
Притирка клапанов уаз 409
Добавил пользователь Евгений Кузнецов Обновлено: 19.09.2024
Перед ремонтом головки блока цилиндров двигателя ЗМЗ-40906 необходимо сначала определить ее ремонтопригодность. Головка блока цилиндров ЗМЗ-40906 является не ремонтопригодной в следующих случаях.
– Наличие пробоин, прогара и трещин на стенках камеры сгорания и разрушения перемычек между гнездами.
– Износы отверстий под шейки распределительных валов более максимально допустимого значения.
– Износы отверстий под гидротолкатели и гидронатяжитель свыше максимально допустимого значения.
Ремонт головки блока цилиндров двигателя ЗМЗ-40906, ремонт клапанного механизма и распределительных валов ЗМЗ-40906.
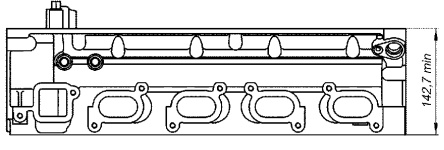
Для замера диаметра опор распределительных валов в головке блока цилиндров двигателя ЗМЗ-40906 крышки опор, с целью их центрирования, закрепить с помощью оправки, в качестве которой допускается использовать новые гидротолкатели. При неплоскостности поверхности сопряжения головки блока цилиндров с блоком цилиндров (измеряется на контрольной плите с помощью щупа) более допустимой величины обработать поверхность до устранения дефекта, но до размера высоты головки не менее 142,7 мм.
Минимальная высота головки блока цилиндров двигателя ЗМЗ-40906.

Ремонт, проверка герметичности, притирка, обработка рабочей фаски клапанов двигателя ЗМЗ-40906.
Удалить нагар со снятых клапанов, который мешает полному наполнению цилиндров горючей смесью. Притереть клапаны, используя притирочную пасту, составленную из одной части микропорошка М-20 и двух частей масла И-20А. Перед началом притирки следует проверить, нет ли коробления тарелки клапана и прогорания клапана и седла. При наличии этих дефектов восстановить герметичность клапана одной притиркой невозможно и следует сначала прошлифовать седло, а поврежденный клапан заменить новым.
Клапаны с деформированными стержнями, значительной выработкой на торце или трещинах на тарелке также подлежат замене. Если зазор между клапаном и втулкой превышает 0,20 мм, то герметичность также не может быть восстановлена. В этом случае клапан или втулку, в зависимости от износа, следует заменить новыми. При негерметичности клапана из-за дефектов рабочей фаски клапана (износ, риски, раковины) обработать рабочую фаску клапана по размерам указанным на рисунке ниже.
Обработка фасок впускных и выпускных клапанов двигателя ЗМЗ-40906, допустимые размеры.
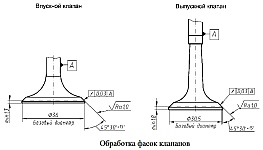
При этом расстояние от плоскости контрольного диаметра до плоскости тарелки не должно быть менее 1,3 мм для впускного клапана и 1,8 мм для выпускного. Если увеличенный зазор между направляющей втулкой и клапаном не может быть восстановлен заменой клапана, втулку клапана следует заменить.
Замена направляющих втулок клапанов двигателя ЗМЗ-40906.
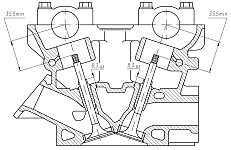
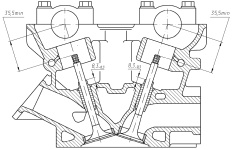
Перед выпрессовыванием направляющих втулок необходимо определить ремонтопригодность головки блока цилиндров двигателя ЗМЗ-40906. Головка блока цилиндров является ремонтопригодной, если после перешлифовки седла расстояние от оси распределительного вала до торца стержня клапана, прижатого к рабочей фаске седла, будет составлять не менее 35,5 мм. Если данное условие невыполнимо – головка блока цилиндров двигателя ЗМЗ-40906 ремонту не подлежит. При расстоянии менее 35,5 мм не будет обеспечена посадка клапана на седло в результате предельного сжатия гидротолкателя.
После установки направляющей втулки развернуть отверстие втулки под клапан и прошлифовать фаску седла, центрируя инструмент по отверстию во втулке. Обработать вспомогательные фаски под углом 20, 15, и рабочую фаску под углом 45 с учетом размера базового диаметра 36 мм или 30,5 мм и ширины фаски согласно размерам указанным на рисунке ниже.
Обработка седел новых впускных и выпускных клапанов двигателя ЗМЗ-40906.
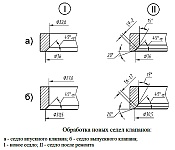
При обработке седла обеспечить концентричность фаски на седле клапана с отверстием во втулке в пределах 0,025 мм общих показаний индикатора, биение рабочей фаски седла относительно отверстия втулки 0,05 мм. По окончании обработки седел и притирки клапанов все газовые каналы тщательно очистить и продуть сжатым воздухом, чтобы не осталось абразивной пыли. Стержни клапанов перед сборкой смазать маслом, применяемым для двигателя.
Сборка клапанного механизма двигателя ЗМЗ-40906.
Напрессовать на направляющие втулки клапанов новые маслоотражательные колпачки с помощью оправки, вставить клапаны во втулки согласно их расположению до снятия и собрать их с пружинами с помощью приспособления. Убедиться, что сухари вошли в кольцевые канавки клапанов. Рекомендуется маслоотражательные колпачки при ремонте головки блока цилиндров двигателя ЗМЗ-40906 всегда заменять новыми. С течением времени резина маслоотражательных колпачков теряет эластичность, появляются трещины и расслоения, что способствует проникновению масла в камеру сгорания и повышенному угару масла.
Резьбовые отверстия, имеющие износ или срывы резьбы более двух ниток, ремонтируются нарезанием резьбы увеличенного ремонтного размера. Постановкой резьбовых ввертышей с последующим нарезанием в них резьбы нормального размера или установкой резьбовых спиральных вставок, последний способ ремонта наиболее эффективный и малотрудоемкий. При срыве резьбы под свечи зажигания более одной нитки поставить резьбовые пружинные вставки ВР141,2515 ТУ 10.16.0001.150-89.
Замерить объем камер сгорания головки блока цилиндров двигателя ЗМЗ-40906 при установленных клапанах и свечах зажигания. Объем камер сгорания должен составлять 55-57,5 см3, При этом разница объемов в одной головке должна быть не более 1,5 см3. Для приведения объема камер допускается срезать необходимый объем вытеснителей – приливов, находящихся по бокам камеры сгорания между впускными и выпускными клапанами.
Проверка усилия клапанных пружин двигателя ЗМЗ-40906, номинальные значения усилия клапанных пружин в двигателе ЗМЗ-40906.
При ремонте необходимо проверить упругость клапанных пружин, так как при длительной работе их упругость падает, и нарушается кинематическая связь отдельных звеньев газораспределительного механизма. Это приведет к снижению мощности, перерасходу топлива, перебоям в работе двигателя и стукам клапанов. Уменьшение контрольных нагрузок клапанных пружин не должно превышать 10 % от номинальных величин.
Номинальное усилие новой клапанной пружины (одинарная пружина) на двигателе ЗМЗ-40906.
— При сжатии клапанной пружины до длины 34,7 мм усилие должно быть 251,3+-18,8 Н (25,6+-1,9 кгс).
— При сжатии клапанной пружины до длины 25,7 мм усилие должно быть 490+-31,8 Н (50+-3,3 кгс).
Клапанные пружины, имеющие наработку более 200 000 километров пробега подлежат замене, независимо от результатов контроля.
Проверка и дефектовка распределительных валов двигателя ЗМЗ-40906.
При наличии трещин любого характера распределительные валы подлежат выбраковке. Поверхности опорных шеек и кулачков должны быть без задиров и глубоких раковин и не иметь износов, превышающих предельно допустимые. После проверки валов необходимо зачистить и отполировать поверхности шеек и кулачков.
Контролируемые параметры при ремонте головки блока цилиндров двигателя ЗМЗ-40906, клапанного механизма и распределительных валов ЗМЗ-40906.

Размеры сопрягаемых деталей блока цилиндров и поршня, кривошипно-шатунного механизма, привода клапанов и промежуточного вала двигателя ЗМЗ-40906.




При подсборке головки блока цилиндров двигателя ЗМЗ-40906 необходимо очистить камеры сгорания и газовые каналы головки блока цилиндров от нагара и отложений, протереть и продуть сжатым воздухом.
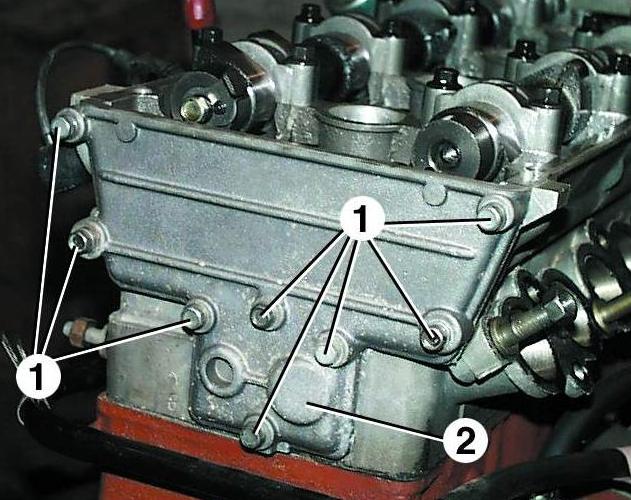

Выверните болты 1 и снимите заднюю крышку 2 головки блока. Снимите прокладку крышки.
6. Извлеките гидротолкатель из гнезда головки блока цилиндров.
Примечания
Гидротолкатели удобнее вынимать с помощью магнита или присоски.
Гидротолкатели нельзя менять местами, поэтому перед снятием их нужно промаркировать, чтобы при сборке установить на свои места.
Хранить гидротолкатели следует в том же положении, в каком они установлены на клапанах, чтобы из них не вытекло масло.
Установите на головку блока приспособление для сжатия пружин клапанов.
Сжав пружины клапанов с помощью приспособления, выньте сухари клапана.
Затем, постепенно ослабляя нажатие на ручку приспособления, полностью разожмите пружины клапана.
Снимите приспособление с головки блока. Выньте тарелку пружин клапана.
Затем выньте наружную и внутреннюю пружины клапана.
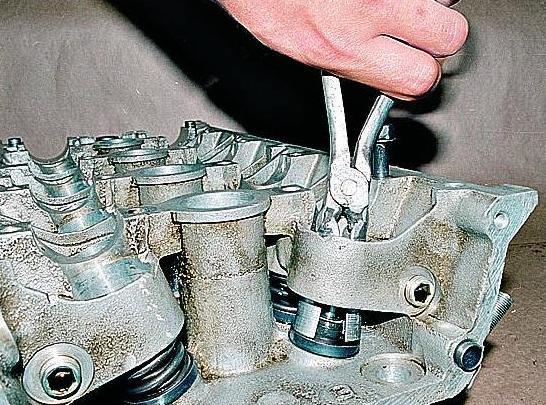
Снимите специальным съемником маслосъемный колпачок клапана.
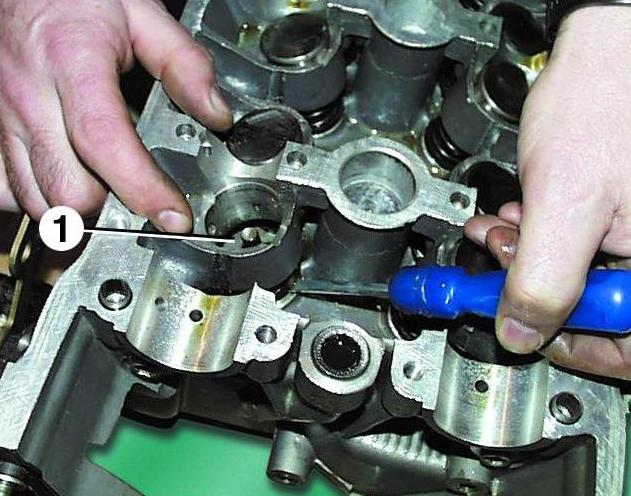
Подденьте отверткой и выньте опорную шайбу 1 пружин клапана.
Выньте клапан со стороны камеры сгорания.
Аналогично извлеките остальные клапаны.
Примечание
Перед снятием промаркируйте все клапаны, чтобы при сборке установить их на прежние места.
После разборки головки блока цилиндров промойте все детали в бензине, протрите и высушите.
Очистите камеры сгорания и клапаны от нагара.
Очистите внутренние поверхности направляющих втулок клапанов тонкой цилиндрической кисточкой из медной проволоки, зажатой в патрон электродрели.
Удалите с привалочной поверхности головки к блоку цилиндров пригоревшие остатки уплотнительной прокладки.
После очистки осмотрите головку блока, чтобы не допустить ее эксплуатацию с повреждениями резьбовых отверстий, трещинами (особенно между седлами клапанов и в выпускных каналах), коррозией, включениями инородных материалов, раковинами и свищами.
Проверьте зазоры между направляющими втулками и клапанами.
Зазор вычисляют как разность диаметров отверстия во втулке и стержня клапана.
Предельно допустимый зазор 0,2 мм.
Если зазор превышает указанное значение, замените клапан и направляющую втулку.
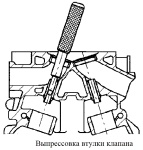
Старую втулку выпрессовывают с помощью оправки со стороны камеры сгорания.
Устанавливают новые втулки с надетыми на них стопорными кольцами до упора стопорного кольца в поверхность головки блока со стороны отверстия под гидротолкатели.
Перед установкой втулки нужно охладить до —40. —45 °С, а головку блока нагреть до температуры +160. +175 °С.
Втулка должна вставляться в головку блока свободно или с незначительным усилием.
В запасные части поставляют направляющие втулки клапанов трех ремонтных размеров.
Втулки 1-го ремонтного размера — это втулки с увеличенным на 0,02 мм наружным диаметром, 2-го — с наружным диаметром, равным 14,2 +0,053 + 0,040 мм, 3-го — с увеличенным на 0,02 мм диаметром второго размера.
При установке втулок 1-го ремонтного размера отверстие под втулку в головке блока растачивать не нужно.
При установке втулок 2-го и 3-го ремонтных размеров нужно расточить отверстие до диаметра 14,2 +0,023 —0,050 мм.
После установки новых втулок разверните в них отверстия.
Заменять направляющие втулки клапанов следует в автосервисе, располагающем специальным оборудованием.
Проверьте с помощью металлической линейки и щупов плоскостность привалочной поверхности головки.
Для этого поставьте линейку ребром на поверхность головки блока цилиндров посередине, вдоль и затем поперек, а затем щупом измерьте зазор между поверхностью головки и линейкой. Если зазор превышает 0,1 мм, замените головку.
Проверьте зазоры в подшипниках распределительных валов (см. Распредвалы УАЗ Патриот).
Проверьте зазоры между гидротолкателями клапанов и каналами под гидротолкатели в головке блока.
Зазор вычисляют как разность диаметров канала и гидротолкателя.
Номинальный диаметр канала под гидротолкатель 35,0+0,025 мм, предельно допустимый — 35,1 мм.
Номинальный диаметр гидротолкателя 35,0—0,025 —0,041 мм, предельно допустимый — 34,95 мм.
Предельно допустимый зазор 0,15 мм. Если зазор превышает указанное значение, замените гидротолкатель. Если и это не даст положительного результата, замените головку блока.
При обнаружении на рабочей фаске клапана трещин, при короблении головки клапана, прогорании и деформации стержня клапан необходимо заменить.
Незначительные риски на рабочей фаске клапана можно вывести притиркой (см. Притирка клапанов УАЗ Патриот).
Проверьте состояние пружин клапанов. Искривленные и с трещинами пружины замените.
Очистите от остатков прокладок и нагара поверхности фланцев головки для установки впускной трубы и выпускного коллектора.
Проверьте на наличие деформаций фланцы для впускной трубы и выпускного коллектора, деформированную головку замените.
Отремонтируйте поврежденные резьбовые отверстия прогонкой резьбы метчиками или установкой ремонтной втулки (ввертыша).
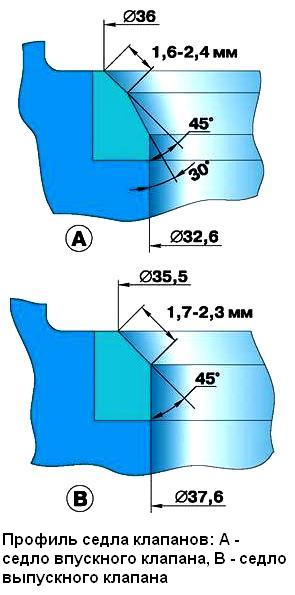
Профиль седла клапана двигателя ЗМЗ-409.10: А — седло впускного клапана; В — седло выпускного клапана
Проверьте состояние седел клапанов. На рабочих фасках седел не должно быть следов износа, раковин, коррозии и пр.
Седла клапанов можно заменить в специализированной мастерской. Незначительные повреждения (мелкие риски, царапины и др.) можно вывести притиркой клапанов
Более значительные дефекты седел клапанов устраняют шлифованием.
Работу следует проводить в специализированной мастерской, так как для этого требуются специальные инструменты и оборудование.
Если значительные дефекты седел не удается устранить шлифовкой, замените седла.
После шлифования проверьте биение фаски седла относительно отверстия в направляющей втулке клапана, предельно допустимое биение 0,05 мм. Притрите клапаны.
Затем тщательно очистите и продуйте сжатым воздухом головку блока, чтобы в каналах, закрываемых клапанами, и в камерах сгорания не осталось абразивных частиц.
Следует учесть, что после шлифования седло клапана глубже садится в седло. Поэтому после шлифования нужно измерить расстояние между торцом стержня клапана, прижатого к седлу, и осью распределительного вала.
Если это расстояние меньше 35,5 мм, замените головку блока, так как в этом случае нарушается нормальная работа гидротолкателей клапанов.
Проверьте соосность расположения тарелки клапана и седла: нанесите на фаску головки клапана тонкий слой краски (например, берлинской лазури), вставьте клапан в направляющую втулку и, слегка прижав к седлу, проверните.
По следам краски на фаске седла можно судить о соосности расположения клапана и седла.
Проверьте состояние проточек стержня клапана под сухари. При обнаружении следов выкрашивания кромок проточек и износа цилиндрической части замените клапан.
Замените маслосьемные колпачки независимо от их состояния.
Проверьте состояние тарелок пружин. Замените тарелки со значительным износом опорных канавок под пружины.
Установите все снятые детали и узлы головки блока цилиндров в последовательности, обратной снятию.
Проверьте герметичность клапана. Установите его в головку блока вместе с пружинами и сухарями.После этого положите головку блока набок и залейте керосин в канал, закрываемый клапаном.
Если в течение 10 мин керосин не просочится в камеру сгорания, клапан считается герметичным.
Всегда заменяйте новыми прокладки головки блока цилиндров, впускной трубы (ресивера) и выпускного коллектора, так как снятые с двигателя даже внешне не поврежденные прокладки могут оказаться сильно обжатыми и не обеспечат герметичности уплотнения.
При таких неисправностях, как нарушение герметичности каналов рубашки системы охлаждения и коробление привалочной поверхности к блоку цилиндров, головку блока заменяют.
Отсоединяем минусовую клемму от аккумулятора
Снимите впускную трубу.
Выверните болты 1 и снимите заднюю крышку 2 головки блока.
Снимите прокладку крышки.
Извлеките гидротолкатель из гнезда головки блока цилиндров.
Примечания
Гидротолкатели удобнее вынимать с помощью магнита или присоски.
Гидротолкатели нельзя менять местами, поэтому перед снятием их нужно промаркировать, чтобы при сборке установить на свои места.
Хранить гидротолкатели следует в том же положении, в каком они установлены на клапанах, чтобы из них не вытекло масло.
Установите на головку блока приспособление для сжатия пружин клапанов.
Сжав пружины клапанов с помощью приспособления, выньте сухари клапана.
Затем, постепенно ослабляя нажатие на ручку приспособления, полностью разожмите пружины клапана.
Снимите приспособление с головки блока. Выньте тарелку пружин клапана.
Затем выньте наружную и внутреннюю пружины клапана.
Снимите специальным съемником маслосъемный колпачок клапана.
Подденьте отверткой и выньте опорную шайбу 1 пружин клапана.
Выньте клапан со стороны камеры сгорания.
Аналогично извлеките остальные клапаны.
Примечание
Перед снятием промаркируйте все клапаны, чтобы при сборке установить их на прежние места
После разборки головки блока цилиндров промойте все детали в бензине, протрите и высушите.
Очистите камеры сгорания и клапаны от нагара.
Очистите внутренние поверхности направляющих втулок клапанов тонкой цилиндрической кисточкой из медной проволоки, зажатой в патрон электродрели.
Удалите с привалочной поверхности головки к блоку цилиндров пригоревшие остатки уплотнительной прокладки.
После очистки осмотрите головку блока, чтобы не допустить ее эксплуатацию с повреждениями резьбовых отверстий, трещинами (особенно между седлами клапанов и в выпускных каналах), коррозией, включениями инородных материалов, раковинами и свищами.
Проверьте зазоры между направляющими втулками и клапанами.
Зазор вычисляют как разность диаметров отверстия во втулке и стержня клапана.
Предельно допустимый зазор 0,2 мм.
Если зазор превышает указанное значение, замените клапан и направляющую втулку.
Старую втулку выпрессовывают с помощью оправки со стороны камеры сгорания.
Устанавливают новые втулки с надетыми на них стопорными кольцами до упора стопорного кольца в поверхность головки блока со стороны отверстия под гидротолкатели.
Перед установкой втулки нужно охладить до —40. —45 °С, а головку блока нагреть до температуры +160. +175 °С.
Втулка должна вставляться в головку блока свободно или с незначительным усилием.
В запасные части поставляют направляющие втулки клапанов трех ремонтных размеров.
Втулки 1-го ремонтного размера — это втулки с увеличенным на 0,02 мм наружным диаметром, 2-го — с наружным диаметром, равным 14,2+0,053 +0,040 мм, 3-го — с увеличенным на 0,02 мм диаметром второго размера.
При установке втулок 1-го ремонтного размера отверстие под втулку в головке блока растачивать не нужно.
При установке втулок 2-го и 3-го ремонтных размеров нужно расточить отверстие до диаметра 14,2+0,023 —0,050 мм.
После установки новых втулок разверните в них отверстия.
Заменять направляющие втулки клапанов следует в автосервисе, располагающем специальным оборудованием.
Проверьте с помощью металлической линейки и щупов плоскостность привалочной поверхности головки.
Для этого поставьте линейку ребром на поверхность головки блока цилиндров посередине, вдоль и затем поперек, а затем щупом измерьте зазор между поверхностью головки и линейкой. Если зазор превышает 0,1 мм, замените головку.
Проверьте зазоры в подшипниках распределительных валов (см. Распредвалы УАЗ Патриот).
Проверьте зазоры между гидротолкателями клапанов и каналами под гидротолкатели в головке блока.
Зазор вычисляют как разность диаметров канала и гидротолкателя.
Номинальный диаметр канала под гидротолкатель 35,0+0,025 мм, предельно допустимый — 35,1 мм.
Номинальный диаметр гидротолкателя 35,0—0,025 —0,041 мм, предельно допустимый — 34,95 мм.
Предельно допустимый зазор 0,15 мм. Если зазор превышает указанное значение, замените гидротолкатель. Если и это не даст положительного результата, замените головку блока.
Осмотрите клапаны. При обнаружении на рабочей фаске клапана трещин, при короблении головки клапана, прогорании и деформации стержня клапан необходимо заменить.
Незначительные риски на рабочей фаске клапана можно вывести притиркой (см. Притирка клапанов УАЗ Патриот).
Проверьте состояние пружин клапанов. Искривленные и с трещинами пружины замените.
Очистите от остатков прокладок и нагара поверхности фланцев головки для установки впускной трубы и выпускного коллектора.
Проверьте на наличие деформаций фланцы для впускной трубы и выпускного коллектора, деформированную головку замените.
Отремонтируйте поврежденные резьбовые отверстия прогонкой резьбы метчиками или установкой ремонтной втулки (ввертыша).
Профиль седла клапана двигателя ЗМЗ-409.10: А — седло впускного клапана; В — седло выпускного клапана
Проверьте состояние седел клапанов. На рабочих фасках седел не должно быть следов износа, раковин, коррозии и пр. Седла клапанов можно заменить в специализированной мастерской.
Незначительные повреждения (мелкие риски, царапины и др.) можно вывести притиркой клапанов
Более значительные дефекты седел клапанов устраняют шлифованием. Работу следует проводить в специализированной мастерской, так как для этого требуются специальные инструменты и оборудование.
Если значительные дефекты седел не удается устранить шлифовкой, замените седла.
После шлифования проверьте биение фаски седла относительно отверстия в направляющей втулке клапана, предельно допустимое биение 0,05 мм.
Притрите клапаны. Затем тщательно очистите и продуйте сжатым воздухом головку блока, чтобы в каналах, закрываемых клапанами, и в камерах сгорания не осталось абразивных частиц.
Следует учесть, что после шлифования седло клапана глубже садится в седло. Поэтому после шлифования нужно измерить расстояние между торцом стержня клапана, прижатого к седлу, и осью распределительного вала.
Если это расстояние меньше 35,5 мм, замените головку блока, так как в этом случае нарушается нормальная работа гидротолкателей клапанов.
Проверьте соосность расположения тарелки клапана и седла: нанесите на фаску головки клапана тонкий слой краски (например, берлинской лазури), вставьте клапан в направляющую втулку и, слегка прижав к седлу, проверните.
По следам краски на фаске седла можно судить о соосности расположения клапана и седла.
Проверьте состояние проточек стержня клапана под сухари. При обнаружении следов выкрашивания кромок проточек и износа цилиндрической части замените клапан.
Замените маслосьемные колпачки независимо от их состояния.
Проверьте состояние тарелок пружин. Замените тарелки со значительным износом опорных канавок под пружины.
Установите все снятые детали и узлы головки блока цилиндров в последовательности, обратной снятию.
Примечание
Проверьте герметичность клапана. Установите его в головку блока вместе с пружинами и сухарями.
После этого положите головку блока набок и залейте керосин в канал, закрываемый клапаном.
Если в течение 10 мин керосин не просочится в камеру сгорания, клапан считается герметичным.
Всегда заменяйте новыми прокладки головки блока цилиндров, впускной трубы (ресивера) и выпускного коллектора, так как снятые с двигателя даже внешне не поврежденные прокладки могут оказаться сильно обжатыми и не обеспечат герметичности уплотнения.
Перед ремонтом сначала необходимо определить ремонтопригодность головки цилиндров ЗМЗ-40911 Евро-4 и Евро-5. Головка цилиндров является неремонтопригодной в следующих случаях: наличие пробоин, прогара и трещин на стенках камеры сгорания и разрушения перемычек между гнездами; износы отверстий под шейки распределительных валов более максимально допустимого значения; износы отверстий под гидротолкатели и гидронатяжитель свыше максимально допустимого значения.
Ремонт головки цилиндров ЗМЗ-40911, клапанного механизма и распределительных валов, проверка и притирка клапанов, проверка упругости клапанных пружин.
Для замера диаметра опор распределительных валов в головке цилиндров, крышки опор, с целью их центрирования, закрепить с помощью оправки, в качестве которой допускается использовать новые гидротолкатели. При неплоскостности поверхности сопряжения головки цилиндров ЗМЗ-40911 с блоком цилиндров (измеряется на контрольной плите с помощью щупа) более допустимой величины обработать поверхность до устранения дефекта, но до размера высоты головки не менее 142,7 мм.
Контролируемые параметры при ремонте головки цилиндров ЗМЗ-40911, клапанного механизма и распределительных валов.

Размеры сопрягаемых деталей привода впускных и выпускных клапанов головки цилиндров ЗМЗ-40911.

Проверка герметичности и притирка клапанов головки цилиндров ЗМЗ-40911.
Для проверки герметичности клапанов необходимо залить керосин поочередно во впускные и выпускные каналы головки цилиндров ЗМЗ-40911. Протекание керосина из-под тарелок клапанов свидетельствует об их негерметичности.
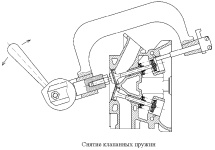
Дальше необходимо рассухарить клапаны с помощью специального приспособления и уложить в порядке, соответствующем расположению клапанов в головке, для последующей установки на прежние места. Удалить нагар со снятых клапанов, который мешает полному наполнению цилиндров горючей смесью.
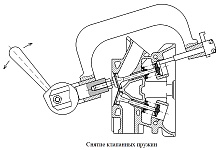
Снятие клапанных пружин с помощью специального приспособления.
Притереть клапаны, используя притирочную пасту, составленную из одной части микропорошка М-20 и двух частей масла И-20А. Перед началом притирки следует проверить, нет ли коробления тарелки клапана и прогорания клапана и седла. При наличии этих дефектов восстановить герметичность клапана одной притиркой невозможно и следует сначала прошлифовать седло, а поврежденный клапан заменить новым.
Клапаны с деформированными стержнями, значительной выработкой на торце или трещинах на тарелке также подлежат замене. Если зазор между клапаном и втулкой превышает 0,20 мм, то герметичность также не может быть восстановлена. В этом случае клапан или втулку, в зависимости от износа, следует заменить новыми.
При негерметичности клапана из-за дефектов рабочей фаски клапана (износ, риски, раковины) обработать рабочую фаску клапана по приведенным ниже размерам. При этом расстояние от плоскости контрольного диаметра до плоскости тарелки не должно быть менее 1,3 мм для впускного клапана и 1,8 мм для выпускного.
Обработка фасок впускных и выпускных клапанов головки цилиндров ЗМЗ-40911, размеры фасок.

Если увеличенный зазор между направляющей втулкой и клапаном не может быть восстановлен заменой клапана, втулку клапана следует заменить. Перед выпрессовыванием направляющих втулок необходимо определить ремонтопригодность головки цилиндров ЗМЗ-40911.
Определение ремонтопригодности головки цилиндров ЗМЗ-40911.
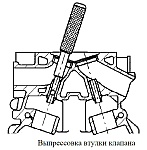
Головка цилиндров является ремонтопригодной, если после перешлифовки седла расстояние от оси распределительного вала до торца стержня клапана, прижатого к рабочей фаске седла, будет составлять не менее 35,5 мм. Если данное условие невыполнимо – головка цилиндров ремонту не подлежит. Выпрессовывание направляющей втулки производится с помощью оправки.
Выпрессовка втулки клапана.
После установки направляющей втулки развернуть отверстие втулки под клапан и прошлифовать фаску седла, центрируя инструмент по отверстию во втулке. Обработать вспомогательные фаски под углом 20, 15, и рабочую фаску под углом 45 градусов с учетом размера базового диаметра 36 мм или 30,5 мм и ширины фаски согласно размеров ниже.
Обработка новых седел впускных и выпускных клапанов головки цилиндров ЗМЗ-40911, размеры.
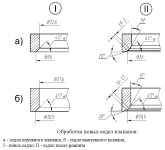
При обработке седла обеспечить концентричность фаски на седле клапана с отверстием во втулке в пределах 0,025 мм общих показаний индикатора (биение рабочей фаски седла относительно отверстия втулки 0,05 мм). По окончании обработки седел и притирки клапанов все газовые каналы тщательно очистить и продуть сжатым воздухом, чтобы не осталось абразивной пыли. Стержни клапанов перед сборкой смазать маслом, применяемым для двигателя.
Напрессовать на направляющие втулки клапанов новые маслоотражательные колпачки с помощью оправки, вставить клапаны во втулки согласно их расположению до снятия и собрать их с пружинами с помощью специального приспособления. Убедиться, что сухари вошли в кольцевые канавки клапанов.
Рекомендуется маслоотражательные колпачки при ремонте головки цилиндров ЗМЗ-40911 всегда заменять новыми. С течением времени резина маслоотражательных колпачков теряет эластичность, появляются трещины и расслоения. Это способствует проникновению масла в камеру сгорания и повышенному угару масла.
Резьбовые отверстия, имеющие износ или срывы резьбы более двух ниток, ремонтируются нарезанием резьбы увеличенного ремонтного размера, постановкой резьбовых ввертышей с последующим нарезанием в них резьбы нормального размера или установкой резьбовых спиральных вставок. Последний способ ремонта наиболее эффективный и малотрудоемкий. При срыве резьбы под свечи зажигания более одной нитки поставить резьбовые пружинные вставки ВР14×1,25×15 ТУ 10.16.0001.150-89.
Замер объема камер сгорания головки цилиндров ЗМЗ-40911.
В ходе ремонта надо замерить объем камер сгорания головки цилиндров ЗМЗ-40911 при установленных клапанах и свечах зажигания. Объем камер сгорания должен составлять 55-57,5 см3. При этом разница объемов в одной головке должна быть не более 1,5 см3. Для приведения объема камер допускается срезать необходимый объем вытеснителей – приливов, находящихся по бокам камеры сгорания между впускными и выпускными клапанами.
Проверка упругости клапанных пружин головки цилиндров ЗМЗ-40911.
При ремонте головки блока цилиндров надо проверить упругость клапанных пружин, так как при длительной работе их упругость падает, и нарушается кинематическая связь отдельных звеньев газораспределительного механизма. Это приведет к снижению мощности, перерасходу топлива, перебоям в работе двигателя и стукам клапанов. Уменьшение контрольных нагрузок клапанных пружин не должно превышать 10 % от номинальных величин.
Усилие новой клапанной пружины (одинарная пружина) при сжатии ее до длины 34,7 мм должно быть 232,5-270,1 Н (23,7-27.5 кгс), а при сжатии до 25,7 мм – 458,2-521,8 Н (46,7-53,3 кгс). Пружины, имеющие наработку более 200 000 километров пробега подлежат замене, независимо от результатов контроля.
Подсборка головки цилиндров ЗМЗ-40911.
При подсборке головки блока цилиндров необходимо очистить камеры сгорания и газовые каналы головки цилиндров от нагара и отложений. Протереть и продуть сжатым
воздухом.
Проверка распределительных валов головки цилиндров ЗМЗ-40911.
При наличии трещин любого характера распределительные валы подлежат выбраковке. Поверхности опорных шеек и кулачков должны быть без задиров и глубоких раковин и не иметь износов, превышающих предельно допустимые. После проверки валов необходимо зачистить и отполировать поверхности шеек и кулачков.
Читайте также: