
Притирка клапанов киа спектра своими руками
Добавил пользователь Евгений Кузнецов Обновлено: 19.09.2024

Кроме того, в продаже имеются готовые ручные держатели клапана.
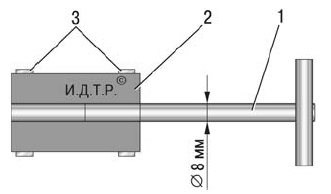
Рис. 5.10 . Приспособление для притирки клапанов: 1 – металлический стержень; 2 – резиновый шланг; 3 – винтовой хомут
При отсутствии готовых приспособлений можно воспользоваться приспособлением, изготовленным по чертежу (рис. 5.10).
Вместо резинового шланга и хомутов можно приварить к стержню приспособления наконечник, у которого в боковой стенке выполнено сквозное резьбовое отверстие, в него ввернут болт для фиксации стержня клапана.
Кроме того, вам потребуются: притирочная паста, керосин, слабая пружина, по наружному диаметру проходящая в отверстие седла клапана.
1. Очистите клапан от нагара.


2. Нанесите на фаску клапана сплошной тонкий слой притирочной пасты.
3. Наденьте на стержень клапана предварительно подобранную пружину и вставьте клапан в направляющую втулку со стороны камеры сгорания, смазав стержень клапана слоем графитной смазки.
Графитная смазка предохраняет направляющую втулку от попадания в ее отверстия абразива из притирочной пасты и облегчает вращение клапана во время притирки.
4. Наденьте на стержень клапана приспособление для притирки клапанов (или с некоторым натягом резиновую трубку для соединения клапана с реверсивной дрелью).
5. Включив дрель на минимальную частоту вращения (в реверсивном режиме) или вращая приспособление (в случае ручной притирки) попеременно в обе стороны на пол-оборота, притрите клапан, периодически то прижимая его к седлу, то ослабляя усилие прижатия.

При отсутствии какого-либо приспособления притереть клапан можно с помощью ластика, прижимая и проворачивая им клапан. Ослабляйте прижатие клапана, нажимая на торец его стержня другой рукой.


6. Притирайте клапан до появления на его фаске матово-серого непрерывного однотонного пояска шириной не менее 1,5 мм, при этом.
7. . на седле клапана после притирки также должен появиться блестящий поясок шириной не менее 1,5 мм.

8. После притирки тщательно протрите клапан и седло чистой тряпкой и промойте, чтобы удалить остатки притирочной пасты. Проверьте герметичность клапана, для чего установите его в головку с пружинами и сухарями. Затем положите головку набок и залейте керосин в тот канал, который закрыт клапаном. Если в течение 3 мин керосин не просочится в камеру сгорания, клапан герметичен.
4. Специальным приспособлением для снятия и установки пружин клапанов сожмите пружину клапана и снимите сухари, крепящие держатель пружины клапана. Снимите приспособление, сжимающее пружину.
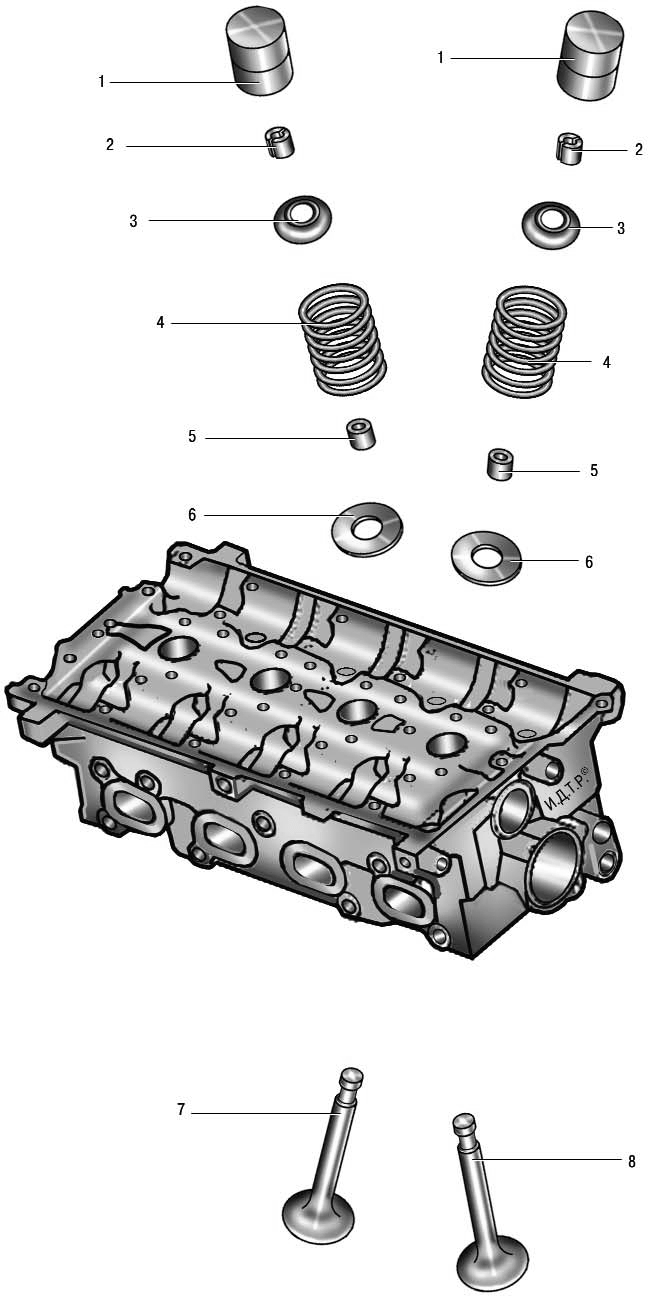
Рис. 5.8 . Головка блока цилиндров: 1 – гидрокомпенсатор; 2 – сухарь; 3 – тарелка пружины клапана; 4 – пружина клапана; 5 – маслосъемный колпачок; 6 – опорная шайба пружины клапана; 7 – выпускной клапан; 8 – впускной клапан
5. Снимите тарелку 3 пружины клапана ( рис. 5.8 ), пружину 4 клапана и опорную шайбу 6 пружины клапана, затем извлеките клапан.
6. Аналогично снимите остальные клапаны с головки блока цилиндров.
7. Специальным инструментом снимите маслосъемные колпачки клапанов.
8. Тщательно очистите тарелку клапана металлической щеткой.
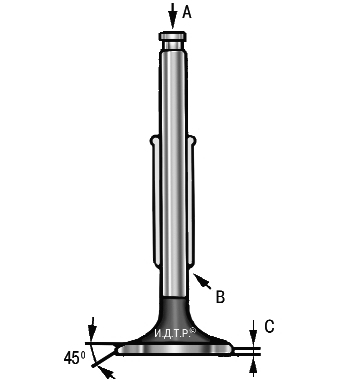
Рис. 5.9 . Места проверки клапана: А – торец штока; В – точка контакта штока с нижней кромкой направляющей клапана; С – толщина тарелки клапана
9. Проверьте все клапаны на наличие износа, повреждений и деформации в точке контакта штока с нижней кромкой направляющей клапана ( рис. 5.9 ). Если на торце А штока клапана имеются следы износа, замените клапан.
10. Замените клапан, если толщина С тарелки клапана меньше предельно допустимого значения.
Номинальное значение толщины тарелки:
– впускного клапана – 1,0 мм;
– выпускного клапана – 1,0 мм.
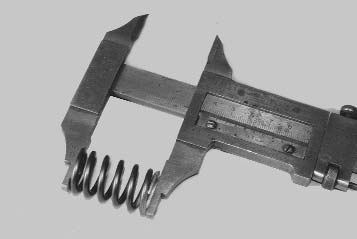
11. Проверьте длину и упругость пружин клапанов. Если их значения превышают предельно допустимые, замените пружину.
Номинальное значение длины пружины клапана в ненагруженном состоянии – 39,0 мм, предельно допустимое – 38,8 мм.
12. Угольником проверьте отклонение каждой пружины от прямоугольной формы. Если отклонение превышает предельно допустимое значение, замените пружину.
Отклонение от прямоугольной формы должно быть не более 1,5°.
13. Удалите смолистые отложения с верхней поверхности головки и из впускных каналов. Эти отложения можно размягчить и смыть керосином или дизельным топливом.14. Очистите от нагара камеры сгорания и выпускные каналы. Удаляйте нагар круглой металлической щеткой, установленной в патрон электродрели.
Предварительно размочите нагар керосином.
Соблюдайте осторожность: избегайте вдыхать пыль, образующуюся при чистке камер сгорания. Для предотвращения образования пыли периодически смачивайте нагар керосином.
15. Проверьте седло клапана на наличие перегрева и полного контакта с рабочей фаской клапана. При необходимости отремонтируйте или замените седло.
Заменять или ремонтировать седла клапанов следует в автосервисе, оснащенном специальным оборудованием.
16. Очистите внутренние поверхности направляющих втулок клапанов тонкой цилиндрической кисточкой из медной проволоки, зажатой в патрон электродрели.
17. Удалите с поверхности прилегания головки к блоку цилиндров пригоревшие остатки уплотнительной прокладки.
18. Определите износ направляющих втулок клапанов, измерив внутренний диаметр отверстия втулки и диаметр стержня клапана; разность этих значений определяет зазор. Если зазор превышает допустимое значение, замените направляющую втулку клапана на ремонтную (большего размера).
Номинальный зазор между штоком и направляющей втулкой:
– впускного клапана – 0,020–0,050 мм;
– выпускного клапана – 0,050–0,085 мм.
Заменять направляющие втулки клапанов следует в автосервисе, оснащенном специальным оборудованием.
19. После очистки осмотрите головку блока, чтобы не допустить ее эксплуатации с повреждениями резьбовых отверстий, трещинами (особенно между седлами клапанов и в выпускных каналах), коррозией, включениями инородных материалов, раковинами и свищами.
Запрещается заваривать трещины, раковины и свищи. Дефектную головку замените.
20. Проверьте с помощью металлической линейки, установленной на ребро, и щупа плоскостность поверхности прилегания головки к блоку в продольном и поперечном направлениях, а также по диагоналям. Если зазор между ребром линейки и поверхностью головки превышает 0,1 мм, замените головку.
21. Очистите от остатков прокладок и нагара поверхности фланцев головки для установки впускной трубы и катколлектора.
22. Проверьте наличие деформаций фланцев для впускной трубы и катколлектора, деформированную головку замените.
23. Отремонтируйте поврежденные резьбовые отверстия прогонкой резьбы метчиками или установкой ремонтной втулки (ввертыша).


25. Более значительные дефекты седел клапанов устраняют шлифованием. Седла необходимо шлифовать в специализированной мастерской, так как для этого требуются специальные инструменты и оборудование. Если значительные дефекты седел устранить шлифовкой не удается, замените седла.
Для того чтобы на стержнях клапанов не образовались риски, не очищайте их проволочными щетками и металлическими скребками.
27. Проверьте концентричность расположения тарелки клапана и седла: нанесите на фаску головки клапана тонкий слой краски (например, берлинской лазури), вставьте его в направляющую втулку и, слегка прижав к седлу, проверните. По следам краски на фаске седла можно судить о концентричности расположения клапана и седла.
28. Проверьте состояние проточек стержня клапана под сухари. При обнаружении следов выкрашивания кромок проточек и износа цилиндрической части замените клапан.
29. Замените маслосъемные колпачки независимо от их состояния.
30. Проверьте состояние тарелок пружин. Замените тарелки со значительным износом опорных канавок под пружины.
31. Установите все снятые детали и узлы головки блока цилиндров в последовательности, обратной снятию.
32. Всегда заменяйте новыми прокладки головки блока цилиндров, впускной трубы (ресивера) и выпускного коллектора, так как снятые с двигателя даже внешне не поврежденные прокладки могут оказаться сильно обжатыми и не обеспечат герметичности уплотнения.
Со временем в системе вентиляции картера двигателя накапливаются смолистые отложения из картерных газов, затрудняющие отвод этих газов в цилиндры двигателя для сжигания. Из-за этого давление газов внутри двигателя повышается и появляются течи масла через уплотнения. чтобы избежать этого, периодически очищайте и промывайте систему.
Очищайте систему вентиляции картера перед каждой заменой масла.


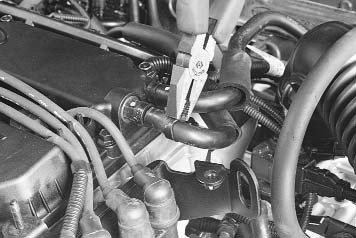
2. Сожмите усики хомута крепления шланга большой ветви системы вентиляции картера к штуцеру дроссельного узла, сдвиньте хомут по шлангу (на фото воздухоподводящий патрубок снят для наглядности).


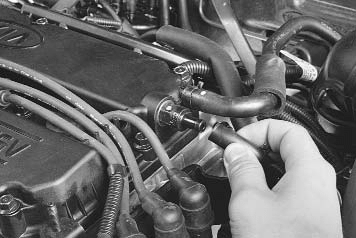
3. . и отсоедините его от штуцера.
4. Аналогичным способом отсоедините от штуцера тройника шланг малой ветви вентиляции картера двигателя.
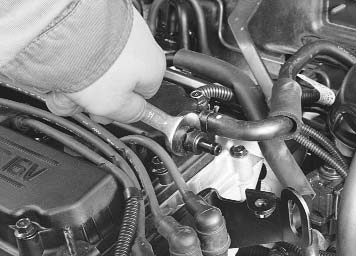
5. Сожмите усики хомута крепления шланга малой ветви системы вентиляции картера к штуцеру обратного клапана, сдвиньте хомут по шлангу.
6. . и отсоедините шланг от штуцера.
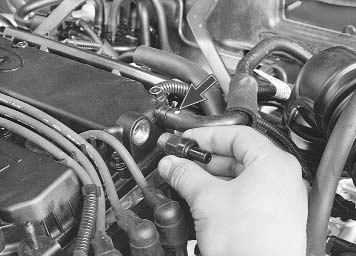
7. Ослабьте затяжку обратного клапана.
8. . и выверните клапан из отверстия в крышке головки блока цилиндров. Сожмите усики хомута крепления шланга большой ветви системы вентиляции картера к штуцеру крышки головки блока цилиндров (на фото показан стрелкой) и отсоедините шланг от штуцера.
9. Промойте шланги и обратный клапан бензином или керосином, продуйте сжатым воздухом и просушите. Прочистите отверстия штуцеров для подсоединения шлангов.

Обратный клапан системы вентиляции картера должен продуваться сжатым воздухом только в одном направлении – от штуцера большего диаметра к штуцеру меньшего диаметра. Если клапан продувается в обоих направлениях или даже после промывки не продувается совсем, замените клапан в сборе, так как он неразборный.

Кроме того, в продаже имеются готовые ручные держатели клапана.

Рис. 5.10. Приспособление для притирки клапанов: 1 – металлический стержень; 2 – резиновый шланг; 3 – винтовой хомут
При отсутствии готовых приспособлений можно воспользоваться приспособлением, изготовленным по чертежу (рис. 5.10).
Вместо резинового шланга и хомутов можно приварить к стержню приспособления наконечник, у которого в боковой стенке выполнено сквозное резьбовое отверстие, в него ввернут болт для фиксации стержня клапана.
Кроме того, вам потребуются: притирочная паста, керосин, слабая пружина, по наружному диаметру проходящая в отверстие седла клапана.
1. Очистите клапан от нагара.

2. Нанесите на фаску клапана сплошной тонкий слой притирочной пасты.

3. Наденьте на стержень клапана предварительно подобранную пружину и вставьте клапан в направляющую втулку со стороны камеры сгорания, смазав стержень клапана слоем графитной смазки.
Примечание. Графитная смазка предохраняет направляющую втулку от попадания в ее отверстия абразива из притирочной пасты и облегчает вращение клапана во время притирки.
4. Наденьте на стержень клапана приспособление для притирки клапанов (или с некоторым натягом резиновую трубку для соединения клапана с реверсивной дрелью).
5. Включив дрель на минимальную частоту вращения (в реверсивном режиме) или вращая приспособление (в случае ручной притирки) попеременно в обе стороны на пол-оборота, притрите клапан, периодически то прижимая его к седлу, то ослабляя усилие прижатия.

Примечание. При отсутствии какого-либо приспособления притереть клапан можно с помощью ластика, прижимая и проворачивая им клапан. Ослабляйте прижатие клапана, нажимая на торец его стержня другой рукой.

6. Притирайте клапан до появления на его фаске матово-серого непрерывного однотонного пояска шириной не менее 1,5 мм, при этом.

7. . на седле клапана после притирки также должен появиться блестящий поясок шириной не менее 1,5 мм.

8. После притирки тщательно протрите клапан и седло чистой тряпкой и промойте, чтобы удалить остатки притирочной пасты. Проверьте герметичность клапана, для чего установите его в головку с пружинами и сухарями. Затем положите головку набок и залейте керосин в тот канал, который закрыт клапаном. Если в течение 3 мин керосин не просочится в камеру сгорания, клапан герметичен.

Притирку клапанов выполняют на снятой головке блока цилиндров. Для извлечения клапанов из направляющих втулок головки блока цилиндров необходимо снять пружины клапанов, сжав их специальным приспособлением и вынув сухари из тарелок пружин (смотрите "Маслосъёмные колпачки"). Для притирки клапанов удобнее всего пользоваться специальным механическим приспособлением (реверсивной дрелью).








При отсутствии готовых приспособлений можно воспользоваться приспособлением, изготовленным по чертежу (рисунок 5.10).
Вместо резинового шланга и хомутов можно приварить к стержню приспособления наконечник, у которого в боковой стенке выполнено сквозное резьбовое отверстие, в него ввернут болт для фиксации стержня клапана.
Кроме того, вам потребуются: притирочная паста, керосин, слабая пружина, по наружному диаметру проходящая в отверстие седла клапана.
1. Очистите клапан от нагара.
2. Нанесите на фаску клапана сплошной тонкий слой притирочной пасты.
3. Наденьте на стержень клапана предварительно подобранную пружину и вставьте клапан в направляющую втулку со стороны камеры сгорания, смазав стержень клапана слоем графитной смазки.
Графитная смазка предохраняет направляющую втулку от попадания в ее отверстия абразива из притирочной пасты и облегчает вращение клапана во время притирки.
4. Наденьте на стержень клапана приспособление для притирки клапанов (или с некоторым натягом резиновую трубку для соединения клапана с реверсивной дрелью).
5. Включив дрель на минимальную частоту вращения (в реверсивном режиме) или вращая приспособление (в случае ручной притирки) попеременно в обе стороны на пол-оборота, притрите клапан, периодически то прижимая его к седлу, то ослабляя усилие прижатия.
При отсутствии какого-либо приспособления притереть клапан можно с помощью ластика, прижимая и проворачивая им клапан. Ослабляйте прижатие клапана, нажимая на торец его стержня другой рукой.
6. Притирайте клапан до появления на его фаске матово-серого непрерывного однотонного пояска шириной не менее 1,5 мм, при этом.
7. . на седле клапана после притирки также должен появиться блестящий поясок шириной не менее 1,5 мм.
8. После притирки тщательно протрите клапан и седло чистой тряпкой и промойте, чтобы удалить остатки притирочной пасты. Проверьте герметичность клапана, для чего установите его в головку с пружинами и сухарями. Затем положите головку набок и залейте керосин в тот канал, который закрыт клапаном. Если в течение 3 мин керосин не просочится в камеру сгорания, клапан герметичен.
Читайте также: