
Замена втулок шатунов ваз 21213
Добавил пользователь Валентин П. Обновлено: 19.09.2024
Димедрол
Батенька, да из вас даже чтец не очень. Жаль конечно.
Найди цепь тогда на том двигателе , на рв поищи где он находится. Одинаковые раз они.
Двухрядники в передних ступицах(космич). МПСЗ-2. Генератор 21214. Аммы 2123. Сиденья мазда 3. ГУР. ВУТ 21214 М, ISAI. Предпусковой подогреватель Бинар 5.
Двухрядники в передних ступицах(космич). МПСЗ-2. Генератор 21214. Аммы 2123. Сиденья мазда 3. ГУР. ВУТ 21214 М, ISAI. Предпусковой подогреватель Бинар 5.
Что то в этой теме нет.
Какой разброс по весу допустим?
И где работать напильником для выравнивания?
На моих разлет 5 грамм.
Mr.Gray
По книжке +/- 2гр верхняя головка шатуна и +/- 3гр нижняя. Итого в общем 12гр на шатун, но это не очень правильно, надо именно по головкам.
Двухрядники в передних ступицах(космич). МПСЗ-2. Генератор 21214. Аммы 2123. Сиденья мазда 3. ГУР. ВУТ 21214 М, ISAI. Предпусковой подогреватель Бинар 5.
Взвешивается все довольно просто.
Где точить - лекго вычислить.
Рядом с весами ставится брусок.
Нижнюю часть шатуна на брусок, голвку на весы - взвесил головку, перевернул - взвесил низ.
Так вычисляешь самую легкую головку и самый легкий низ. Потом уже точишь остальные шатуны, до получения таких показаний на всех. Гому то голову, кому то низы
Точатся приливы, ребра все что торчит как можно дальше от рабочих отверстий. По низам можно точить выступающую за гайку часть резьбы.
После этого разновес шатунов взвешенных целиком составляет не более 5 грамм.
Подтачиваешь тяжелые равномерно сверху и снизу до получения равного веса.
После этого разновес головок и низов будет в пределах 1-2 грамма, что в допусках.
Если все шатуны заводские, ни разу не менялись, то можно этим вообще не заморачиваться, не Формула-1, а вот если пришлось по каким то причинам менять несколько штук на новые, то проверит веса стоит.
Шуруп забитый молотком держит лучше чем гвоздь закрученный отверткой.
ага, делал так же! При каждом взвешивании разный вес показывает, Причем вес верхней головки почти не влияет, а вес нижней влияет в большей степени!
Двухрядники в передних ступицах(космич). МПСЗ-2. Генератор 21214. Аммы 2123. Сиденья мазда 3. ГУР. ВУТ 21214 М, ISAI. Предпусковой подогреватель Бинар 5.
Я пробовал. Ничего не получается. Достаточно сдвинуть шатун - вправо влево на 1 мм и показания весов меняются на несколько грамм.
1!Брусок и весы недьзя сдвигать относительно друг друга, что бы шатун ложился всегда в одну точку на весах. Можете ее там прям отметить.
2 шатун должен опиратьс на брусок самым дальним от весов краешком, на угол бруска самой последней гранью.
3 боусок должен быть на 1 - 1,5 см выше площадки весов.
У меня получалось, каких то проблем не испытывал. Весы обычные, брал у жены с кухни, он на них всКие пропорции ингредиентов отмеряет.
Шуруп забитый молотком держит лучше чем гвоздь закрученный отверткой.
1!Брусок и весы недьзя сдвигать относительно друг друга, что бы шатун ложился всегда в одну точку на весах. Можете ее там прям отметить.
Всё это пробовал.
Все эти грабли не работают.
Можно приклеить двусторонним скотчем к столу весы и брусок, тем не менее точность такого метода весьма низкая.
Конечно можно получить какие-то цифры, но говорить о точности в 5 г не приходится. Попробуй просто класть шатуны в любом порядке несколько раз одни и те же. Разброс будет больше, чем 5 г.
Я два часа крутил эту историю и пришел к решению.
Просто собрал самый тяжелый шатун с самым легким поршнем и подогнал по весу сразу комплекты забив на это взвешивание "по частям".
В принципе - тяжелая часть работает на малом радиусе и мало влияет на силы инерции. А больше влияют верхняя головка шатуна и сам поршень.
Вот только что промерял шатуны для своей Надюхи.
Никаких проблем.
Два шатуна 721-722 грамм, 1- 726 и один 729.
Промер головок показал что с самого тяжелого минус 4 гр по низу и минус 3 по головке
с того, который 726 - минус 4 грамма по головке.
Вся процедура заняла минут 10
Шуруп забитый молотком держит лучше чем гвоздь закрученный отверткой.
МИХ
А у меня 714 были. Попытки взвесить отдельно по головкам не увенчались успехом, даже с установкой оправки на весы и обнулением, разброс + - 3 грамма!
Двухрядники в передних ступицах(космич). МПСЗ-2. Генератор 21214. Аммы 2123. Сиденья мазда 3. ГУР. ВУТ 21214 М, ISAI. Предпусковой подогреватель Бинар 5.
Ремонт шатунно-поршневой группы на автомобиле ВАЗ-21213, ВАЗ-21214
Как заменить поршня и кольца на автомобиле Нива ВАЗ-21213, ВАЗ-21214
При необходимости демонтаж ШПГ двигателя можно выполнить на автомобиле, не снимая двигатель. Работу проводим на смотровой канаве или подъемнике.


Молотком с пластмассовым бойком (или молотком с бойком из мягкого металла) наносим легкие удары по боковым поверхностям крышки, чтобы ослабить ее посадку на шатунных болтах.


Снимаем крышку шатуна
Сдвигаем шатун вверх


Упираясь деревянной рукояткой молотка в разъем нижней головки шатуна, проталкиваем шатун вверх до выхода поршня из цилиндра и вынимаем поршень с шатуном в сборе.
Аналогично демонтируем поршни с шатунами других цилиндров
Зажимаем шатун в тиски с накладками губок из мягкого металла.


Пальцами рук осторожно (не прилагая большого усилия) разжимаем замок верхнего компрессионного кольца и снимаем верхнее компрессионное кольцо.


Таким же образом снимаем нижнее компрессионное кольцо
Извлекаем два диска масляного кольца.


Снимаем расширитель маслосъемного кольца.
Для снятия поршня с шатуна поддеваем отверткой стопорное кольцо поршневого пальца и извлекаем его из кольцевой канавки поршня.



Таким же образом вынимаем второе стопорное кольцо пальца.
Сдвинув поршневой палец, извлекаем его из отверстия в поршне.
Снимаем поршень с верхней головки шатуна.
Если некоторые детали шатунно-поршневой группы не повреждены и мало изношены, то могут быть снова использованы.
Поэтому при разборке помечаем детали, чтобы установить их в прежний цилиндр
Проверка и сборка шатунно-поршневой группы
1. Очистите от нагара днище поршня шабером (можно изготовить из старого напильника).
2. Очистите от нагара канавки под поршневые кольца, обломком старого компрессионного кольца, вращая его.
3. Осмотрите поршни, шатуны, крышки: на них не должно быть трещин.
4. Осмотрите вкладыши. Если на рабочей поверхности обнаружите риски, задиры и отслоения антифрикционного слоя, замените вкладыши новыми.

Измерьте диаметр поршней в плоскости, перпендикулярной оси поршневого пальца, на расстоянии 52,4 мм от днища поршня.
По результатам замеров определите зазор между поршнем и цилиндром и при необходимости подберите новые поршни к цилиндрам.
Расчетный зазор между поршнем и цилиндром (для новых деталей) составляет 0,05–0,07 мм.
Его определяют промером цилиндров и поршней и обеспечивают установкой поршней того же класса, что и цилиндры.
Максимально допустимый зазор (при износе деталей) 0,15 мм.
Если у двигателя, бывшего в эксплуатации, зазор превышает 0,15 мм, необходимо подобрать поршни к цилиндрам: зазор должен быть максимально приближен к расчетному.
Вставьте смазанный моторным маслом палец в отверстие бобышки поршня.
Палец свободно вращается в бобышках поршня и в верхней головке шатуна.
По наружному диаметру пальцы делятся на три категории через 0,004 мм.
Категория указывается краской на торце пальца:
1-я (синяя метка) – 21,982–21,986 мм;
2-я (зеленая метка) – 21,986–21,990;
3-я (красная метка) – 21,990–21,994.
Палец должен плотно, но без заедания входить в отверстия бобышки и шатуна от усилия большого пальца.

Поверните поршень осью пальца вертикально.
Палец не должен выпадать из бобышки.
Выпадающий из бобышки палец замените другим, следующей категории.
Если в поршне палец третьей категории, замените поршень с пальцем.

Проверьте плоским щупом зазор по высоте между канавками в поршне и кольцами, вставляя кольцо в соответствующую канавку
Номинальный (расчетный) зазор составляет:
– для верхнего (первого) компрессионного кольца 0,04–0,07 мм;
– для второго компрессионного кольца 0,03–0,06 мм;
– для маслосъемного кольца 0,02–0,05 мм.
Предельно допустимые зазоры при износе – 0,15 мм.
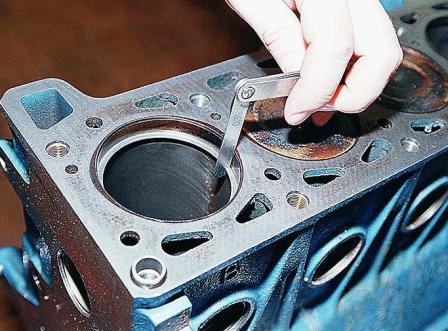

Проверьте плоским щупом зазор в замке колец, установив кольцо в цилиндр на глубину около 50 мм.
Чтобы установить кольцо без перекоса, продвиньте кольцо вглубь цилиндра поршнем
Зазор должен составлять 0,25–0,45 мм для всех новых колец.
Предельно допустимый при износе зазор – 1,0 мм. Если зазор недостаточный, спилите стыковые поверхности кольца.
Если зазор превышает допустимый, замените кольцо.

Поршни к цилиндрам подбираются по классам.
Класс диаметра цилиндра, обозначаемый буквами, клеймится на нижней плоскости блока цилиндров (плоскость крепления поддона картера).
Классы диаметров юбки поршня, и отверстия под поршневой палец маркируются на его днище
При сборке шатунно-поршневой группы необходимо, чтобы поршневой палец, смазанный моторным маслом, входил в отверстие поршня или шатуна с усилием руки и не выпадал из них при вертикальном положении пальца. (Не путать со сборкой ШПГ на классике, где применяется подогрев шатуна при запрессовке поршневого пальца!).

Стрелка на днище поршня при установке его в цилиндр должна быть направлена в сторону привода распределительного вала.
Наденьте поршень на шатун, следя, чтобы отверстие под палец совпало с отверстием в верхней головке шатуна.
Усилием руки протолкните смазанный моторным маслом палец в отверстия поршня и шатуна
Если нужно заменить поршня, то нужно проверить массу поршней.
Вес поршней не должен отличаться друг от друга более чем на ± 2,5 г.


Можно подогнать их по массе удалением металла в показанном месте с обеих сторон поршня.
Глубина снятия металла не должна превышать 4,5 мм, считая от номинальной высоты поршня 59,4 мм.
По ширине съем металла ограничивается диаметром 70,5 мм.
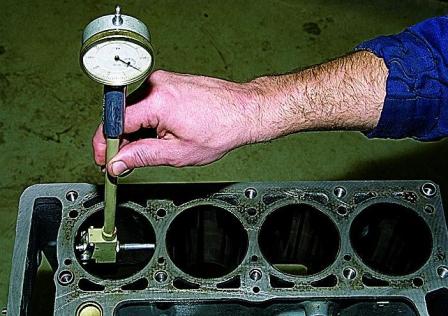
Измерьте нутромером внутренний диаметр Dв посадочного места шатуна в сборе с крышкой.
Перед измерением нужно затянуть гайки шатунных болтов моментом 43,32-53,51 Нм (4,42-5,4 кгс·м)
Вставьте в проточки бобышек поршня стопорные кольца и дополнительно смажьте палец моторным маслом через отверстия в бобышках поршня.

Для проверки зазора в замке поршневого кольца вставляем кольцо в цилиндр и выравниваем кольцо днищем поршня.
Набором плоских щупов проверяем зазор в замке поршневого кольца.
Смазываем моторным маслом канавки на поршнях. Устанавливаем на поршни кольца.
- замок верхнего компрессионного кольца ориентируем под углом 45° к оси поршневого кольца;
- замок нижнего компрессионного кольца — под углом 180° к оси замка верхнего кольца;
- замок маслосъемного кольца — под углом 90° к оси замка верхнего компрессионного кольца (стык расширителя располагаем со стороны, противоположной замку).
Проверка на деформацию шатуна
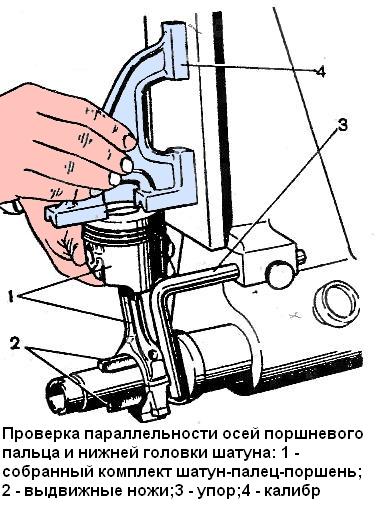
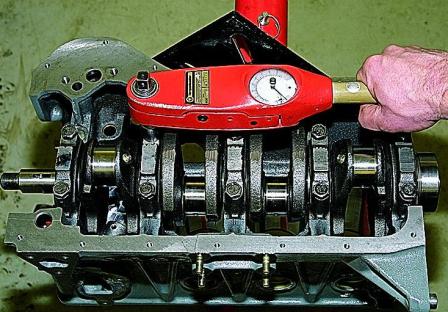
Перед установкой собранной шатунно-поршневой группы на двигатель, нужно проверить параллельность осей группы специальным прибором или подобным, показанным на рисунке.
Для проверки нижнюю головку шатуна (без вкладышей) центрируйте на выдвижных ножах 2, а на днище поршня установите калибр 4.
Набором щупов проверьте зазор между вертикальной плитой приспособления и вертикальной плоскостью калибра на расстоянии 125 мм от угла или верхнего конца калибра (в зависимости от того, чем он касается плиты — углом или верхним концом).
Зазор не должен превышать 0,4 мм. Если зазор больше — замените шатун.
Перед установкой деталей ШПГ смазываем цилиндры, поршни с кольцами и шатунные вкладыши моторным маслом.


Перед установкой поршня в цилиндр надеваем на поршень регулируемую оправку и, стягивая оправку, сжимаем поршневые кольца.
Устанавливаем поршень с шатуном в цилиндр. Упираясь рукояткой молотка в днище поршня, проталкиваем его в цилиндр.

При установке крышки шатуна номер на шатуне и крышке должен совпадать и располагаться с одной стороны шатуна.
Вставьте шатунные болты (если их вынимали) и вкладыши в шатуны, совместив установочный усик с выемкой на шатуне.
Гайки крепления шатуна затягиваем моментом 43,32-53,51 Нм (4,42-5,4 кгс·м)
Очень часто приходится слышать от наших клиентов примерно следующее: - Только мотор собрали - а он "стуканул"! Шатунную шейку "прихватило"!
- А Вы шатуны проверяли?
- А зачем? Что с шатуном может случиться?
При сборке двигателя можно столкнуться с тем, что вроде бы шатун без видимых дефектов, а при установке на коленчатый вал шатун не крутится. Промеряют шейку вала - в допуске. Заменят шатун на новый, и всё - проблема решена. А "непроворачиваемый" шатун идёт в металлолом. Можно ли его отремонтировать? Попробуем разобраться.
(Информация и характеристики шатунов Lada 4x4 Niva указаны здесь)
Шатун, как известно, является частью кривошипно-шатунного механизма, в котором он связывает поступательно движущийся поршень и вращающийся коленвал. Нагрузки могут достигать десятки тонн, и являются знакопеременными. В таком режиме шатун работает многие годы, тысячи километров. При таких условиях неудивительно, что в шатуне будут накапливаться остаточные деформации. При капитальном ремонте редко кто из мотористов скажет, что шатун непригоден к установке - видимых повреждений нет, и .значит, всё в порядке. В большинстве случаев мотористы не располагают мерительным инструментом. А без него установить, пригоден или нет шатун к дальнейшей эксплуатации, невозможно. Лучше доверить эту операцию специалисту.
Характерными повреждениями шатунов является нарушение геометрии отверстий нижней и верхней головки, изгиб стержня шатуна, трещины.
Итак, шатун привезли к нам в мастерскую. Первое - проверим геометрию отверстий. Для этого шатун очищаем от грязи и собираем, обтянув боты (гайки) рабочим моментом. Затем нутромером проверим соответствия размера шатуна с размером, рекомендованным заводом-изготовителем. Все отклонения формы отверстия (элли-псность) должны укладываться в допуск на размер отверстия. Таким же образом проверяем и верхнюю головку. Измеряем размер диаметра отверстия, которое должно обеспечить или натяг (в прессовом соединении), или зазор (в плавающем соединении). Маленькая, но очень существенная деталь: настройку нутромера на размер, в основном, производят при помощи микрометра. При этом погрешность показаний может быть до 0,03 мм в любую сторону. Например, диаметр отверстия шатуна составляет 95 мм, значит, настроив прибор подобным образом, вы получите или 94.97 мм или 95.03 мм. Почему? Микрометр предназначен для измерения наружных поверхностей, и правильные показания он обеспечит только после контакта измерительных стержней с измеряемой деталью с определенным усилием и (главное!) выборки люфтов между гайкой и микрометрическим винтом измерительной системы микрометра. При свободном вращении нутромера подобные условия не выполняются. Как быть? Очень просто. Воспользоваться концевыми мерами длины. С их помощью можно составить любой размер и получить нужную точность. Набираем набор плит, сводим микрометр, фиксируем винт (обязательно!) - настраиваем нутромер. А лучше использовать специальное приспособление, как на фото 1.

Отверстие измерили, промерим изгиб. Для подобных замеров существует великое множество приспособлений. От электронных и механических до простой поверочной плиты. На проверочной плите невозможно измерить шатун с разной толщиной верхней и нижней головок. Электронные и механические приборы именитых фирм достаточно дорогостоящие. Но мерить-то надо. Было найдено простое и эффективное решение. Снимки многое объясняют (фото 2, 3).


Скалки, устанавливаемые в нижнюю головку, - стандартные, в качестве верхней скалки используется поршневой палец. Для систем с прессовой посадкой изготовлены скалки, обеспечивающие скользящую посадку.
Приступим к ремонту. Если отверстие нижней головки шатуна имеют незначительное отклонение, то шатун можно отремонтировать хонингованием. Например: номинальный диаметр шатуна 85 мм + 0,025, допустимый размер без ремонта - 85,04 мм. После измерения шатуна, поступившего в ремонт, имеем размер 85,06 мм с эллипсом 0,04 мм. Обрабатываем привалочную поверхность шатуна "начисто", а крышку обрабатываем до получения размера отверстия 84,97 -84,98 мм. Обработку крышки удобно контролировать, применив индикаторный глубиномер (фото 4).

Обрабатывать крышки можно на фрезерном, заточном, плоскошлифовальном станках. Но при небольших величинах съема метала удобно пользоваться вот таким приспособлением (фото 5).

Дешево и сердито. Заменив болты (при необходимости), затягиваем их до номинального усилия. Далее шатун хонингуется. Мы используем инструмент российского производства. Хонинговальная головка позволяет обрабатывать отверстие любых размеров (при использовании сменных секторов). Сменный сектор создаёт благоприятные условия для хонингования, охватывая 50% поверхности, и задаёт жесткий размер при обработке. Погрешности геометрии большого отверстия после обработки не превышают 0,005 мм (фото 6).

В случае если произошел проворот вкладышей или их расплавление, без расточного станка не обойтись. Как правило, после подобных действий отверстие деформируется очень сильно - до 0,5 мм. Технология ремонта, как и в первом случае: обработка шатуна "начисто", обнижение крышки на необходимую величину, расточка.
Расточку производим на расточном станке, оборудованном приспособлением для закрепления шатунов. При этой операции важно снять как можно меньше металла с шатуна, почти весь припуск необходимо снять с крышки. Если это условие не выполнить, то будут проблемы с получением необходимого межосевого расстояния. После расточки шатун хонингуем. Хонингование позволит получить помимо точного размера ещё и хороший контакт вкладыша с шатуном.
С нижней головкой разобрались -перейдем к верхней. Для восстановления изношенной втулки её необходимо заменить. Изношенная втулка выпреcсовывается при помощи пресса (фото 7).

Промеряем диаметр посадочного отверстия. В случае проворота или разрушения втулки посадочное отверстие почти в 100% случаев приходит в негодность. Отремонтировать отверстие можно расточкой на больший диаметр с последующей установкой увеличенной втулки, если это возможно. Например, шатун двигателя ЯМЗ-236 имеет диаметр посадочного отверстия 58 мм, а в запчасти поставляется втулки наружным диаметром 59 мм. Втулка выполнена из бронзы. Современные моторы имеют, как правило, биметаллическую втулку, т.е. на стальной лист гальванически нанесён слой бронзы или латуни. Производители шатунов увеличенные втулки в запчасти не поставляет. Не следует менять биметалл на втулки, выточенные из бронзы или латуни, так как их толщина не позволит эксплуатировать их без разрушений.
Пример из нашей практики: поступили в ремонт шатуны двигателя ЯМЗ, на которых бронзовая втулка заводом-изготовителем заменена на биметаллическую. Толщина биметаллической втулки составляла 2 мм. Подобных втулок не оказалось, поставщик обещал поставить втулки в течение недели. Клиенту надо ехать, машина стоит - денег нет. А втулки он уже купил старого образца, бронзовые, 4 мм стенка. "Проточите мне эти, и я поехал". Под его ответственность проточили бронзовые втулки, уменьшив толщину с 4 до 2 мм. Двигатель отработал 15 000 км до полного разрушения втулок. Претензий не было, но неприятный осадок остался.
Ну вот, устанавливаем новую втулку, используя пресс или жидкий азот (соблюдя меры предосторожности). На тонкостенных втулках выполняем операцию дорнирования для получения надежной фиксации втулки в посадочном месте. Сверлим (если необходимо) отверстия для подвода масла.
Следующий шаг - обработка до нужного размера. Обычно используются развертки (или как говорят "рейберы"). Оставим разворачивание для умельцев из гаражей. Мы будем растачивать на станке с соблюдение межосевого расстояния (фото 8).

Вот этот-то размер выдержать при обработке развёрткой вам никак не удастся. Да и получить параллельность и нескрещивание осей верхней и нижней головок не удастся. Никак. Нужен станок, обеспечивающий достаточно жесткости для получения необходимой точности обработки отверстия и чистоты обработанной поверхности. Ещё один вопрос - как крепить шатун? Из всех возможных вариантов напрашивается один - базироваться по обработанному отверстию под вкладыши. Из всех вариантов креплений выберем самый жёсткий: с помощью разжимного кольца (фото 9).

Из недостатков данной системы: необходимо иметь очень много колец. Но качество, прежде всего.
Неперпендикулярность расточной головки со столом станка не превышает 0,01 мм, т.е. параллельность осей заложена точностью станка и очень высока. Межосевое расстояние устанавливается с помощью оптического - отсчётного устройства и позволяет устанавливать расстояние с точностью 0,01 мм. На данном приспособлении можно исправлять незначительный прогиб шатуна без правки.
Кстати: в нашей мастерской используется оборудование, произведенное в бывшем СССР, если можно так сказать - отечественное. Все станки прошли капитальный ремонт, за ними осуществляется соответствующий уход. Проводятся регулярные поверки точностных параметров. Наше оборудование ничем не уступает импортному, широко разрекламированному и очень дорогостоящему.
Вот вроде бы и всё о ремонте шатуна. Конечно, есть много мелочей, которые составляют "головную боль" ремонтника. Но главное - результат! А результат должен радовать наших клиентов.
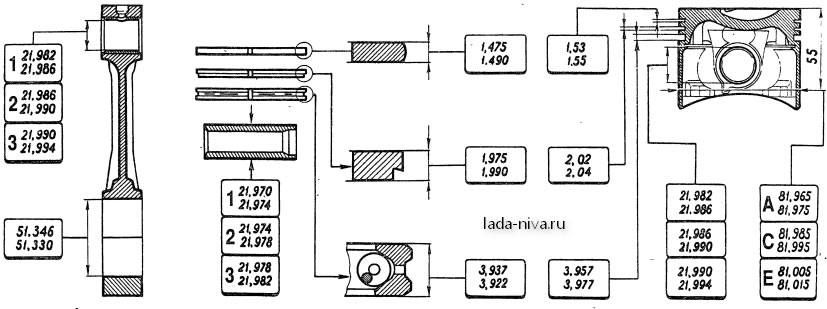

1 - стрелка для ориентирования поршня в цилиндре; 2 - ремонтный размер; 3 - класс поршня; 4 - класс отверстия для поршневого пальца; 5 - класс шатуна по отверстию для поршневого пальца; 6 - номер цилиндра

Места, на которых допускается удалять металл при подгонке массы
верхней и нижней головок шатуна (до указанных размеров)
Классы шатунов по массе верхней и нижней головок
| Масса головок шатуна, г | Класс | Цвет маркировки | |
| верхней | нижней | ||
| 186+2 | 519+3 | А | белый |
| 525+3 | В | голубой | |
| 531+3 | С | красный | |
| 190+2 | 519+3 | D | черный |
| 525+3 | Е | фиолетовый | |
| 531+3 | F | зеленый | |
| 194+2 | 519+3 | G | желтый |
| 525+3 | Н | коричневый | |
| 531+3 | I | оранжевый | |
Работу проводим на смотровой канаве или подъемнике.
Аналогично демонтируем поршни с шатунами других цилиндров.
Установку ШПГ проводим в обратной последовательности (см. также Переборка двигателя).
(читайте также статью "Можно ли отремонтировать шатун")
Устанавливаем шатун с поршнем в цилиндр.
Дальнейшую сборку проводим в обратной последовательности.
Видеокто знает, какой номинальный диаметр шатунных шеек ?
У себя штангелем (микрометра на 25-50 нет) намерил около 47,85 мм.
Это номинальный размер ? Или, номинал - 48.0 мм ровно ?
Получается, что у меня номинал и стоит.
Микрометр в таких случаях обязателен.
Мне не нужно мерить элипсность, износ, (ловить сотки). Нужно было узнать размер диаметра шеек .
Просто при случае, решил заменить вкладыши на аналогичные, но не знал какие покупать. На них ничего не выбито, вот и пришлось мерить.
Поставил номинал от ЗМЗ (100 руб/комп).
Кстати,шатунные вкладыши на всех ВАЗах одинаковые.
Коренные - класические. У переднеприводных - свои.
не нашел темы про шатуны, предстоит капремонт двигателя, решил я приготовить заранее коленвал и шатуны (запасные) отмыл шатуны а там у всех маркировка разная 1 цилиндр 1004045-71 1Б; 2 цилиндр 1004045-71-1А; 3 цилиндр 1004045-71 1А; 4 цилиндр 1004045-56А, это имеет значение какое то или нет?и где можно посмотреть почитать про шатуны имененно в частности про наносимую на них маркировку
а в каком месте выбита эта маркировка? я когда свой разбирал, ничего подобного на шатунах не видел.
а зачем сразу готовить КВ и шатуны? если КВ еще можно понять, хотя можно ведь и тот шлифануть, то шатуны точно нет смысла менять, если не выбраковка, конечно.
Лесопатолог
Всё что вылито на шатуне кроме"каталога"-это или номер формы или ещё что то,сам точно незнаю,но эти цифры не имеют значения.
213-тые шатуны так же как поршня разделяються на 3 группы по полноте пальца-1,2 и3.Эта цифра выбита на крышке шатуна на отфвезерованой поверхности.Но это в теории,на практике надо подбирать палец-поршень-шатун.
Мотористы говорят что шатуны лучше брать в упаковке "по 4",тогда они более-мение подобраны по весу.Я считаю что это не совсем верно,просто они в таких упаковках "заводские"
Head-Wind
маркировка выбита прям на самом шатуне (на шейке), шатуны и КВ я готовлю, на всякий случай, пока время есть, ну и проще когда уже все готовое есть
еще вопрос, в шатуне куда палец вставляется запресована втулка, вот ее можно заменить? просто которая стоит сейчас имеет овальную форму
на запасных? выбрасывай их, эта втулка- деталь точная, даже если перевтулишь, то чем то её надо разворачивать в размер, а с требуемой точностью этого не сделаешь в кустарных условиях. имхо
да на запасных на одном шатуне овальная. хорошо, а когда я сниму двигатель разберу то мне с этими шатунами (родными) ехать и подбирать под них пальцы.
подбирать пальцы под шатуны, а потом поршни под пальцы? не, так не выйдет. во первых лучше брать поршневую полным комплектом, с пальцами и кольцами, например Костромскую, качество хорошее. а на шатуны уже смотреть- пойдут или нет.
я когда поршневую взял- на шатуны одел- может повезло, встало как родное, без люфтов. были бы люфты без зазрения совести заменил бы шатуны. есть же и пальцы разных размерных групп, красные и зеленые (не помню какие больше), можно удет даже в магазине к шатунам приемрить, потому как овзят поршневые всяких комплектаций- и группы поршней разные и группы пальцев разные.
Может я чего не понял или в 213-м двигателе палец плавает в шатуне?
Вообще-то, в классических двигателях палец запрессовывается в шатун, который для этого надо нагреть до 220-240 градусов. То биш там натяг, и никакими тактильными манипуляциями его не поймаешь! Если и подбирать палец к шатуну, то только с помощью микрометра и нутрометра. Но тогда встает вопрос последующего подбора поршней к пальцам. Короче, пальцы подбирают под поршни! А в правильно нагретый шатун они практически все зайдут!
А по поводу комплекта могу следущее сказать. Месяц назад покупал себе Костромской. Брал 79,8, но кольца были вложены 80,0! В принципе-то оно даже лучше, подточил все под зазор 0,25. Но кто-то мог бы поставить и так (фирменный комплект-то!) а там зазоры-щуп 0,1 еле влезает! Да и те же пресловутые пальцы я бы сам подобрал поплотнее к поршню. Вот так вот!
Всё ИМХО!
Читайте также: