороны подшипника от плоскости разъема правой половины картера. Так же замерьте на левой половине картера расстояние между торцом подшипника первичного вала (подшипник: должен быть запрессован до упора в стопорное кольцо) и плоскостью разъема картера. Разница этих размеров даст осевой зазор вторичного вала.
Если зазор больше 0,5 мм, то установите на первичный вал (под подшипник) такое количество шайб толщиной 0,2. 0,5 мм, чтобы осевой зазор стал 0,1. 0,5 мм;
- зачистите плоскости разъема картера;
- нанесите кисточкой на плоскость разъема правой половины картера тонкий слой бакелитового лака СБС-1, БФ-4 или лака ВК-1 в смеси с 10. 15% алюминиевой пудры и 3. 5% нитроэмали или другие герметики.
Удалите подтеки лака с внутренних стенок картера;
- вставьте шпонки в пазы полуосей и установите выносной маховик на полуось правой половины картера;
- придерживая через боковое окно левой половины картера шестерню 1-й передачи промежуточного вала у отверстия подшипника (шестерня обращена выточкой в сторону стенки картера), соедините половины картера, совмещая отверстия с валами и шпонку на полуоси коленчатого вала с пазом для шпонки маховика;
- при зазоре между половинами картера 5. 10 мм отведите фиксатор через отверстие левой половины и соедините половины картера;
- регулировку фиксатора необходимо проводить до сборки коробки ттередач, установив червячный вал переключения передач в левую половину картера. Между стойкой контакта нейтрали и контактом фиксатора должен быть зазор 1,5 мм при включенных передачах коробки передач. Зазор регулируется подгибкой контакта фиксатора. При нейтральном положении шестерен в коробке передач между рычагом фиксатора и червячным валом должен быть зазор 0,5 мм и плотное прилегание контакта фиксатора к стойке нейтрали на картере;
- запрессуйте установочную втулксу в переднюю часть картера и установите на место болт крепления двигателя в задней части;
- стяните половины картера винтами и проверьте переключение ттередач;
- перед затяжкой маховика для обеспечения зазора между стенками кривошипной камеры и щеками коленчатого вала передвиньте легкими ударами деревянного молотка правый коленчатый вал навстречу левому (левый коленчатый вал при этом трогать не следует). Маховик установите посредине линии разъёма картера и закрепите болтом с максимальным моментом затяжки; залейте в полость маховика 0,1 л масла согласно Руководству по эксплуатации мотоциклов;
- установите крышку люка с прокладкой и закрепите ее;
- отрегулируйте осевой зазор промежуточного вала, который должен быть 0,1. 0,4 мм. Для этого с помощью выколотки и молотка ударами в наружное кольцо подшипника промежуточного вала сдвиньте его внутрь картера до упора. Замерьте с помощью щупа зазор между торцом наружного кольца подшипника и стопорным кольцом. Если зазор будет больше 0,4 мм, то подберите такое количество шайб толщиной 0,2. 0,3 мм, чтобы зазор стал 0,1. 0,4 мм;
- снимите стопорное кольцо, положите шайбы на торец подшипника, снова установите кольцо и через отверстие в заглушке с правой стороны картера легкими ударами молотка сместите левый подшипник промежуточно го вала до упора в кольцо;
- проверьте переключение передач, отверстие в заглушке закройте пластмассовой пробкой;
- произведите дальнейшую сборку пускового механизма, передачи от двигателя на сцепление, муфты сцепления, крышки картера и рычага пускового механизма и переключения передач (см.: "Муфта сцепления, пусковой механизм, передача от двигателя на.сцепление");
- залейте через люк в левой крышке картера 1 л масла согласно Руководству по эксплуатации мотоцикла. Установите крышку люка с прокладкой и закрепите ее винтами.
Картер, коленчатый вал, сальники .
Разборка. Перед разборкой данных сборочных единиц выполните следующее:
- снимите двигатель с рамы и слейте масло;
- снимите статор и ротор генератора, выньте шпонку из паза полуоси коленчатого вала;
- разберите цилиндропоршневую группу;
- снимите левую крышку картера, разберите муфту сцепления, передачу от двигателя на сцепление и пусковой механизм;
- разъедините половины картера и разберите коробку передач. Дальнейшую разборку производите в следующем порядке;
- выверните винты крепления крышек кривошипных камер и при помощи специального съемника или ключом 27 х 36 из комплекта инструмента водителя выпрессуйте крышки с уплотнительными кольцами. При использовании ключа 27х36 вставьте в его отверстие два винта крепления крышки и вверните их в крышку кривошипной камеры (соедините ключ с крышкой). Потом вверните съемник ротора (из комплекта инструмента) в среднее резьбовое отверстие ключа и, уперев его в ось коленчатого вала и заворачивая, выпрессуйте крышки кривошипных камер (рис. 3.49);
- выньте коленчатые валы из половин картера;
- снимите крышку подшипника с левой половины картера, отверните винты и снимите крышку с правым сальником коленчатого вала, выпрессуйте сальник;
- прессуйте подшипники из крышек и левой половины картера через отверстия сальников при помощи оправки и молотка;
Возможные неисправности картера и коленчатых валов указаны в разделе "Возможные неисправности двигателя и методы их устранения". Картер подлежит замене при трещинах и забоинах, ослаблении посадки подшипников, повреждении плоскостей разъема.
При повреждении одной из половин картера замене подлежат обе половины с крышками кривошипных камер, поставляемые в запасные части в одной сборке. Забоины или неровности на плоскостях разъема удалите шабровкой или, при необходимости, притрите на плите.
Коленчатые валы неразборные и ремонту не подлежат, за исключением замены втулки верхней головки шатуна (см.: "Цилиндропоршневая группа").
При износе, разрушении подшипника нижней головки шатуна или других неисправностях замените коленчатые валы. С целью надежного соединения полуосей правого и левого коленчатых валов с выносным маховиком очень важно подобрать коленчатые валы определенной группы с соответствующим диаметром полуосей.
Вряд ли стоит доказывать, что ижевские мотоциклы самые популярные. Более двух миллионов этих машин бегают по дорогам страны. Они очень надежны. Но наступает время, когда требуется профилактика или ремонт.
Идя навстречу пожеланиям наших корреспондентов, редакция подготовила цикл статей об ИЖах, которые написаны инженерами В. Абрамяном и В. Забелиным. Сегодня они рассказывают о цилиндре, поршне и кольцах к мотоциклам ИЖ. Целый ряд рекомендаций носит общий характер. Поэтому статья представит определенный интерес не только для владельцев ИЖей, но и для тех, кто ездит на мотоциклах других марок.
ЧТО НУЖНО ЗНАТЬ О ЦИЛИНДРЕ
Это наиболее ответственная деталь двигателя. Напомним, что износ цилиндра во многом зависит от эффективности воздухоочистителя, температурного режима (поэтому все регулировки систем питания и зажигания должны точно соответствовать инструкции), от своевременности и качества ухода. Если, например, вовремя не удалить с поверхности цилиндра грязь или пыль, то резко ухудшится охлаждение со всеми вытекающими отсюда последствиями.
Безотказная работа двигателя на разных режимах конструктивно обеспечивается тепловыми зазорами (между цилиндром и поршнем, причем подбор пары цилиндр — поршень осуществляется строго по группам.
В зависимости от внутреннего диаметра цилиндры двигателя ИЖ Юпитер делятся на шесть групп, а двигателя ИЖ-56 и ИЖ Планета — на четыре. Разница в диаметре между смежными группами 0,01 мм. У ИЖ Юпитер номер группы клеймится на верхней наружной «части выпускного патрубка цилиндра. На двигателях ИЖ-56, ИЖ Планета номер группы заносится на передней нижней части цилиндре (со стороны выпускных окон) или на фланце для крепления впускного патрубка. Размеры серийных и ремонтных цилиндров, а также разбивка их по группам приводятся а таблице 1.
Таблица 1
При нормальной эксплуатации мотоцикла средний износ цилиндра на тысячу километров пробега для двигателя ИЖ Планета составляет 0,0045—0,0065 мм; для двигателя ИЖ Юпитер величина его нескользко меньше.
Необходимость расточки цилиндра для установки первого ремонтного поршня возникает на мотоцикле ИЖ-56 после 17 тысяч километров, на мотоциклах ИЖ Планета и ИЖ Юпитер — после 20—25 тысяч. Пробег мотоциклов с боковым прицепом до расточки цилиндров меньше на 15—20 процентов. Объясняется это более высокими нагрузками и худшим охлаждением двигателя из-за меньшего напора встречного потока воздуха.
НЕМНОГО О ГОЛОВКЕ
Очень важно периодически удалять нагар с внутренней полости головки. Большое количество его вызывает перегрев двигателя, а кроме того, может увеличить степень сжатия (вплоть до появления детонации) и ускоряет износ трущихся деталей.
Нагар обычно удаляют металлическим скребком или шабером, затем поверхность зачищают шкуркой. Если газы проникают под головку (обычно это сопровождается резким звуком выпуска и появлением масляных пятен на плоскости верхнего ребра цилиндра), надо ослабить и снова равномерно затянуть на холодном двигателе гайки крепления головки. Боли и таким способом не удастся избавиться от пропуска газов, то надо снять головку и проверить, нет ли забоин на плоскости, прилегающей к цилиндру. Если они есть — притереть головку на плите.
ПОРШЕНЬ И КОЛЬЦА
Мы уже говорили, что пары цилиндр— поршень подбирают строго по группам. Маркировку наносят на наружной поверхности головки поршня. Размеры серийных и ремонтных поршней, их разбивка по группам приведены в таблице 2. Контрольные диаметры показаны на рисунке.
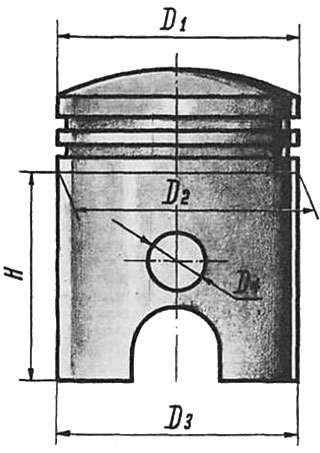
Контрольные диаметры поршня (к таблице 2).
Таблица 2
Иногда спрашивают, когда лучше проверять состояние поршня. Периодичность осмотра зависит от условий, в которых эксплуатируется мотоцикл, и в среднем составляет 5 тысяч километров пробега. На износ поршня влияют те же факторы, что и на донос цилиндра, — особенно температурный и скоростной режим работы двигателя.
Помните, что три одной и той же скорости движения мотоцикла скорость перемещения поршня в цилиндре, а следовательно, и износ поршня будут зависеть от передачи. Износ всегда больше при езде на низшей передаче.
Когда надо заменять поршни? Обычно с появлением сильных стуков на всех режимах работы и снижением мощности двигателя.
В среднем пробег мотоцикла-одиночки ИЖ-56 до установки первого ремонтного поршня составляет 13—16 тысяч километров, мотоциклов ИЖ-П и ИЖ-Ю — 20—25 тысяч.
В зависимости от размеров поршневые кольца и поршни делятся на три группы. Поршни маркируются цветной краской на торце бобышки — каждая труппа своим цветом.
Если нет поршней к ИЖ-Ю, на двигатель можно устанавливать поршни от мотоцикла К-175. Но имейте в виду, что их посадка в цилиндрах по сравнению с поршнем ИЖ-Ю будет несколько свободнее. Это не отразится на работе двигателя, но в отдельных случаях может появиться стук, подобный тому, что возникает при изношенном цилиндре. Устанавливаемый на ИЖ-Ю поршень К-175 должен иметь ту же группу, что и цилиндр. Поршень располагают в цилиндре так, чтобы стрелка, выбитая на его головке, была направлена назад по ходу мотоцикла — тогда кольца не будут западать в окна.
На поршнях двигателей ИЖ-56 и ИЖ-П устанавливается по три поршневых кольца, на поршнях двигателя ИЖ-Ю — по два.
Размеры нормальных и ремонтных поршневых колец показаны в таблице 3.
Таблица 3
При соблюдении правил эксплуатации пробег ИЖ-Ю и ИЖ-П без замены поршневых колец составляет 20—25 тысяч километров, а ИЖ-56 — 12—15 тысяч. Срок службы поршневых колец на мотоциклах с боковым прицепом меньше на 15—20 процентов. Проверять состояние колец рекомендуется при очередном осмотре поршня.
Для нормальной работы двигателя необходимо, чтобы в замке кольца был определенный зазор. Увеличение его в стыке приводит к тому, что увеличивается пропуск газов из камеры сгорания и на поршне отлагается нагар. При нагаре меньший зазор может во время работы двигателя привести к заклиниванию кольца в цилиндре. Зазор нового кольца для ИЖ-56 и ИЖ-П должен быть в пределах 0,3—0,45 мм, для ИЖ-Ю — 0,2—0,35 мм. Эти зазоры одинаковы у всех колец, независимо от места их расположения на поршне. Если зазор меньше нормы, то концы колец припилите напильником.
С ростом пробега мотоцикла поршневые кольца изнашиваются и теряют упругость. Практически об упругости колец можно судить по изменению зазора в стыке. Менять кольца надо при зазоре более 3,00 мм на двигателях ИЖ-56 и ИЖ-П и 2,5 мм — на двигателе ИЖ-Ю. Увеличение зазора до этих величин соответствует потере упругости колец приблизительно на 50 процентов. Как правило, сильнее изнашивается верхнее поршневое кольцо. Для проверки надо вставить кольцо в цилиндр без перекоса на высоту 10—15 мм от верхнего торца и замерить зазор щупом.
Для нормальной работы двигателя очень важно, чтобы кольца плотно прилегали по всей поверхности к зеркалу цилиндра. Определяют это на глаз по просвету между цилиндром и вставленным в него кольцом. Для более точной оценки надо учесть, что положение стыка кольца в цилиндре должно соответствовать его положению на поршне в собранном двигателе. Если свыше 35 процентов поверхности кольца не прилегает к зеркалу цилиндра, кольцо надо заменить.
Ремонтные кольца двигателя ИЖ-Ю, выпускаемые как запасные части, имеют цветовой индекс на внутренней стороне вблизи замка. У колец 1-го ремонтного размера метка красного цвета, 2-го — желтого. Группа ремонтного кольца двигателей ИЖ-56 и ИЖ-П указывается на его упаковке.
На двигателе ИЖ-Ю можно использовать поршневые кольца с ковровских мотоциклов класса 175 см3. Только перед этим надо проверить их зазоры.
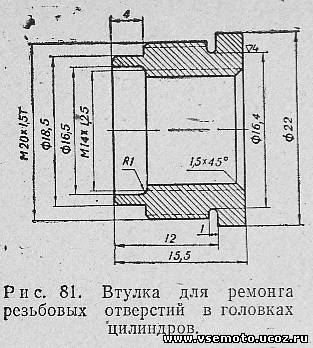
Для выявления дефектов осмотреть состояние резьбы в отверстиях головок под свечи. При повреждении резьбы головку заменить или отремонтировать. В последнем случае рассверлить отверстие до диаметра 18,43 мм и нарезать резьбу М20Х1,5; изготовить бронзовую втулку согласно рисунку 81, завернуть втулку в головку до упора и, сделав разметку, подогнать нижний торец под сферу головки, ввернуть втулку и развальцевать ее на внутренней поверхности головки.
Осмотреть состояние плоскости разъема головок и цилиндров. При наличии забоин или неровностей на плоскостях разъема (определяется по следам пропуска газов) удалить их шабером и при необходимости плоскости притереть на плите. Удалить нагар, поверхность сферы зачистить мелкой наждачной шкуркой и промыть.
ПОРШНИ И ЦИЛИНДРЫ. Для определения величины износа производится микрометраж (замер) поршней и цилиндров. Если зазор между поршнем и цилиндром у ИЖ-ЮЗ больше 0,25÷0,3 мм, пару поршень-цилиндр необходимо отремонтировать. На ИЖ-ПЗ допустимый зазор составляет 0,3÷0,4 мм.
Ремонту также подвергаются цилиндры, имеющие на зеркале глубокие риски и задиры. Ремонт производится двумя способами:
1) подбором и установкой комплектов новых (нормальных) цилиндров, поршней и поршневых колец взамен изношенных;
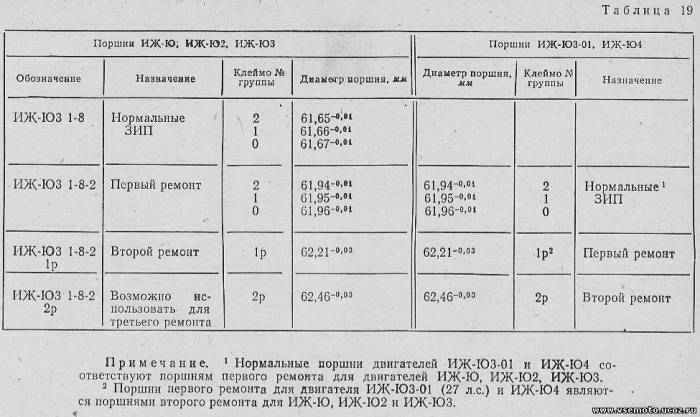
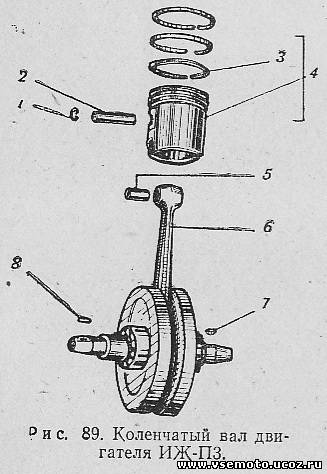
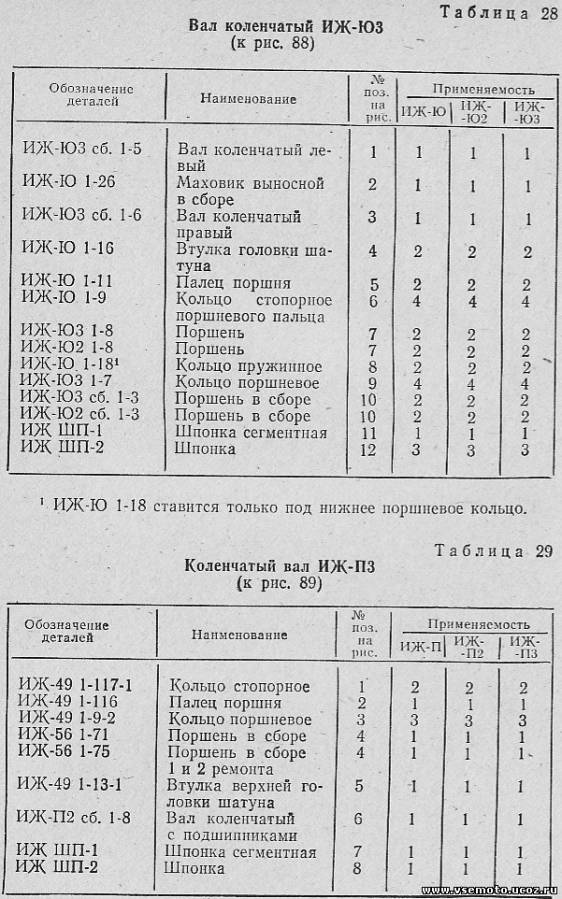
2) расточкой и хонингованием цилиндров с установкой ремонтных колец и поршней. При одновременной замене поршня и цилиндра они подбираются одной группы. В торговлю поставляются поршни и цилиндры ИЖ-ЮЗ трех размерных групп (табл. 19 и 22). Клеймение группы поршня производится на головке поршня и в верхней части цилиндра (рис. 82).

Замер приведенных в таблице 19 диаметров Д2 (рис. 14) производится на высоте Н=42 мм от нижнего торца поршня. Необходимо учитывать, что диаметр днища - Д1 и юбки - Д3 отличается от диаметра Д2. Д1=Д2 факт.-0,14 мм. Д3=Д2 факт.+0,01 мм.
Поршневые кольца в этом случае устанавливаются нормальные. Диаметр нормального кольца равен 61,75+0,15 мм при зазоре в замке 0,2÷0,35 мм.
Для ИЖ-П3 в торговую сеть поставляются поршни и цилиндры нормального размера четырех размерных групп (табл. 21). Клеймение номера группы производится на головке поршня и фланце цилиндра.
Замер приведенных в таблицах 21 и 23 фактических -диаметров поршней производится на высоте Н = 55 мм от нижнего торца поршня. Диаметр днища Д1 и юбки Д3 составляет: Д1=Д2 факт.-0,24мм; ДЗ=Д2 факт.+0,08мм.
Поршневые кольца в данном случае устанавливаются также нормального размера. Диаметр такого кольца равен 72+-0,03 мм при зазоре в замке 0,3 - 0,45 мм.
При втором способе ремонта устанавливаются ремонтные кольца и поршни взамен изношенных, а цилиндры обрабатываются под размер поршней.
В торговлю поставляются ремонтные поршни и поршневые кольца двух размеров (табл. 19 й 20).
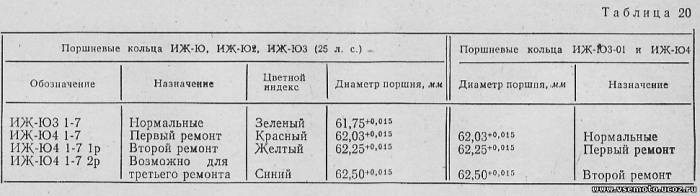
Маркировка номера ремонтной группы поршня производится клеймением на головке поршня, а цветной индекс поршневого кольца наносится на внутренний диаметр вблизи стыка.
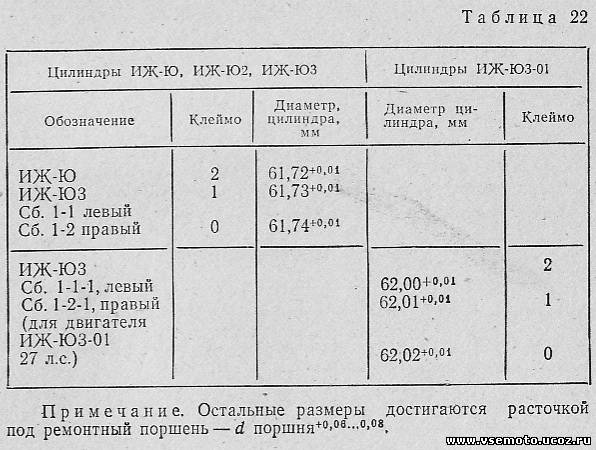
Диаметр обработанного цилиндра должен быть равным действительному диаметру поршня плюс 0,07- 0,09 мм, овальность и конусность по всей длине не более 0,01 мм, частота зеркала цилиндра - 9-10 класс.
Обработка цилиндров под ремонтный размер производится следующими способами:
а) растачивание цилиндра с последующей доводкой хонингованием или на притире;
б) двукратное хонингование (предварительное и окончательное).
Цилиндры растачиваются на специальных расточных или токарных станках. При закреплении цилиндра нужно базироваться относительно нижней плоскости фланца цилиндра и по наружному диаметру гильзы. Для растачивания на токарном станке цилиндр крепится на планшайбе так же, как на картере двигателя.
Припуск на последующую доводку - 0,025÷0,03 мм на сторону. Растачивание проводится за один проход, скорость резания не менее 100 м/мин.; подача при этом - 0,03 - 0,1 мм на оборот.
Доводят цилиндры на хонинговальных станках карборундовыми брусками с зернистостью 300÷500 единиц. При этом бруски подбираются по длине так, чтобы расстояние между торцами брусков в крайних (верхнем и нижнем) положениях доводочной головки было равно 4 - 6 мм, а выход брусков из цилиндра - 15 - 20 мм. Если отсутствует специальное оборудование для хонингования, доводку можно провести на токарном станке чугунным или деревянным притиром с использованием корундового порошка или вручную разжимным притиром. При этом необходим периодический контроль размеров цилиндра, а припуск на доводку должен быть минимальным.
Обработку цилиндра под ремонтный размер также можно осуществить двукратным хонингованием.
Предварительным хонингованием необходимо вывести бочкообразную форму изношенного цилиндра и удалить следы задиров и рисок поврежденного цилиндра. Для предварительного хонингования применяются бруски с зернистостью 150÷200, для окончательного - с зернистостью 300÷500. Припуск на окончательное хонингование - 0,03 - 0,04 мм на сторону.
Ремонт цилиндро-поршневой группы ИЖ-ПЗ производят аналогично ремонту ИЖ-ЮЗ. В торговлю поставляются ремонтные поршни и поршневые кольца ИЖ-ПЗ двух размеров (табл. 23).
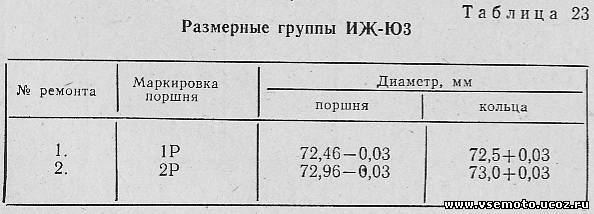
Клеймение группы делают на головке поршня: первый ремонт - 1Р, второй ремонт - 2Р. Маркировка группы колец указана на ярлычке в упаковке комплекта поршневых колец.
Диаметр обработанного цилиндра должен быть равным действительному диаметру поршня плюс 0,05÷0,07 мм, чистота обработки зеркала цилиндра - 9 - 10 класса, овальность и конусность по всей длине - не более 0,01 мм. Величина припуска на последующую доводку - 0,05 - 0,1 мм на сторону. Скорость, подача и способ доводки цилиндра ИЖ-ПЗ аналогичны обработке цилиндра ИЖ-ЮЗ.
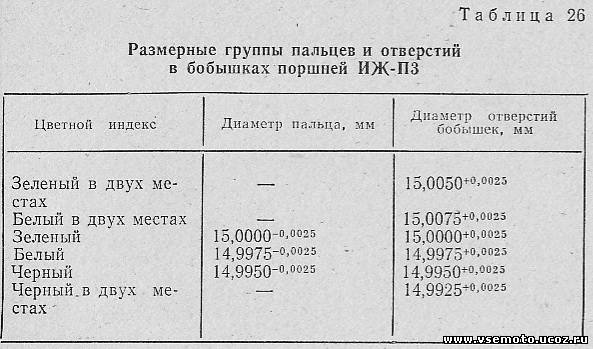
ПОРШНЕВЫЕ ПАЛЬЦЫ, ОТВЕРСТИЯ БОБЫШЕК ПОРШНЕЙ И ВТУЛКИ ВЕРХНИХ ГОЛОВОК ШАТУНОВ. При установке нового поршня (нормального или ремонтного) поршневой палец подбирается по отверстиям в бобышках. Пальцы и отверстия в бобышках поршней ИЖ-ЮЗ и ИЖ-ПЗ имеют несколько размерных групп (табл. 24, 25, 26).
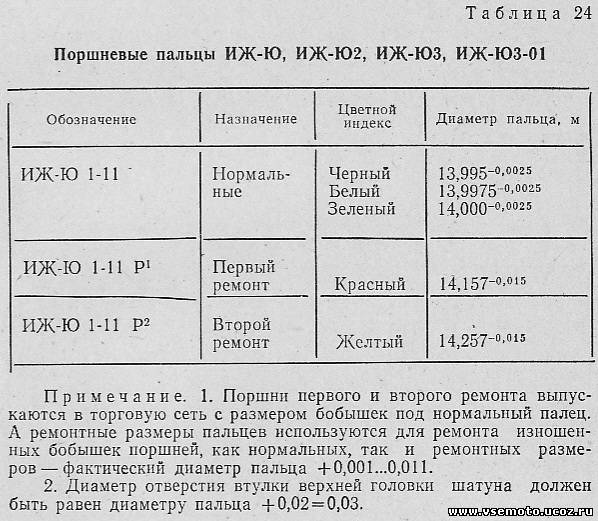
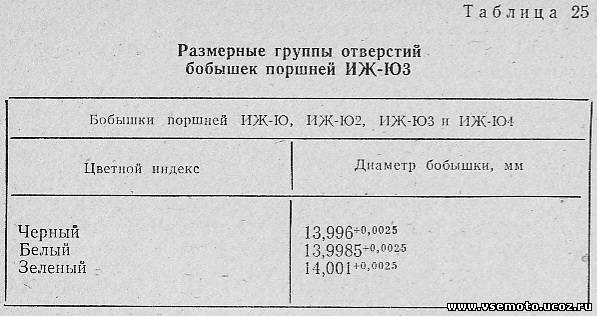
Цвет метки поршневого пальца должен соответствовать цвету метки поршня. Маркировку пальцев делают на внутреннем диаметре вблизи торца, поршней - на бобышках внутри поршня.
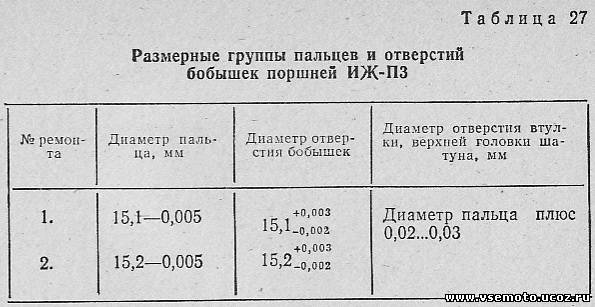
В случае износа отверстий бобышек и втулки верхней головки шатуна можно установить ремонтный палец, развернув отверстие под его размер. В торговлю поставляются пальцы 1-го и 2-го ремонтных размеров (табл. 24, 27).
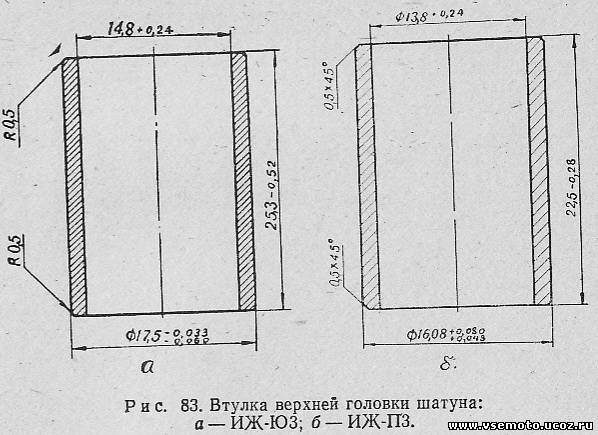
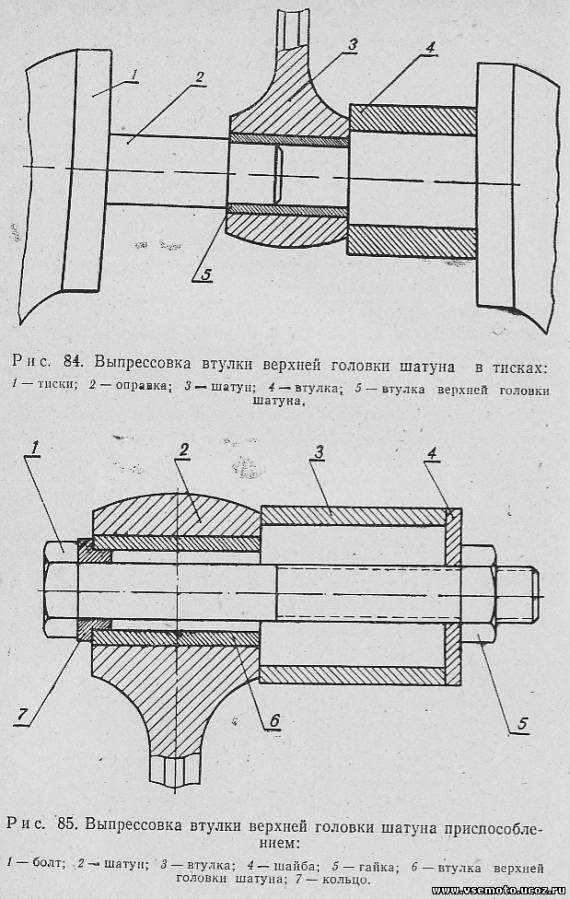
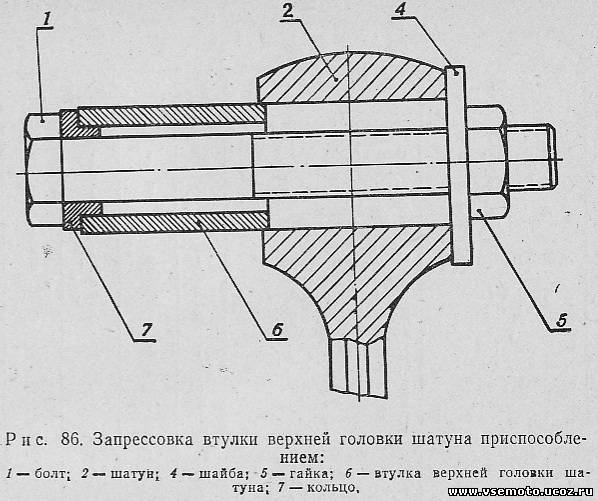
Маркируют ремонтные пальцы ИЖ-ПЗ красной эмалью по всей площади торца: 1-й ремонт - с одного торца, 2-й ремонт - с двух торцов. При износе втулки верхней головки шатуна заменить ее ремонтной или изготовленной по эскизу (рис. 83) втулкой. Материал- бронза БР.ОЦС 4-4-2,5. Выпрессовку и запрессовку втулок делают специальными приспособлениями (рис. 84, 85, 8б). После запрессовки следует обработать втулку раздвижной разверткой по размеру, указанному в таблицах 24, 27.
ПОРШНЕВЫЕ КОЛЬЦА. Новые поршневые кольца устанавливаются при замене (ремонте) поршней и цилиндров или в случае, когда поршень и цилиндр имеют допустимый износ, а замеренный щупом зазор в стыке кольца, установленного в цилиндр на расстоянии 10 - 30 мм от верхнего торца на ИЖ-ЮЗ, превышает 2,5 мм, на ИЖ-ПЗ - 3 мм.
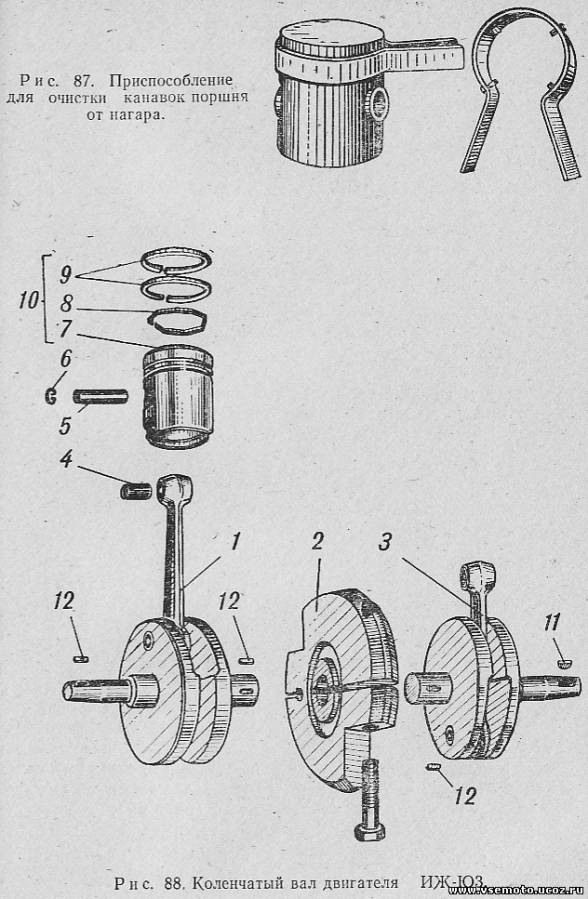
Перед установкой нового кольца удалить нагар из канавок поршня специальным приспособлением (рис. 87) или обломком старого кольца. Вставить кольцо в цилиндр и щупом замерить зазор в стыке кольца. В новом цилиндре этот зазор должен быть на ИЖ-ЮЗ- 0,2 - 0,35 мм, на ИЖ-ПЗ - 0,3 - 0,45 мм. При меньшем зазоре стыки колец необходимо подпилить. Установить кольца в цилиндр стыком в направлении, соответствующем рабочему положению и при помощи света лампы определить правильность прилегания кольца к цилиндру. Зазор на просвет допускается на ИЖ-ЮЗ на дуге 20', на ИЖ-П - 90' и не допускается в месте стыка колец на дуге в 30'.
Сборку поршня с кольцами производить в такой последовательности:
1. Используя пластинки, надеть кольца на поршень (рис. 77), сориентировав стыки колец на стопорные штифты поршня (на ИЖ-ЮЗ предварительно в нижние канавки поршней установить пружинные кольца).
2. Проверить подвижность кольца в канавке поршня, зазор между торцевой поверхностью кольца и канавкой должен находиться в пределах 0,065÷0,1 мм, кольцо должно передвигаться в канавке свободно, без заеданий.
3. Вставить в одну из бобышек поршня стопорное кольцо, а в отверстие противоположной бобышки- смазанный маслом поршневой палец.
4. Поршень ИЖ-ЮЗ надеть на верхнюю головку шатуна стрелкой, имеющейся на головке поршня, назад (в сторону, обратную движению мотоцикла). Поршень ИЖ-ПЗ установить стрелкой вперед или разрезом юбки вперед по ходу мотоцикла. Совместить отверстия бобышек и втулки верхней головки шатуна; при помощи оправки, придерживая поршень рукой, легкими ударами молотка запрессовать палец. Установить второе стопорное кольцо. Таким же методом установить второй поршень.
5. Перед установкой цилиндра проверить плоскости разъема цилиндров, картера и при необходимости зачистить. На фланец картера установить уплотнительные прокладки из картона или, паронита.
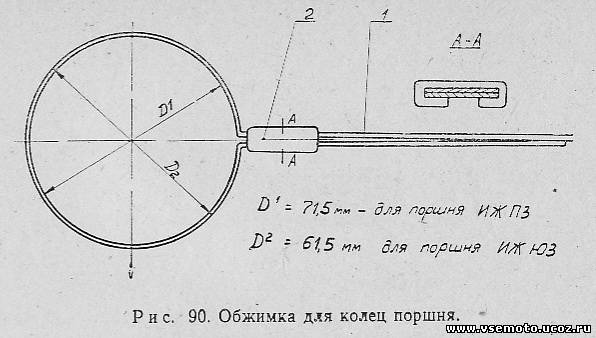
6. Установить стыки колец против штифтов, сжать их обжимкой (рис. 90).
7. Положить под поршень подставку, смазать зеркало цилиндра маслом и надеть цилиндр на поршень, сдвигая обжимку вниз (рис. 91).
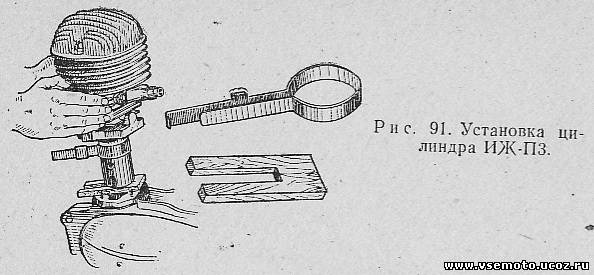
8. Снять обжимку, убрать подставку и, продвигая цилиндр, установить его на место.
9. Соблюдая указанный порядок, установить второй цилиндр; установить и закрепить патрубок карбюратора с прокладкой, надеть на шпильки головки цилиндров и только после этого закрепить цилиндры гайками. Установить свечи зажигания.
На ИЖ-П3 цилиндр крепится гайками на 4-х шпильках. Головка крепится к цилиндру шестью шпильками без уплотнительной прокладки.
Читайте также: