
Доработка гбц ваз 2114 8 клапанов
Добавил пользователь Владимир З. Обновлено: 19.09.2024
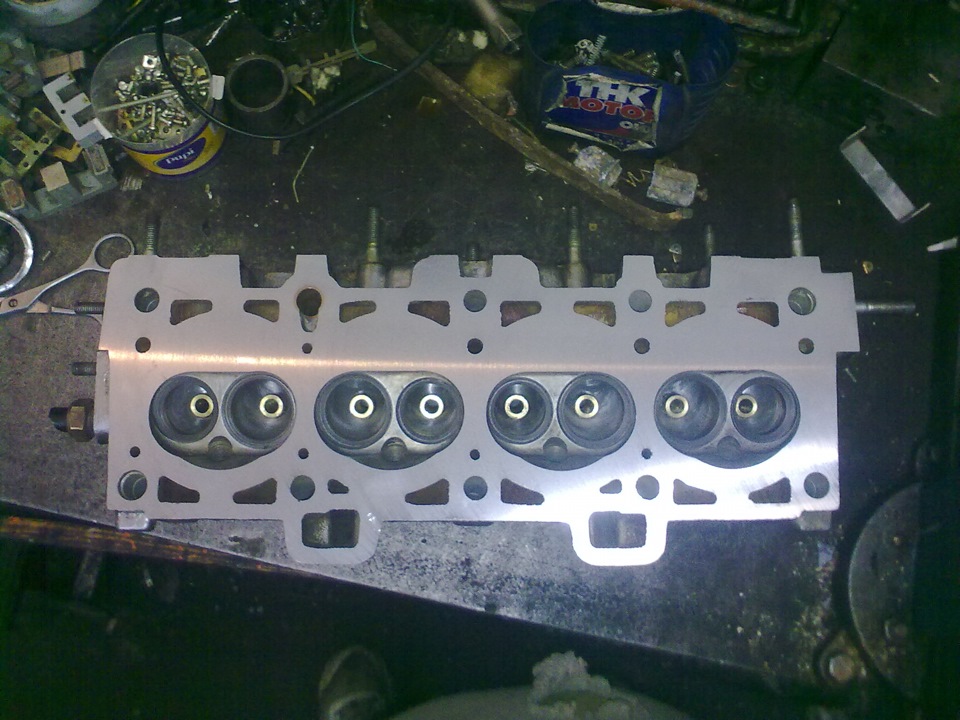
Привет! Если ты это читаешь, то головку блока цилиндров ты будешь распиливать сам, не так ли! На просторах интернета есть куча информации по этой теме. Ты уже знаешь, как делается портинг,какими шарошками и т.д. но я хочу рассказать о методах ,основанных на моём опыте.
Итак! Рассмотрим портинг на примере гбц ваз 8 кл.
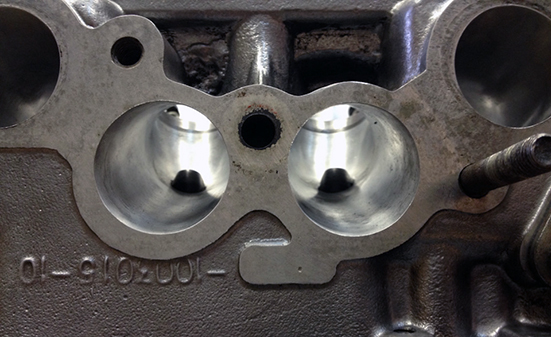
Я считаю, что огромные каналы нам не нужны. Важно сделать канал оптимальной формы, без резких перепадов и поворотов,во избежание срыва потока. Уделить внимание нужно отрезку канала в месте,где расположена ножка клапана. А именно - канал должен чуть расшириться именно в месте выхода направляющей клапана, которая перекрывает часть сечения,поэтому нужно компенсировать проходимость этого участка удалением лишнего металла в этой области.
Металла со стороны захода (однобоко) канала в цилиндр надо снять больше. Примерно так..
Это нужно сделать именно так,потому что тарелка клапана с одной стороны экранирована стенкой цилиндра. Такая искривлённая форма канала улучшит наполнение цилиндра, так как газы должны ,в идеале,заходить по спирали,заполняя цилиндр.
Кстати, перед распилом нужно демонтировать направляющие! А после распила , и соответственно перед их установкой ,нужно доработать их таким образом,чтобы исключить перекос направляющих клапана.Примерно так..
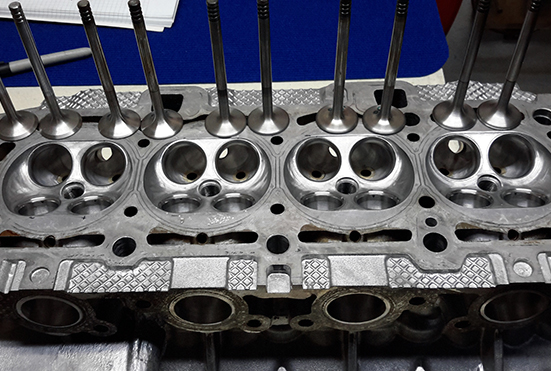
Доработка камеры сгорания так же даёт хороший результат! Клапан экранирован стенкой камеры сгорания с одной стороны.
На рисунке видно,что убирать металл надо по краям камеры сгорания.
Хочу отметить,что вытеснители спиливать в камере сгорания не стоит!Внимание уделяется и седлу клапана,а именно - его фаске .
Седло не должно быть просаженным, так как это уменьшит клапанную щель. Уделить внимание нужно и объёму камеры сгорания. А именно - объём камер сгорания нужно измерить ,а при необходимости уравнять методом снятия излишек металла. Положительный результат даёт так же полировка днища поршней и камеры сгорания, но переоценивать эту процедуру не стоит,так как эффект хоть и есть,но не значительный.
Выпускной канал сильно распиливать нет смысла,хотя огрехи и неровности литья убрать нужно обязательно. Нормальное явление - когда диаметр выпускного канала в гбц чуть меньше, чем канал в выпускном коллекторе. Образовавшаяся там ступенька должна быть и сглаживать её не нужно! Так как она служит для погашения обратной волны в системе выпуска.
А вот в сопряжении впускного коллектора и головки блока нужно обязательно сгладить все ступеньки . Коллектор подгоняется,обычно, точно по прокладке.
Впускной канал не должен быть слишком большого диаметра! Это важно! Так как скорость потока снижается с увеличением сечения канала и наполнение цилиндра на низких оборотах ухудшается.
Для вазовской головки я бы не рекомендовал диаметр впускного канала больше 34 мм.
Есть ещё один ньюанс! При распиле гбц переднеприводного ваз 8 кл. случается вскрытие масляного канала во впуске 3-4 цилиндра. Приходится завтуливать этот канал трубкой, после чего нужно не забыть просверлить стенку трубки со стороны распредвала сверлом.

Всем привет!Время не стоит на месте и мы тоже=)В прошлом бортовике я писал, что буду устанавливать самодельные Т-образные клапана.Но пришлось устанавливать новые из магазина=)Ну не из-за того, что старые плохие, а просто я их отдал другому человеку=)В итоге поехал закупаться ништяками для гбц и взял себе новые клапана=)Практически ничем они не отличаются от предыдущих, что сделали мы сами.Ну да ладно=)Вообщем были куплены бронзовые направляющие, осаженные пружины, правда prosport, но о них ничего плохого я не слышал и Т-образные клапана.Найдены у знакомого сухарики, тарелки и маслосъёмные колпачки.


Забыл сказать, что при расссверливании третьего впускного канала, вскрылся масляный канал.
В следствии чего я его завтулил бронзовой трубкой.



После того, как запрессовал втулку, просверлил в ней отверзтие, для подвода масла к шейкам распредвала.

Кстати после прохождения шарошками по каналам, я их отшкурил вот таким способом.На сверло надел шланг, а на шланг намотал шкурку и затянул хомутом=)

и вот что получилось.

Далее положил головку под печку, что б она нагрелась, а направляющие в морозилку.

Была сделана оправка, из латуни, что б запрессовывать втулки.Большого труда это не составило=)

прежде чем притирать клапана, пришлось пройтись по сёдлам развёртками.Всё это очень даже легко, но обязательно при запрессовки новых направляющих.

Затем пошла притирка клапанов.После этого, перед сборкой ГБЦ я отвёз её на шлифовку.Где мне её прошли на фрезерном станке.

Ну и пришло время сборки.Установил маслосъёмники, тарелки, пружины и засухарил клапана.Спасибо за помощь BormanNjoy .В итоге головка была собрана за не большое время.Ну и соответственно была проверка на герметичность клапанов.И она прошла успешно!
Автолюбители, независимо от стажа владения машиной, постоянно ищут способы повышения мощности двигателя. Есть несколько вариантов усовершенствования вашего автомобиля, одним из которых является доработка головки блока цилиндров (ГБЦ) .
Мы знаем, что крутящий момент, а соответственно и мощность, находятся в прямой зависимости от такого показателя, как коэффициент наполнения цилиндров рабочей смесью. Чем больше наполнение, тем больше мощность двигателя, которая растёт при смещении максимального значения крутящего момента на более высокие обороты. Для этого устанавливают распредвалы с расширенными фазами впуска/выпуска и увеличенными подъёмами клапанов, но на практике этого оказывается недостаточно. Если критически подойти к рассмотрению головки блока цилиндров, то мы увидим множество недочётов — казалось бы мелких, но именно они не дают реализовать полный потенциал мотора. Это обусловлено технологией изготовления при массовом производстве ГБЦ, и поэтому всё придётся исправлять самостоятельно или в тюнинг-ателье. Как именно? Об этом и поговорим.
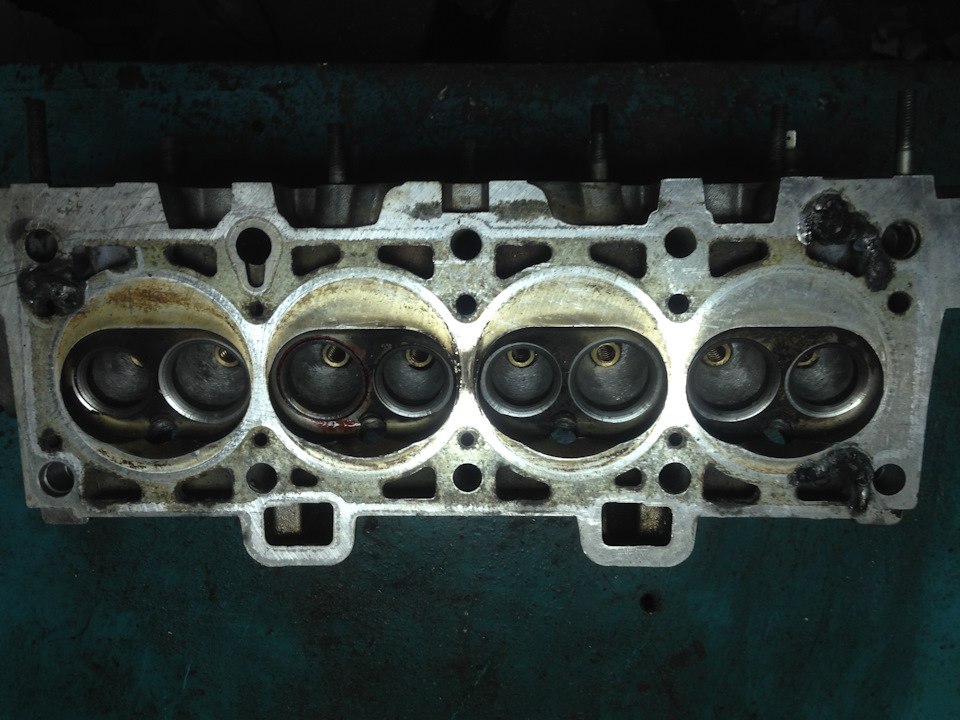
Если внимательно осмотреть впускные/выпускные каналы заводской головки блока цилиндров, то сразу бросаются в глаза приливы литья в районе направляющих втулок клапанов, выступающие в канал втулки и местами ломаная форма узких каналов. Используя шаровые фрезы разных форм и размеров необходимо добиться увеличения проходного сечения каналов, удалить все неровности и выступающие части. Форму канала надо изменить таким образом, чтобы его изгиб был наиболее плавным, но сохранил определенные радиусы кривизны. Внутренняя поверхность впускных каналов оставляется немного шероховатой для лучшей испаряемости бензина с их стенок. Выпускные каналы можно полировать, хотя заметного эффекта это не даст.
Поперечное сечение канала не должно быть правильной окружности. Впускной канал имеет форму эллипса с небольшим бочкообразным расширением перед седлом клапана. Остальная часть канала ГБЦ и впускного коллектора плавно сужается по направлению потока.
Проводя увеличение диаметра каналов надо учитывать близлежащие внутренние коммуникации. При неаккуратной работе можно повредить маслоканал или канал рубашки охлаждения. При работе с ГБЦ восьмиклапанных двигателей, которые применяются на переднеприводных ВАЗах, надо быть предельно осторожным. Хотя это не убережет вас при расточке одного впускного канала, в котором маслоканал проходит настолько близко, что его вскрытие неизбежно. К сожалению, даже если канал останется невскрытым, он может быть просто прикрыт тонким слоем алюминия и позже прорвётся под давлением масла работающего двигателя.
Перед началом расточки желательно в маслоканал вогнать стальную втулку, но, к сожалению, это не самый удобный вариант. Лучше устанавливать стальные или алюминиевые втулки после вскрытия канала, либо заваривать канал аргоном.
Вначале определитесь: с коллектора или ГБЦ начинать расточку. Если планируется значительное увеличение диаметра каналов, то лучше начать доработку с той детали, каналы которой имеют более тонкие стенки, а по их форме и положению затем растачиваются каналы сопрягаемой детали. В классических двигателях ВАЗ принято начинать расточку с коллектора, потому что каналы ГБЦ имеют достаточный запас толщины для последующего совмещения.
Обратите внимание на части направляющих втулок клапанов, которые выступают в каналы. Они создают заметные помехи потоку, поэтому их стараются укоротить или заострить. Иногда втулки стачивают заподлицо со стенкой канала и, хотя это в лучшей степени оптимизирует его пропускную способность, но такая доработка снижает ресурс направляющих, у которых он и так невелик на форсированных двигателях.
- - ВАЗ 2101, 21011, 2103, 2106, 21213, 21214, 2123 – клапаны от 39/34 до 42/35;
- - ВАЗ 21083, 2111, 21114, 21116, 11183, 11186 – клапаны от 39/34 до 40/34;
- - ВАЗ 2112, 21124, 21126, 21127, 21128, 21129 – клапаны от 31/27 до 33/29,
Если ваш автомобиль оснащён наддувом или впрыском закиси азота, ему необходимо увеличение выпускных клапанов, так как двигатель производит больше отработанных газов. Под такие моторы соотношение клапанов может быть 90% и более.
Пружины клапанов
Штатные пружины рассчитываются под конкретный двигатель с применением серийного распредвала. Учитывается достаточный запас прочности, рассчитанный на относительно невысокие обороты. В классических двигателях клапаны зависают на оборотах более 7000, на ВАЗ 21083 допускаются большие обороты, а на ВАЗ 2112 неадекватная работа клапанов вероятна на оборотах 7500-8000 об/мин.
Замена распредвала на более верховой может привести к зависанию клапанов. Наиболее простым способом является увеличение преднатяга штатной пружины, что выполняется подкладыванием под нее шайбы. Усилие на пружине увеличивается, но заметно уменьшается свободный ход.
При установке спортивных распредвалов предъявляются более жёсткие требования к усилиям на пружинах. В этом случае требуется большой подъём кулачка и соответствующий ход пружины, поэтому их меняют на более жёсткие, которые имеют больший ход сжатия.
Более жёсткие пружины заметно увеличивают нагрузки на клапаны, распредвал и тарелки, поэтому такую доработку желательно проводить последней из всех способов повышения порога зависания клапанов.
Ещё одним способом является облегчение тарелок клапанных пружин. Их меньшая масса снижает нагрузки на распредвал и детали ГРМ, что особенно важно на повышенных оборотах. Можно перетачивать штатные тарелки, но лучше поставить новые из титано-алюминиевого сплава. Алюминиевые (Д16Т) тарелки дешевле, но подвержены деформациям в критических режимах работы. Более прочными являются титановые изделия, хотя некоторых автолюбителей сдерживает их цена. Хорошо себя зарекомендовали тарелки из сплава Al-Ti от производителя PRO.CAR .
- - При использовании клапанов с меньшим диаметром стержня;
- - При сильно выступающей части направляющей втулки в канал ГБЦ;
- - Если форма или размер противоположной части направляющей не удовлетворяют требованиям;
- - При недостаточной теплопроводности направляющей втулки (возможна замена на бронзовые).
Степенью сжатия (СЖ) является отношение полного объёма цилиндра ко всему объёму КС. Чем больше сжата топливная смесь перед воспламенением, тем большую работу она совершит впоследствии. Повышая СЖ, мы увеличиваем мощность двигателя, но есть и ограничивающие факторы, такие как рост нагрузки на поршневую и риск возникновения детонации. Стандартные литые поршни двигателей ВАЗ допускают СЖ до значения 11:1.
Наиболее заметен положительный эффект от роста СЖ в двигателях с широкими фазами открытия клапанов. Это происходит от того, что коэффициент наполнения атмосферных двигателей ВАЗ не превышает 100%, то есть динамическая СЖ не превышает статическую СЖ. Динамическая СЖ — объём топливно-воздушной смеси, попавшей в цилиндр, относительно объёма камеры сгорания. При использовании широкофазных распредвалов на низких и средних оборотах динамическая СЖ ниже статической. Повышение СЖ приводит к пропорциональному росту динамической, что положительно влияет на мощность и экономические показатели двигателя. При этом необходимо исключить предпосылки возникновения детонации при максимальном коэффициенте наполнения цилиндра, что достигается повышением октанового числа топлива и изменением состава топливно-воздушной смеси.
С ростом оборотов двигателя длительность цикла сгорания уменьшается, что может привести к неполному сгоранию топлива, а, следовательно, потере мощности. Поэтому, повышая СЖ, мы ускоряем процесс сгорания, что позволяет получить максимальную мощность от двигателя. Вследствие этого большинство высокооборотистых форсированных бензиновых двигателей требуют повышения СЖ.
После проведения доработок ГБЦ , которые мы рассмотрели в данной статье, вы сможете полностью раскрыть потенциал двигателя вашего автомобиля!

Не завелась утром машина с первого раза, на второй затроила и чихала белым дымом. Потом завелась нормально, дым прошёл! Но достав масляный щуп, я понял, что антифриз попал в блок.
Думал, что прогорела прокладка ГБЦ, поэтому поехал, закупил расходники: прокладки, масло, антифриз, фильтра. После того как поднял голову, стало ясно что антифриз проел ГБЦ, поэтому было решено её ремонтировать.



Следуя своему девизу: сломалось сделай лучше! Было принято решение немного доработать все что есть в ГБЦ.
Для начала, все разобрали для дифектовки, аргоном заварили раковины

Далее, распилили впускные и выпускные каналы. Распил не экстремальный, скорее более функциональный по геометрии, выровнен после фризы шлифовкой каналов (без зеркала), соответственно произведена подгонка всех стыкующихся деталей: прокладки, впуск, выпуск.


Перерезано седло на 5 клапане, установлены бронзовые направляющие хорошего качества, а так же облегчённые клапана.
Клапана хотел поставить СТИ, но их не было, под заказ очень долго, выбрана альтернатива УСА, которые кстати тоже пришлось ждать. Перетачивать заводские не стал, так как наслышан о проблемах с ними. Приобретено и все остальное: вал ОКБ двигатель, помпа Лузар (Турбо), Волга форсунки, комплект ГРМ.


Всем привет!Время не стоит на месте и мы тоже=)В прошлом бортовике я писал, что буду устанавливать самодельные Т-образные клапана.Но пришлось устанавливать новые из магазина=)Ну не из-за того, что старые плохие, а просто я их отдал другому человеку=)В итоге поехал закупаться ништяками для гбц и взял себе новые клапана=)Практически ничем они не отличаются от предыдущих, что сделали мы сами.Ну да ладно=)Вообщем были куплены бронзовые направляющие, осаженные пружины, правда prosport, но о них ничего плохого я не слышал и Т-образные клапана.Найдены у знакомого сухарики, тарелки и маслосъёмные колпачки.
Забыл сказать, что при расссверливании третьего впускного канала, вскрылся масляный канал.
В следствии чего я его завтулил бронзовой трубкой.
После того, как запрессовал втулку, просверлил в ней отверзтие, для подвода масла к шейкам распредвала.
Кстати после прохождения шарошками по каналам, я их отшкурил вот таким способом.На сверло надел шланг, а на шланг намотал шкурку и затянул хомутом=)
и вот что получилось.
Далее положил головку под печку, что б она нагрелась, а направляющие в морозилку.
Была сделана оправка, из латуни, что б запрессовывать втулки.Большого труда это не составило=)
прежде чем притирать клапана, пришлось пройтись по сёдлам развёртками.Всё это очень даже легко, но обязательно при запрессовки новых направляющих.
Затем пошла притирка клапанов.После этого, перед сборкой ГБЦ я отвёз её на шлифовку.Где мне её прошли на фрезерном станке.
Ну и пришло время сборки.Установил маслосъёмники, тарелки, пружины и засухарил клапана.Спасибо за помощь BormanNjoy .В итоге головка была собрана за не большое время.Ну и соответственно была проверка на герметичность клапанов.И она прошла успешно!
Читайте также: