
Ремонт рамы камаз своими руками
Добавил пользователь Владимир З. Обновлено: 19.09.2024
да что за бред несете то. какие там клепки? всегда рама варилась полуавтоматом в углекислотной среде ! как их на заводах по вашему еще собирают. на заклепках что ли? посмотрите как рамы собраны на грузовиках джипах и других прежде чем советовать тут нипонять чего! Топикастр. вари раму полуавтоматом и не парься. можеш дополнительно пластинами усилить
сварка полуавтоматом ИЛИ электродами УОНИ и можешь ее усилить. ГЛАВНОЕ ЗАЧИСТИТЬ МЕСТО СВАРКИ. Грамотного сварщика и если будет варить электродами, чтобы сильно металл не перегривал.
Вот так вот. :((((
Сегодня полез посмотреть и обнаружил сей дефект на раме слева, как и почему для меня остается загадкой. Ни где не взлетал с отрывом колес от земли и прочее. Завтра заварим, а пока сижу и пытаюсь понять причины. Лебедка?, спереди висит 12й винч, по серьезному лебедился один раз, остальное так - подтянуться. Уазик меня дергал железным тросом, но там бы скорее всего проушина оторвалась. ? х.з вопчем :'(
Место трещины: с обоих сторон примерно на 60% высоты рамы
рвется там, где тонко. проушина оказалась крепче.
не придумывай. все зависит от: металла, типа сварки (степени нагрева, газ, штучный электрод, полуавтомат и т.д.), прямизны рук сварщика
еще зависит от вектора приложения силы при рывке
Снова - не придумывай. Есть известные принципы, коим необходимо следовать. Нельзя: варить сплошным швом поперек рамы (т.е. вертикально), вообще стараться избегать сплошных швов! Использовать пунктир - меньше стягивает, меньше создает напряжений, меньше подвержен последующим поломкам.
Как правильно заметил Ёкорн, как можно чаще использовать т.н. "закладные" - т.е. электрозаклепки, через предварительно насверленные в пластине отверстия - значительно распределяют нагрузку на место соединения. Единственное, 2 мм - маловато :). Нужно так, чтобы провар к раме был хорошим, чтобы дугу не стягивало к кромке отверстия пластины-усилителя. А это не менее 8 мм в диаметре при толщине пластины-усилителя 2-3 мм.
с первым согласен, а про сварочник - убил. ))) А обычного ПДГ205 полуавтомата 220в до 300А не достаточно будет? Проволока 0,8мм омедненная. ))
В этом месте и на этом авто качественно заплавить трещину, чтобы она не порвалась рядом или в том же месте - нереально.
Теперь про трещину. Проблема не столько в ней самой, сколько в том, нет ли трещины со стороны двигателя, а также сверху рамы. Поскольку если трещина таки "полуопоясывающая" - придется снимать двигло, чтобы правильно и надежно заварить.
Но тут сам принимай решение.
И так.
Подними морду джеком так, чтобы трещина сошлась. Очисти крацовкой место сварки и участок, куда будет приварен усилитель.
Коротким пунктиром (1-1,5 см.) вверху "закрепи" от расхождения. В корне трещины поставь электрозаклепку.
В центре длины трещины тоже. Сложность в том, чтобы очистить место для сварки. Но в твоем случае, если сварщик грамотный, он просто поставит электрозаклепку большим током.
Обдирочным или зачистным кругом зашлифуй швы вровень с основной плоскостью рамы.
Сделай пластину как на рисунке. Насверли в ней отверстий. Произвольно, но основной принцип - в равномерном распределении оных по поверхности для минимизации паразитных напряжений.
Приложи, провари по отверстиям, и пунктиром 3-4 см через 2см.
Обмажь полиуретановым герметиком, грунт, эмаль, антигравий, эмаль. еще антигравий. еще эмаль.. )))))
И никогда (. ) не позволяй никому дергать свое авто стальным тросом, равно как и сам этого не делай. И не проблема, если авто порвет пополам, хуже если при разрыве троса убьет кого-нибудь или покалечит.
Особого опыта по ремонту рам не было,но были небольшие знание в этой области,была использована рельса примерно 2,5 метра длиной,и сделаны две стяжки из 2 метровой шпильки на 30,описывать процесс не буду все только на интуиции и знание свойств металла,да про кувалду забыл написать,без нее бы этот ремонт не состоялся)
Каждый крепеж примерно по несколько часов,все делалось без нагрева.
Осталось дело за малым,вырезать и в варить кусок рамы,по этому вопросу было очень много споров,кому доверить,как делать,сколько будет ходить и прочее..
Очень мало людей которые варять рамы и еще меньше которые хорошо варять,и почти единицы которые этим занимаются от души,и такой человек нашелся.
И наступила следующая стадия,замена части рамы.
вот в этом месте и решили сделать соединение рамы,в принципе почти по середине по меж осевому,с учетом, что все будет притянуто к подрамнику на всякий случай) доля скиптицизма в этом проекта всегда была)
Усиление изнутри рамы и внешний вид.
Фото сделаны с телефона,так что не пинайте за качество)
Но в итоге могу сказать что результат,не просто порадовал,но и многих удивил,это про тех кто просто наблюдал за процессом)
Отклонения не более 1-2 мм по длине и ширине,что считаю,почти в полевых условиях,можно списать на погрешность измерительных приборов)
Если у кого то будут вопросы или критика с радостью выслушаю.
P.S.Сразу говорю,посмотрев фото,что рама по всем плоскостям выправлена,искажает камера с телефона)
Наверное ве таки зря шов вертикальный, надо было его под углом 45 градусов делать внутреннее усиление не с вертикальными стенками а с вырезами во внутрь
Видно, не я один такой упертый. Народ начал понимать, что лучшего уже не видать и берется за починку того, что раньше везли на металолом.
Серьезный проект! Мне понравилось! а геометрию как проверить? Ну чтоб машина потом ровно ехала, а не полу боком?

В 2001 году по материалам книги "Ремонт автомобильных рам" (автор Гурман В.С.) сочинился документ. Возможности этот документ подшить к записи я не нашел, поэтому завожу его вручную.
По сути дела это просто конспект книги, поэтому высказываю здесь своё искреннее уважение автору и исследователям проблемы.
И, конечно, помним, что возраст книги уже превышает пол-века.
ТЕХНИЧЕСКИЕ УСЛОВИЯ
РЕМОНТ РАМЫ АВТОМОБИЛЕЙ
При ремонте рам можно пользоваться только качественными электродами.
Перед сваркой электроды должны быть обязательно просушены в течение 1 ч
при температуре 140—160 ОС так как влажность обмазки приводит к пористости металла шва.
К сварке деталей рамы должны допускаться только дипломированные сварщики 5 – 6 разряда, прошедшие аттестацию.
Рабочее место сварщика должно быть оборудовано амперметром.
Необходимо производить упрочнение поверхностным наклёпом участков, опасных к возникновению трещин усталости.
При условии выполнения этих принципов можно восстановить выносливость
деталей рамы автомобиля до уровня выносливости новых деталей.
1
Подготовка рамы к ремонту.
Повреждённый участок рамы необходимо тщательно отмыть от загрязнений.
Места, имеющие трещины и места возможного зарождения трещин должны быть зачищены вращающейся стальной щёткой до металлического блеска для облегчения обнаружения трещин.
Зачищенные места осматривают при помощи 4-кратной лупы. Таким образом удаётся обнаружить трещины, незаметные без зачистки на 20% рам автомобилей. Без выполнения этой операции надёжность рамы после ремонта гарантировать нельзя.
2
Определение способа ремонта деталей рамы.
Допускается ремонт деталей рамы заваркой трещин, отрезкой или вырезкой поврежденной части и приваркой дополнительной детали.
Все сварные соединения должны быть выполнены в стык.
Приварка вставок, а также приварка дополнительных деталей внахлестку не допускается.
На одной продольной балке не должно быть более трех сварных соединений, включая заваренные трещины.
При ремонте трещин, проходящих через отверстие, последнее должно быть обязательно заварено.
В тех случаях, когда в опасном месте имеется несколько одинаковых концентраторов напряжений, лучше вырезать его.
Рассмотрим конкретный пример.
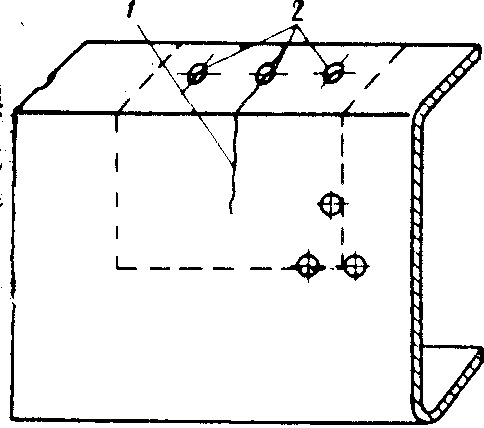
Так как напряжения у всех трех отверстий приблизительно одинаковы, то при возникновении трещины у одного из отверстий, у других двух запас выносливости материала, по-видимому, почти израсходован и упрочнение наклепом может оказаться неэффективным. Поэтому лучше заменить часть материала. В рассматриваемом случае вырезать следует до оси продольной балки . Если вырезать одну лишь полку, то на стенке может остаться невидимый конец трещины, который станет очагом нового разрушения, так как вблизи полки напряжения от изгиба достаточно велики.
При переменных нагрузках отверстие не является препятствием для развития трещин усталости. Многие трещины, зарождающиеся на кромках профиля, развиваются к отверстию и легко пересекают его.
Таким образом, сверление отверстия в конце трещины излишне.
Вместе с тем конец трещины бывает трудно выявить, поэтому, чтобы не заваренная часть трещины не могла стать причиной повторного разрушения детали, следует прорезать трещину по ее направлению дальше видимого конца. Если видимый конец расположен на полке или сгибе профиля, то прорезать следует по всей полке и по стенке не менее 50 мм от полки. Если трещина распространилась на стенку, то прорезать следует на 50 мм дальше видимого конца трещины.
Ширина реза 1…2 мм.
Если трещина доходит до отверстия или пересекает его, то последнее следует заварить на медной подкладке, а кромки вновь просверленного отверстия упрочнить наклепом. С этой целью целесообразно сверлить отверстие диаметром на 1 мм меньше, чем требуется по чертежу и раздать его до нужного диаметра.
3
Ремонт
Качество сварки оказывает решающее влияние на выносливость отремонтированных деталей и долговечность собранных из этих деталей рам.
Сварные швы, проходящие через места прилегания кронштейнов, должны быть зачищены заподлицо с поверхностью детали.
Перед осмотром со сварных швов должен быть удален шлак, а их поверхность должна быть тщательно зачищена.
Сварные швы не должны иметь подрезов, раковин и пор. Кратеры должны быть заплавлены. Усиление сварных швов не должно возвышаться над поверхностью детали более чем на 2 мм. Допускается опиливание усиления шва на сгибе профиля. В месте выхода на кромку профиля шов должен быть подварен вровень с кромкой.
При переходе от нижнего к вертикальному шву следует снизить силу тока, в противном случае металл будет стекать и образуется прожог. Так как длина вертикального шва очень мала, а качество сварки должно быть безукоризненным, сварщик не может каждый раз подбирать силу тока пробой. Поэтому рабочее место, где заваривают детали рамы должно быть оборудовано амперметром, по которому сварщик, не осуществляя проб, мог бы устанавливать должную силу тока.
Сваривать детали необходимо следующими электродами диаметром 4 мм:
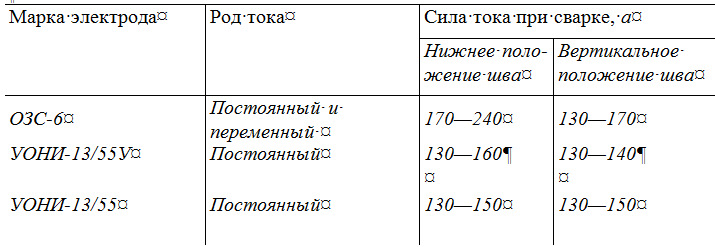
Применение других электродов не допускается.
Сварка осуществляется двухсторонним швом с двумя симметричными скосами двух кромок.
Грузовой автомобиль делается крепче, чем легковой, так как ему часто приходится преодолевать длинные расстояния с большими грузами. Но надежность грузового транспорта только создается во время его сборки, а вот поддерживать ее должен уже сам водитель авто. Так, грузовым автомобилям нужны частые проверки, особенно тех частей, от которых зависит безопасность водителя. Рама должна проверяться всегда, так как не стоит упускать даже незначительные дефекты. О том, как проводится сварка рамы грузового автомобиля, подробно объясняется далее.

В каких случаях необходим ремонт рамы
Все основные детали, а также узлы автомобиля крепятся к одному большому каркасу, который называется автомобильной рамой. Здесь даже малейший скол или трещина на ней могут впоследствии привести к необратимым повреждениям не только самого каркаса, но и всего автомобиля.
По этой причине ремонт рамы должен быть своевременным, пока повреждение небольшое не может нанести большого вреда. Чем больше поломка, тем меньше эффективность варки.
Важно следить за состоянием рамы автомобиля, иначе это может привести к фатальным последствиям.
Подготовка рамы к сварке

При подготовке к ремонту рамы грузовых автомобилей нужно сделать следующие приготовления:
- Подобрать правильные электроды. Их диаметр должен составить не менее 4 мм.
- Просушить электроды. На это уходит как минимум час.
- Обеспечить сварщику полный доступ к поврежденной зоне рамы. Части машины, мешающие проходу, можно временно демонтировать.
- Подготовить усилители для каркаса, если это необходимо. Нужно использовать накладки (в форме эллипса или ромба) из той же стали, из которой сделан каркас, а также можно использовать болтовые соединения или швеллеры (делают ремонт наиболее надежным). Используя накладки, важно следить, чтобы переходы между ними и основой конструкции были ровными.
- Подобрать современный сварочный аппарат, к примеру, ЦИКЛОН ПДГ 240Д-1. Перед использованием нужно проверить, не сломан ли аппарат.
Дополнительным шагом перед ремонтом грузовых рам обрабатываются обе кромки каркаса, чтобы у них был симметричный скос. Здесь используется болгарка или плазменный резак.

Сварка рамы автомобиля
После завершения подготовки, а также подбора оборудования, переходят к основному процессу. Так, сварка рамы грузового автомобиля имеет такую технологию:
В процессе варки важно не допускать перегрева металла, так как из-за слишком высоких температур ремонт может получиться недостаточно надежным.
Таким методом можно заварить раму на грузовике, газели и любом другом виде грузового транспорта.
Обработка швов после сварки
После того как каркас грузовика или полуприцепа удалось сварить, рано возвращать транспорт к работе. Место сварки еще нужно правильно защитить:
- Сначала шов обрабатывают пескоструйным методом.
- Потом обезжиривают.
- На третьем шаге грунтуют.
- И в последний момент закрашивают.
Теперь грузовой транспорт полностью готов к выходу в рейс.
Со стороны процесс сварки каркаса может показаться простым, на самом деле его выполнение потребует определенных навыков, сноровки, а также предельной внимательности. Поэтому самостоятельно заварить раму камаза нужно только в том случае, если есть полная уверенность в своих силах и навыках. Чаще лучше доверить эту задачу профессионалу, который сделает сварку наиболее надежной. Но знать, как происходит сам процесс, все равно полезно.
Читайте также: