
Ремонт кшм лада гранта
Добавил пользователь Владимир З. Обновлено: 20.09.2024
Лада Гранта (2017 год). Диагностика неисправностей кривошипно-шатунного механизма двигателя
Рабочие качества кривошипно-шатунного механизма можно оценить методом измерения давления масла, определению характерности стуков и замеру зазоров в определенных сопряжениях коленчатого вала.
Измерение давления масла
Давление масла проверяется с помощью прибора, состоящего из манометра, соединительного рукава с накидной гайкой и ниппелем и демпфера, сглаживающего пульсацию масла во время замера давления. Для снятия показаний давления в главной магистрали, прибор подсоединяют к корпусу масляного фильтра, разъединив его, предварительно, с трубкой штатного манометра. Для проверки давления следует последовательно следующие операции:
подсоединить к корпусу масляного фильтра измерительное устройство;
запустить и прогреть двигатель до стандартного теплового состояния;
зафиксировать давление масла в главной магистрали при холостом ходе, на момент устойчивого и номинально частотного вращения коленчатого вала.
Прослушивание стуков в сопряжениях коленчатого вала
Стуки в КШМ прослушивают в определенных сопряжениях с помощью электронного автостетоскопа. Этот метод диагностики КШМ требует нагнетания в надпоршневое пространство разреженного давления посредством специальной компрессорно-вакуумной установки. Требуется прослушать сопряжения между поршневым пальцем и бобышкой поршня, также между шатунным механизмом и шейкой коленчатого вала, а затем между втулкой верхней головки шатуна и поршневым пальцем.
В том случае, когда зафиксировано пониженное давление масла и стуки в коленчатом валу, потребуется проверка зазоров в вышеперечисленных сопряжениях и замена датчика давления масла. Если давление масла понижено, но стуков нет, то следует отрегулировать сливной клапан смазочной системы. В том случае если произведенные действия не приведут к нормализации давления, то потребуется проверка диагностика системы смазки на стенде.
Диагностика КШМ по ширине зазоров в его сопряжениях
Состояние кривошипно-шатунного механизма также определяют по величине зазоров в его сопряжениях. Их замеряют с помощью специального устройства и по следующей схеме:
установить поршень цилиндра в сжатом состоянии;
застопорить коленчатый вал;
вместо форсунки закрепить устройство в головке цилиндров, ослабить стопорный винт, а затем приподнять направляющую вверх;
включить устройство и довести давление до разряженного состояния;
добиться стабильных показаний индикатора методом двух- или трехкратного цикла подачи;
зафиксировать зазор в соединении между верхней головкой шатуна и поршневым пальцем, а затем суммарный зазор между шатунным подшипником и верхней головкой шатуна.
Все зазоры в КШМ измеряются трехкратно и принимают среднее арифметическое значение. В случае, когда зазоры одного любого шатуна больше допустимых значений, требуется ремонт двигателя.
К неисправностям кривошипно-шатунного механизма относятся понижение компрессии в цилиндрах и мощности двигателя, увеличение расхода топлива и масла, дымление, нехарактерные для работы двигателя стуки и шумы, течи масла и охлаждающей жидкости.
Компрессию в цилиндре замеряют на прогретом двигателе с помощью компрессометра
Перед замером компрессии вывертывают свечи зажигания, вставляют резиновый наконечник прибора в отверстие для свечи и проворачивают стартером коленчатый вал при полностью открытых дроссельной и воздушной заслонках в течение 5—6 с. У компрессометра максимальное давление конца такта сжатия в цилиндре снимают по шкале манометра, а у компрессографа значение давления фиксируется на бумажном бланке. Замеры повторяют 2—3 раза в каждом цилиндре и определяют среднее значение. Разность давлений в цилиндрах не должна превышать 0,1 МПа.
Снижение компрессии в отдельных цилиндрах может происходить по причине закоксовывания или поломки поршневых колец, повреждения прокладки головки цилиндров, нарушения регулировки зазоров в клапанном механизме или прогорания клапанов. Закоксовывание поршневых колец в канавках поршня способствует интенсивному прорыву газов в картер, что может привести к повышению давления картерных газов и выбрызгиванию масла через отверстие для маслоизмерительного щупа. В этом случае в каждый цилиндр заливают по 20—25 см3 моторного масла и повторяют замеры компрессии. Возрастание давления указывает на неплотности в цилиндропоршневой группе.
Неисправность прокладки головки блока и нарушение герметичности в клапанном механизме можно обнаружить с помощью пневмотестера, пропуская в цилиндр сжатый воздух через свечное отверстие. Утечка воздуха в соседний цилиндр свидетельствует о повреждении прокладки головки блока или ослаблении гаек или болтов крепления головки цилиндров. Неисправность прокладки головки цилиндров также можно обнаружить по попаданию охлаждающей жидкости в поддон. При этом будет наблюдаться постоянное снижение уровня охлаждающей жидкости в расширительном бачке или радиаторе и одновременное повышение уровня масла в поддоне. Масло при этом приобретает цвет от серого до молочно-белого. Утечка воздуха через карбюратор указывает на неисправность впускного клапана, а через глушитель — выпускного. Обнаруженные неисправности устраняют.
Причиной снижения компрессии в цилиндрах двигателя при исправных прокладке головки блока и клапанах является износ цилиндропоршневой группы. Степень износа цилиндропоршневой группы, а значит и ее техническое состояние, определяют без разборки двигателя приборами и пневмотестером. Принцип работы приборов основан на замере утечки воздуха, подаваемого в цилиндр двигателя. Проверку выполняют на прогретом двигателе. Вывертывают свечи, устанавливают поршень первого цилиндра в верхнюю мертвую точку конца такта сжатия. Коленчатый вал затормаживают от проворачивания, включив передачу и установив автомобиль на стояночный тормоз. Прижимают испытательный наконечник прибора к свечному отверстию первого цилиндра, открывают клапан подачи воздуха и по показаниям стрелки манометра на приборе определяют утечку воздуха. Поворачивая коленчатый вал, аналогично проверяют другие цилиндры в соответствии с порядком их работы. Утечка воздуха не должна превышать 28 % при исправных клапанах и прокладке головки блока.
При возникновении нехарактерных для работы двигателя стуков и шумов прослушивают двигатель мембранным или электронным стетоскопом. Стержень стетоскопа устанавливают перпендикулярно поверхности двигателя в том месте, где прослушивают стуки и шумы.
Состояние поршня и поршневого пальца определяют при резком изменении частоты вращения коленчатого вала, прослушивая стенки блока цилиндров по линии движения поршня в местах, соответствующих его крайним положениям. Стук поршневого пальца отчетливый и резкий и исчезает при выключении цилиндра из работы. При износе сопряжения поршневое кольцо — канавка поршня прослушивается несильный щелкающий стук в зоне нижней мертвой точки на средней частоте вращения коленчатого вала. Изношенные поршни издают при работе холодного двигателя щелкающий дребезжащий приглушенный звук, уменьшающийся по мере прогрева.
Износ коренных подшипников и увеличение зазора между шейками коленчатого вала и вкладышами сопровождается глухим металлическим звуком низкого тона с частотой, увеличивающейся с повышением частоты вращения коленчатого вала. Стук прослушивается в нижней части блока цилиндров вдоль оси коленчатого вала при резком открытии дроссельной заслонки. Причиной этого стука может также быть и слишком раннее зажигание. Большой осевой зазор коленчатого вала способствует появлению стука более резкого тона с неравномерными промежутками, особенно заметными при плавном увеличении и уменьшении частоты вращения коленчатого вала. Тон этого звука меняется в зависимости от того, нажата или нет педаль сцепления. Величину осевого зазора определяют на неработающем двигателе по перемещению переднего конца коленчатого вала при нажатии и отпускании педали сцепления и сравнивают с данными из таблицы.
Шатунные подшипники при износе создают стук также в зоне оси коленчатого вала, но ниже или выше на величину радиуса кривошипа и при положении поршня в верхней или нижней мертвых точках. При этом прослушивается стук более резкий и звонкий, меньшей силы по отношению к стуку коренных подшипников. Стук исчезает в каждом из цилиндров при выключении из работы соответствующей свечи зажигания.
Признаком износа коренных и шатунных подшипников является также падение давления масла в смазочной системе двигателя ниже нормы. Давление масла проверяют контрольным манометром с ценой деления не более 0,05 МПа.
При ремонте кривошипно-шатунного механизма двигателя далеко не всегда удается обойтись только шлифовкой шеек коленчатого вала или заменой вкладышей. Довольно часто приходится восстанавливать опорные поверхности (постель) вала. Почему, в каких случаях и как это делается, рассказывают специалисты фирмы "Иномотор".
Поверхности постели коленчатого вала, образованной опорами в блоке и крепящимися к ним коренными крышками, воспринимают все нагрузки, возникающие при работе кривошипно-шатунного механизма. Ввиду этого конструкция постели обладает достаточно высокой прочностью и жесткостью. Однако, даже несмотря на то, что опорные поверхности отделены от вращающихся частей вала подшипниками скольжения, первые так же подвержены повреждениям, как и большинство деталей двигателя.
Неприятности в постели
Наиболее распространенный дефект цилиндрических поверхностей, на которые опираются коренные шейки коленчатого вала, — отклонение формы их поперечного сечения от окружности, проявляющееся в виде эллипсности. Причины этого явления могут быть различными. Прежде всего эллипсность отверстий в опорах может возникнуть в результате нормальной, но продолжительной эксплуатации двигателя. Она вызывается длительным воздействием циклических нагрузок. В этом случае наблюдается практически одинаковое увеличение диаметров всех отверстий в сравнении с номинальным значением в направлении, совпадающем с направлением перемещения поршней. Причем деформируются, главным образом, наименее жесткие части опоры — коренные крышки.
Такая картина характерна для большинства двигателей с чугунными блоками вне зависимости от производителя. У двигателей с блоками из легких сплавов после пробега более 200-300 тыс. км обнаруживается иная картина. Эллипсность отверстий постели образуется за счет увеличения их размера в плоскости разъема опор блока с коренными крышками. В отмеченных случаях, как правило, разность диаметров, измеренная в плоскости разъема опоры и перпендикулярно ей, может составлять величину до 0,05 мм.
Эллипсность отверстий постели может быть не только результатом длительной эксплуатации. Она может наблюдаться при малых пробегах как результат нарушения режима смазки коренных подшипников. Начальная стадия процесса сопровождается резким повышением температуры в зоне контакта шейки и вкладыша, что приводит к нагреву постели вала, непосредственно контактирующей с подшипниками. В результате термического воздействия происходит ослабление конструкционных элементов опор вала, прежде всего болтов и крышек. При этом геометрия отверстия в опоре нарушается.
У многих двигателей с чугунным блоком температурная деформация приводит, казалось бы, к парадоксальным последствиям. На "подогретых" опорах диаметр отверстий, замеренный перпендикулярно разъему, уменьшается в сравнении с номинальной величиной. Чаще всего такая неприятность отмечается у двигателей автомобилей Saab, VW и Audi. По этим признакам, даже не имея других "свидетельств", можно с большой долей вероятности определить, был ли аварийный износ подшипников коленчатого вала или нет. Двигатели, имеющие легкосплавный блок цилиндров, также страдают от перегрева. У них форма отверстий постели искажается в основном за счет изменения геометрии алюминиевых частей опор.
Более серьезное повреждение поверхностей постели происходит, когда повышение температуры в зоне трения шейки с подшипником приводит к полному расплавлению антифрикционного слоя и "прихвату" вкладыша. Проворачивание вкладыша вызывает быстрое истирание опорных поверхностей шейки. Авария сопровождается глубокой (0,3-0,4 мм и даже более), достаточно равномерной их выработкой. В этом случае слабым утешением может служить лишь то, что такая беда случается не на всех опорах одновременно. Чаще повреждается одна из опор, имеющая наихудшие условия смазки.
В каких случаях нужно восстанавливать постель вала? Для ответа на этот вопрос нужно вспомнить, что допуск на диаметр отверстия постели составляет 0,02 мм. При этом создается нужный натяг разрезного вкладыша, препятствующий его проворачиванию и обеспечивающий отвод тепла из зоны трения в тело блока. С другой стороны, известно, что опасность проворота подшипника возникает при увеличении зазора в соединении "шейка-вкладыш" до 0,04-0,05 мм. Несложно посчитать, что даже незначительное изменение диаметра отверстия в опорах на 0,02-0,04 мм может привести к нежелательным последствиям. Искажение формы отверстия в сторону уменьшения диаметра грозит подклиниванием шейки вала, увеличение снижает натяг подшипника. Не говоря о том, что любое отклонение формы отверстия постели от окружности вызывает неравномерное распределение нагрузки на подшипник. Отсюда следует, что для восстановления нормальной работоспособности коленчатого вала, любые отклонения размера отверстий постели от номинала, превышающие величину 0,02 мм, нужно устранять.
О ремонте постелей
В зависимости от глубины повреждения постели, применяются различные способы ремонта. Все они преследуют одну цель: восстановить требуемый размер и строгую форму отверстий в опорах, необходимые для нормальной работы подшипников, при сохранении их соосности.
Основной прием, применяемый при ремонте, — занижение высоты коренных крышек. Таким образом удается создать необходимый припуск на последующую механическую обработку отверстий в номинальный размер. Обработка постели выполняется за один "установ" либо растачиванием, либо хонингованием, что определяется требуемой глубиной обработки.
На первый взгляд, технология восстановления не сложная и вполне осуществима при наличии соответствующего оборудования. Однако данный метод имеет особенность, которая накладывает ограничение на диапазон его применения. Дело в том, что обработка постели с занижением крышек вызывает смещение оси отверстий в сторону опорных поверхностей блока. При аккуратной обработке оно составляет примерно половину от величины эллипсности отверстий. Естественно, ось коленчатого вала, установленного в отремонтированную постель, также сместится на указанную величину.
Значительное изменение положения оси коленвала (более 0,08 мм) может привести к нежелательным последствиям. Во-первых, может нарушиться работоспособность переднего и заднего сальников, вплоть до потери их герметичности. Во-вторых, возможны проблемы при стыковке двигателя с КПП, а также негативное влияние на работу агрегатов трансмиссии. В большей степени это касается автоматических трансмиссий. Из опыта известно, что для АКПП критичным является смещение 0,05 мм, в то время как для механических коробок — 0,1 мм. В-третьих, смещение оси вала изменяет размер камеры сгорания, влияя на степень сжатия. К этому фактору наиболее чувствительны дизельные двигатели. Камера сгорания, имеющая небольшую высоту, расположена, в основном, в головке блока, и незначительное увеличение высоты подъема поршня может привести к его "встрече" с ГБЦ.
Определяя предстоящую технологию ремонта, приходится предварительно оценивать величину смещения оси отверстий постели, а также возможность технической осуществимости мероприятий по устранению его последствий. Практика ремонта показывает, что при смещении оси вала до 0,15-0,2 мм в большинстве двигателей отрицательные последствия удается свести к нулю путем не очень трудоемких дополнительных операций. Среди них можно отметить соответствующую корректировку положения передней крышки и корпуса заднего сальника двигателя, доработку направляющих втулок, центрирующих корпус КПП, занижение высоты поршней и другие, в зависимости от особенностей конструкции двигателя.
Если возможное смещение грозит превысить указанную величину, имеет смысл продумать иные методы устранения дефекта. В ряде случаев выйти из положения удается, подобрав практически идентичные по конструкции вкладыши от других двигателей, имеющие больший наружный диаметр. Так, например, при ремонте постелей двигателей Saab и Opel (с номинальным диаметром отверстия 62 мм) удается использовать вкладыши от двигателей Mercedes, рассчитанные на установку в отверстие диаметром 62,5 мм, или от Audi с наружным диаметром 63 мм. Вкладыши имеют различную толщину, но при этом рассчитаны под одинаковый диаметр шейки вала. При таком подходе постель обрабатывается под увеличенный размер, что позволяет либо вовсе исключить смещение, либо свести его к минимуму.
При очень значительном повреждении одной из опор вала прежде всего проверяют и при необходимости восстанавливают геометрию остальных, используя все тот же метод занижения крышек. Так как крышку поврежденной опоры можно безболезненно занизить на большую величину, рассматривают варианты ремонта "блочной" части. С нею можно поступить по-разному: либо подобрать подходящий вкладыш под увеличенный наружный размер, либо изготовить вставку П-образного сечения, которую приваривают к предварительно расточенной поврежденной поверхности. Окончательную обработку отверстия "в размер" выполняют растачиванием относительно оси уже обработанных опорных отверстий. В общем, возможных вариантов довольно много. Из них выбирается такой, который позволяет достичь цели с минимальным смещением оси вала и минимальными изменениями конструкции двигателя, особенности которой каждый раз учитываются.
Постель "Мерседеса"
Чтобы не быть обвиненными в голословности, рассмотрим особенности ремонта постели на конкретном примере. В качестве такового судьба предоставила дизельный двигатель Mercedes-Benz модели 606. Двигатель рядный, 6-цилиндровый, с 7-опорным коленчатым валом. Он поступил в ремонт для устранения последствий перегрева, приведшего к тепловому "прихвату" поршней в ряде цилиндров. Так что в дальнейшем ему еще предстоит перенести операцию гильзования.
Осмотр двигателя, помимо явно видных повреждений, вызванных перегревом, выявил эллипсность нескольких отверстий постели, величина которой составляла от 0,3 до 0,4 мм. При такой выработке можно рассчитывать на то, что после обработки ось отверстий сместится не более чем на 0,2 мм. Как указывалось выше, это практически предельная величина, при которой допускается напрямую применять метод занижения крышек без серьезных последствий.
При ремонте постели счет идет на сотые доли миллиметра. Поэтому работы начинаются с выполнения повторных измерений. Помимо замеров эллипсности, выполняемых нутромером с индикаторной головкой, контролируется отклонение оси отверстий постели от горизонта. Для этого снимают две крайние крышки и измеряют максимальную глубину опорных поверхностей от плоскости разъема.
Занижая крышки, важно выполнять механическую обработку параллельно существующей плоскости разъема. Добиться этого, применяя универсальное оборудование, например фрезерный станок, не просто, так как приходится каждую крышку выставлять индивидуально, затрачивая много времени. Небольшой станок фирмы Sunnen, специально предназначенный для этой операции, позволяет методом шлифования "торцануть" крышки за считанные минуты. После этого их устанавливают на штатные места и затягивают динамометрическим ключом моментом, который рекомендован производителем. В нашем случае он равен 90 Н·м.
Хонингование постели выполняется в номинальный размер за один "установ" блока. Этим обеспечивается строгая соосность отверстий в опорах. Для обработки применяется специализированный хонинговальный станок Sunnen, оснащенный хоном большой длины. Хонингование ведется в несколько этапов, с промежуточным контролем диаметра отверстий. Такой метод обработки позволяет добиться идеальной точности. Чтобы ее обеспечить, нужно помимо оборудования использовать точный измерительный инструмент.
Следующий этап после восстановления геометрии постели — измерение смещения оси коленчатого вала. Наиболее точно его можно определить следующим способом. На блок устанавливается передняя крышка. В обработанной постели блока крепится скалка с установленной на ней индикаторной головкой. Для этого в крайние опоры вставляются специально изготовленные втулки, внешний диаметр которых равен диаметру отверстий постели. Вращая скалку, "обкатывают" отверстие переднего сальника коленчатого вала щупом индикатора, фиксируя биение ее оси относительно отверстия. Так было установлено, что ось вала сместилась в вертикальном направлении на ожидаемую величину — 0,2 мм, о чем была сделана соответствующая пометка на крайней крышке. В дальнейшем она поможет при устранении последствий смещения оси.
Две "десятки" — довольно большая величина, которая способна нарушить нормальную работу сальников и деталей КПП. Для компенсации смещения были изготовлены ступенчатые эксцентриковые втулки, которые установили вместо штатных в плоскость разъема блока с передней крышкой, корпусом заднего сальника и картером коробки. Эксцентриситет втулок равен величине смещения оси вала — 0,2 мм. Поскольку передняя крышка и корпус заднего сальника сместились относительно блока, это нарушит плотность прилегания прокладок масляного поддона и ГБЦ.
Устранить дефект не сложно, фрезерованием выступающего верхнего торца крышки и нижней плоскости блока. Если бы выполнялся ремонт блока бензинового двигателя, этим можно было бы ограничиться. Для дизеля уменьшение высоты камеры сгорания на 0,2 мм является слишком большой величиной. Чтобы не утруждать клиента поиском прокладки ГБЦ увеличенной толщины, торцуем поршни, соответственно, уменьшая их высоту.
Как видите, с точки зрения трудоемкости, собственно восстановление геометрии постели "Мерседеса" составляет лишь часть, причем далеко не большую, общего комплекса работ, включающего устранение последствий смещения оси вала.
В ряде случаев для компенсации смещения приходится прибегать к более изощренным методам. Исходя из этого, определяется стоимость восстановительных работ. Независимо от количества опор двигателя, ремонт постели оценивается в среднем в 150 долл., комплекс работ по компенсации смещения оси — в 100 долл. С экономической точки зрения, это целесообразно, так как единственная альтернатива восстановлению постели — замена блока.
Ремонт постели коленвала двигателя делается на блоках цилиндров, на которых нарушена геометрия или соосность коренных шеек коленвала.
ПРИ РЕМОНТЕ АВТОМОБИЛЯ НЕОБХОДИМО!
ОТСЛЕЖИВАТЬ ИЗНОС ПОСТЕЛИ КОЛЕНВАЛА
Многие механики считают, что постель коленвала в блоке не изнашивается, и при ремонте автомобиля — не считают нужным проверить геометрию постели коленвала. А такое отсутствие должного и своевременного ухода и ремонта обычно приводит к плачевным результатам.
Новый или отшлифованный коленвал, устанавливаемый в изношенную и не отремонтированную постель, чаще всего зажимает, хотя внешне повреждения никак не проявляют себя.
В результате действия механических и термических нагрузок, диаметр постели может увеличиваться. После запуска двигателя вкладыши обжимаются по форме постели, которая деформирована. Между коленвалом и вкладышем образуется увеличенный зазор, через который идет потеря давления масла.
Для восстановления геометрии постели коленчатого вала в блоке цилиндров — необходим ее ремонт. В зависимости от конструктивных особенностей двигателя существует несколько вариантов ремонта.

МЫ ПРОИЗВОДИМ ЛЮБОЙ
ИЗ РЕМОНТОВ ПОСТЕЛИ КОЛЕНЧАТОГО ВАЛА
РАСТОЧКА ПОСТЕЛИ КОЛЕНВАЛА
Первый вариант — это расточка постели коленвала в ремонтный размер.
Производитель технологически закладывает возможность такого ремонта и выпускает увеличенные вкладыши по наружному диаметру. Например, так поступает производителя двигателей КАМАЗ или MANN.
Сложнее, если производитель двигателя не предусмотрел такого ремонта. Тогда на плоскошлифовальном станке крышки коренных подшипников занижаются. Вследствие чего размер шейки в вертикальном положении уменьшается. Далее, заниженные крышки устанавливаются на блок и затягиваются с необходимым моментом. После этого происходит расточка постели в номинальный размер с допусками, установленными заводом изготовителем для каждого мотора индивидуально. Важно, чтобы на блоке были затянуты все болты постели коленвала. Например, на грузовых автомобилях присутствуют не только основные болты, но и боковые. Их отсутствие существенно влияет на геометрию шеек.
Для соблюдения соосности шеек, расточка постели делается за один проход. Резец подается без остановки, пока все шейки не будут пройдены.
Поэтому восстановить можно только тот блок цилиндров, геометрия в котором нарушена не более чем на 0,1-0,15 мм.

МЫ ГАРАНТИРУЕМ РЕМОНТ ДВИГАТЕЛЯ
САМОГО ВЫСОКОГО КАЧЕСТВА
И В МИНИМАЛЬНЫЕ СРОКИ
Мы профессионально и в минимальные сроки выполняем все работы по ремонту двигателя, в том числе работы по ремонту постели коленвала, чтобы долгие годы он служил верой и правдой своему хозяину.

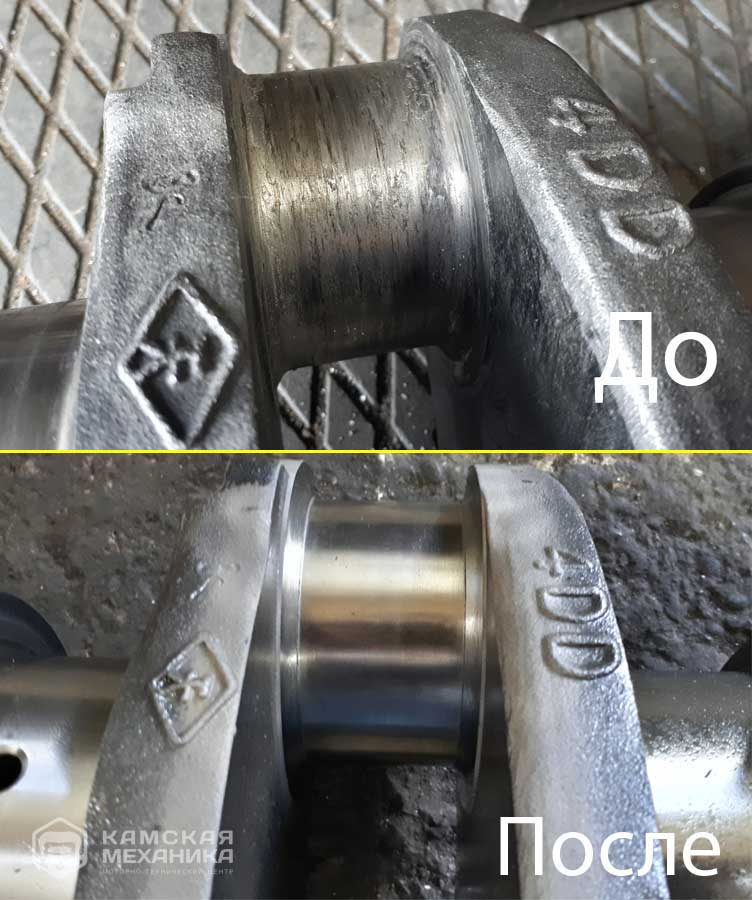




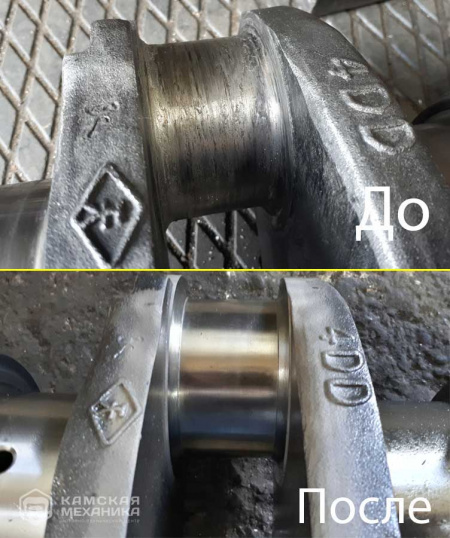



Восстановление шатунных шеек коленвалов мы проводим на инновационном оборудовании, не имеющем аналогов в мире, предназначенного для восстановления шеек коленчатых валов, распределительных валов и других деталей типа "вал".
Характеристики поверхности шеек восстановленного коленвала по своим свойствам, превышают характеристики завода-изготовителя на 20%.
- Не подвергается коррозии
- Твердость до 60 ед. HRC
- Толщина наращиваемого слоя 0,1 — 3 мм
- Низкая пористость 0-0,5 %
- Отсутствие термического воздействия
Восстановление также:
- Валов рулевых реек легковых иномарок;
- Посадочных мест под подшипники ведущих валов КПП К-700, К-701
Внимание! При восстановлении шлицевая часть не деформируется, валы не ведет!
Доступно для всех учеников 1-11 классов и дошкольников
- Онлайн
формат - Диплом
гособразца - Помощь в трудоустройстве

Описание презентации по отдельным слайдам:
КШМ ВАЗ-2190 Lada granta

Восьмиклапанные двигатели рабочим объемом 1,6 л созданы на базе двигателя ВАЗ-2111. Они имеют увеличенный по высоте на 2.3 мм блок цилиндров и оригинальный коленчатый вал. Диаметр цилиндров оставлен прежний - 82 мм, ход поршня увеличен до 75.6 мм в отличие от 71 мм у базового двигателя. В опорах коренных подшипников установлены масляные форсунки.

Блок цилиндров Чугунный, с выточенными в нем цилиндрами. Внутренние полости блока для охлаждающей жидкости образованы при его литье, а канаты подачи масла выполнены сверлением. В нижней части блока цилиндров расположены пять опор коренных подшипников коленчатого вала. Крышки коренных подшипников не взаимозаменяемы и имеют маркировку порядкового номера подшипника, начиная от шкива коленчатого вала.

В крышке второго коренного подшипника выполнены два резьбовых отверстия под болты крепления маслозаборника. В опоры и крышки установлены сталеалюминиевые вкладыши коренных подшипников. По обеим сторонам опоры третьего коренного подшипника выполнены гнезда для установки упорных полуколец, препятствующих осевому перемещению коленчатого вала. Переднее полукольцо — сталеалюминевое. заднее — металокерамическое, желтого цвета с обеих сторон.

1 — пробка сливного отверстия поддона картера; 2 — поддон картера двигателя 3 - коленчатый вал: 4 - масляный фильтр: 5 - каталический коллектор; 6 — насос охлаждающей жидкости: 7 поршень; 8 — датчик концентрации кислорода; 9 — прокладка впускного трубопровода и выпускного коллектора; 10 - впускной трубопровод; 11 - форсунка; 12 - диагностический штуцер топливной рампы; 13 - ресивер: 14 - кронштейн крепления наконечника оболочки троса: 15 - крышка головки блока цилиндров; 16 - корпус подшипников распределительных валов: 17 - распределительный вал; 18 - шланг системы вентиляции картера; 19 — толкатель клапана; 20 — головка блока цилиндров; 21 — болт крепления головки к блоку цилиндров; 22 — клапан; 23 — свеча; 24 — прокладка головки блока цилиндров; 25 — верхнее компрессионное кольцо; 26 — нижнее компрессионное кольцо; 27 — маслосъемное кольцо; 28 — поршневой палец; 29 — штуцер для установки указателя уровня масла; 30 — шатун; 31 — маховик; 32 - блок цилиндров; 33 - подкладка поддона картера; 34 - указатель уровня масла; 35 - маслосборник

Поршня Поршни отлиты из алюминиевого сплава. На каждом поршне установлено два компрессионных и одно маслосьемное кольцо. Нижнее компрессионное кольцо скребкового типа с проточкой и острой кромкой на нижней плоскости. Внутрь маслосьемного кольца устанавливается пружинный расширитель.

Для предотвращения возникновения задиров поршней при холодном пуске двигателя на юбку поршня (при его изготовлении) наносят графитовое покрытие. Отверстие под поршневой палец смещено на 0,5 мм от диаметральной плоскости поршня, поэтому при установке поршня необходимо ориентироваться по стрелке, выбитой на его днище: она должна быть направлена в сторону шкива привода генератора.

Поршни по наружному диаметру, как и цилиндры, подразделяются на три класса (маркировка – на днище). Диаметр поршня (номинального размера): А – 81,965–81,975; В – 81,975– 81,985; С – 81,985–81,995 мм.

Пальцы Пальцы - плавающего типа (фиксируются в поршнях двумя пружинными стопорными кольцами) или зафиксированы в верхнюю головку шатуна методом горячей посадки.

Шатуны Шатун изготавливается из двутаврового стального профиля. Состоит из верхней головки, которая соединяется с поршнем при помощи пальца, и нижней – соединение с коленчатым валом. В верхней головке шатуна запрессована сталебронзовая втулка. Крышки шатунов не взаимозаменяемы и устанавливаются на шатун только в одном положении.

Шатуны Шатуны – кованые стальные, двутаврового сечения. Своими нижними разъемными головками шатуны соединены через вкладыши с шатунными шейками коленчатого вала, а верхними головками – через поршневые пальцы с поршнями. При изготовлении шатуна применяется метод контролируемого отламывания его нижней крышки. При сборке такого шатуна обе его части стыкуются практически идеально, обеспечивая полное совпадение разлома во всех направлениях.


На переднем конце (носке) коленчатого вала установлен зубчатый шкив привода газораспределительного механизма и шкив привода генератора, одновременно служащий демпфером крутильных колебаний коленчатого вала (за счет упругого элемента между центральной и наружной частями шкива). К фланцу коленчатого вала шестью болтами через общую шайбу прикреплен маховик. Он отлит из чугуна и имеет напрессованный стальной зубчатый венец, служащий для пуска двигателя стартером.

Маховик — чугунный, литой, с напрессованным стальным зубчатым ободом для пуска двигателя стартером. Центрируется маховик цилиндрическим выступом на фланце коленчатого вала. На задней плоскости маховика около зубчатого обода имеется установочная метка в виде конусной лунки. Она должна находиться против шатунной шейки четвертого цилиндра.
Доступно для всех учеников 1-11 классов и дошкольников
- Онлайн
формат - Диплом
гособразца - Помощь в трудоустройстве
Описание презентации по отдельным слайдам:

Содержание Характеристика деталей кривошипно-шатунного механизма(КШМ), типичные неисправности. Технология ремонта: -шатуна -поршня -коленчатого вала Контроль качества ремонта деталей КШМ.

1.Типичные неисправности поршня: -отложение нагара, кокса, смол; -износы канавок под кольца; -износ отверстий в бобышках поршня - 2.Типичные неисправности шатуна: -износ внутренней поверхности втулки; -износ отверстий в нижней головке шатуна; -изгиб и скручивание шатуна. 3.Типичные неисправности коленчатого вала: -изгиб; -износ и задиры поверхностей коренных и шатунных шеек.

Технология ремонта поршня. Дефект 1. Отложение нагара, кокса и смол. 1-ый способ. Механическая очистка отложений. 2-ой способ. Термохимическая очистка в расплаве солей при температуре 375-400градуса в течении 10 мин с последующей промывкой в горячей воде. Дефект2. Износ канавок под кольца. Способ. Изношенную канавку наплавляют проволокой Св АМГ и механически обрабатывают на номинальный размер. Применяется крайне редко. Дефект3. Износ отверстий в бобышках поршня. Способ ремонта: изношенные отверстия развертывают(рассверливают) на ремонтный размер поршневого пальца через 0.1мм. Оба отверстия развертываются за один проход развертки(сверла)

Технология ремонта шатуна. Дефект 1: Износ бронзовой втулки. 1 способ. Изношенную втулку растачивают на ремонтный размер. 2.Изношенную втулку выпрессовывают, запрессовывают новую втулку. 3.Растачивают втулку под номинальный размер на станке УРБ-ВП. Дефект2. Износ отверстия в нижней головке шатуна. Способ ремонта. Изношенную поверхность: -растачивают для восстановления геометрии отверстия; - производит электролитическое наращивание осталиванием ; Растачивают на алмазно-расточном станке модели 2705 в специальном приспособлении, оставляя припуск на хонингование 0.003-0.005мм; -хонингуют на хонинговальном станке до номинального размера. Дефект3. Изгиб шатуна. Способ ремонта. Погнутые шатуны с кривизной, не превышающей 1.0 мм на длине шатуна, исправляют обработкой торцов верхней головки шатуна.

Технология ремонта коленчатого вала. Дефект1. Изгиб коленчатого вала. Способ ремонта. Правят на гидравлических прессах методом неоднократного нагружения и разгружения вала. Устанавливают вал в центрах, фиксирут изгибом вверх. Вначале перегибают вал на величину, в 10 раз превышающую прогиб вала, затем провертывают вал на 180 градусов, фиксируют и выправляют до допустимого биения- не боле 0,05 мм. Дефект2.Износ и задиры поверхностей коренных и шатунных шеек. Способ ремонта. Коренные и шатунные шейки шлифуют на ремонтные размеры, установленные в зависимости от марки двигателя от четырех до шести номеров с диапазоном 0,25 мм на станке 3А423 с припуском на полирование 0.003-0.005мм.. Полируют одновременно все коренные и шатунные шейки пастой ГОИ№20 на специальных станках. Промывают и продувают масляные каналы сжатым воздухом.

Контроль качества ремонта коленчатого вала. 1.Проверяют замером размеры, овальность, конусообразность, бочко- и седлообразность всех шеек скобами СР, настроенными по концевым мерам. 2.Взаимное расположение коренных и шатунных шеек, а также радиуса кривошипа определяют контрольными приспособлениями 70-8735-1021 и 70-8735-1028, шероховатость поверхностей шеек- профилеметром модели 296 или по образцам шероховатости. 3.Отклонение от параллельности , включая конусообразность шейки, допускается не более 0,03 мм на длине 100 мм. Смещение осей шатунных шеек относительно общей плоскости, проходящей через первую коренную и первую шатунную шейки, допускается максимально 20 мин в обе стороны от нормального положения.

Закрепление изученного материала. Ответы на тесты: 1. Ремонтные размеры для шеек коленчатого вала установлены: 1.Через 0.25 мм; 2.Через 0.5мм; 3.Нет конкретного значения; 4.По усмотрению дефектовщика. 11. Для центровки коленвала при шлифовке шатунных шеек используют: 1. Крайние коренные шейки; 2.Средние коренные шейки; 3.Фланец крепления маховика; 4.Крайние шатунные шейки. 111. Все одноименные шейки коленчатого вала шлифуют: 1. Каждую шейку шлифуют на разные ремонтные размеры 2. Каждую шейку шлифуют на один ремонтный размер 3. Каждую шейку шлифуют на ремонтный размер, соответствующий коренным(шатунным) 4. Каждую шейку шлифуют на ближайший ремонтный размер.

1V. При шлифовании шатунных шеек используют: 1. Четырехкулачковый патрон и центросмеситель; 2. Четырехкулачковый патрон и люнет; 3.Трехкулачковый патрон и люнет: 4. Трехкулачковый патрон и центросмеситель. V.Отверстия в бобышках поршня можно восстанавливать: 1. Развертыванием; 2.Фрезерованием; 3.Торцеванием: 4.Протягиванием. Ответы на вопросы. 1.В каких случаях поршень выбраковывают? 2.Можно ли восстанавливать отверстия в головках шатуна наплавкой? 3.Как очищают масляные отверстия коленвала после полирования? 4.Почему оба отверстия в бобышках поршня растачивают за один проход? 5.Какой материал применяют при полировании шеек коленвала? 6.Для определения конусообразности, овальности шеек коленвала , применяют …………. 7.Полирование шеек коленвала проводят для ……………………


Рефлексия. 1.В результате изучения материала я познакомился с …………….. 2.В процессе изучения материала я: нашел новое для себя …….. -запомнил …………… 3. Прежде я : -не знал…………… -не понимал ……… Не мог ………. 4.Сейчас я: -могу …………… -умею …………. -понимаю …..
Читайте также: