
Заклепать раму на камазе
Добавил пользователь Alex Обновлено: 20.09.2024
Техническое обслуживание и ремонт рамы и тягово-сцепного устройства автомобиля КамАЗ
При ежедневном техническом обслуживании следует проверить внешним осмотром состояние тягово-сцепного устройства . Особое внимание обратить на наличие шплинта защелки.
- проверить свободный осевой ход крюка буксирного прибора, который не должен превышать 0,5 мм;
- смазать с помощью двух пресс-масленок стебель и гайку крюка тягово-сцепного устройства ;
- затянуть гайки болтов крепления кронштейнов топливного бака.
- проверить состояние рамы внешним осмотром. Наличие трещин, следов коррозии на полках лонжеронов и поперечин не допускаются;
- проверить наличие всех заклепок, в случае отсутствия — установить болт с гайкой.
Ремонт рамы и тягово-сцепного устройства автомобиля КамАЗ
При ремонте рамы надо проверить плотность заклепочных соединений, обстукивая головки заклепок молотком. В случае дрожания или смещения головки заклепки под ударами молотка их необходимо срубить и заменить болтовыми соединениями. В полках лонжеронов и поперечин не должно быть трещин.
Проверить состояние окраски рам: удалить коррозию, а места с поврежденной окраской подкрасить.
При появлении усадки упругого элемента установить дополнительные кольцевые прокладки между фланцами и упругим элементом, завернуть гайку 10, зашплинтовать ее и поставить на место колпак 12. В случае износа зева крюка до размера более 55 мм крюк заменить.
При сборке устройства следует завернуть гайку 10 до упора во фланец 13 без приложения дополнительного крутящего момента, после чего совместить прорези в гайке с отверстием в конце буксирного крюка и установить шплинт. При совмещении отверстий допускается появление осевого хода до 0,5 мм.
Поверхность сцепной петли прицепа должна быть ровной и гладкой. В случае ремонта износившейся петли наваркой металла петлю тщательно зачистить для придания ей геометрически правильной формы, иначе может произойти заклинивание петли в зеве буксирного крюка и поломка зева при повороте автопоезда.
Не допускается эксплуатация буксирного крюка, имеющего зев диаметром 48 мм, со сцепной петлей, изготовленной из прутка диаметром более 43,9 мм.
ну если уж совсем приспичило заварить и нет возможности заклепать или стянуть, тогда косынками, варить ТОЛЬКО вдоль рамы и ТОЛЬКО несплошные швы, а местами.
тогда вопрос на засыпку, если можно варить несущие конструкции (рама кузов), почему тогда цельнометаллический кузов варят автоматы точками, а соедининия на рамах клепают.
конечно цельнометаллический кузов варят точками, не швами же! точек вполне хватает, они дешевле и быстрее в производстве
задняя поперечина передних рычагов приклепана к раме? что-то я никаких "клепок" на раме у себя не заметил.
по теме: всему виной рывок железным тросом - это просто ппц, и небезопасно! а 12к липётка на зузуку мне не панятна :), по деревьям лазить?
Т.е. трещину получается не проваривать а просто свести в ноль и наложить косынку с дырочками по диагонали с обоих сторон рамы и сверху?
Х.з. зачем 12к липетка :) Сам не знаю зачем купил, перед покупкой копал тогда еще ниву часов 6 - это и сыграло роль, брать так уж наверняка :)))
Т.е. шов получается не проваривать а просто свести в ноль и наложить косынку с дырочками по диагонали?
свести в ноль, наложить с отступом ромбик/треугольник и проварить его по периметру.. про дырки не понял
нагуглил на металлическом форуме:
1. Ремонтное соединение необходимо зачистить. трещины разделать.
2. Подготовить подкладку-усилитель размером превышающим место дефекта.
3. Заварить все трещины электродами УОНИИ 13/55 на щадящих режимах, т.е. использовать электроды диаметром 3 мм. Предпочтительнее - многопроходный (многослоевой) шов. После каждого прохода шов очистить от шлаковой корки.
4. После сварки снять усиления, наложить подкладку-усилитель и произвести сварку.
5. Желательно исключить поперечные швы (около 90 град к оси рамы). Поперечные швы должны быть косые (около 45 град к оси рамы).
6. Если позволяет конструктив, приварить дополнительное ребро жёсткости.
7. Швы не должны иметь больших усилений и различных дефектов.
Как сварщик скажу сразу - заварите полуавтоматом в несколько проходов. Дело в том, что сварной шов електродом сам по себе получается слегка прикаленный, а вот с полуавтоматом шов более еластичен и лучше воспринимает выбрацию. Если нет полуавтомата, тогда УОНИ, переменка, на неболлшых токах проварить трещину и наложить заплату. Если нет возможности наложить заплату, то надо сначала проварить на малых токах трещину, електродом 3. А потом на больших токах проварить електродом 4 трещину по зигзагу. Ну ето конечно если вы умеете варить. Если нет - то лучше дайте ето сделать сварщику, а то можно таких соплей навашать, что и никто потом заплату не хочет на них ставить.
свести в ноль, наложить с отступом ромбик/треугольник и проварить его по периметру.. про дырки не понял
нагуглил на металлическом форуме:
ну в косынке (накладке) дырки сверлить по площади и через них еще точками прихватывать ? или просто по всему периметру пройтись?
если так хочется прихватить трещину - то прихвати ее саму в пару мест, легонько, дальше сверху накладку с напуском и вари по периметру, чтобы швы были под 45 градусов к оси рамы, как написано выше.
зачем все прокрасить (лучше хамерайтом) и замазать мастиками
не просто прихватить, иначе трещина останется. Сварка хорошо стягивает, поэтому нужно начинать проваривать с самого тонкого места трещины (с середины к краю рамы), тогда трещину стянет в 0. Потом можно и дополнительное усиление сделать.
конечно цельнометаллический кузов варят точками, не швами же! точек вполне хватает, они дешевле и быстрее в производстве
задняя поперечина передних рычагов приклепана к раме? что-то я никаких "клепок" на раме у себя не заметил.
по теме: всему виной рывок железным тросом - это просто ппц, и небезопасно! а 12к липётка на зузуку мне не панятна :), по деревьям лазить?
не просто прихватить, иначе трещина останется. Сварка хорошо стягивает, поэтому нужно начинать проваривать с самого тонкого места трещины (с середины к краю рамы), тогда трещину стянет в 0. Потом можно и дополнительное усиление сделать.
Отвечу по теме.Нужен хороший сварщик и Проф полу/автомат 380В 400-500 Амп. Заплавить трещину можно слегкостью и не накладывая косынки и различные уголки).Говорю со знанием дела.Варим рамы груг авто/Манипуляторы.
Тут главное правельно подготовить трещину к сварке.Подготовка занимает больше времени чем непосредственно сам процесс сварки.
Вот так вот. :((((. Уазик меня дергал железным тросом, но там бы скорее всего проушина оторвалась. ? х.з вопчем :'(
рвется там, где тонко. проушина оказалась крепче.
не придумывай. все зависит от: металла, типа сварки (степени нагрева, газ, штучный электрод, полуавтомат и т.д.), прямизны рук сварщика
От рывка снизу бы порвалась, а тут сверху - от нагрузки на конец рамы сверху вниз.
ТС: Бампером в землю не зарывался/цеплял/etc?
еще зависит от вектора приложения силы при рывке
Снова - не придумывай. Есть известные принципы, коим необходимо следовать. Нельзя: варить сплошным швом поперек рамы (т.е. вертикально), вообще стараться избегать сплошных швов! Использовать пунктир - меньше стягивает, меньше создает напряжений, меньше подвержен последующим поломкам.
Как правильно заметил Ёкорн, как можно чаще использовать т.н. "закладные" - т.е. электрозаклепки, через предварительно насверленные в пластине отверстия - значительно распределяют нагрузку на место соединения. Единственное, 2 мм - маловато :). Нужно так, чтобы провар к раме был хорошим, чтобы дугу не стягивало к кромке отверстия пластины-усилителя. А это не менее 8 мм в диаметре при толщине пластины-усилителя 2-3 мм.
с первым согласен, а про сварочник - убил. ))) А обычного ПДГ205 полуавтомата 220в до 300А не достаточно будет? Проволока 0,8мм омедненная. ))
В этом месте и на этом авто качественно заплавить трещину, чтобы она не порвалась рядом или в том же месте - нереально.
Теперь про трещину. Проблема не столько в ней самой, сколько в том, нет ли трещины со стороны двигателя, а также сверху рамы. Поскольку если трещина таки "полуопоясывающая" - придется снимать двигло, чтобы правильно и надежно заварить.
Но тут сам принимай решение.
И так.
Подними морду джеком так, чтобы трещина сошлась. Очисти крацовкой место сварки и участок, куда будет приварен усилитель.
Коротким пунктиром (1-1,5 см.) вверху "закрепи" от расхождения. В корне трещины поставь электрозаклепку.
В центре длины трещины тоже. Сложность в том, чтобы очистить место для сварки. Но в твоем случае, если сварщик грамотный, он просто поставит электрозаклепку большим током.
Обдирочным или зачистным кругом зашлифуй швы вровень с основной плоскостью рамы.
Сделай пластину как на рисунке. Насверли в ней отверстий. Произвольно, но основной принцип - в равномерном распределении оных по поверхности для минимизации паразитных напряжений.
Приложи, провари по отверстиям, и пунктиром 3-4 см через 2см.
Обмажь полиуретановым герметиком, грунт, эмаль, антигравий, эмаль. еще антигравий. еще эмаль.. )))))
И никогда (. ) не позволяй никому дергать свое авто стальным тросом, равно как и сам этого не делай. И не проблема, если авто порвет пополам, хуже если при разрыве троса убьет кого-нибудь или покалечит.
да что за бред несете то. какие там клепки? всегда рама варилась полуавтоматом в углекислотной среде ! как их на заводах по вашему еще собирают. на заклепках что ли? посмотрите как рамы собраны на грузовиках джипах и других прежде чем советовать тут нипонять чего! Топикастр. вари раму полуавтоматом и не парься. можеш дополнительно пластинами усилить
сварка полуавтоматом ИЛИ электродами УОНИ и можешь ее усилить. ГЛАВНОЕ ЗАЧИСТИТЬ МЕСТО СВАРКИ. Грамотного сварщика и если будет варить электродами, чтобы сильно металл не перегривал.
Вот так вот. :((((
Сегодня полез посмотреть и обнаружил сей дефект на раме слева, как и почему для меня остается загадкой. Ни где не взлетал с отрывом колес от земли и прочее. Завтра заварим, а пока сижу и пытаюсь понять причины. Лебедка?, спереди висит 12й винч, по серьезному лебедился один раз, остальное так - подтянуться. Уазик меня дергал железным тросом, но там бы скорее всего проушина оторвалась. ? х.з вопчем :'(
Место трещины: с обоих сторон примерно на 60% высоты рамы
рвется там, где тонко. проушина оказалась крепче.
не придумывай. все зависит от: металла, типа сварки (степени нагрева, газ, штучный электрод, полуавтомат и т.д.), прямизны рук сварщика
еще зависит от вектора приложения силы при рывке
Снова - не придумывай. Есть известные принципы, коим необходимо следовать. Нельзя: варить сплошным швом поперек рамы (т.е. вертикально), вообще стараться избегать сплошных швов! Использовать пунктир - меньше стягивает, меньше создает напряжений, меньше подвержен последующим поломкам.
Как правильно заметил Ёкорн, как можно чаще использовать т.н. "закладные" - т.е. электрозаклепки, через предварительно насверленные в пластине отверстия - значительно распределяют нагрузку на место соединения. Единственное, 2 мм - маловато :). Нужно так, чтобы провар к раме был хорошим, чтобы дугу не стягивало к кромке отверстия пластины-усилителя. А это не менее 8 мм в диаметре при толщине пластины-усилителя 2-3 мм.
с первым согласен, а про сварочник - убил. ))) А обычного ПДГ205 полуавтомата 220в до 300А не достаточно будет? Проволока 0,8мм омедненная. ))
В этом месте и на этом авто качественно заплавить трещину, чтобы она не порвалась рядом или в том же месте - нереально.
Теперь про трещину. Проблема не столько в ней самой, сколько в том, нет ли трещины со стороны двигателя, а также сверху рамы. Поскольку если трещина таки "полуопоясывающая" - придется снимать двигло, чтобы правильно и надежно заварить.
Но тут сам принимай решение.
И так.
Подними морду джеком так, чтобы трещина сошлась. Очисти крацовкой место сварки и участок, куда будет приварен усилитель.
Коротким пунктиром (1-1,5 см.) вверху "закрепи" от расхождения. В корне трещины поставь электрозаклепку.
В центре длины трещины тоже. Сложность в том, чтобы очистить место для сварки. Но в твоем случае, если сварщик грамотный, он просто поставит электрозаклепку большим током.
Обдирочным или зачистным кругом зашлифуй швы вровень с основной плоскостью рамы.
Сделай пластину как на рисунке. Насверли в ней отверстий. Произвольно, но основной принцип - в равномерном распределении оных по поверхности для минимизации паразитных напряжений.
Приложи, провари по отверстиям, и пунктиром 3-4 см через 2см.
Обмажь полиуретановым герметиком, грунт, эмаль, антигравий, эмаль. еще антигравий. еще эмаль.. )))))
И никогда (. ) не позволяй никому дергать свое авто стальным тросом, равно как и сам этого не делай. И не проблема, если авто порвет пополам, хуже если при разрыве троса убьет кого-нибудь или покалечит.

Вот и подошло восстановление рамы к своему логическому завершению. Даже обрадую и скажу что рама уже покрашена и лежит в гараже. Но обо всем по-порядку.
Почему так долго? На самом деле начал склепывать еще в январе. Было у меня 5 рабочих дней между новогодними каникулами и сессией — и 4 из них я по максимуму уделил клепке. Наделав кучу ошибок и склепав более половины не так как надо… Затем вышел с сессии и вскоре пошел на больничный… потом преддипломная практика, ГОСы… и вот только в конце марта снова основательно взялся.
Тем кому МНОГА БУКВ и клепка не интересна, можете сразу пропускать этот пост. Тут я лишь опишу то что нигде не смог найти и прочитать (или просто не хватило упорства чтобы найти) и знания и умения, которые удалось получить самостоятельно на основе кучи проб и ошибок, причем некоторые идеи родились, когда ставил последние заклепки!
Итак, клепочная скоба, которую я показывал в первых отчетах, для клепки моей рамы не годилась. Во первых она рассчитана на клепку заклепок диаметрами 12 и 14 мм (а у меня 6, 8 и 10 мм) и во вторых она слишком громоздкая и почти никуда ею нельзя было подлезть.
Вкратце (для таких же садомазохистов как я) суть клепки заключается в следующем: нагрев заклепки до оранжевого цвета (почти до бела, но чтобы она не начала течь) — затем быстро вставить в отверстие, перехватить сверху вторыми щипцами — под головку подставить поддержку — опустить раму на поддержку с заклепкой так чтобы она на ней висела — незамедлительно начинать формовку головки заклепки именно через формующую оправку. В случае заклепок диаметром 10 мм и более придется дополнительно догревать на раме. Это не очень хорошо, так как греется металл лонжерона и вы сами знаете что это не очень хорошо. К тому же при нагреве лонжерона его металл расширяется, а после остывания обратно сужается и заклепка уже не так хорошо стягивает, как она бы стянула без дополнительного нагрева. Поэтому я использовал предохраняющие пластины для дополнительного нагрева. Полоски из стали 1.5 … 2 мм с просверленными отверстиями по обоим концам. Фактически одноразовые. После догрева одной заклепки отверстие значительно увеличивается и к тому же металл при нагреве с них постоянно брызгает и может попасть куда угодно. Но все обошлось. Да, чуть не забыл, для лучшего результата еще можно добить их все на холодную (это касается тех заклепок, которые догревали).


Все равно как ни крути, но пластинка не защищает металл полностью от нагрева и чуток лонжероны греются. Это хорошо видно по подпаленным местам

ПОДДЕРЖКА.
Использование в качестве поддержки кувалды большого размера или чего-то тяжелого — это полная чушь. Да, возможно это прокатывает в случае клепки пневмомолотком, но мой пневмомолоток, который я отдалживал на время и думал им клепать, не выдавал нужного усилия… поэтому все делал кувалдой.
При клепке именно рамы в идеале надо чтобы заклепка располагалась вертикально. Заклепка вставляется снизу, а сверху формируешь новую головку с помощью оправки и кувалды. Пробовал и горизонтально, но в этом случае больше проблем с установкой поддержки и фиксацией рамы… путного ничего не вышло и вскоре бросил эту затею. Да и сами подумайте как вам лучше кувалдой орудовать: бить сверху вниз, или вперед?
В общем надо использовать вот такую поддержку, которая упирается в пол, или что-то твердое. Сверху съемная головка по форме заклепки (хотя можно и не съемную делать, а просто вварить как я потом и делал). Снизу на поддержку не надо доваривать никаких усилителей и пятаков! Это только усложнит ее установку под разогретую заклепку! точнее не усложнит установку, а займет гораздо больше времени, чтобы ее устойчиво поставить. А при нагретой до красна заклепке каждая секунда дорога! Замешкался на пару секунд — уже надо вынимать и догревать заклепку, иначе она не расклепается (ведь суть клепки состоит не только в том чтобы сформировать головку, а в основном в том, чтобы стержень заклепки раздался по отверстию.)


Поддерживающая оправка. Ее конструкцию перепиливал и переваривали не менее 10 раз в зависимости от того, куда ее надо подставить.
После остывания квлепанной заклепки, я каждую щипцами с усилием проверял и смотрел не поворачивается ли она. Если хоть немного поворачивала — добивал на холодную. Если и это не помогало — спиливал/высверливал обратно и ставил заново. Нижняя длинная поддержка после нескольких ударов начинает уходить в сторону. Чтобы не просить ее держать, а работать самостоятельно при добивании остывших заклепок наварил вот такое основание из толстого металла. Тут уже не надо беречь драгоценные секунды для установки, поэтому можно и так…



Передняя поперечина клепалась очень трудно. Изначально отверстия были разбиты и несколько из них я заваривал и пересверлил, но и разбитых осталось… В итоге очень трудно было поставить красиво и качественно заклепки. Чтобы заполнить разбитые отверстия, надо было оставлять более длинную ножку заклепки, которая постоянно заваливалась при клепке… По памяти, когда клепал переднюю поперечину, то за 5…6 часов удавалось поставить 3…4 заклепки. Это мягко говоря не придавало сил, а наоборот… Но так было два дня. Потом работа пошла быстрее. Хорошо, что я не с передней поперечины начал, как хотел изначально )))
Когда ставил последние три заклепки на раму (!) родилась гениальная мысль! Чтобы поддержку при ударах не съезжала в сторону, для нее надо сделать ловящую лунку. Точнее передвижную лунку. Сделано — снял довольно тяжелую плиту с пресса. К тому же она длинная и ее можно дополнительно придерживать ногой.


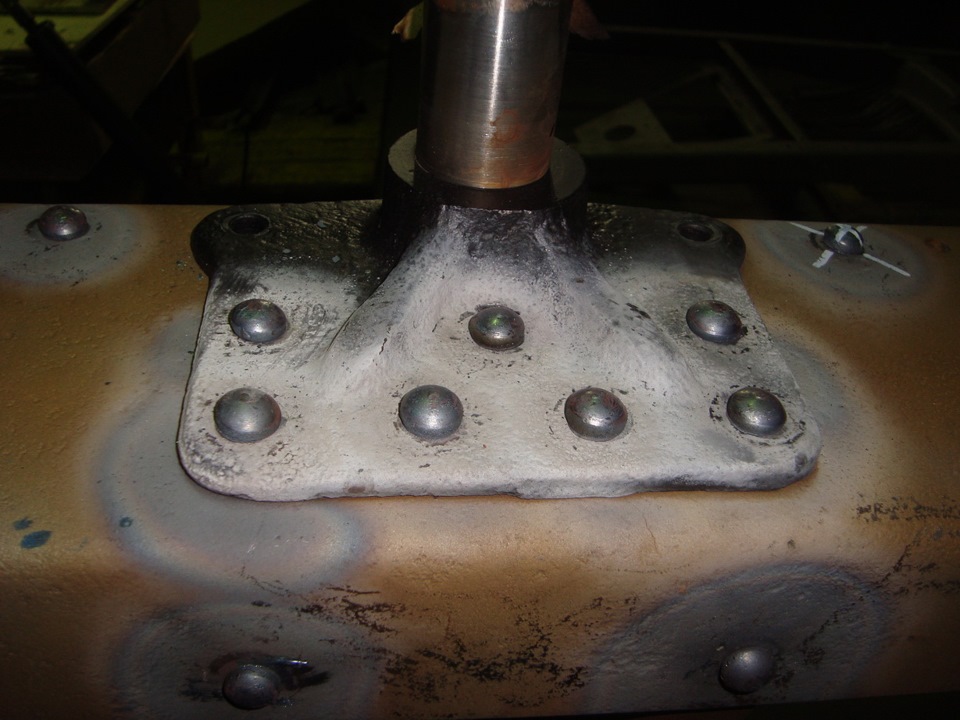
Для знающих газоводов — сверху должно быть 3 потая. Поэтому клепал вначале обычной оправкой, потом добивал кувалдой без оправки и по итогу сровнял шлифмашинкой. Еще надо было след от

А вот так выглядит поддержка для клепки успокоителя передней тормозной тяги… Про поддержки думаю понятно, поэтому перехожу к следующему пункту.

ЗАКЛЕПКИ.
Для расчета выступающего стержня заклепки есть какие-то формулы… по памяти выступающий стержень заклепки должен равняться 1.5 диаметра заклепки… Но я все рассчитывал экспериментальным методом, ведь все еще зависит от формы лунок в оправках, и от того, насколько разбито отверстие в склепываемых деталях. В идеале при сильно разбитом отверстии надо рассверлить и выточить заклепку под увеличенный диаметр. Если концы заклепок очень длинные, то заклепка скорее всего завалится на бок. Ну или нужен очень точный отточенный ровный удар )
Фотографии нет, но оригинальные головки заклепок были чуть большего диаметра. Мои новые заклепки приехали из Н.Новгорода с Красной Этны, но они уже с меньшим диаметром головки… диаметр немного увеличился после нагрева и постановки самой заклепки.

ОПРАВКИ.
Вот так они выглядят.

Снизу слева — съемная оправка для поддержки, переточенная из более большой оправки для гидравлической скобы для клепки. Около лунки оправка выполнена в виде конуса (это я сам уже спиливал болгаркой) чтобы при перекосе поддержки оправки не уперлась в лонжерон, иначе заклепка провиснет и придется ее спиливать и высверливать. А ведь на это уходит гораздо больше времени чем на саму клепку!
Две верхние — это формирующие оправки — также переточены из испорченных оправок от скобы. К сожалению токарям не удавалось выполнить нужный профиль лунки, чтобы формируемые головки заклепок были похожи на оригинальные Газовские… поэтому я сам их дорабатывал шарошками. Три остальные оправки также самодельные — делал сам с использованием сверла и шарошек.
Вот такие головки получились. Можете полистать мои старые отчеты и поискать как выглядели оригинальные головки заклепок (их было два вида). В общем мне нравится!
УСТАНОВКА РАМЫ.
При клепке верхних и нижних рядов заклепок (тоесть на верхней и нижней полках лонжеронов) я устанавливал раму на два козла и дополнительно фиксировал ее к козлам в двух наиболее удаленных точках от клепаемого места. Клепаемое место должно упираться на поддержку, которая рассчитана так, чтобы она была немного выше козлов, тоесть чтобы половина рамы (по весу) висела только на поддержке.
При клепке боковых частей подвешивал раму боком, фиксируя один конец к козлу, а второй был подвешен за балку и при подстановке поддержки можно было быстренько опустить вниз. Естественно все высоты рассчитывались, чтобы рама опиралась только на поддержку, а иначе клепаемая заклепка провиснет. Также при такой конструкции при опускании на поддержку один бок рамы (подвешенный за балку) заваливался на бок (противоположный от установки поддержки). Для этого городил упоры из столов, подставок и прочего, что было под рукой.
КУВАЛДА.
Я честно сказать не знаю какого веса использовал кувадлу… Но надо такого, чтобы не совсем легкая, но и чтобы поднять смог одной рукой и под сотню раз махнуть за один вечер. Боек не должен быть перекошен (как на разбитых кувалдах), иначе формируемая головка будет заваливаться на бок, это проверено.
Удар вовсе не надо наносить со всей дури. Иначе рама отскакивает и может соскочить и поддержки. у меня такое случалось. Особенно это касается переда и зада. Там не хватает веса и рама прыгает при ударах. Я дополнительно догружал эти участки при клепке плитами и фиксировал их на лонжеронах, ну или просить несколько людей, чтобы повисели на раме, пока клепаешь.
НАГРЕВ ЗАКЛЕПКИ.
Нагревать заклепку надо до оранжевого, почти белого цвета, только чтобы она не потекла и смогла влезть в отверстие. Нагревание заклепки производится в щипцах, отдельно от отверстия. В случае труднодоступности отверстия я заранее, до нагрева примеряюсь как лучше ее расположить в щипцах, чтобы как можно быстрее и удобнее вставить в отверстие. После нагрева — промедлил пару секунд лишних или уронил — можно сразу перегревать заново. Она все равно не расклепается внутри отверстия (тело заклепки уже отвердеет и не раздастся так хорошо по отверстию как она раздалась бы в более нагретом состоянии). Это чувствуется, когда уже бьешь по подостывшей заклепке. Не в коем случае нельзя нагревать заклепку, вставленную в отверстие. Также нельзя догревать, если погрел и немного замешкался с вставкой в отверстие. Догреть-то конечно можно, но нужного результата не получится. Шляпка сформируется, но тело заклепки не раздастся по отверстию и не заполнит его должным образом. Если так поставить пару заклепок на раму, то этого и не будет заметно. Но если склепаете таким образом всю раму, то она вся будет изгибаться и скручиваться винтом как сосиска…
Вот вроде и все, чем хотел поделиться. Если что еще вспомню, то допишу. Очень надеюсь, что хоть одному из прочевших, это облегчит жизнь. Также надеюсь вы поняли, что спиливать заклепки стоит только в случае крайней необходимости. Ведь их поставить обратно не такое и простое дело. И в разы труднее поставить так чтобы они что-то держали. Признаюсь, что в сумме, я наверное 50 процентов заклепок переставлял заново. Жаль, что не подсчитал сколько их было изначально… так можно было бы назвать точную цифру.
Тем кто дочитал до конца: следующая запись о покраске и привозе в гараж будет гораздо более облегченная и интересная. И самое главное очень скоро, возможно даже сегодня.
Читайте также: