
Замена втулки шатуна ваз 2110
Добавил пользователь Дмитрий К. Обновлено: 19.09.2024
Глубина выборок под клапана,на днище порш. 2110, исключает возможность соприкосновения клапанов с поршнем при обрыве ремня ГРМ.
В конструкции поршня 2110 и в конструкции всех последующих моделей, применяется свободная посадка поршневого пальца. Зазор в отверстии головки шатуна и в отверстиях в поршне обеспечивает свободное вращение пальца. В осевом направлении палец фиксируется стопорными кольцами. Для этого в поршне, в отверстиях под палец, предусмотрены установочные канавки для стопорных колец. На внешней стороне отверстий под поршневой палец, в верхней части, имеются небольшие углубления, которые облегчают установку и снятие стопорных колец. Кроме того, они способствуют доступу масла в зону контакта.
Такая конструкция упрощает процесс сборки и обеспечивает равномерный износ трущихся поверхностей, увеличивая ресурс деталей. Классы диаметров поршней и классы отверстий под поршневой палец принятые для модели 21083 соответствуют классам моделей 2110, 2112, 21124.
Основные маркировки в литье, нанесенные на деталь.
3. Обозначение литейной оснастки -буквы и цифры, на юбке с внутренней стороны.
Основные маркировки наносимые на днище.
3. Маркер группы массы поршня:
Маркировка класса отверстии дополнительно наносится краской на внутренней стороне днища:
синий цвет – 1-й класс
зеленый цвет – 2-й класс
красный цвет – 3-й класс
Дополнительно, для ремонтных поршней.
5. Маркер для ремонтных изделий:
| ПОРШЕНЬ | 21083-1004015 |
| Производитель | ОАО АВТОВАЗ |
| Диаметр поршня (номинальный), мм: | 82,0 |
| Диаметр поршня (1-й ремонт), мм: | 82,4 |
| Диаметр поршня (2-й ремонт), мм: | 82,8 |
| Вес, г.: | 335,0 |
| Поршневой палец | 21213-1004020 |
| Диаметр поршневого пальца, мм: | 22 |
| Поршневые кольца | 21083-1000100 |
| Высота колец, мм: | 1,5/2,0/3,95 |
Глубина выборок под клапана,на днище поршня 21083, исключает возможность соприкосновения клапанов с поршнем при обрыве ремня ГРМ.
Основные размеры
Применяемость поршня 21083-1004015.

Сегодняшняя запись о покупке шатунов 2110 на мой Турбо мотор.
Начну с Теории:
Шатун служит связующим звеном между поршнем и кривошипом коленчатого вала. Так как поршень совершает прямолинейное возвратно-поступательное движение, а коленчатый вал — вращательное, то шатун совершает сложное движение и подвергается действию знакопеременных, носящих ударный характер нагрузок от газовых сил и сил инерции.
Покупка шатунов 2110:
В моем блоке 21083 с завода стояли шатуны 2108.
Для постройки Турбомотора шатуны 2110 являются предпочтительнее шатунов 2108.
Дорогие H-образные решил не брать, так как первый опыт в постройки Турбо мотора может быть плачевным.
Поэтому с сайта CLUBTURBO были приобретены шатуны 2110 цена 2400 рублей(комплект 4 штуки).

Различия шатуна 2108 от шатуна 2110:
Шатун 2110-1004045 отличается от шатуна 2108 более жесткой нижней головкой.
Поковка оригинальная, из материала с улучшенными механическими свойствами.
В верхней головке — сталебронзовая втулка, так как применен плавающий палец — он может перемещаться и в шатуне, и в бобышках поршня (в шатуне 2108 поршневой палец запрессован в верхнюю головку.)

Характеристика шатуна 2110:
Длина шатуна 2110 — 121 мм
диаметр шейки — 47,8 мм
диаметр пальца — 22 мм
Момент затяжки гаек шатуна 2110 двигателя 21124 – 50,9 +2,6 Н.м.
Шатун 2110 – стальной, двутаврового сечения, со сталебронзовой втулкой в верхней головке и осевой фиксацией по нижней головке.
Крышка шатуна крепится двумя болтами, запрессованными в шатун.
По диаметру отверстия втулки под поршневой палец шатуны подразделяются на три класса через 0,004 мм. Номер класса отверстия нанесен на верхней головке шатуна.

Перед сборкой Турбо-низа шатуны обязательно будут развешены, запись о развесовке шатунов будет!
Цена вопроса: 2400 рублей.
Затраты на постройку Турбо мотора 9165+2400=11565 рублей.
ВСЕМ СПАСИБО ЗА ВНИМАНИЕ!
Цена вопроса: 2 400 ₽

Лада 2114 2002, двигатель бензиновый 1.5 л., 78 л. с., передний привод, механическая коробка передач — тюнинг
Машины в продаже

Лада 2114 Самара, 2003

Лада 2114 Самара, 2009

Лада 2114 Самара, 2011

Лада 2114 Самара, 2008
Комментарии 59

Интересная запись и спасибо за подробное описание, такие мелочи полезно знать при работе и сборке. Рад буду прочитать про развесовку

А поршня у тебя Нива?
Нива с лужей 20 кубов
у меня вот тоже Нива поршня, 8кл. 083 двс, стоит ли брать шатуны от 10 с плавающим пальцем? или сток шатуны от 08 напихать туда?)
2110 по конструктиву лучше!

можно ли поршня 21083 постаить на шатуны 2110 ?

А что если поставить колено 2109? там в два раза меньше противовесов оно легче
Легче не значит лучше.
Для турбы важнее прочность.
Тем более коленвал 2112 у меня есть в хорошем состоянии, не рационально его выкинуть и купить и поставить 2109.
у меня есть 2109 вот я и думаю его поставить мне на атмо
Коленчатого вала 2109 не существует у тебя либо 2108, либо 2112.
И хочу заметить что коленчатый вал 2112 конструктивно лучше 2108:
Для повышения уравновешенности по сравнению с валом 2108 увеличены противовесы.
Они механически обработаны как по боковым поверхностям, так и по диаметру.
Это позволяет валу выдерживать возросшие нагрузки.
чем это он контструктивно лучше? если и так хочу поставить его на лёгкую шпг, и для начала отдам токарю
Комментарий выше, я описал чем лучше.

Привет Ильнур!
Вопрос такой: какой коленвал используешь для сборки и где у нас в Салавате можно расточить блок?
Привет.
Коленвал для Турбомотора будет использоватся штатный 2112.
По расточке блока в Салавате не скажу где хорошо точат, сам еще не сталкивался с расточкой блока.
В ближайшее время отдам свой блок на расточку и после этого только скажу стоит-ли точить блок в г.Салавате или нет.
Благодарю!
Ибо сам задумался о постройке турбомотора, но отсутствие ассортимента тюнинг-запчастей, а так же специалистов по металлообработке существенно останавливают меня от этого процесса.
Но ты вдохновил меня!
Запчасти не проблема, проблема в курсе рубля!
Специалистов может быть нет, но главное желание!
И интересно, чем я мог тебя вдохновить?)))
При постройке автомобиля все время возникают проблемы.
Вот например установка подрамника Автопродукт с жесткими рычагами. Нужно было устанвить сия девайс на автомобиль. По совету многих, обратился я к парням на контейнерной станции, мол они лучшие по подвеске. И что? Да нихрена они не смогли! Даже не пытилсь! В итоге, после долгих мытарств, нашел сервис, где под моим руководством смогли поставить.
Установки подвески Кони спорт: опять таки проблемы с мелкими деталями, только под заказа, в наличии ничего нет!
Установка многопоршневых тормозов Брембо по кругу: опять таки: болтов нет в наличии по всему городу! Поиски токаря тот еще квест!
А сборка бискеноновых фар на ОЕМ компонетах? Метиз пришлось заказаывать! Ну не было во всем городе самоконтрящихся гаек М6…
Это просто ужасно… Я почти полностью сделал автомобиль, но двигатель… Как представлю…
Та же промерка и расточка блока. Хонингование… А смогут ли выдержать зазор в 6 соток? Та же сборка из 8 кл. в 16 кл.: сижу и думаю где искать мелкие детали в виде полуколец и шпилек. Ведь даже кронштейн бачка омывателя в городе нет! Нигде! Поэтому установка омывателя фар тоже была не простой…
А шины с дисками? Сликов нет нигде! Нормальных шин (потенза адреналин 2 и нокаин хакка 7 ) пришлось заказывать.
И случайно на сайте нахожу тебя: живем в одном городе! И посты о сборке турбодвигателя!
Для меня это как удар средь бела дня! Что бы решиться на такое нужны титановые яйца!
Поэтому, подумав, я решил раз ты начал этот проект, то и мне есть смысл начать его.
Как-то так)))

![]()
В этот раз речь пойдет в большей степени о размерах шатунов которые следует учитывать при проектировании двигателя. Рассмотрим варианты установки как стоковых шатунов так и варианты с заменой на подходящие и особенности этой модернизации. Возможно из предыдущего поста Какой шатун выбрать вы решили устанавливать подходящие по прочности и весу шатуны и они отличаются от рекомендуемых производителем, то на пути установки могут возникнуть некоторые сложности, описанные в этом посте. Разберемся какие размеры стоит соблюдать и какие работы по замерам предстоит произвести.
Длина шатуна от центра к центру
Длина шатуна — это расстояние от центра верхней головки шатуна до центра нижней головки.
Измерение длинны шатуна для каждого цилиндра обусловлено необходимостью иметь одинаковый подъем поршня относительно плоскости блока цилиндров. Это позволит получить одинаковую степень сжатия, что очень важно при тонкой настройки всего двигателя.
Итак, для измерения собирается кривошипно-шатунный механизм, но без поршневых колец. Медленно проворачивается коленвал до подъема поршня к верхней мертвой точке, измеряется размер от плоскости блока до плоскости поршня, записывается размер и так же повторяем замер для остальных поршней находящихся в ВМТ, проворачивается коленвал до подъема остальных поршней и проводится точно такой же замер. Даже при заводской сборке можно наблюдать разброс в этих замерах, и производитель устанавливает допуски не критичные для этого двигателя. Однако если разброс ощутимый или же мы хотим тщательно подогнать размеры, есть много вариантов добиться необходимого путем перестановки поршней на шатунах или даже перестановки самих шатунов на коленвале. После того как мы добились желаемого, стоит учитывать, что развесовка нарушена и следует решать уже другую задачу, но об этом в другом посте. Точная подгонка размерности и веса очень долгая и кропотливая работа.
Размер между головкой шатуна и дном поршня
Верхняя головка шатуна не должна касаться на какой части поршня. При сборке поршень/шатун проверяется каждая группа, если используются оригинальные детали обычно не вызывает ни каких проблем. Следует учитывать тепловое расширение поэтому минимальный зазор от головки шатуна до любой части в поршне не должен быть меньше 2 мм.
Проверяем зазор между головкой шатуна и отливами в поршне для пальца. Зазор может быть в пределах нормы, но после установки на коленвал головка шатуна может касаться поршня, это обусловлено положением коленвала. Поэтому зазор проверяется в собранном состоянии и не должен быть в пределах 1-2 мм. Очень часты так и происходит, что после сборки шатуны прижимают поршни. Это решается пропилом касаемой части поршня или части шатунной головки. Только после всех подгонок описанных выше и замера между поршнем и клапаном( описание ниже) можно приступать к развесовке коленвала.
Размер между шатуном и блоком
Об этом стоит задуматься обычно при использовании строкер коленвала или с использованием алюминиевых шатунов, потому что они толще и объемнее. Полностью собирается поршневая группа и коленвал в блок, проворачиваем и если есть касание блока шатунами, то следует проточить сам блок обеспечив зазор по крайней мере 2 мм.
Размер между поршнем и клапанами
После всех манипуляций по доводке поршневой группы обращаем внимание на клапанный механизм. Для этого устанавливаем собранную головку блока и настраиваем фазы. После этого проводим проверку касания клапанов плоскости поршня осторожным проворачиванием коленвала. Если почувствуется усилие, следует остановиться и с помощью маленького фонарика по возможности обнаружить место касания. Есть и другой вариант, более точный. Для этого на очищенные клапана от масел и загрязнений наносится полоска глины толщиной примерно 3мм и повторяем прошлую процедуру. Для точности измерения если ранее не было обнаружено касаний, коленчатый вал раскручивают до полвины максимальных оборотов и после этого снимается головка для замера сжатой глины. Тут зазор от любой части клапана до поршня должен составлять не менее 1.5 мм. Вообще об этом стоит подумать за ранее при выборе коленвала, шатуна, поршня, распредвала. Однако если размер не очень большой, то это решается удалением лишнего метала в местах касания. Возможно удалить лишний метал как с клапана, так и с поршня. Рассматривается вариант эксцентриковой втулки в верхних головках шатунов или проточкой нижних крышек шатунов. Или рассмотреть вариант с другими фазами газораспределения, другим распредвалом.
Размеры шатунных вкладышей
Постараюсь доходчиво описать метод измерения. Перед всеми манипуляциями следует проверить все шейки коленвала на эллипс, задиры и толщину. Измерять следует все шейки, так как они могут отличаться даже на новом коленвале. После всех замеров решаем, что нужно делать. Если был обнаружен эллипс, это означает неравномерный износ шейки и следует восстанавливать перешлифовкой. Состояние шеек коленвла влияет на срок службы вкладышей, например, 100% – новый двигатель; 58% – первая замена вкладышей; 44% – вторая замена; 29% – третья замена без ремонта коленвала. И так один из вариантов в котором можно обойтись без точного измерительного инструмента. Для этого нам понадобятся специальная пластичная калибровочная проволока, например PLASTIGAUGE и новые вкладыши, тут можно ознакомиться с инструкцией

Так вот после установки пластичного калибра шатун стягивается болтами необходимым моментом, без смещения шатуна. Затем по откалиброванной шкале выявляется зазор. Следует так же измерить зазор приложив калибр на шейку коленвала через 90 градусов. Из полученных значений выносится решение о применении подходящих вкладышей.
Не буду заострять внимание на зазоре между шатуном и бугелем на блоке двигателя, отмечу лишь что зазор должен быть в пределах 0.35-0.5мм, легко можно измерить набором щупов. возможно при использовании алюминиевых шатунов зазор теоретически может быть больше в виду их большего температурного расширения.


Формы шатунов
Шатуны обычно имеют конструкцию I-или H-формы. Реже используются + формы, чаще на дизельных двигателях.

Разновидность крестообразной формы шатуна
Такая форма позволяет снизить вес шатуна не теряя его прочности. Форма шатуна обуславливается сопротивлением воздушному потоку во время работы и прилипаемости масла. Какая форма лучше? В теории шатуны H-формы более прочные, но в действительности H-форма может быть легче имея такую же прочность как I-форма. С точки зрения сопротивления воздуха (масло, цепляющаяся за шатун во время эксплуатации), I-форма теоретически лучше.
Завтра предстоит выбивать нижний болт + менять рычаг и сайлен блок. Подскажи пожалуйста как его выбивать? Запасной блот есть. И еще купил сайленблок полиуретановый без зубчиков - есть смысл его ставить или он работать не будет?
Сергей большое спасибо!Стучал рааспред.вал-помогло ваше видео! У моего лучшего друга и без втулки шатуна на вазике 2110 полно чем заняться можно ;)







Редкие геморрои с втулкой шатуна не так и страшны ))) Как правило поставить по номерам зажимы распредвала




Уважаемый Василий.Спасибо за видео. Все очень толково. Но хотелось бы узнать какой допустимый люфт шатунов по отношению к коленвалу лево право?
Большое спасибо вам за такие видео сама разабрала двигатель теперь собираю 21083 мне только расточили блок цилиндров под 82.4 и подправили коленвал под 0.50! Большое спасибо без ваших видео я бы не разобралась бы СПАСИБО.
Отличная идея с феном! Только один вопрос:в тексте показана температура разогрева головки шатуна=240 градусов. А в инструкции по установке фордовского поршня температура указана от 260 до 300 градусов. Есть небольшая разница в 20-60 градусов и НАСКОЛЬКО ЭТО КРИТИЧНО? Спрашиваю потому, что буду устанавливать впервые своими руками. О втулке шатуна и так много инфы в инете >)
я бы хотел свой случай с коленой на видео показать вам ото все супер мастера заставляют снять двигатель капиталить, это дорого очень, как с вами связаться?
По втулке шатуна и так все ясно. Как втулка себя показала? Сколько пробег на ней уже? Есть ли подтекание?
Обычно сверлю и потом забиваю звезду и выкручиваю. Но если прикипел болт сильно то высверливать по центру немного меньшим сверлом например м10х1.5 сверлим 7.5-8мм потом с толстой стороны забиваем дюбель. Вытаскиваем получившийся свёрток. Прогоняем резьбу мечиком.
Все права защищены. При перепечатке материала, активная ссылка обязательна.
© Чем официалы, лучше сам! Обратная связь
Здравствуйте,под скажите на ваз 2106 задрало и коренные и шатунные вкладыши,а коленвал вроде нармальный,мне нужно просто поменять вкладыши?
Ну и нахера было показывать как резали КАЖДЫЙ фильтр? У сына и без втулки шатуна на vaz много чем заниматься :)
Про подделки всё правильно. Единственное с чем можно не совсем согласиться так это с суперважностью обратного клапана. При использовании масел начиная с полусинтетики и классом выше плёнка которую они создают на стенках цилиндров позволяет некоторое время работать в условиях масл.голода. И этого времени вполне достаточно для закачки и подачи масла в магистраль. По моему мнению всё таки гораздо важнее тонкость фильтрации. особенно на моторах с 'пробегом'.
Вес машин разный, коробка и варик, смех сравнивать, плюс опыт и половое бессилие приходит с годами. Желательно в деталях показал бы по втулке шатуна на Вазике >)
Сергей Здравствуйте! Если нет райбера, чем можно развернуть направляющую втулку, если клапан не лезет? ПОМОГИТЕ ПОЖАЛУЙСТА. Мне друг сказал на 2110 и без втулки шатуна много чего навернулось,
. кахтавая, сказал бы кахту пхосто надо было пхохекламиховать, у нас эта кахтонка самое пехвое что нужно делать пхи утеплении. Неплохо, если более обстоятельно по втулке шатуна посоветовал бы Ж))
Очень интересное видео, но есть вопрос : Почему при сборке ГБЦ нельзя было поменять просто направляющие, ведь износ был у них и это было бы дешевле чем покупать 16 клапанов
здравствуйте у меня проблемка из ДЭУ нексия 2006г 1,5 - 8кл Двигатель только сделали капитальный ремонт, но проблема как было так и осталась. Заводится на холодную и горячую - может с пол тика а может надо немножко покрутить. Когда завелась то на повышенных оборотах работает нормально но когда обороты падают на свое место то начинает подтраивать и мотор колбасит, а стрелка тахометра дергается очень резко. я поменял: свечи, провода, крышка трамблера и бегунок но ничего это не дало. Отсоединял вакуум и глушил шланг, смотрел ночью на провода и коммутатор ничего не пробивает, дергал все контакты которые видел и все провода думал может контакт отходит - ничего не дало. Но вовремя езды все хорошо, машина не дергается не глохнет.
У моего другана на ВАЗ и без втулки шатуна куча чем руки занять )) Долбоебы, в жопу себе саморез надо было воткнуть
Геморрои с втулкой шатуна совсем достали, ШКОДА ФОЛЬЦ 1.8 ТИСИ ПРИ УДАЛЕНИИ БАЛАНС ВАЛОВ ОТЧЕГО ПИТАТЬ ПЛАСТИКОВУЮ ПОМПУ ОХЛАЖДЕНИЯ -ВОТ В ЧЁМ ВОПРОС,?











Все права защищены. При перепечатке материала, активная ссылка обязательна.
© Чем официалы, лучше сам! Обратная связь
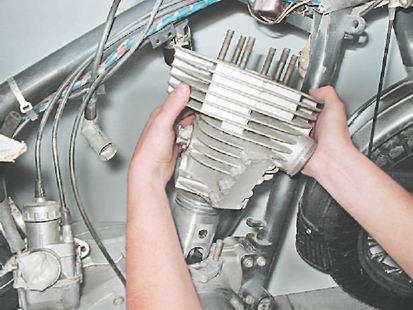
Цилиндропоршневую группу можно разобрать, не снимая двигатель с мотоцикла. Это, как правило, приходится делать для очистки поршня и камеры сгорания от нагара, а также с целью замены изношенных деталей.
1. Снимаем топливный бак.
2. Отворачиваем гайки выпускных труб и отводим трубы от цилиндра.
3. Снимаем карбюратор.
4. Снимаем наконечник провода высокого напряжения со свечи зажигания, снимаем катушку зажигания, выворачиваем свечу.
5. Отсоединяем трос декомпрессора, выворачиваем клапан.
6. Торцовым ключом на 14 мм в последовательности крест-накрест отворачиваем шесть гаек крепления головки пилиндра.

7. Снимаем головку.

8. Накидным ключом на 14 мм отворачиваем четыре гайки крепления цилиндра к картеру.

9. Снимаем гайки с пружинными шайбами.

10. Опускаем поршень в нижнюю мертвую точку, вращая колесо мотоцикла или нажимая непосредственно на поршень. Снимаем цилиндр.
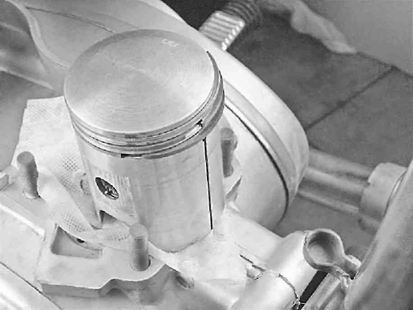
11. Закрываем отверстие кривошипной камеры чистой ветошью, чтобы исключить попадание в нее посторонних предметов.
12. Переворачиваем цилиндр, устанавливаем его на шпильки и, аккуратно поддевая ножом, снимаем с цилиндра прокладку.

13. Аналогично снимаем прокладку карбюратора (если она не была снята вместе с карбюратором).
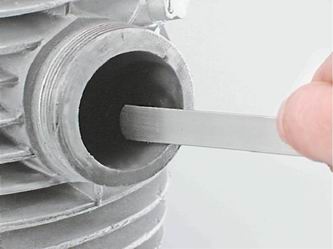
14. Осматриваем зеркало цилиндра. На нем недопустимы задиры, следы сильного износа, борозды, наволакивание алюминия от поршня и другие повреждения. Такой цилиндр подлежит ремонту или замене.

Нельзя шлифовать зеркало цилиндра шкуркой и затем полировать его. Единственно возможной обработкой является расточка на токарном станке под ремонтный размер с обязательным последующим хонингованием. При этом необходима установка поршня и колец ремонтных размеров (см. ниже).
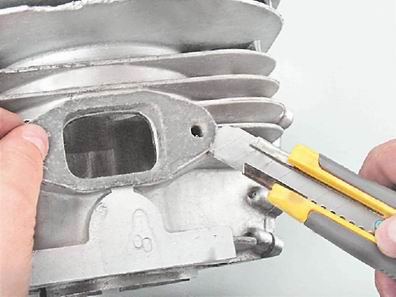
15. Скребком или ножом очищаем от нагара выхлопные окна цилиндра. Нагар перед этим можно размягчить керосином или ацетоном.
16. Проверяем состояние резьбы в свечном отверстии. Если резьба повреждена по высоте более чем на треть – заменяем головку цилиндра.
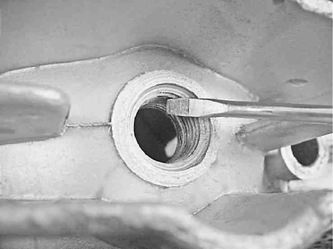
17. Аналогично осматриваем резьбу отверстия под декомпрессор.

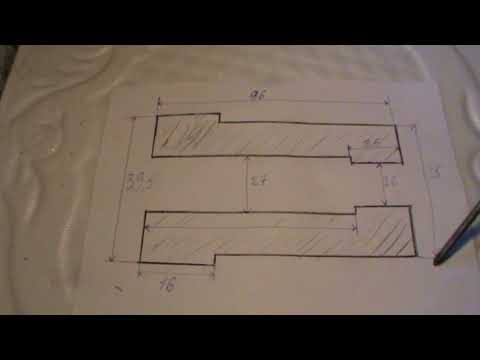
При необходимости головку цилиндра можно отремонтировать, установив в нее футорку. Для этого рассверливаем свечное отверстие до диаметра 18,4 мм и нарезаем в нем резьбу М20х1,5. Из латуни или бронзы вытачиваем футорку (см. рис.) и, завернув ее в отверстие, контрим развальцовкой нижнего края. Такие футорки есть и в продаже.
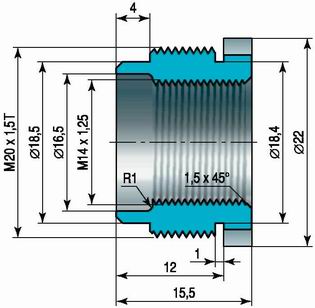
Футорка свечного отверстия
18. Осматриваем уплотняющий поясок головки цилиндра. Если на пояске заметны неровности, притираем поясок на слесарной плите (с пастой для притирки клапанов) или ровным мелким абразивным бруском.

19. Мелкой шкуркой очищаем поверхность камеры сгорания от нагара.

20. Полезно отполировать камеру сгорания самой мелкой шкуркой (с водой), а затем пастой ГОИ до зеркального блеска. Так на ней меньше будет отлагаться нагар.

21. Если поршневые кольца подлежат замене, их можно снять, сломав. В противном случае аккуратно заводим под кольца вырезанные из пластиковой бутылки полоски, и снимаем кольца с поршня.

При последующем использовании старых колец помечаем их, чтобы при сборке установить на прежние места.
22. Щипцами для сжатия стопорных колец или круглогубцами сжимаем и извлекаем из поршня стопорные кольца поршневого пальца. Не сжимайте кольца чрезмерно, чтобы не было их остаточной деформации.

23. Молотком через подходящую оправку выбиваем поршневой палец (удобнее это делать вдвоем).

24. Снимаем поршень.

25. Очищаем от нагара днище поршня и канавки колец (можно использовать обломок старого кольца). Предварительно рекомендуется замочить поршень в ацетоне. Рекомендуется также отшлифовать мелкой шкуркой (с водой) и отполировать днище поршня (в том числе нового) пастой ГОИ, так на нем меньше будет отлагаться нагар.

26. Проверяем состояние сопряженных деталей: цилиндра, поршня, поршневых колец, поршневого пальца, бронзовой втулки шатуна. Зазор между поршнем и цилиндром, измеренный щупом на уровне центра поршневого пальца, не должен превышать 0,3 мм. На поршне не должно быть задиров, следов оплавления, трещин и других повреждений. Поверхность поршневого пальца должна быть без следов бронзы, прижогов и сильного износа. У смазанного моторным маслом пальца, вставленного в верхнюю головку шатуна, не должен ощущаться люфт. В поршень палец должен входить не свободно, а под легкими ударами молотка. Это необходимо для того, чтобы обеспечить рабочие зазоры между пальцем и поршнем, когда детали нагреются. Бронзовая втулка верхней головки шатуна также не должна иметь сильного износа и следов задиров.
Если принято решение о замене деталей, то следует подобрать поршень и кольца к цилиндру и поршневой палец к поршню.
В запасные части поставляются "номинальные" поршни и цилиндры четырех размерных групп:
Диаметр цилиндра, мм
Диаметр поршня, мм
Кроме того, выпускаются ремонтные поршни и поршневые кольца двух размерных групп, предназначенные для установки в расточенные и отхонингованные цилиндры:
Диаметр поршня, мм
Диаметр цилиндра, мм
Маркировка поршневых колец нанесена на их упаковке. Диаметр обработанного цилиндра должен быть на 0,05-0,07 мм больше диаметра поршня соответствующей группы.
При сборке следует использовать поршень и цилиндр одной группы. Маркировка группы нанесена клеймением на днище поршня и фланце цилиндра под карбюратором.
При новом поршне и цилиндре, а также, если они имеют допустимый износ , устанавливаем поршневые кольца номинального размера (диаметр – 72 мм при зазоре в стыке равном 0,25-0,45 мм). Перед установкой колец на поршень проверяем их прилегание к цилиндру. Для этого поочередно вставляем кольца в цилиндр строго параллельно верхней его плоскости. Зазор в стыке кольца должен быть в пределах 0,25-0,45 мм. При меньшем зазоре подпиливаем стык плоским мелким надфилем. Иначе при работе двигателя и расширении кольца от нагрева его концы упрутся друг в друга, и кольцо может повредить зеркало цилиндра. Проверяем щупом торцевой зазор между кольцами и канавками, он должен быть в пределах от 0,075 до 0,1 мм. Поршневые пальцы выпускаются четырех размерных групп, что позволяет обеспечить беззазорное соединение с поршнем в холодном состоянии и минимальный зазор при работе двигателя. Размерная группа обозначена краской на торце пальца (зеленая, белая, черная и желтая метки, в порядке увеличения диаметра пальца). Соответствующая метка нанесена краской на одну из бобышек поршня. Поршневой палец должен быть собран с поршнем одной с ним группы.

Новый поршневой палец перед сборкой следует отполировать пастой ГОИ или подобным средством до зеркального состояния (на заводе этого почему-то не делают). Это увеличит ресурс и надежность работы двигателя.

При сильном износе бронзовой втулки шатуна ее следует выпрессовать и заменить. Втулку можно изготовить из бронзы БрАЖМцЮ-3-1,5 или оловянистой бронзы (но не латуни!) по приведенному эскизу.
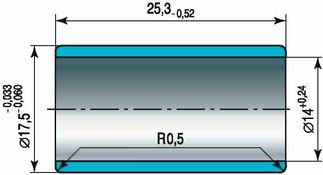
Втулка верхней головки шатуна
1. Собственно сборку начинаем с установки поршневых колец на поршень (с помощью полосок из пластиковой бутылки). Одно из колец имеет покрытие пористым хромом (оно более светлое), устанавливаем его в верхнюю канавку.
2. Смазываем зеркало цилиндра и боковую поверхность поршня с кольцами тонким слоем пластичной смазки с дисульфидом молибдена или моторным маслом. Смазываем также паронитовую прокладку под цилиндр.
3. Вставляем поршень снизу в цилиндр до отверстия под поршневой палец и ориентируем его меткой вперед по ходу движения мотоцикла (в сторону выхлопных окон, или окна при однотрубном варианте выпускной системы двигателя).

4. Наживляем поршневой палец до выхода пальца из бобышки поршня. Смазываем моторным маслом отверстия в бобышках поршня и в шатуне.

5. Уложив прокладку под цилиндр, поднимаем его и аккуратно совмещаем отверстие в поршне с отверстием в шатуне. Легкими ударами загоняем палеи в поршень до нужного положения и стопорим его с обеих сторон кольцами.
6. Дальнейшая сборка выполняется в последовательности обратной разборке. На резьбу шпилек крепления цилиндра и головки наносим немного смазки. Гайки крепления головки затягиваем постепенно, крест-накрест.
После замены (ремонта) цилиндра, поршня или поршневых колец двигатель необходимо подвергнуть обкатке.
манипуляций с райбером я так и не понял(
какого диаметра райбер?
как называется этот шарик?
а если разрезную ставить то ее просто запрессовываю так же? или же лучше чуть ее сточить всю поверхность с помощью дрели на наждачной бумаге? просто у меня райбер регулируемый почти как пальчик там на сотые диаметр разница так вот он слишком много снимает и не влезает вообще но я не прогонял шариком а пальчиком сточеным это делал
а разве палец во втулку не на гарячую запресовывается? Очень свободно так не я думаю не должен входить бо со временем появится люфт и стук
скажите вы приварили шарик на шпильку?
молодец все по уму, так же буду делать
в этом райбере внутри есть шарик? или просто коническая резьба?и болт распирает
никогда так неделайте это фуфло все.колхоз. я пальчик подгоняю 1час как минимум и ходят потом по 8 лет
делается специальная продавка она очень хорошо каленая. работаем райбером потом когда остается 2-3 десятки тянем продавкой. еще шариком делают но шарик не той тточности что нужно.пальчик должен зайти и вращатся туговато. потом нужно притереть его тоесть чтобы работал по всей плоскости. особо важно плоскостя в верху и внизу втулки. обязательны отверстия перед этим. а пропилы делать после полной подгонки.. если просто райберить то ходит недолго потому как выбирает плоскость и начинается увеличенный зазор. но в конечном результате пальчик должен вращатся легко с маслом но невыпадать если шатун повернуть на сторону.
И на рынке смотрел все втулки не цельные а с поперечным стыком, они говнистые?? надо искать цельную?
Поршневые кольца мотоцикла Иж Планета
Поршневой палец и втулка верхней головки шатуна
При установке нового поршня (нормального или ремонтного размеров) по отверстиям в бобышках подберите поршневой палец. Пальцы и поршни имеют четыре размерные группы.

Цвет метки на торце пальца должен соответствовать цвету метки на бобышке внутри поршня. В случае износа отверстий в бобышках и во втулке верхней головки шатуна необходимо установить палец ремонтного размера, развернув под него отверстия. В запасные части поставляются пальцы двух ремонтных групп согласно таблице.

Маркировка пальцев приведена красной эмалью по всей площади торца: 1-я ремонтная группа – с одного торца, 2-я ремонтная группа — с двух торцов.
При установке ремонтных пальцев отверстие в бобышках поршня довести до размера, обеспечивающего зазор 0. 0,005 мм, зазор между поршневым пальцем и втулкой верхней головки шатуна должен быть, 0,01. 0,03 мм.
При износе втулки верхней головки шатуна замените ее втулкой ремонтного размера или изготовьте из бронзы согласно эскизу на рисунке.

Выпрессовку и запрессовку втулки производите, используя рекомендации.
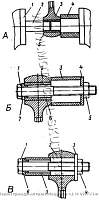
А – выпресовка с помощью тисков: 1 – тиски, 2 – оправка, 3 – втулка, 5 – втулка верхней головки шатуна
Б – выпресовка с помощью болта: 1 – болт, 2 – шатун, 3 – втулка, 4 – шайба, 5 – гайка, 6 – втулка верхней головки шатуна, 7 – кольцо
В – запресовка втулки верхней головки шатуна: 1 – болт, 2 – шатун, 3 – шайба, 4 – гайка, 5 – втулка верхней головки шатуна, 6 – кольцо
После запрессовки отверстие втулки разверните специальной раздвижной разверткой, внутренний диаметр втулки должен быть на 0,01. 0,03 мм больше диаметра пальца.
Новые поршневые кольца устанавливайте при замене поршня с цилиндром или в случае, когда поршни и цилиндры имеют допустимый износ, а замеренный щупом зазор в стыке кольца, установленного в цилиндре на расстоянии 10. 30 мм от верхнего торца, более 2 мм. Перед установкой нового кольца на поршень выполните следующее:
* вставьте кольцо в цилиндр и щупом замерьте зазор в стыке кольца (в новом цилиндре зазор должен быть 0,25. 0,45 мм); при меньшем зазоре подпилите кольцо в стыке;
* установите кольцо в цилиндр стыком в направлении, соответствующем рабочему положению, и при помощи лампы определите на просвет его прилегание к цилиндру; до пускается просвет на 10% длины окружности, кроме 15° с каждой стороны замка.
Нагар из канавок поршня удаляйте специальным раствором. При отсутствии раствора пользуйтесь шабером.
Установите с помощью пластинок кольца на поршень, сориентировав стыки колец на стопорные штифты поршня. Проверьте подвижность кольца в канавке поршня. Зазор между торцовой поверхностью кольца и канавкой должен быть 0,075. 0,1 мм. Кольцо должно передвигаться в канавке свободно, без заеданий. Установите в канавку отверстия одной из бобышек поршня стопорное кольцо, а в отверстие противоположной бобышки запрессуйте смазанный маслом поршневой палец.
Наденьте поршень на верхнюю головку шатуна стрелкой вперед (по ходу мотоцикла). Совместите отверстия бобышек и втулки верхней головки шатуна и, придерживая поршень рукой, легкими ударами молотка запрессуйте поршневой палец; установите второе стопорное кольцо. Проверьте перед установкой цилиндра плоскости разъема цилиндра и картера и при необходимости зачистите их. Установите на фланец картера уплотнительиую прокладку из картона или паронита. Осторожно, не поломав поршневые кольца и расположив их против стопорных штифтов, наденьте цилиндр на поршень. Целесообразно при этом поршень упереть в деревянную подставку (дощечку), положенную на фланец картера. Зеркало цилиндра смажьте маслом. Уберите подставку, установите цилиндр на фланец картера и закрепите. Установите головку цилиндра и закрепите ее.
Правый сальник коленчатого вала, звездочка вторичного вала, механизм управления сцеплением.
Для удобства разборки, ремонта и сборки данных сборочных единиц без снятия двигателя с рамы рекомендуется отсоединить тягу от рычага ножного тормоза.
Не нашли то, что искали? Воспользуйтесь поиском:
Лучшие изречения: При сдаче лабораторной работы, студент делает вид, что все знает; преподаватель делает вид, что верит ему. 9079 – | 7217 – или читать все.
Отключите adBlock!
и обновите страницу (F5)
очень нужно

В двигателях с большим пробегом время от времени приходится менять втулку шатуна. Насколько часто необходимо проделывать эту процедуру зависит от состояния данной детали.
Если пальчики легко выскальзывают из шатуна, то это означает, что пришло время менять втулку. Для этого не обязательно ехать в автосервис. Поменять ее можно своими руками в собственном гараже или в своей мастерской.
Для этого необходимо приобрести новые втулки и подготовить инструменты. Новая она должна быть идеальной цилиндрической формы. Если запчасть слегка погнутая, с зазубринами, то от покупки такого экземпляра лучше отказаться.
Инструмент и процесс замены
Из инструментов понадобятся головки на 15 и 24 мм, молоток, отвертка и тиски слесарные. Головки нужны для того, чтобы с их помощью тисками выдавить старую втулку из головки шатуна. Процесс не очень сложный, но требует определённого навыка и внимания. В этом деле не нужно торопиться, чтобы не испортить новую деталь.
Сначала нужно закрепить шатун со старой втулкой таким образом, чтобы при затягивании тисков головка на 15 мм выдавливала из основания износившуюся часть. Этот процесс нужно выполнять без спешки. Сначала она может плохо поддаваться, но потом легко выйдет из шатуна.
Следующий этап предусматривает установку туда новой втулки. Для начала нужно ее развернуть отверстием, через которое проводится подача масла к ответному отверстию в шатуне. Убедившись, что ориентация произведена правильно, необходимо их зажать в тисках.
После этого нужно крутить ручку тисков и следить за тем, как губы тисков загоняют новую втулку в шатун. Здесь проблем не должно возникнуть. Ничего разогревать или охлаждать, как некоторые советуют, тоже не нежно.
Для нормальной работы шатуна втулка должна входить плотно. Даже должен сниматься небольшой слой стружки. Если появилась стружка, то это означает, что все идет правильно.
После того, как основная деталь вошла в шатун, необходимо проверить совпадение отверстий. Если отверстия совпали можно переходить к заключительному этапу, к расточке.
Расточка втулок
Перед установкой шатуна с новой втулкой в мотор необходимо выполнить ее расточку. Для этого применяется расточный станок. Зазор между этими элементами должен быть точно 0.02 мм. Это оптимальный зазор.
Развертку лучше не делать, так как запчасть может перекоситься и придется покупать новую. После завершения расточки данные детали можно устанавливать в двигатель.
Читайте также: