
Замена втулок клапанов рено логан
Добавил пользователь Владимир З. Обновлено: 19.09.2024
Очень важно не допускать повреждений (царапины, задиры) на сопрягаемых поверхностях алюминиевых деталей, уплотняемых прокладками. Для удаления с поверхности остатков старой прокладки пользуйтесь специальным растворителем DECAPJOINT.
Нанесите этот растворитель на очищаемый участок, выждите приблизительно 10 минут, после чего удалите его деревянным шпателем.

При выполнении этой операции следует надевать защитные перчатки.
Не допускайте попадания растворителя на окрашенные поверхности.
Эта операция должна выполняться с особой осторожностью, чтобы избежать попадания инородных частиц в масляные каналы, подводящие масло под давлением к гидравлическим толкателям (эти каналы расположены в блоке цилиндров и в головке блока цилиндров), распределительным валам и в магистраль отвода масла.
При несоблюдении мер предосторожности масляные каналы могут оказаться загрязненными, что приведет к быстрому повреждению двигателя.
Проверка плоскостности сопрягаемой поверхности головки блока цилиндров
Плоскостность сопрягаемой поверхности головки блока цилиндров проверяют с помощью линейки и набора щупов.
Максимально допустимая деформация
поверхности головки. ;. 0,05 мм
Головка блока цилиндров перешлифовке не подлежит.


Угол а конуса рабочей фаски. 120°
Угол а конуса рабочей фаски. 90 0
Примечание : Важно добиться, чтобы в результате обработки клапан садился на седло правильно, как показано на рисунках ниже.

Диаметр стержня клапана. 7 мм
Угол конуса рабочей фаски клапанов:
Угол конуса рабочих фасок седел клапанов a:

Внимание : При замене клапанов вновь устанавливаемые клапаны должны иметь такой же реферанс (1), что и старые клапана, во избежание повреждения клапана и седла.
Направляющие втулки клапанов
Номинальный диаметр отверстий в головке блока цилиндров под
направляющие втулки клапанов. 12,0 мм
На всех направляющих втулках впускных и выпускных клапанов установлены маслосъемные колпачки, которые после снятия клапанов должны быть заменены новыми. Угол р установки направляющих
втулок впускных и выпускных клапанов. 17°
Длина выступающей части направляющей втулки клапана, входящей в клапанную пружину (без нижней тарелки):
Рено логан замена направляющих клапанов
Направляющая втулка служит определенным каналом для хода клапана. Ее замена в гаражных условия практически не возможна, поскольку требуются специальные знания, навыки и инструмент, но все-же автомобилисты умудряются это делать. Конечно, рекомендуется проводить замену направляющих втулок ВАЗ-2112 с 16-клапанным двигателем на специализированных автосервисах. Этот процесс довольно сложный и займет день, а то и два.
Видео о замене направляющих втулок и о том, как распознать поддельную запчасть:
Видео материал расскажет, как провести замену направляющих втулок, приведены рекомендации и советы.
Процесс замены направляющих втулок клапанов

Прежде, чем приступить к замене направляющих втулок, стоит понимать, что существует несколько изделий для 16-клапанного двигателя ВАЗ-2112. Можно заменить полностью ремонтную втулку в сборе, или установить бронзовую гильзу. Оба варианта идеально подходят для этого автомобиля. Рассмотрим оба процесса по отдельности. Обычно, направляющие втулки меняются с клапанами в сборе, но как показывает практика, меняются выпускные, которые прогорают, а впускные шлифуются и ставятся на место.
Демонтаж ГБЦ
Прежде, чем приступить к замене направляющих втулок, необходимо демонтировать головку блока цилиндров. Этот процесс не такой уж и сложный, как кажется на самом деле. Для начала стоит собрать необходимый инструментарий. Что же понадобится:
- Набор ключей.
- Динамометрический ключ.
- Тара для охлаждающей жидкости.
- Ветошь.
- Непосредственно сама новая прокладка.
Итак, рассмотрим, пошаговую инструкцию демонтажа ГБЦ:

Демонтаж клеммы АКБ для ремонта
Через специальный клапан сбрасываем давление в топливной системе

Выкрутив болты крепления отсоединяем выпускной коллектор и приемную трубу


Фиксируем распределительные валы и демонтируем шкивы
Демонтируем датчик охлаждения

Выкрутив болты снимаем клапанную крышку

Когда все отсоединили проводим демонтаж ГБЦ
При сборке ГБЦ обратите внимание на момент затяжки, а также на порядок затяжки болтов. Это важно!
Демонтаж направляющих втулок
Теперь, когда головка блока цилиндров снятая, ее необходимо помыть. Для этого используется специальная ванна с горячим керосином, но как показывает практика, все заканчивается мойкой керосином под давлением. Когда ГБЦ — чистая, ее необходимо разобрать. Рассмотрим, последовательный процесс:
-
Демонтируем распределительные валы.

Снимаем распределительные валы с головка

Открутив хомут снимаем отводящий патрубок

Рассухариваем клапанов головки блока

Проводим демонтаж маслосъемных колпачков при помощи отвертки или специнструменты

Выбиваем втулку клапана молотком
Этот способ подходит только тогда, когда будут устанавливаться вместо старых втулок металлические или латунные.
Установка металлических втулок клапана
Прежде, чем приступить к установке новых направляющих втулок, необходимо их подогнать по размеру. Обычно, для установки используют ремонтные изделия с зазором +0,22+0,25 мм. Но, существуют втулки с размерностью +0,5 мм, которые при новых технологиях уже не в ходу, но в продаже их можно найти.
Теперь, втулки необходимо подогнать под клапан и посадочное место. Конечно, для этого понадобится токарный станок. Прежде, чем провести расточку изделий, клапана шлифуются и промеряются, а посадочные места диагностируются на наличие эллипсов и царапин. После проведенных замеров на токарном станке втулки протачиваются, как внутренняя поверхность под клапан, так и наружная — под посадочное место.
Установка втулок проводится методом запрессовки. Она надевается на специальный инструмент и по немного забивается в посадочное место. Конечно, некоторые автомобилисты их устанавливают при помощи молотка и набойник круглой формы с наковальней поверхностью. Когда направляющая втулка села на посадочное место проводится монтаж стопорного кольца и сборка головки.
Когда все собрано, можно установить на место ГБЦ и подключить ее к всей системе.
Установка бронзовых направляющих втулок
Установка направляющих бронзовых втулок отличается от стандартной процедуры. Здесь, не требуется демонтаж направляющих втулок. Итак, рассмотрим, пошаговый процесс установки бронзовых деталей на стандартные изделия:
-
При помощи ручной шарошки, направляющие втулки рассверливаются. Как правило, убирается −0,15-0,2 мм с внутренней поверхности.

Притирка клапана головки блока цилиндров при помощи дрели со специальной насадкой
Специальный инструмент для установки бронзовых гильз K-line в направляющее втулки
Конечно, не всегда имеется возможность установить бронзовые втулки. Невозможно совершить данный процесс, когда выработка по внутреннему диаметру превысила показатель −0,25 мм. Но, с другой стороны, ресурс этих изделий будет выше.
Причины выхода из строя
Причин выхода со строя направляющих втулок мало, поэтому рассмотрим каждую по отдельности:
- Износ или выработка внутренней поверхности . В процессе эксплуатации наружная часть клапана трется о внутреннюю часть направляющей втулки, при этом хоть и присутствует смазка, но выработка все равно идет. Для мотора 2112 ресурс этих изделий составляет 200 000 км согласно сервисным мануалам завода изготовителя.
- Нередко, замене направляющих втулок способствуют гнутые клапана . Зачастую на внутренней поверхности появляются задиры, но деформация втулки или ее разлом тоже встречаются.
- Недостаточная смазка или малый уровень масла также сказывается на внутренней поверхности втулки, где образуется большая выработка и клапан начинает болтаться.
Выбор направляющих втулок
Существует несколько производителей, кроме АвтоВАЗ, которые производят направляющие втулки на ВАЗ-2112. Обычно в комплекте идут отдельно изделия для впускных и выпускных клапанов, но их классифицируют комплектами. Итак, рассмотрим, какие направляющие втулки можно приобрести на автомобильном рынке запасных частей:

Направляющее втулки производства АвтоВАЗ

Бронзовые направляющие втулки производства ДМЗ
Видео о замене и снятии прокладки ГБЦ
Видео по снятию головки блока цилиндров, в котором пишется о процессе, нюансах и рекомендациях.
Выводы
Замена направляющих втулок клапанов на 16-клапанном ВАЗ-2112 дело довольно тяжелое и непростое, поэтому рекомендуется для проведения этой операции обратиться в автосервис. Конечно, особое внимание следует обратить на качество изделий. Как показывает практика, попадаются втулки с деформациями и заводскими браками.
Разборка, ремонт и сборка головки блока цилиндров Renault Logan 2004-2015
2. Отверните три гайки крепления и снимите термоэкран выпускного коллектора.
Уплотнительные прокладки впускной трубы заменяйте новыми при каждой разборке соединения.

7. При необходимости снимите с оси фиксаторы коромысел.
Если не предполагаете заменять коромысла клапанов, их ось и распределительный вал, не снимайте коромысла с оси, чтобы при сборке установить их на прежние места.


9. Осмотрите коромысла клапанов. Замените коромысло при сильном, отчетливо видимом износе поверхности в, контактирующей с кулачком распределительного вала. Проверьте чистоту отверстия б для подвода смазки к кулачку распределительного вала. Проверьте состояние головки регулировочного болта а и, если на ней есть явные следы износа.
10. . отверните контргайку болта.

11. . и выверните болт из коромысла.
После длительной эксплуатации на верхнем торце клапана может образоваться заусенец грибообразной формы. Перед извлечением клапана из направляющей втулки удалите этот заусенец надфилем. Категорически запрещается выбивать клапан из направляющей втулки молотком через оправку без удаления заусенца, так как при этом неизбежно будет повреждена внутренняя поверхность втулки.
13. Удалите смолистые отложения с верхней поверхности головки и из впускных каналов. Эти отложения можно размягчить и смыть керосином или дизельным топливом.
14. Очистите от нагара камеры сгорания и выпускные каналы. Удаляйте нагар круглой металлической щеткой, установленной в патрон электродрели.
Предварительно размочите нагар керосином.
Соблюдайте осторожность: избегайте вдыхать пыль, образующуюся при чистке камер сгорания. Для предотвращения образования пыли периодически смачивайте нагар керосином.
15. Очистите внутренние поверхности направляющих втулок клапанов тонкой цилиндрической кисточкой из медной проволоки, зажатой в патрон электродрели.
16. Удалите с поверхности прилегания головки к блоку цилиндров пригоревшие остатки уплотнительной прокладки.
Запрещается очищать привалочную поверхность головки металлическими щетками или наждачной шкуркой. Пользуйтесь лопаткой из твердого дерева или пластмассы, предварительно размягчив остатки прокладки растворителем.
17. После очистки осмотрите головку блока, чтобы не допустить ее эксплуатацию с повреждениями резьбовых отверстий, трещинами (особенно между седлами клапанов и в выпускных каналах), коррозией, включениями инородных материалов, раковинами и свищами.
Запрещается заваривать трещины, раковины и свищи. Дефектную головку замените.
18. Проверьте с помощью металлической линейки, установленной на ребро, и щупа плоскостность поверхности прилегания головки к блоку в продольном и поперечном направлениях, а также по диагоналям. Если зазор между ребром линейки и поверхностью головки превышает 0,05 мм, замените головку.
19. Очистите поверхности фланцев головки для установки впускной трубы и выпускного коллектора от остатков прокладок и нагара.
20. Проверьте наличие деформации фланцев для впускной трубы и выпускного коллектора, деформированную головку замените.
21. Поврежденные резьбовые отверстия отремонтируйте прогонкой резьбы метчиками или установкой ремонтной втулки (ввертыша).
22. Определите износ направляющих втулок клапанов, измерив внутренний диаметр отверстия втулки и диаметр стержня клапана, и по разности этих размеров определив зазор. Предельно допустимый при износе зазор для впускных клапанов составляет 0,10 мм, для выпускных – 0,15 мм.
23. Если зазор остается больше предельно допустимого и при установке новых клапанов, замените направляющие втулки. Заменяйте направляющие втулки в специализированной мастерской, располагающей соответствующими инструментами и оборудованием.

25. Более значительные дефекты седел клапанов устраняют шлифовкой. Седла необходимо шлифовать в специализированной мастерской, так как для этого требуются специальные инструменты и оборудование. Если не удается устранить значительные дефекты седел шлифовкой, замените седла.
Чтобы на стержнях клапанов не образовались риски, не очищайте их проволочными щетками и металлическими скребками.
27. Проверьте концентричность расположения тарелки клапана и седла: нанесите на фаску головки клапана тонкий слой краски (например, берлинской лазури), вставьте его в направляющую втулку и, слегка прижав к седлу, проверните. По следам краски на фаске седла можно судить о концентричности расположения клапана и седла.
28. Проверьте состояние проточек 4 (см. фото п. 26) стержня клапана под сухари. При обнаружении следов выкрашивания кромок проточек и износа цилиндрической части замените клапан.
29. Маслосъемные колпачки замените независимо от их состояния.


30. Осмотрите пружины клапанов. Трещины и снижение упругости пружин не допускаются. Пружины могут быть установлены одного из двух типов. Номинальная длина пружины первого типа в свободном состоянии (46,5±2) мм, второго типа – (46,64±2) мм. Длина с полностью сжатыми витками соответственно 26,0 и 23,63 мм. Пружины, длина которых в свободном состоянии меньше допустимой, искривленные (отклонение оси пружины от вертикали в свободном состоянии более 4°) и с трещинами замените.
31. Проверьте состояние тарелок пружин. Замените тарелки со значительным износом опорных канавок под пружины.
32. Устанавливайте все снятые детали и узлы головки блока цилиндров в последовательности, обратной снятию.
33. Прокладки головки блока цилиндров, впускной трубы и выпускного коллектора всегда заменяйте новыми, так как снятые с двигателя даже внешне не поврежденные прокладки могут оказаться сильно обжатыми и не обеспечат герметичности уплотнения.

Сегодня приобрел притирочную пасту ABRO за 168 р – там с одной стороны мелкоабразивная, с другой — крупноабразивная. Пользовался в основном мелкой, т.к. кроме очистки и шлифовки привалочной поверхности царапает/шлифует и сам клапан.
Заодно взял маслосъемные колпачки. Расхода масла особо не было, но старые подзадубели, а движку еще ездить. Взял 2 комплекта клапанов Asam – когда проверил старые, вставив в дрель, на всех было небольшое искривление от встречи с поршнями. Также решил заодно поменять и сальник коленвала, хотя тысяч через 23 менять и ГРМ. Ну пока все разобрано, удобнее подлезть. И прокладку ГБЦ ессно, прокладку клапанной крышки поставлю старую с герметиком, дешевых пока близко не купить.
Оставалось 4 часа для работы… Поменял маслосъемные колпачки – по инструкции не рекомендуют их поддевать отверткой, чтобы не сломать направляющие клапанов, а также не рекомендуют крутить. Я брал пассатижами и, вращая туда-сюда, сдергивал. Для установки новых использовал молоток и удлиненную головку ¼ на 12, что ли. Когда колпачек садиться на место, звук от ударов сразу становиться металлическим.
Потом помучался с сухарями – кстати, в наборах клапанов идут и новые сухари, блестящие с выпускными и черные с впускными ) Рассухариватель вазовский, пружины перекашиваются, а я делаю это раз в 15 лет… Ну, собрал-таки. Затянул ось коромысел на 23 Нм.
Кстати, клапана притирал просто дрелью, на небольших оборотах в обе стороны.
Потом сальник коленвала – сидит глубоко, мелких отверток не осталось. В итоге, большими отвертками и молотком загнул его внутрь и выковырял. На этом рабочий день и закончился… Сильно ГБЦ не намывал, как это любят делать настоящие мотористы, просто почистил немного от грязи, нагара и масла, и все.
AJUSA 10095000 Прокладка ГБЦ RENAULT MEGANE 1.6 K7M 96-99 1 шт. 1 021р.
ASAM 30420 Сальник к/вала, р/вала RENAULT LOGAN/MEGANE/CLIO/KANGOO передний 35x47x7 1 шт. 319р.
ASAM 30464 Клапан выпускной RENAULT LOGAN/KANGOO/MEGANE 1.4/1.6 8v (K7J/K7M) комплект. 1 112р.
ASAM 30463 Клапан впускной RENAULT LOGAN/KANGOO/MEGANE 1.4/1.6 8v (K7J/K7M) комплект. 978р.
Очень важно не допускать повреждений (царапины, задиры) на сопрягаемых поверхностях алюминиевых деталей, уплотняемых прокладками. Для удаления с поверхности остатков старой прокладки пользуйтесь специальным растворителем DECAPJOINT.
Нанесите этот растворитель на очищаемый участок, выждите приблизительно 10 минут, после чего удалите его деревянным шпателем.
При выполнении этой операции следует надевать защитные перчатки.
Не допускайте попадания растворителя на окрашенные поверхности.
Эта операция должна выполняться с особой осторожностью, чтобы избежать попадания инородных частиц в масляные каналы, подводящие масло под давлением к гидравлическим толкателям (эти каналы расположены в блоке цилиндров и в головке блока цилиндров), распределительным валам и в магистраль отвода масла.
При несоблюдении мер предосторожности масляные каналы могут оказаться загрязненными, что приведет к быстрому повреждению двигателя.
Проверка плоскостности сопрягаемой поверхности головки блока цилиндров
Плоскостность сопрягаемой поверхности головки блока цилиндров проверяют с помощью линейки и набора щупов.
Максимально допустимая деформация
поверхности головки. ;. 0,05 мм
Головка блока цилиндров перешлифовке не подлежит.
1. Впускные клапаны.
Ширина "X"рабочей фаски седла. 1,7 мм
Угол а конуса рабочей фаски. 120°
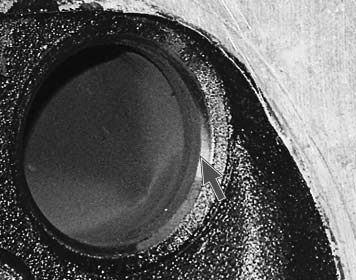
Исправление геометрии седел впускных клапанов производят путем обработки участка 1 седла фрезой № 208 под углом 31°. Затем фрезой № 211 уменьшают ширину кромки седла на участке 2 под углом 75° до достижения требуемой ширины "X" с последующей шлифовкой.
2. Выпускные клапаны.
Ширина "X"рабочей фаски седла. 1,7 мм
Угол а конуса рабочей фаски. 90 0
Исправление геометрии седел выпускных клапанов производят путем обработки участка 1 седла фрезой № 204 под углом 46°. Затем фрезой №211 уменьшают ширину кромки седла на участке 2 под углом 60° до достижения требуемой ширины "X" с последующей шлифовкой.
Примечание : Важно добиться, чтобы в результате обработки клапан садился на седло правильно, как показано на рисунках ниже.
Диаметр стержня клапана. 7 мм
Угол конуса рабочей фаски клапанов:
Диаметр тарелки клапана:
Впускного. 37,5 ±0,1 мм
Выпускного. 37,5 ±0,1 мм
Ремонт седел клапанов
Угол конуса рабочих фасок седел клапанов a:
Ширина "X" рабочей фаски:
Впускных. 1,7 ±0,1 мм
Выпускных. 1,7 ±0,1 мм
Наружный диаметр "D" седел клапанов:
Впускных. 38,5 мм
Выпускных. 34,5 мм
Внимание : При замене клапанов вновь устанавливаемые клапаны должны иметь такой же реферанс (1), что и старые клапана, во избежание повреждения клапана и седла.
Направляющие втулки клапанов
диаметр втулки. 7,0 мм
Номинальный диаметр отверстий в головке блока цилиндров под
направляющие втулки клапанов. 12,0 мм
На всех направляющих втулках впускных и выпускных клапанов установлены маслосъемные колпачки, которые после снятия клапанов должны быть заменены новыми. Угол р установки направляющих
втулок впускных и выпускных клапанов. 17°
Длина выступающей части направляющей втулки клапана, входящей в клапанную пружину (без нижней тарелки):
Поршневые пальцы плотно запрессовываются в верхние головки шатунов и имеют плавающую посадку в поршнях. Для запрессовки поршневых пальцев используйте комплект приспособлений Mot. 574-22, содержащий:
- подставку для поршня (S);
- оправки для извлечения пальцев.(1);
- установочные стерхни (А) с центрирующими приспособлениями (С);
- кольцо В18 и призму V18 из комплекта Mot. 574-23.

- состояние шатунов (они могут быть скручены и погнуты);
- поверхности контакта между вкладышами и шатунами (при наличии заусенцев удалите их хонинговальным бруском, чтобы обеспечить правильную посадку вкладыша).
Для нагрева шатунов используйте нагревательную плиту мощностью 1500 Вт.
Уложите верхние головки шатунов на нагревательную плиту.
Обеспечьте плотное прилегание поверхности верхней головки шатуна к плите.
Для контроля за температурой нагрева шатунов положите на верхнюю головку каждого шатуна на участке (а) небольшой кусочек оловянного припоя с температурой плавления приблизительно 250°С.
Подготовка поршневых пальцев
Убедитесь, что поршневые пальцы свободно входят в соответствующие новые поршни. Используйте центрирующее приспособление С13 и установочный стержень А13.
Установите поршневой палец (Е) на установочный стержень (А), вверните центрирующее приспособление (С) до упора и затем отверните его обратно на 1/4 оборота.

Сборка шатуна с поршнем
На днищах поршней нанесены метки "Vt" (тип 1) или "Л" (тип 2), указывающие направление в сторону маховика.
При сборке поршня с шатуном следуйте приведенным ниже инструкциям:
- установите на подставку кольцо В18 и призму V18, наложите на них поршень и закрепите его имеющимся зажимом;
- удостоверьтесь, что отверстия для пальца в поршне точно совпадают с отверстием в кольце В18.
Нагревайте верхние головки шатунов, пока не расплавится припой.


Смажьте моторным маслом центрирующее приспособление и поршневой палец. Вставьте поршневой палец в поршень на подставке и убедитесь, что он свободно перемещается в осевом направлении и при необходимости восстановите соосность отверстий.
Ориентация поршня относительно шатуна
1. Цилиндры 1 и 2:
- Поршень должен быть установлен на подставке так, чтобы стрелка, выгравированная на его днище (тип 1) или метка "А" (тип 2), была направлена вверх и находилась справа от вертикальной средней плоскости поршня, а выступ (2) на днище поршня располагался внизу и слева от этой плоскости.
- Установите шатун так, чтобы стопорной выступ (3) вкладыша шатунного подшипника находился внизу и справа от вертикальной средней плоскости поршня.

2. Цилиндры 3 и 4:
- Поршень должен быть установлен на подставке так, чтобы стрелка, выгравированная на его днище (тип 1) или метка "Л" (тип 2), была направлена вверх и находилась справа от вертикальной средней плоскости поршня, а выступ (2) на днище поршня располагался сверху и слева от этой плоскости.
- Установите шатун так, чтобы стопорной выступ (3) вкладыша шатунного подшипника находился внизу и справа от вертикальной средней плоскости поршня.

Последующие операции следует выполнять как можно быстрее, чтобы избежать охлаждения шатуна. 3. Когда температура припоя достигнет точки плавления (припой превратится в каплю):
- сотрите каплю припоя;
- вставьте в поршень центрирующее приспособление;
- вставьте шатун в поршень;
- как можно быстрее вставьте поршневой палец до упора центрирующего приспособления в подставку.
4. Убедитесь, что поршневой палец остается внутри поршня во всех положениях шатуна в поршне.
- вкладыши без канавок в гнезда коренных 1, 3 и 5 и вкладыши с канавками в гнезда подшипников 2 и 4;
- боковые регулировочные полукольца коленчатого вала в гнездо коренного подшипника 3 (канавками в сторону коленчатого вала);
2. Смажьте коренные и шатунные шейки вала моторным маслом.
3. Поставьте на место крышки коренных подшипников (они помечены цифрами с 1 до 5 и эти цифры должны находиться на стороне впуска).

Ключом с головкой Тогх 14 мм предварительно затяните болты крышек подшипников с моментом 25 Нм и затем доверните на угол 47 ± 5°.

Примечание : Не забудьте нанести на участки (А) крышки коренного подшипника № 1 тонкий слой герметика RHODORSEAL 5661.

4. Проверьте осевой зазор коленчатого вала. Он должен быть в пределах 0,045 - 0,252 мм при отсутствии износа и в пределах 0,045 - 0,852 при наличии износа.

Установка поршневых колец
Поршневые кольца, установленные на заводе, должны свободно перемещаться в своих поршневых канавках.
Они должны быть установлены правильно по их

1. Ориентируйте кольца на поршне, как показано на рисунке:

2. Вставьте подобранные поршни с шатунами в блок цилиндров, следя за тем, чтобы расположение и направление поршней были правильными. - Цилиндры 1 и 2:
Поршни должны быть установлены так, чтобы метка "VT" (тип 1) или метка "А" (тип 2) указывала в сторону маховика, а выступ (8) на днище поршня находился справа от оси (9).

Поршни должны быть установлены так, чтобы метка "VT" (тип 1) или метка "Л" (тип 2) указывала в сторону маховика, а выступ (8) на днище поршня находился слева от оси (10).

3. Затяните гайки болтов крышек шатунов с моментом 10 Нм и затем подтяните с моментом 43 Нм.
- масляный насос (момент затяжки болтов крепления масляного насоса 22 - 27 Нм);
- крышку сальника коленчатого вала. Для уплотнения используйте герметик LOCTITE 518. Герметик должен быть нанесен, как показано на рисунке ниже, слоем (В) толщиной 0,6 -1,0 мм;

- сальники коленчатого вала, смазав маслом их рабочие кромки и наружную поверхность. Для установки сальника со стороны маховика используйте приспособление Mot. 1129-01.

Для установки сальника со стороны привода распределительного вала используйте приспособление Mot. 1385.

5. Установите промежуточное кольцо, которое следует перевернуть на другую сторону, если на нем остались следы от старого сальника.
6. Установите на место маховик.
Болты крепления маховика необходимо заменить новыми и затянуть их с моментом 50 - 55 Нм. Затяжку производите, чередуя болты по диагонали.
7. Установите водяной насос, уплотнив его посадочную поверхность герметиком LOCTITE 518. Герметик должен быть нанесен, как показано на рисунке ниже, полосой (С) толщиной 0,6 -1,0 мм.

- зубчатый шкив коленчатого вала;
- поддон картера. Для уплотнения его посадочной поверхности используйте герметик RHODORSEAL 5661. Ширина полосы герметика (D) должна быть 3 мм.

Примечание : Не забудьте установить новые сальники вместо двух старых сальников на обоих концах поддона картера.
Установка головки блока цилиндров
Способ затяжки болтов крепления головки блока цилиндров.
После снятия головки блока цилиндров старые болты крепления головки во всех случаях должны заменяться новыми.
Смажьте резьбу болтов и поверхность под их головками моторным маслом.

Предварительная осадка прокладки
Затяните болты головки с моментом 20 Нм, после чего доверните на угол 100 ± 6° в указанной ниже последовательности:
- затяните болты 1 и 2;
- затяните болты 3,4, 5 и 6;
- затяните болты 7, 8 , 9 и 10.
Для осадки прокладки необходимо выждать 3 минуты.
Окончательная затяжка болтов головки
1. Отпустите болты 1 и 2, после чего снова затяните их с моментом 20 Нм и доверните на угол 110 ± 6°.
2. Отпустите болты 3, 4, 5 и 6, после чего снова затяните их с моментом 20 Нм и доверните на угол 110 ±6°.
3. Отпустите болты 7, 8, 9 и 10, после чего снова затяните их с моментом 20 Нм и доверните на угол 110 ±6°.
Подтяжка болтов крепления головки блока цилиндров в процессе эксплуатации не требуется.
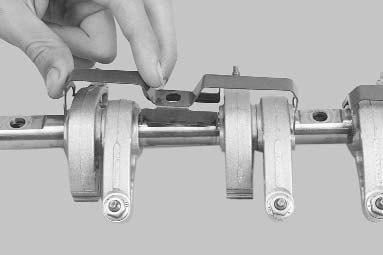
4. Установите: - ось коромысел так, чтобы она была обращена меткой (1) в сторону привода механизма газораспределения. При этом болты (А) размером М8х100 и М8х28,7 мм должны входить в отверстия (В);

- болты (2) крепления оси коромысел и затяните их с моментом 23 Нм. Не забывайте смазывать резьбу и поверхность под головкой болтов моторным маслом;
- крышку головки блока цилиндров, не производя затяжку ее крепежных болтов, так как это облегчит установку фаз газораспределения.
Установка ремня привода механизма газораспределения

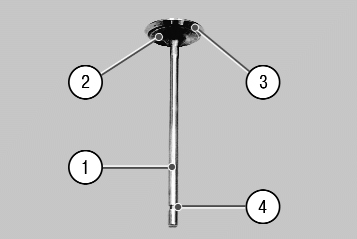
А - Датчик, В - Индикатор, С - Соединительный провод, D - Калибровочная пружина.
1. Принцип действия прибора для измерения натяжения ремня.
Датчик позволяет обеспечить постоянную величину прогиба ремня, что достигается регулировочной ручкой (1), нажимным устройством (2) и наружными кронштейнами (3).
Сила реакции ремня измеряется устройством (4), оснащенным тензодатчиками. Деформация датчиков приводит к изменению их электрического сопротивления, которое затем преобразуется и индицируется в единицах SEEM (US).
2. Калибровка прибора для измерения натяжения ремня.
Прибор отрегулирован на заводе изготовителя, однако его калибровочные величины необходимо проверять каждые шесть месяцев.
3. Процедура установки нуля:
- Включите прибор (выключателем Е) с полностью ввернутой регулировочной ручкой (1).
- Если индикатор показывает О, следовательно прибор откалиброван правильно.
- При полном отсутствии индикации, проверьте степень заряженности аккумулятора (9 В).
- В случае индикации какой-либо другой величины, кроме нуля, вращением регулировочного винта (F) настройте индикатор на 0.
4. Проверка калибровки прибора.
- Включите прибор (выключателем Е).
- Установите упругую калибровочную пружину (Z) на датчик прибора, как показано на рисунке. Контрольные величины отштампованы на пружине сверху: (А) - минимальная величина, (В) - максимальная величина.
- Затяните регулировочную ручку (1) до положения после третьего щелчка.
Примечание : Комплект каждого прибора содержит собственную калибровочную пружину. Не заменяйте ее на калибровочную пружину от другого прибора.
1 - Ручка с накаткой (нажимное устройство), А - Контрольная величина на калибровочной пружине, В - Контрольная величина на калибровочной пружине, Z - Калибровочная пружина.

5. Установка фаз газораспределения. На гладкой стороне ремня изображена стрелка, показывающая направление его движения. Там же имеются две метки для установки фаз газораспределения.
- Совместите метки (N) на ремне с метками на зубчатых шкивах (L) и крышках (М).
- Пропустите ремень в правильном направлении и наденьте его на зубчатый шкив коленчатого вала.
- Установите на ремень датчик прибора Mot. 1273.
- Поверните ручку прибора на три ее щелчка.
- Натягивайте ремень приспособлением Mot. 1135-01 пока прибор Mot. 1273 не покажет требуемую величину.
Нормальное натяжение ремня по этому прибору должно быть 30 единиц SEEM.
- Затяните натяжитель, проверьте и окончательно отрегулируйте величину натяжения.
Для этого проверните коленчатый вал не менее чем на три оборота.


(1) - направление затяжки натяжителя.
- Удостоверьтесь, что величина натяжения ремня остается в допустимых пределах отклонения (± 10%).
В противном случае повторите процедуру регулировки натяжения.
Примечание : Снятый ремень повторному использованию не подлежит.
- Затяните гайку натяжителя (О) с моментом 50 Нм. Затяжка гайки натяжителя с моментом 50 Нм необходима во избежание ее возможного последующего отворачивания, что может привести к повреждению двигателя.
Регулировка зазора в механизме привода клапанов
Нормальная величина зазора на холодном двигателе:
Впускные клапаны. 0,10 - 0,15 мм
Без замены клапанов. 0,25 - 0,30 мм
При установке новых клапанов. 0,20 - 0,25 мм
Таблица. Регулировка зазора методом "качания".
Регулировка зазора по методу "полного открытия выпускного клапана"
1. Установите выпускной клапан цилиндра № 1 в положение полного открытия и отрегулируйте зазор впускного клапана цилиндра № 3 и выпускного клапана цилиндра № 4.
2. Проделайте ту же операцию на других цилиндрах, руководствуясь приведенной ниже таблицей.
Выпускной клапан в положении полного открытия
Регулируемый впускной клапан
Регулируемый выпускной клапан
3. Установите на место:
- крышку головки блока цилиндров с новой прокладкой;
- кронштейн катушек зажигания;
- провода свечей зажигания и их держатель;
- крышку привода распределительного вала;
- шкив коленчатого вала (затяните болт крепления шкива с моментом 20 Нм, после чего доверните на угол 68 ± 6°);
- датчик давления масла;
- кронштейн подвески двигателя;
- впускной трубопровод (затяните с моментом 25 Нм);
- ремень привода генератора.
Процедура натяжения ремня привода навесных агрегатов
Примечание : Натяжение производят на холодном двигателе (при температуре окружающей среды). 1. Ремень привода навесных агрегатов (модели с кондиционером).

Схема привода генератора, кондиционера и насоса усилителя рулевого управления. А - Шкив коленчатого вала, В - Шкив компрессора кондиоционера, С - Шкив генератора переменного тока, D - Шкив насоса усилителя рулевого управления, Е - Обводной ролик, Т - Натяжной ролик.

Детали привода генератора, кондиционера и насоса усилителя рулевого управления. 1 - Обводной ролик, 2 - Ремень привода навесных агрегатов, 3 - Шкив насоса усилителя рулевого управления, 4 - Насос усилителя рулевого управления, 5 - Шкив коленчатого вала, 6 - Натяжной ролик, 7 - Компрессор кондиционера, 8 - Генератор.
- Чтобы надеть ремень, поверни т е гаечный ключ влево.
- Заблокируйте натяжной ролик, используя для этого 6-мм шестигранный торцевой ключ (1).

Примечание : Проверьте, что внутренний ручей (1) шкивов остается свободным при установке ремня.

2. Ремень привода навесных агрегатов (модели без кондиционера).

Схема привода генератора и насоса усилителя рулевого управления. А - Шкив коленчатого вала, В - Шкив насоса усилителя рулевого управления, С - Шкив генератора переменного тока, Т - Натяжной ролик, -> - Точка проверки натяжения ремня.

Детали привода генератора и насоса усилителя рулевого управления (модели без кондиционера). 1 - Ремень привода навесных агрегатов, 2 - Шкив коленчатого вала, 3 - Насос усилителя рулевого управления, 4 - Шкив насоса усилителя рулевого управления, 5 - Промежуточный шкив (модели без усилителя рулевого управления) 6 - Генератор, 7 - Натяжной ролик, 8 - Стопорная гайка, 9 - Регулировочный болт.
- Приводной ремень натягивается с помощью регулировочного болта (1) (при этом нужно ослабить затяжку двух болтов крепления натяжного ролика) с последующей затяжкой стопорной гайки (2).

- Затяните болты крепления автоматического натяжного ролика. Примечание : Ремень привода навесных агрегатов имеет пять клиньев, а шкив генератора и шкив насоса усилителя механизма рулевого управления выполнены 6-ручьевыми; поэтому при установке приводного ремня обязательно нужно оставлять свободным внешний ручей шкивов (Е).
3. Для правильной установки ремня навесных агрегатов на шкивах, проверните коленчатый вал двигателя на два оборота.
4. Убедитесь, что натяжение ремня остается при этом в допустимых пределах. В противном случае, повторите процедуру регулировки.
Примечание : Снятый ремень повторному использованию не подлежит. 5. Установите:
2. Отверните три гайки крепления и снимите термоэкран выпускного коллектора.
Уплотнительные прокладки впускной трубы заменяйте новыми при каждой разборке соединения.
7. При необходимости снимите с оси фиксаторы коромысел.
8. . и коромысла клапанов.
Если не предполагаете заменять коромысла клапанов, их ось и распределительный вал, не снимайте коромысла с оси, чтобы при сборке установить их на прежние места.
9. Осмотрите коромысла клапанов. Замените коромысло при сильном, отчетливо видимом износе поверхности в, контактирующей с кулачком распределительного вала. Проверьте чистоту отверстия б для подвода смазки к кулачку распределительного вала. Проверьте состояние головки регулировочного болта а и, если на ней есть явные следы износа.
10. . отверните контргайку болта.
11. . и выверните болт из коромысла.
После длительной эксплуатации на верхнем торце клапана может образоваться заусенец грибообразной формы. Перед извлечением клапана из направляющей втулки удалите этот заусенец надфилем. Категорически запрещается выбивать клапан из направляющей втулки молотком через оправку без удаления заусенца, так как при этом неизбежно будет повреждена внутренняя поверхность втулки.
13. Удалите смолистые отложения с верхней поверхности головки и из впускных каналов. Эти отложения можно размягчить и смыть керосином или дизельным топливом.
14. Очистите от нагара камеры сгорания и выпускные каналы. Удаляйте нагар круглой металлической щеткой, установленной в патрон электродрели.
Предварительно размочите нагар керосином.
Соблюдайте осторожность: избегайте вдыхать пыль, образующуюся при чистке камер сгорания. Для предотвращения образования пыли периодически смачивайте нагар керосином.
15. Очистите внутренние поверхности направляющих втулок клапанов тонкой цилиндрической кисточкой из медной проволоки, зажатой в патрон электродрели.
16. Удалите с поверхности прилегания головки к блоку цилиндров пригоревшие остатки уплотнительной прокладки.
Запрещается очищать привалочную поверхность головки металлическими щетками или наждачной шкуркой. Пользуйтесь лопаткой из твердого дерева или пластмассы, предварительно размягчив остатки прокладки растворителем.
17. После очистки осмотрите головку блока, чтобы не допустить ее эксплуатацию с повреждениями резьбовых отверстий, трещинами (особенно между седлами клапанов и в выпускных каналах), коррозией, включениями инородных материалов, раковинами и свищами.
Запрещается заваривать трещины, раковины и свищи. Дефектную головку замените.
18. Проверьте с помощью металлической линейки, установленной на ребро, и щупа плоскостность поверхности прилегания головки к блоку в продольном и поперечном направлениях, а также по диагоналям. Если зазор между ребром линейки и поверхностью головки превышает 0,05 мм, замените головку.
19. Очистите поверхности фланцев головки для установки впускной трубы и выпускного коллектора от остатков прокладок и нагара.
20. Проверьте наличие деформации фланцев для впускной трубы и выпускного коллектора, деформированную головку замените.
21. Поврежденные резьбовые отверстия отремонтируйте прогонкой резьбы метчиками или установкой ремонтной втулки (ввертыша).
22. Определите износ направляющих втулок клапанов, измерив внутренний диаметр отверстия втулки и диаметр стержня клапана, и по разности этих размеров определив зазор. Предельно допустимый при износе зазор для впускных клапанов составляет 0,10 мм, для выпускных – 0,15 мм.
23. Если зазор остается больше предельно допустимого и при установке новых клапанов, замените направляющие втулки. Заменяйте направляющие втулки в специализированной мастерской, располагающей соответствующими инструментами и оборудованием.
25. Более значительные дефекты седел клапанов устраняют шлифовкой. Седла необходимо шлифовать в специализированной мастерской, так как для этого требуются специальные инструменты и оборудование. Если не удается устранить значительные дефекты седел шлифовкой, замените седла.
Чтобы на стержнях клапанов не образовались риски, не очищайте их проволочными щетками и металлическими скребками.
27. Проверьте концентричность расположения тарелки клапана и седла: нанесите на фаску головки клапана тонкий слой краски (например, берлинской лазури), вставьте его в направляющую втулку и, слегка прижав к седлу, проверните. По следам краски на фаске седла можно судить о концентричности расположения клапана и седла.
28. Проверьте состояние проточек 4 (см. фото п. 26) стержня клапана под сухари. При обнаружении следов выкрашивания кромок проточек и износа цилиндрической части замените клапан.
29. Маслосъемные колпачки замените независимо от их состояния.
30. Осмотрите пружины клапанов. Трещины и снижение упругости пружин не допускаются. Пружины могут быть установлены одного из двух типов. Номинальная длина пружины первого типа в свободном состоянии (46,5±2) мм, второго типа – (46,64±2) мм. Длина с полностью сжатыми витками соответственно 26,0 и 23,63 мм. Пружины, длина которых в свободном состоянии меньше допустимой, искривленные (отклонение оси пружины от вертикали в свободном состоянии более 4°) и с трещинами замените.
31. Проверьте состояние тарелок пружин. Замените тарелки со значительным износом опорных канавок под пружины.
32. Устанавливайте все снятые детали и узлы головки блока цилиндров в последовательности, обратной снятию.
33. Прокладки головки блока цилиндров, впускной трубы и выпускного коллектора всегда заменяйте новыми, так как снятые с двигателя даже внешне не поврежденные прокладки могут оказаться сильно обжатыми и не обеспечат герметичности уплотнения.
Читайте также: