
Замена полуколец коленвала рено логан
Добавил пользователь Morpheus Обновлено: 19.09.2024
Прошло много времени после установки жабо.Свои функции исполняет успешно ни капли воды и после снегопада и ветра ни снежинки под капотом.Обесшумка от ДВС и вибро от лобового.Результатом доволен. Читать дальше
Приветствую всех, друзья!
5000 км назад (на пробеге 160000 км) менял комплект ГРМ с помпой плюс натяжитель и ремень доп. оборудования, и заметил большую выработку шкива коленвала. Шкив стоял еще заводской. Связывал с этим глухой стук в моторе, появившийся в последнее время. Но после замены шкива стук не ушел.
Погуглив немного нашел похожее описание проблемы и возможные причины: раз, два, …
Многие мегановоды списывают проблему на особенность работы двигателей рено. Но, к сожалению, это не так…
Большое спасибо Zaxar46 за наводку.
Подошел черед менять передние рычаги (купил LEMFORDER), поскольку передний подрамник нужно снимать, решил заодно проверить осевой люфт коленвала. Закупил упорные полукольца стандартного размера KOLBENSCHMIDT / 79359600 — 5$, прокладку масляного картера CORTECO / 023718P — 6$. Также необходимо запастись силиконовым герметиком. Благо процедура не слишком сложная и не долгая. Здесь частично описана замена полуколец.
Итак, снимаем масляный картер.

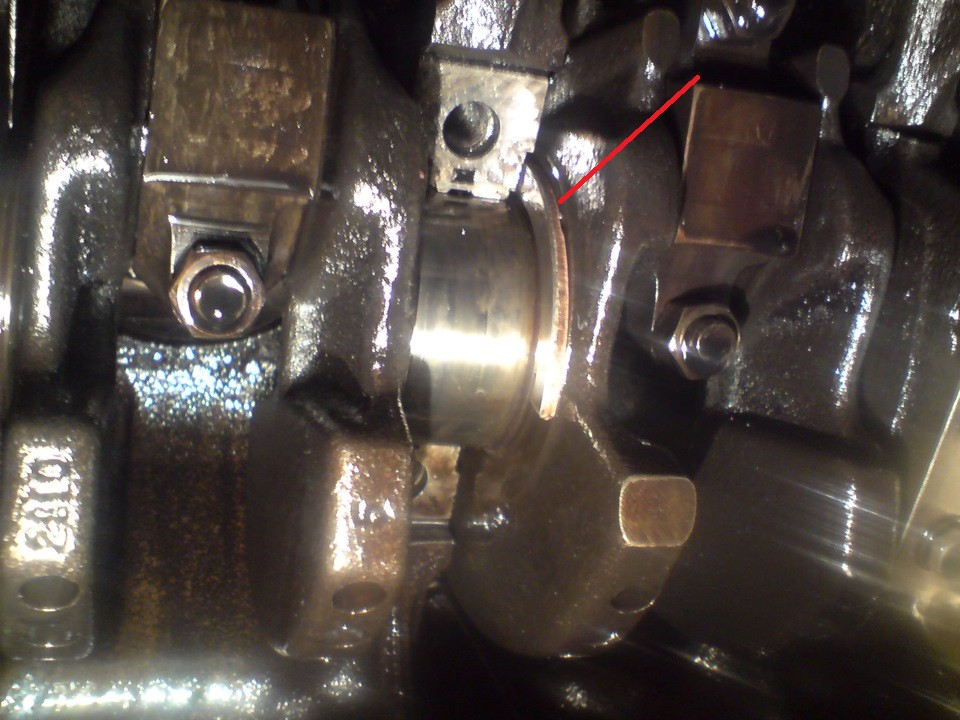
Расположение крышки 3-го коренного подшипника коленвала.
Снимаем крышку 3-го коренного подшипника (они подписаны). И видим полукольца. Проверяем осевой люфт, отверткой например. У меня был значительный, по пальцометру не меньше 1 мм, что больше допуска (при поработавших упорных полукольцах 0,045 — 0,852 мм, при новых упорных полукольцах 0,045 — 0,252 мм)

Расположение полуколец.
Устанавливаем новые полукольца снизу относительно старых, канавками в сторону щек коленчатого вала. Вращая выталкиваем старые. Новые установились без усилий, теперь люфт не ощущался. Чистим, смазываем вкладыш, устанавливаем крышку коренного подшипника на место и затягиваем болты 25 Нм + 47 ± 5. Устанавливаем масленый картер с новой прокладкой, смазав герметиком в определенных местах. Обжимаем по схеме и с моментом 12 Нм.
Также при данной операции рено рекомендует обязательно заменять болт крепления крышек коренных подшипников коленчатого вала.
После замены стук ушел полностью, намного уменьшилась и вибрация двигателя.
Старые vs новые полукольца:

Обратите внимание на разницу в глубине канавок.

С обратной стороны.

Сравнение толщины…

…с применением пальцометра.
Задний СБ рычага в хлам:


На рычагах уже менялись шаровые, TRW, год назад (примерно 20тыс.км.). Запрессовывались без проблем, прихватывались сваркой в 3-х точках. Если честно TRW разочаровал:

TRW шаровая спустя 20тыс.км.
P.S. На истину не претендую я, перед операцией в тех.ноты заглянуть рекомендую тебе.
И да пребудет с вами сила)!
Поршневые пальцы плотно запрессовываются в верхние головки шатунов и имеют плавающую посадку в поршнях. Для запрессовки поршневых пальцев используйте комплект приспособлений Mot. 574-22, содержащий:
- подставку для поршня (S);
- оправки для извлечения пальцев.(1);
- установочные стерхни (А) с центрирующими приспособлениями (С);
- кольцо В18 и призму V18 из комплекта Mot. 574-23.

- состояние шатунов (они могут быть скручены и погнуты);
- поверхности контакта между вкладышами и шатунами (при наличии заусенцев удалите их хонинговальным бруском, чтобы обеспечить правильную посадку вкладыша).
Для нагрева шатунов используйте нагревательную плиту мощностью 1500 Вт.
Уложите верхние головки шатунов на нагревательную плиту.
Обеспечьте плотное прилегание поверхности верхней головки шатуна к плите.
Для контроля за температурой нагрева шатунов положите на верхнюю головку каждого шатуна на участке (а) небольшой кусочек оловянного припоя с температурой плавления приблизительно 250°С.
Подготовка поршневых пальцев
Убедитесь, что поршневые пальцы свободно входят в соответствующие новые поршни. Используйте центрирующее приспособление С13 и установочный стержень А13.
Установите поршневой палец (Е) на установочный стержень (А), вверните центрирующее приспособление (С) до упора и затем отверните его обратно на 1/4 оборота.

Сборка шатуна с поршнем
На днищах поршней нанесены метки "Vt" (тип 1) или "Л" (тип 2), указывающие направление в сторону маховика.
При сборке поршня с шатуном следуйте приведенным ниже инструкциям:
- установите на подставку кольцо В18 и призму V18, наложите на них поршень и закрепите его имеющимся зажимом;
- удостоверьтесь, что отверстия для пальца в поршне точно совпадают с отверстием в кольце В18.
Нагревайте верхние головки шатунов, пока не расплавится припой.


Смажьте моторным маслом центрирующее приспособление и поршневой палец. Вставьте поршневой палец в поршень на подставке и убедитесь, что он свободно перемещается в осевом направлении и при необходимости восстановите соосность отверстий.
Ориентация поршня относительно шатуна
1. Цилиндры 1 и 2:
- Поршень должен быть установлен на подставке так, чтобы стрелка, выгравированная на его днище (тип 1) или метка "А" (тип 2), была направлена вверх и находилась справа от вертикальной средней плоскости поршня, а выступ (2) на днище поршня располагался внизу и слева от этой плоскости.
- Установите шатун так, чтобы стопорной выступ (3) вкладыша шатунного подшипника находился внизу и справа от вертикальной средней плоскости поршня.

2. Цилиндры 3 и 4:
- Поршень должен быть установлен на подставке так, чтобы стрелка, выгравированная на его днище (тип 1) или метка "Л" (тип 2), была направлена вверх и находилась справа от вертикальной средней плоскости поршня, а выступ (2) на днище поршня располагался сверху и слева от этой плоскости.
- Установите шатун так, чтобы стопорной выступ (3) вкладыша шатунного подшипника находился внизу и справа от вертикальной средней плоскости поршня.

Последующие операции следует выполнять как можно быстрее, чтобы избежать охлаждения шатуна. 3. Когда температура припоя достигнет точки плавления (припой превратится в каплю):
- сотрите каплю припоя;
- вставьте в поршень центрирующее приспособление;
- вставьте шатун в поршень;
- как можно быстрее вставьте поршневой палец до упора центрирующего приспособления в подставку.
4. Убедитесь, что поршневой палец остается внутри поршня во всех положениях шатуна в поршне.
- вкладыши без канавок в гнезда коренных 1, 3 и 5 и вкладыши с канавками в гнезда подшипников 2 и 4;
- боковые регулировочные полукольца коленчатого вала в гнездо коренного подшипника 3 (канавками в сторону коленчатого вала);
2. Смажьте коренные и шатунные шейки вала моторным маслом.
3. Поставьте на место крышки коренных подшипников (они помечены цифрами с 1 до 5 и эти цифры должны находиться на стороне впуска).

Ключом с головкой Тогх 14 мм предварительно затяните болты крышек подшипников с моментом 25 Нм и затем доверните на угол 47 ± 5°.

Примечание : Не забудьте нанести на участки (А) крышки коренного подшипника № 1 тонкий слой герметика RHODORSEAL 5661.

4. Проверьте осевой зазор коленчатого вала. Он должен быть в пределах 0,045 - 0,252 мм при отсутствии износа и в пределах 0,045 - 0,852 при наличии износа.

Установка поршневых колец
Поршневые кольца, установленные на заводе, должны свободно перемещаться в своих поршневых канавках.
Они должны быть установлены правильно по их

1. Ориентируйте кольца на поршне, как показано на рисунке:

2. Вставьте подобранные поршни с шатунами в блок цилиндров, следя за тем, чтобы расположение и направление поршней были правильными. - Цилиндры 1 и 2:
Поршни должны быть установлены так, чтобы метка "VT" (тип 1) или метка "А" (тип 2) указывала в сторону маховика, а выступ (8) на днище поршня находился справа от оси (9).

Поршни должны быть установлены так, чтобы метка "VT" (тип 1) или метка "Л" (тип 2) указывала в сторону маховика, а выступ (8) на днище поршня находился слева от оси (10).

3. Затяните гайки болтов крышек шатунов с моментом 10 Нм и затем подтяните с моментом 43 Нм.
- масляный насос (момент затяжки болтов крепления масляного насоса 22 - 27 Нм);
- крышку сальника коленчатого вала. Для уплотнения используйте герметик LOCTITE 518. Герметик должен быть нанесен, как показано на рисунке ниже, слоем (В) толщиной 0,6 -1,0 мм;

- сальники коленчатого вала, смазав маслом их рабочие кромки и наружную поверхность. Для установки сальника со стороны маховика используйте приспособление Mot. 1129-01.

Для установки сальника со стороны привода распределительного вала используйте приспособление Mot. 1385.

5. Установите промежуточное кольцо, которое следует перевернуть на другую сторону, если на нем остались следы от старого сальника.
6. Установите на место маховик.
Болты крепления маховика необходимо заменить новыми и затянуть их с моментом 50 - 55 Нм. Затяжку производите, чередуя болты по диагонали.
7. Установите водяной насос, уплотнив его посадочную поверхность герметиком LOCTITE 518. Герметик должен быть нанесен, как показано на рисунке ниже, полосой (С) толщиной 0,6 -1,0 мм.

- зубчатый шкив коленчатого вала;
- поддон картера. Для уплотнения его посадочной поверхности используйте герметик RHODORSEAL 5661. Ширина полосы герметика (D) должна быть 3 мм.

Примечание : Не забудьте установить новые сальники вместо двух старых сальников на обоих концах поддона картера.
Установка головки блока цилиндров
Способ затяжки болтов крепления головки блока цилиндров.
После снятия головки блока цилиндров старые болты крепления головки во всех случаях должны заменяться новыми.
Смажьте резьбу болтов и поверхность под их головками моторным маслом.

Предварительная осадка прокладки
Затяните болты головки с моментом 20 Нм, после чего доверните на угол 100 ± 6° в указанной ниже последовательности:
- затяните болты 1 и 2;
- затяните болты 3,4, 5 и 6;
- затяните болты 7, 8 , 9 и 10.
Для осадки прокладки необходимо выждать 3 минуты.
Окончательная затяжка болтов головки
1. Отпустите болты 1 и 2, после чего снова затяните их с моментом 20 Нм и доверните на угол 110 ± 6°.
2. Отпустите болты 3, 4, 5 и 6, после чего снова затяните их с моментом 20 Нм и доверните на угол 110 ±6°.
3. Отпустите болты 7, 8, 9 и 10, после чего снова затяните их с моментом 20 Нм и доверните на угол 110 ±6°.
Подтяжка болтов крепления головки блока цилиндров в процессе эксплуатации не требуется.
4. Установите: - ось коромысел так, чтобы она была обращена меткой (1) в сторону привода механизма газораспределения. При этом болты (А) размером М8х100 и М8х28,7 мм должны входить в отверстия (В);

- болты (2) крепления оси коромысел и затяните их с моментом 23 Нм. Не забывайте смазывать резьбу и поверхность под головкой болтов моторным маслом;
- крышку головки блока цилиндров, не производя затяжку ее крепежных болтов, так как это облегчит установку фаз газораспределения.
Установка ремня привода механизма газораспределения

А - Датчик, В - Индикатор, С - Соединительный провод, D - Калибровочная пружина.
1. Принцип действия прибора для измерения натяжения ремня.
Датчик позволяет обеспечить постоянную величину прогиба ремня, что достигается регулировочной ручкой (1), нажимным устройством (2) и наружными кронштейнами (3).
Сила реакции ремня измеряется устройством (4), оснащенным тензодатчиками. Деформация датчиков приводит к изменению их электрического сопротивления, которое затем преобразуется и индицируется в единицах SEEM (US).
2. Калибровка прибора для измерения натяжения ремня.
Прибор отрегулирован на заводе изготовителя, однако его калибровочные величины необходимо проверять каждые шесть месяцев.
3. Процедура установки нуля:
- Включите прибор (выключателем Е) с полностью ввернутой регулировочной ручкой (1).
- Если индикатор показывает О, следовательно прибор откалиброван правильно.
- При полном отсутствии индикации, проверьте степень заряженности аккумулятора (9 В).
- В случае индикации какой-либо другой величины, кроме нуля, вращением регулировочного винта (F) настройте индикатор на 0.
4. Проверка калибровки прибора.
- Включите прибор (выключателем Е).
- Установите упругую калибровочную пружину (Z) на датчик прибора, как показано на рисунке. Контрольные величины отштампованы на пружине сверху: (А) - минимальная величина, (В) - максимальная величина.
- Затяните регулировочную ручку (1) до положения после третьего щелчка.
Примечание : Комплект каждого прибора содержит собственную калибровочную пружину. Не заменяйте ее на калибровочную пружину от другого прибора.
1 - Ручка с накаткой (нажимное устройство), А - Контрольная величина на калибровочной пружине, В - Контрольная величина на калибровочной пружине, Z - Калибровочная пружина.

5. Установка фаз газораспределения. На гладкой стороне ремня изображена стрелка, показывающая направление его движения. Там же имеются две метки для установки фаз газораспределения.
- Совместите метки (N) на ремне с метками на зубчатых шкивах (L) и крышках (М).
- Пропустите ремень в правильном направлении и наденьте его на зубчатый шкив коленчатого вала.
- Установите на ремень датчик прибора Mot. 1273.
- Поверните ручку прибора на три ее щелчка.
- Натягивайте ремень приспособлением Mot. 1135-01 пока прибор Mot. 1273 не покажет требуемую величину.
Нормальное натяжение ремня по этому прибору должно быть 30 единиц SEEM.
- Затяните натяжитель, проверьте и окончательно отрегулируйте величину натяжения.
Для этого проверните коленчатый вал не менее чем на три оборота.


(1) - направление затяжки натяжителя.
- Удостоверьтесь, что величина натяжения ремня остается в допустимых пределах отклонения (± 10%).
В противном случае повторите процедуру регулировки натяжения.
Примечание : Снятый ремень повторному использованию не подлежит.
- Затяните гайку натяжителя (О) с моментом 50 Нм. Затяжка гайки натяжителя с моментом 50 Нм необходима во избежание ее возможного последующего отворачивания, что может привести к повреждению двигателя.
Регулировка зазора в механизме привода клапанов
Нормальная величина зазора на холодном двигателе:
Впускные клапаны. 0,10 - 0,15 мм
Без замены клапанов. 0,25 - 0,30 мм
При установке новых клапанов. 0,20 - 0,25 мм
Таблица. Регулировка зазора методом "качания".
Регулировка зазора по методу "полного открытия выпускного клапана"
1. Установите выпускной клапан цилиндра № 1 в положение полного открытия и отрегулируйте зазор впускного клапана цилиндра № 3 и выпускного клапана цилиндра № 4.
2. Проделайте ту же операцию на других цилиндрах, руководствуясь приведенной ниже таблицей.
Выпускной клапан в положении полного открытия
Регулируемый впускной клапан
Регулируемый выпускной клапан
3. Установите на место:
- крышку головки блока цилиндров с новой прокладкой;
- кронштейн катушек зажигания;
- провода свечей зажигания и их держатель;
- крышку привода распределительного вала;
- шкив коленчатого вала (затяните болт крепления шкива с моментом 20 Нм, после чего доверните на угол 68 ± 6°);
- датчик давления масла;
- кронштейн подвески двигателя;
- впускной трубопровод (затяните с моментом 25 Нм);
- ремень привода генератора.
Процедура натяжения ремня привода навесных агрегатов
Примечание : Натяжение производят на холодном двигателе (при температуре окружающей среды). 1. Ремень привода навесных агрегатов (модели с кондиционером).

Схема привода генератора, кондиционера и насоса усилителя рулевого управления. А - Шкив коленчатого вала, В - Шкив компрессора кондиоционера, С - Шкив генератора переменного тока, D - Шкив насоса усилителя рулевого управления, Е - Обводной ролик, Т - Натяжной ролик.

Детали привода генератора, кондиционера и насоса усилителя рулевого управления. 1 - Обводной ролик, 2 - Ремень привода навесных агрегатов, 3 - Шкив насоса усилителя рулевого управления, 4 - Насос усилителя рулевого управления, 5 - Шкив коленчатого вала, 6 - Натяжной ролик, 7 - Компрессор кондиционера, 8 - Генератор.
- Чтобы надеть ремень, поверни т е гаечный ключ влево.
- Заблокируйте натяжной ролик, используя для этого 6-мм шестигранный торцевой ключ (1).

Примечание : Проверьте, что внутренний ручей (1) шкивов остается свободным при установке ремня.

2. Ремень привода навесных агрегатов (модели без кондиционера).

Схема привода генератора и насоса усилителя рулевого управления. А - Шкив коленчатого вала, В - Шкив насоса усилителя рулевого управления, С - Шкив генератора переменного тока, Т - Натяжной ролик, -> - Точка проверки натяжения ремня.

Детали привода генератора и насоса усилителя рулевого управления (модели без кондиционера). 1 - Ремень привода навесных агрегатов, 2 - Шкив коленчатого вала, 3 - Насос усилителя рулевого управления, 4 - Шкив насоса усилителя рулевого управления, 5 - Промежуточный шкив (модели без усилителя рулевого управления) 6 - Генератор, 7 - Натяжной ролик, 8 - Стопорная гайка, 9 - Регулировочный болт.
- Приводной ремень натягивается с помощью регулировочного болта (1) (при этом нужно ослабить затяжку двух болтов крепления натяжного ролика) с последующей затяжкой стопорной гайки (2).

- Затяните болты крепления автоматического натяжного ролика. Примечание : Ремень привода навесных агрегатов имеет пять клиньев, а шкив генератора и шкив насоса усилителя механизма рулевого управления выполнены 6-ручьевыми; поэтому при установке приводного ремня обязательно нужно оставлять свободным внешний ручей шкивов (Е).
3. Для правильной установки ремня навесных агрегатов на шкивах, проверните коленчатый вал двигателя на два оборота.
4. Убедитесь, что натяжение ремня остается при этом в допустимых пределах. В противном случае, повторите процедуру регулировки.
Примечание : Снятый ремень повторному использованию не подлежит. 5. Установите:
Очень важно не допускать повреждений (царапины, задиры) на сопрягаемых поверхностях алюминиевых деталей, уплотняемых прокладками. Для удаления с поверхности остатков старой прокладки пользуйтесь специальным растворителем DECAPJOINT.
Нанесите этот растворитель на очищаемый участок, выждите приблизительно 10 минут, после чего удалите его деревянным шпателем.

При выполнении этой операции следует надевать защитные перчатки.
Не допускайте попадания растворителя на окрашенные поверхности.
Эта операция должна выполняться с особой осторожностью, чтобы избежать попадания инородных частиц в масляные каналы, подводящие масло под давлением к гидравлическим толкателям (эти каналы расположены в блоке цилиндров и в головке блока цилиндров), распределительным валам и в магистраль отвода масла.
При несоблюдении мер предосторожности масляные каналы могут оказаться загрязненными, что приведет к быстрому повреждению двигателя.
Проверка плоскостности сопрягаемой поверхности головки блока цилиндров
Плоскостность сопрягаемой поверхности головки блока цилиндров проверяют с помощью линейки и набора щупов.
Максимально допустимая деформация
поверхности головки. ;. 0,05 мм
Головка блока цилиндров перешлифовке не подлежит.


1. Впускные клапаны.
Ширина "X"рабочей фаски седла. 1,7 мм
Угол а конуса рабочей фаски. 120°
Исправление геометрии седел впускных клапанов производят путем обработки участка 1 седла фрезой № 208 под углом 31°. Затем фрезой № 211 уменьшают ширину кромки седла на участке 2 под углом 75° до достижения требуемой ширины "X" с последующей шлифовкой.
2. Выпускные клапаны.
Ширина "X"рабочей фаски седла. 1,7 мм
Угол а конуса рабочей фаски. 90 0
Исправление геометрии седел выпускных клапанов производят путем обработки участка 1 седла фрезой № 204 под углом 46°. Затем фрезой №211 уменьшают ширину кромки седла на участке 2 под углом 60° до достижения требуемой ширины "X" с последующей шлифовкой.
Примечание : Важно добиться, чтобы в результате обработки клапан садился на седло правильно, как показано на рисунках ниже.

Диаметр стержня клапана. 7 мм
Угол конуса рабочей фаски клапанов:
Диаметр тарелки клапана:
Впускного. 37,5 ±0,1 мм
Выпускного. 37,5 ±0,1 мм
Ремонт седел клапанов
Угол конуса рабочих фасок седел клапанов a:
Ширина "X" рабочей фаски:
Впускных. 1,7 ±0,1 мм
Выпускных. 1,7 ±0,1 мм
Наружный диаметр "D" седел клапанов:
Впускных. 38,5 мм
Выпускных. 34,5 мм

Внимание : При замене клапанов вновь устанавливаемые клапаны должны иметь такой же реферанс (1), что и старые клапана, во избежание повреждения клапана и седла.
Направляющие втулки клапанов
диаметр втулки. 7,0 мм
Номинальный диаметр отверстий в головке блока цилиндров под
направляющие втулки клапанов. 12,0 мм
На всех направляющих втулках впускных и выпускных клапанов установлены маслосъемные колпачки, которые после снятия клапанов должны быть заменены новыми. Угол р установки направляющих
втулок впускных и выпускных клапанов. 17°
Длина выступающей части направляющей втулки клапана, входящей в клапанную пружину (без нижней тарелки):
Коленчатая опора шатунов, которая создаёт крутящий момент — не ровная или единая деталь, а нескольких соединённых вместе отдельных элементов. Из-за такой конструкции появляется сильный осевой люфт внутри блока, способный нарушить работу мотора. Чтобы исключить его и стабилизировать вращение, конструкторы придумали стопорить устройство специальными подшипниками скольжения. Полукольца коленвала, так они называются, берут на себя большие нагрузки, поэтому изнашиваются в скором времени.

Назначение, где располагаются
Полукольца или полумесяцы, шайбы — называют их по-разному, имеют особое предназначение. Они удерживают коленвал от осевого смещения или продольного люфта. По сути, это подшипники специального типа, устанавливающие необходимый зазор.
В классическом 4-цилиндровом двигателе коленчатый вал имеет минимум 5 опорных точек или коренных шеек. Площадь их контакта достаточно велика. Это увеличивает силу трения, которая становится ещё больше при касании щёчек с опорами. Чтобы минимизировать конструктивный дисбаланс, шейки делаются шире опор. Но такое решение вызывает продольный люфт, что априори недопустимо, так как детали КШМ начинают от этого выходить из строя раньше срока.
Металлические стопоры в виде полумесяца — как раз и есть то самое эффективное решение, позволяющее оставить классическую конструкцию, при этом, исключая осевое смещение. Подшипник этот отличается от стандартного вкладыша наличием боковых упоров или буртиков. Поверхности зон, которыми коленвал соприкасается с ними — также видоизменены. В частности, сделаны под кольцо.
Для снижения продольного люфта подходят также шайбы — неразъёмные кольца, устанавливаемые строго в специально предназначенное для них место. Однако такие стопорные элементы редко используются, так как стопорные подшипники плотнее примыкают к поверхностям, равномернее истираются, более просты для монтажа и съёма. Да и самое главное — шайба устанавливается только на задней коренной шейке, а полумесяцы можно ставить на любую шейку.
Конструктивно стопорный элемент очень прост. Основа из сплошного бронзового или стального материала, на который, в некоторых случаях, наносится антифрикционный защитный слой. Обязательно предусмотрены канавки или выемки для свободного пропуска смазки, а также особые штифты, усиливающие фиксацию.
Упорные полукольца располагают между опорой блока и щётками коленвала. Здесь они в максимальной степени удерживают его от осевого перемещения, люфта. Устанавливают на различных шейках. Например, у ВАЗ-2106 — на 5-м коренном подшипнике, который со стороны маховика первый. А вообще, по такой схеме:
- передний — на третьей или одной из центральных шеек;
- задний — на задней шейке.
Используются при этом либо 2, либо 4 полукольца. Если применяют два, то они ставятся в выемках нижней крышки бугеля. А если четыре — верхней опоры и съёмного бугеля (как на моторах тракторов). Бывают также силовые агрегаты с одним стопорным полумесяцем коленвала или просто шайбой.
В каких случаях нужна замена
Полукольца — материал расходный. При истирании их нужно заменять. Иначе постепенно увеличивающийся горизонтальный люфт шатунной опоры ещё больше ускорит поломку. Детали окончательно износятся и перестанут выполнять свои функции. А это уже грозит поломками в поршневой группе. Бывает и так, что от сильного люфта коленчатой детали ломается блок цилиндров. Поэтому замена полуколец коленвала должна проводиться вовремя, как только появляется симптом.
Вторая опасность износа — без стопорных шайб вал начнёт шлифовать крышку опоры, которая отлита вместе с БЦ. Заметное повреждение блока, крышки — это дополнительный, но обязательный ремонт. Поэтому так важно своевременно устранять поломку, а вернее износ стопорных деталей. Например, при стачивании соседних зон БЦ установка полуколец коленвала закончится быстрым их истиранием. Хорошо, что не очень заметные повреждения шеек устраняются расточкой, а посадочного места — зачисткой шабером. Большой осевой зазор удастся компенсировать уже ремонтными шайбами, толщина которых больше стандартных на 0,127 мм.
Диагностика неисправности
Диагностику упорных деталей проводят обычно после 120-тысячного пробега мотора. Она состоит из трёх шагов.
- Осмотреть ДВС визуально на подтёки масла. Если они имеются, это уже косвенный признак. Плохо зафиксированный коленвал выдавливает сальник, отвечающий за герметизацию. И смазка начинает вытекать.
- Расшатать шкив генератора монтажной лопаткой, уперев один конец инструмента в кузов. Допустимый осевой люфт не должен превышать 0,35 мм.
- Нажать на педаль муфты из салона автомобиля. Коленчатый вал при этом не должен перемещаться вперёд. Иначе — это самый верный признак поломки упорных полуколец.
Осевые перемещения коленвала вызывают громкий нерегулярный стук, который опытные мотористы умеют различать.
Причины износа, выпадение полуколец
Бывает, что при разборе двигателя в картерном поддоне обнаруживаются упорные шайбы. На коленвале же, в том месте, где эти детали должны находиться — заметна выработка. Выпадать детали могут из-за следующего:
- недавно провели капитальный, текущий ремонт двигателя, без соблюдения последовательности установки элементов;
- после сборки перепутаны крышки коренных опор;
- сильно износилось заднее полукольцо, так как неправильно установили местами металлокерамические и сталеалюминиевие типы детали — также это происходит при низком качестве упорных полумесяцев, материал которых не соответствует технической документации.
Вообще, основной износ полуколец происходит при выжиме муфты. Особенно на холодный двигатель зимой и долгом простое под светофором с выжатым сцеплением. Таким образом, причина износа может быть связана с недостаточной квалификацией водителя автомобиля.
Дело в том, что выжим сцепления передаёт всю нагрузку от вилки именно на соответствующее полукольцо коленвала. Встречаются даже водители с большим стажем, которые постоянно держат ногу на сцеплении. Но для этого имеется специальная площадка, где левая нога должна отдыхать.
Необходимый инструмент + расходные материалы
Обязательные инструменты, которые понадобятся в ходе работы:
- набор гаечных ключей и головок;
- комплект отвёрток;
- динамометрический ключ для правильной затяжки болтов;
- плоский щуп для замера осевого люфта, а еще лучше — специальный индикатор со шкалой;
- чистая тряпка.

- новые полукольца;
- прокладка поддона;
- герметик.
Замену опорных полуколец обычно сопровождают с обновлением моторного масла, установкой новой прокладки поддона картера и другими сопутствующими операциями.
В продаже встречается три размера упорных шайб. Стандартный на 2.31, первый ремонтный и второй ремонтный (2,437 и 2,56 соответственно). Поэтому надо сначала уточнить, какие размеры подходят для двигателя вашего автомобиля. Обычно, детали стандартного или номинального размера ставят на новые или мало изношенные моторы. А ремонтные, с увеличенной толщиной — для компенсации изношенных частей опоры и вала, то есть, на старые и порядком изношенные ДВС.
Какие полукольца лучше, виды
Штатно устанавливаются обычно детали разных материалов — со стороны ГРМ сталеалюминиевое или бронзовое кольцо, а со стороны маховика — металлокерамическое (жёлтого цвета), бронзовое, медное. В продаже, как правило, чаще встречается металлокерамический вариант. Если изделие оригинального производства, то одна упорная шайба покрывается антифрикционным слоем.
Специалисты рекомендуют устанавливать бронзовые изделия. Но выбор зависит исключительно от предпочтений самого владельца. Главное — обратить внимание на прорези, которые должны быть на деталях. Они предназначены для свободной подачи масла к коленвалу.
А вот еще информация по материалу изготовления:
- бронзовые цельные — в защитном покрытии не нуждаются;
- сталеалюминиевые, покрытые сплавом алюминия;
- металлокерамические с бронзографитовым напылением.
Выбор изделия должен подразумевать также обязательный нюанс — износу во время работы двигателя подвергается не только упорный элемент, но и поверхность коленвала. Поэтому крайне важно правильно суметь подобрать размер стопора, тип и заводской номер. Обязательно, чтобы детали целиком отвечали штатным требованиям и покрывались специальным защитным слоем.

Как правило, точный размер определяется ещё до непосредственного процесса замены. Однако это умеет делать только специалист, сумевший по косвенным признакам составить картину, царящую внутри блока. Другими словами, насколько изношены посадочные гнёзда, и какого размера шайбы нужно ставить. Поэтому в обычных условиях, когда установка производится своими руками, приходится определять это в ходе работы. Если после монтажа полуколец замер плоским щупом показал значение люфта выше стандартного — 0,06-0,26 мм или 0,35 мм, стопорные элементы надо менять на один размер выше.
Видео: как ставить новые стопоры коленвала
В ролике показано, как правильно ставить полукольца. Моторист рассказывает о секретах грамотного монтажа и особенностях проверки осевого люфта. Последнее делается индикатором и обычной отвёрткой.
Процесс замены
Чтобы правильно осуществить замену, надо действовать строго по инструкции, выполняя шаги последовательно:
- поставить машину на яму или эстакаду, застопорить колёса;
- скинуть защиту двигателя;
- слить моторное масло;
- открутить болты и снять картерный поддон вместе с прокладкой — держится на 16 крепежах;
- вытащить среднюю крышку коренного подшипника — крепится болтами;
- установить новые шайбы, смазанные небольшим количеством моторного масла, канавками в сторону упорных поверхностей коленвала, выталкивая ими старые полукольца;
- поставить крышку обратно, затянуть динамометрическим ключом моментом, соответствующим данному узлу (приводится в технической литературе к каждому двигателю);
- проверить осевой зазор вала плоским щупом — не должен превышать 0,06-0,26 мм.
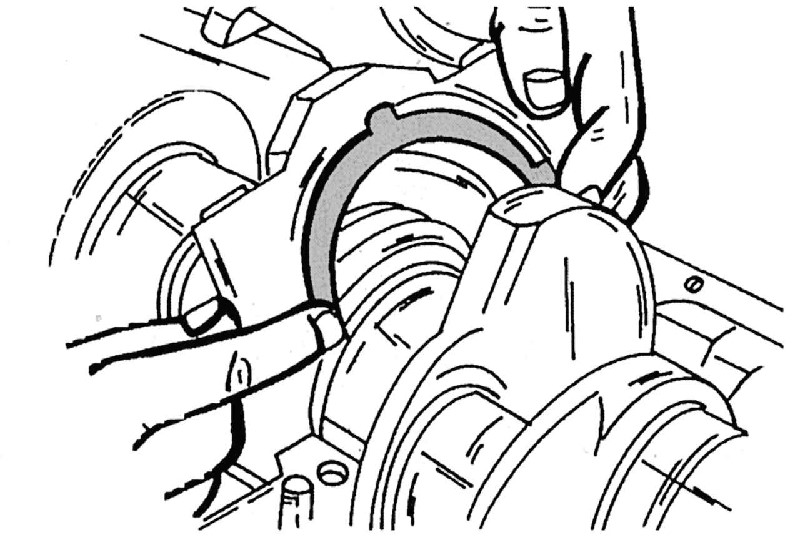
Чтобы облегчить монтаж, надо перемещать отвёрткой коленвал и одновременно упирать новые полукольца своими концами в старые детали. Так удастся быстрее выдавить их, а запчасти ремкомплекта сядут на свои места.
При установке полуколец, их прорези или выемки должны смотреть внутрь, на коленвал.
Замена сальников
Если по причине осевого смещения были выдавлены коленвальные сальники, придётся оба заменить новыми. Один устанавливается со стороны шкива, второй — маховика. Крайне важно заменять первый уплотнитель, который со стороны ГРМ. Потому что, масло будет вытекать, попадать на ремень. А это серьёзный риск проскакивания на один, несколько зубьев или ещё хуже — обрыва. Что произойдёт, известно: надо будет уже менять клапана, так как загнутся или поломаются стержни от встречи с поршнями.
Передний сальник удастся заменить со стороны газораспределительного механизма. Нужно будет снять защитный кожух, ремень, зубчатый шкив коленвала. Потом удалить манжету, установить новую. А вот задний сальник меняется сложнее. Надо демонтировать КПП и сцепление. После удаления манжеты — тщательно очистить посадочное место, и только потом вмонтировать новое изделие.
Убедиться в правильности сборки и монтажа полуколец на завершающем этапе обязательно. Для этого коленвал прокручивается от руки — вращение должно продолжиться на автомате (0,5 оборота), быть плавным, без каких-либо заеданий.
Читайте также: