
Нива переварка задних арок
Добавил пользователь Дмитрий К. Обновлено: 19.09.2024

Почти все самые популярные руководства по резке арок на Ниву в интернете содержат технологические ошибки. Чёрт, я сам на ошибку нарвался, когда вместо того, чтоб включить свою голову — посмотрел чужое руководство. Благо вовремя заметил, что делаю херню и всё получилось вернуть взад без последствий (в сервисе по безпокрасочному устранению вмятин. В общем, давайте сразу разберём как делать не стоит.
Ошибки при резке арок на Ниве:
1. На задних арках — сначала загибаем внутреннюю часть и внешнюю, а потом их свариваем. Загнули всё, как нужно в финальном варианте, сварили. Категорически нельзя сначала сварить, а потом загибать киянкой. Если так делать, то внутренняя часть потянет за собой внешнюю и крыло загнёт внутрь.
Причём, часто говорят — это повело крыло от сварки. Вздор! Это повело крыло потому, что ты его забивал сваренным с внутренней частью.

2. Вторая ошибка, что в зачищенной для загиба кромке не делают пропилы. Загибаясь мы изменяем длину кромки и если нет пропилов, то она деформируется и так же тянет за собой крыло. Я делал по 2 пропила на арку (внизу по краям). Я думаю лучше сделать 4 пропила. А потом их подварить, после загибания.
Последнее время вопрос резки арок мучает воспаленные умы многих нивоводов. Я попытаюсь рассказать, как я делал эту операцию у себя в гараже.
Для начала необходим минимальный инструмент. Под рукой должны быть:
болгарка (желательно небольшого размера), сварочный аппарат, штангенциркуль, плоскогубцы, молоток среднего веса, круглый напильник. Кроме того, нужен не затвердевающий антикор (типа МИГа, Тектила или РастСтопа), антигравий, баллончики грунтовки, краски и полироля, если Вы собираетесь красить самостоятельно.
Передние арки режутся значительно проще задних, поэтому я рекомендую начать с них. Надо вывесить переднюю часть автомобиля, снять колеса, снять пластиковые подкрылки (если есть, конечно). Затем, отмерив, сколько будете отрезать от арки, отложить это значение на штангенциркуле и, опирая один его конец на край арки, отчертить линию реза прямо по краске. Я рекомендую оставлять на подгиб не менее 15 мм.
Теперь терять уже нечего, и можно смело приступать непосредственно к резке. Болгарку надо вести плавно и резать как бы порциями, чтобы не заломить круг и не выйти за линию реза.
Затем, когда арка укоротилась, берем плоскогубцы и аккуратно загибаем в несколько этапов оставшийся кусок вертикальной стенки внутрь. Молотком доделываем работу легкими постукиваниями. Если Вы ни разу до этого не работали жестянщиком, будет не лишним потренироваться на простом куске подходящего металла (допустим, старое отрезанное крыло, не обязательно от Нивы). Точно такую же операцию проделываем и с другой стороны.
Теперь, если у Вас все получилось и результат удовлетворяет не только ваше самолюбие, но и вкус близких, можно браться за задние арки.
Сначала изучите, как устроен кузов в этом месте по книге и в живую: что и куда приварено.
Процесс подготовки и разметки такой же, как и на передних арках. Разница в том, что резать, скорее всего, придется в два этапа — сначала саму арку, а потом, отогнув ее нижний край, подкрылок, который приваривается изнутри.
Затем, плоскогубцами выгибаем подкрылок, как показано на рисунке, по всему периметру. В середине полка А больше, а к краям сходит на нет. Это потребует некоторой сноровки и может быть даже нескольких попыток — благо на внешнем виде это не отразится. Необходимо оставить некоторый запас С для последующей подгонки:
Теперь загибаем саму арку так же, как и на передней: сначала плоскогубцами в несколько приемов, а потом молотком. Отбортовка арки должна максимально плотно прилегать к подкрылку.
Теперь, если Вы не профессиональный сварщик, необходимо потренироваться сваривать металл такой толщины на обрезках. И если уж совсем ничего не получается, лучше доверить эту операцию знакомому "дяде Васе", чем потом мучиться с дырами в подкрылке. Варить нужно точками с интервалом 50-100 мм по внутреннему краю отбортовки арки.
ВНИМАНИЕ! Перед тем, как варить, НЕОБХОДИМО снять пластиковую обивку над колесом, т. к. случайно прожженная дырочка, да и просто нагрев может поджечь краску, а ведь в нескольких сантиметрах уже бензобак…
Ту же самую операцию проделать с другой стороны.
Теперь нужно тщательно обработать изнутри полость между аркой и подкрылком не застывающим антикором. Снаружи ободрать облупившуюся краску зачистить, загрунтовать и покрасить, причем, с задними арками необходимо, чтоб грунт и краска частично захватывали и площадь подкрылка, чтобы как следует закрасился стык. Обработать изнутри на передних и стык на задних антигравием.

Ну а теперь ставить большие колеса и наслаждаться внешним видом.
Если с передней аркой все достаточно просто, то с задней все по другому. Она состоит из 2-х частей — наружной и внутренней. Задняя арка — часть несущей конструкции кузова. Когда она подрезается, необходимо после отреза свести обе части вместе и вместе же загнуть, чтобы повтроить заводскую конструкцию, и не нарушить жесткость. Это достаточно сложная работа.
В настоящее время, доступны к установке расширители арок Нивы — "Лаптеры". Они очень прочные, эстетично выглядят, придают машине брутальный и стильный вид, в отличие от обычных, резиновых расширителей. Последние 2 года, резку арок у нас почти всегда заказывают вместе с установкой "Лаптеров". Кстати, на Ниву есть 2 вида расширителей арок — на резаные и нерезаные арки.
Для установки 29-х колес на Шевроле Ниву арки резать не нужно. Иногда требуется немного подрезать уголки переднего бампера. Ранее, для дорестайловой Шевроле нивы тоже выпускались расширители арок "Лаптеры", но теперь, в связи с маленьким спросом их выпуск прекращен.
Для установки колес 31" на Ниву и Шевроле Ниву потребуется серьезная доработка кузова. Помимо арок, отребуется переделка полов спереди, и много чего еще. Разумеется, для установки колес от 29" потребуется установка лифта. Подробности здесь.
— резка арок Нивы — 10.500 руб. подробно
— установка расширителей арок "под ключ" — 9.600руб. подробно
— резка арок и установка резиновых расширителей "под ключ" — 16.200руб. подробно
— резка арок и установка "Лаптеров" "под ключ" — 19.200руб. — подробно
Чтобы узнать подробную стоимость работ, запчастей и расходников, заполните форму.

Всем привет, давно не писал тут.
Много букв, столкнулся с поиском арок, как решил проблему читаем ниже, кому лень просто смотрим фотки.Ремонт занял 1.5 недели т.к. попутно делал пороги(след запись) со всякой мелочевкой и в основном из-за того что был на даче и были проблемы с доставкой необходимых элементов и материалов из города, т.к. изначально планировал только косметический ремонт и не ожидал увидеть такое))
После первой зимы с момента покупки машины зацвели задние арки, оно и понятно машине 12лет и ездила она в городе где сыпят соль.
При покупке задние арки мерились в 200 микрон, их красили но не думал что так…
В общем увидев весной рыжики решил надавить ключом и проткнул крыло, понял что там какой то пипец и вот выйдя в отпуск решил заняться ремонтом.
Т.к. после замены пружин(запись будет позже) машина не лезла в гараж решено делать все на даче под навесом. Покидал все оборудование в прицеп и уехал на ремонт.

Начал шлифовать крыло и понял что металл там фольга, а все замазано стекловолокном вплоть до самого порога.



Пришло осознание того, что заплатки будут гигантские, внутри нужно травить ржавчину, полу автомата нет только инвертор и что такую форму фиг повторишь, значит завис я на даче минимум на неделю.
Причину ржи долго искать не пришлось, на всех вазовских авто подкрылок цельный и к нему приварена цельная арка. На шниве же подкрылок цельный, а вот арки имеют вырезы. Т.к. после сварки на заводе шов промазан только внутри, а снаружи тупо 2 слоя металла покрытого грунтом. Вот с этих мест и пошла ржавчина. Кстати потом глянул у тестя шевик 2016 года там такая же беда, но пластик хотя бы прикрывает от камней этот стык.

Красным указаны вырезы, где в случае повреждения лкп вся ржавчина идет между слоев металла прям по всему шву. Обратите внимание на эту фотку и там где у меня самые большие дырки.
Рыжики походу пошли у старого владельца и он не парясь отдал в ремонт где замазали арки не убрав причину которую указал выше и процесс гниения продолжался уже внутри под шпаклей.
Попытался заварить по кромке арки, но метал как писал выше фольга, инвертор жег дыры, а полуавтомат взять негде, был один выход-резать выше кромки где живой металл и искать рем вставку.
Но тут ждала засада у нас в городе и в соседнем нет таких рем вставок, только крыло целиком по 7000руб. Платить такие деньги чтобы отрезать кусочек вообще не вариант. Начал искать пути решения проблемы, наткнулся на видео где человек вварил туда крыло от классики вывернув его наоборот, все видео он твердил что оно от 7ки, но меня смутил угол на крыле который никак на 7ке быть не мог.
Но раз говорит в видео так, то зову на помощь Антона Veter129 и через час у меня была рем вставка крыла (200руб) которое было как на зло только одно от 7ки и как и ожидал оно не фига не такое
Машина разобрана уехать поменять никак, пришлось звать на помощь Айдара tatarin719 приехав в магазин пришел к выводу что крыло надо от 9ки причем нужны они на оборот, т.е. если у вас сгнило правое крыло нужно брать левое от 9ки и наоборот.
Но тут опять засада за те же 200руб кусок вставки без нужного угла, пришлось купить 2 большие вставки по 750руб каждая. На тот момент до левого еще не добрался и можно было купить одно, т.к. слева было не так страшно как справа, но тогда пока был в городе купил 2 крыла

красным-искомый угол который на шевике около бампера, зеленым — кромка по которой нужна выгнуть арку наружу, все стает как родное.

Еще раз повторюсь, что ремонт тянулся 1.5 недели, и левое крыло не трогал пока не закончил варить правое, поэтому когда вскрыл левое понял что зря купил второе крыло от 9ки т.к. тут все проще ))

заваренное и отшлифованное левое. тут было проще и можно сказать зря потратил 750руб, но как говорится опыт ценная штука )))

В продолжении эпопеи с резкой арок, которая началась в прошлой записи про резку передних арок, где содержатся основные разъяснения, в этом посте я хочу показать, как сделаны задние арки и обратить внимание на тонкости этого процесса.
Этап 1: Разметка и резка наружней кромки.
Так же как и с передними арками размечаем линию реза по середине кромки крыла, напомню что ширина получается порядка 1,5 см. Далее вырезаем маленькой болгаркой с тонким диском арку, сильно глубоко не давим, что бы не прорезать внутреннюю стенку арки, если кто не знает что она там есть.
Потом отгибаем отрезанную полоску и осторожненько, болгаркой, срезаем ее с кромки внутренней стенки и отправляем в мусорку. У нас получается вот такой вот равномерный зазор между стенками арки.



Этап 2: Резка внутренней кромки.
Беремся за внутреннюю кромку, ее мы просто обрезаем вровень с наружной кромкой, тем самым срезая борт с внутренней кромки который выполняет роль ребра жесткости.


Этап 3: Формирование загиба кромок и их сваривание.
С начала в наружной кромке сверлим отверстия, для точечной сварки двух кромок, некоторые проваривают сплошным швом край наружной кромки прилегающей ко внутренней, по нашему мнению это не правильно и проще прокусать спец. дыроколом или просверлить металл и точечно прихватить сваркой как на заводе, естественно простучав обе кромки молотком для максимально плотного прилегания. Про двойной металл и невозможность обработать его внутри шва все знают, но и с завода такая же конструкция сделана, тут мы ни чего не меняем, а просто максимально обрабатываем антикором.

Далее необходимо на внутренней кромке сформировать линию загиба в сторону наружней арки. Для формирования были использованы сапожные клещи, с тонкими загнутыми губами, ими было довольно удобно подламывать внутреннюю арку!
Начинаем со стороны двери формировать "конвертик" из двух арок, делаем все плавно волной, что бы металл растягивался, сначала загибаем внутреннюю арку наружу, простукиваем и на нее, так же подламываем во внутрь и загибаем наружную арку, простукиваем наслоение и прихватываем сваркой, и так загиб двигается по арке примерно с растоянием в 4-5 сварных точек, расстояние между точками 3-3,5 см.
Указания по сварке и рихтовке кузова автомобиля Нива Шевроле
Приварка петель двери задка
Снимите узлы и детали, препятствующие проведению рихтовочных, сварочных и окрасочных работ
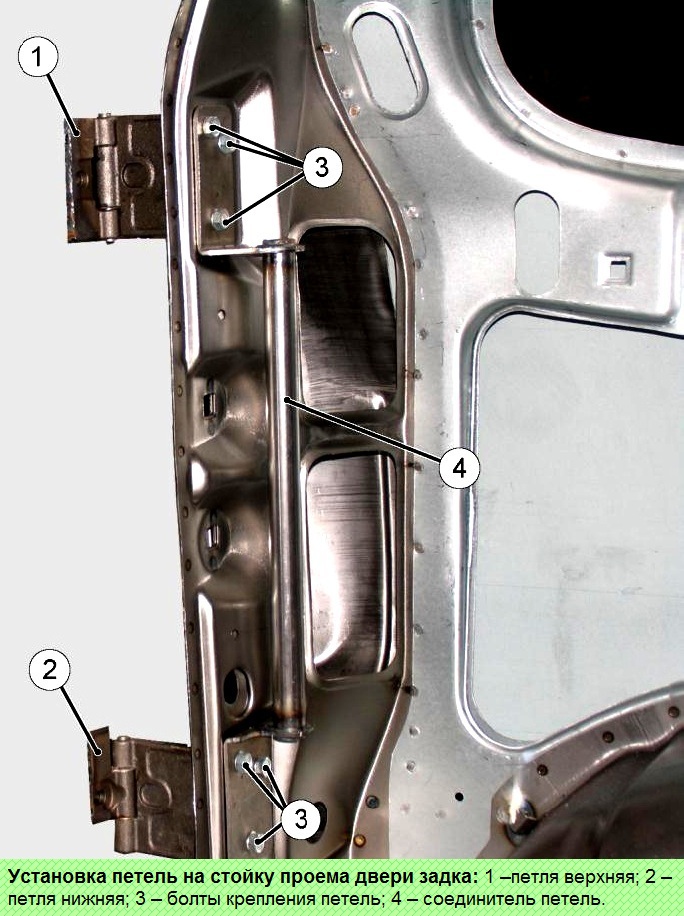
Соберите на левой стойке проема двери задка петли верхнюю 1 (рис. 1) и нижнюю 2 совместно с соединителем 4 петель и закрепите, не затягивая болтами 3.
Установите дверь задка в сборе на кузов по месту и выставьте при помощи технологических клиньев по зазорам и выступанию/западанию в соответствии с рис. 2.
Операцию выполняйте с помощником.
Подгоните подвижные (привариваемые) звенья петель к плоскости торца двери по месту через нишу заднего фонаря и затяните болты 3.
Накерните по центру отверстий в подвижных звеньях обеих петель на торце двери точки для сверления отверстий и отметьте чертилкой положение подвижных звеньев.
Просверлите два отверстия диаметром 8,2 мм в торце двери по разметке керном.
Закрепите подвижные звенья петель на двери болтами М8 с гайками и шайбами.
Осторожно, поддерживая снизу, навесьте дверь на кузов, закрепите соединитель и проверьте дверь задка на легкость открывания/закрывания (убедитесь в соосности осей петель).
Отсоедините соединитель 3, и снимите дверь с петлями в сборе с кузова, не нарушая положения подвижных звеньев на стойке двери.
Установите на дверь соединитель 3.
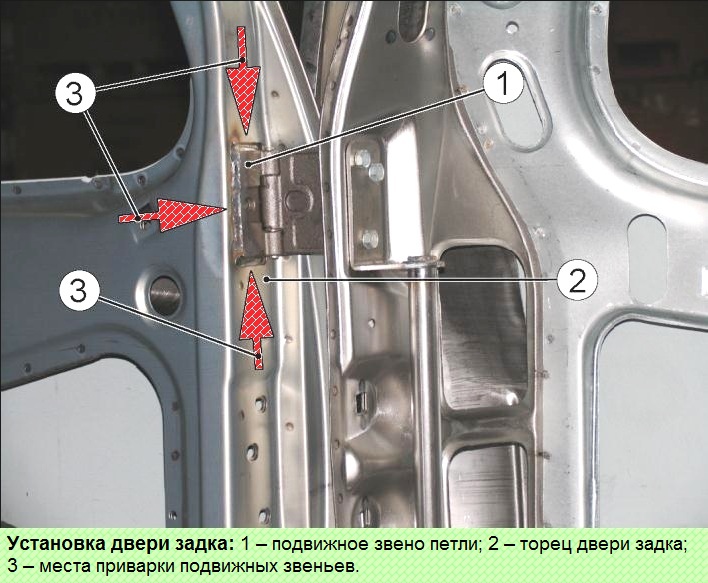
Убедитесь в правильном положении подвижных звеньев на торце двери (по меткам, выполненным чертилкой) и приварите звенья подвижные петель к торцу двери сплошным швом с катетом 3-3,5мм, как показано на рис. 4.
Зачистите, сварочные швы и подготовьте отремонтированный участок двери под окраску.
Установите дверь на кузов с окончательной подгонкой по проему, выступанию/западанию и отрегулируйте дверь на легкость открывания/закрывания.
Окрасьте дверь и петли и установите снятые узлы и детали.
Приварка петель боковых дверей
Снимите с автомобиля узлы и детали, препятствующие проведению рихтовочных, сварочных и окрасочных работ на кузове
Снимите дверь с кузова.
Удалите отрезной машиной остатки поврежденного звена 1 петли и зачистите до металла место приварки новой петли на стойке 2 кузова.
Установите дверь боковую с петлями в сборе по месту на кузове и, придерживая ее в закрытом положении, выставьте по проему и по зазорам, в соответствии с рис. 2, при помощи технологических клиньев. Операцию выполняйте с помощником.
Прижимая неподвижное звено 1 петли к стойке 2 (при закрытой двери 3), прихватите петлю к стойке в трех точках по периметру петли. Операцию выполняйте с помощником.
Осторожно, поддерживая дверь снизу, проверьте дверь на легкость открывания/закрывания (убедитесь в соосности осей петель и в соответствии зазоров двери с сопрягаемыми деталями требованиям рис. 2). Операцию выполняйте с помощником.

Снимите дверь и приварите неподвижное звено петли по периметру к стойке кузова сплошным швом 4 с катетом 3-3,5 мм, как показано на рис. 4.
Зачистите, сварочные швы и подготовьте отремонтированный участок кузова под окраску и антикоррозионную обработку.
Установите дверь на кузов с окончательной подгонкой по проему, выступанию/западанию и отрегулируйте дверь на легкость открывания и закрывания.
Окрасьте поврежденные участки лакокрасочного покрытия двери и стойки и проведите антикоррозионную обработку сварочного шва неподвижного звена петли и скрытых полостей стойки.
Установите снятые узлы и детали автомобиля.
Приварка шпилек крепления облицовки порога
Обезжирьте порог боковины правой или левой кузова уайт-спиритом или другим имеющимся на предприятии обезжиривающим средством.
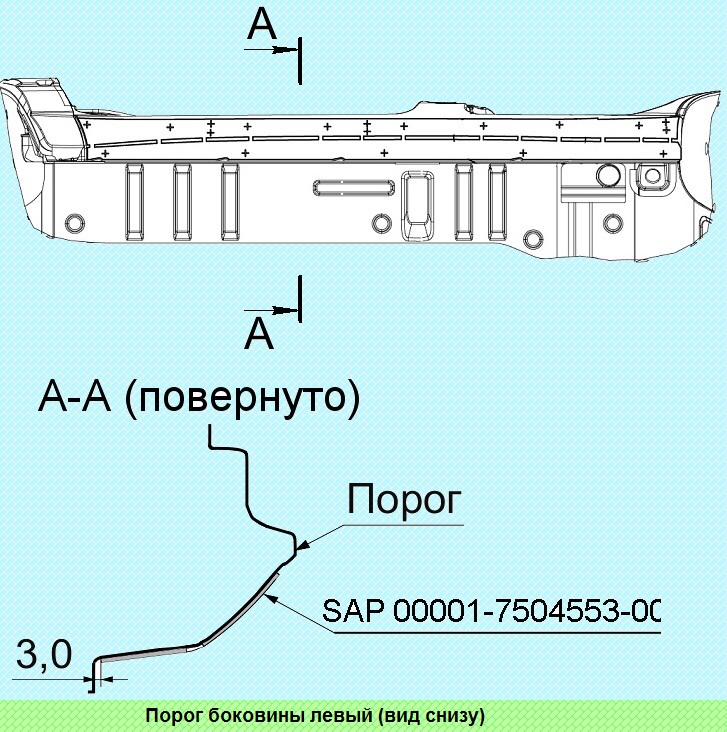
Подготовьте и наложите согласно инструкции по применению приспособление SAP 00001-7504553-00-00 (рис. 5), на порог кузова и выровняйте его по нижней отбортовке как показано на рис. 4.
Закрепите приспособление на кузове липкой лентой, обеспечив плотное прилегание к поверхности кузова.
Внимание: не допускается использовать приспособление с дефектами, влияющими на точность разметки.
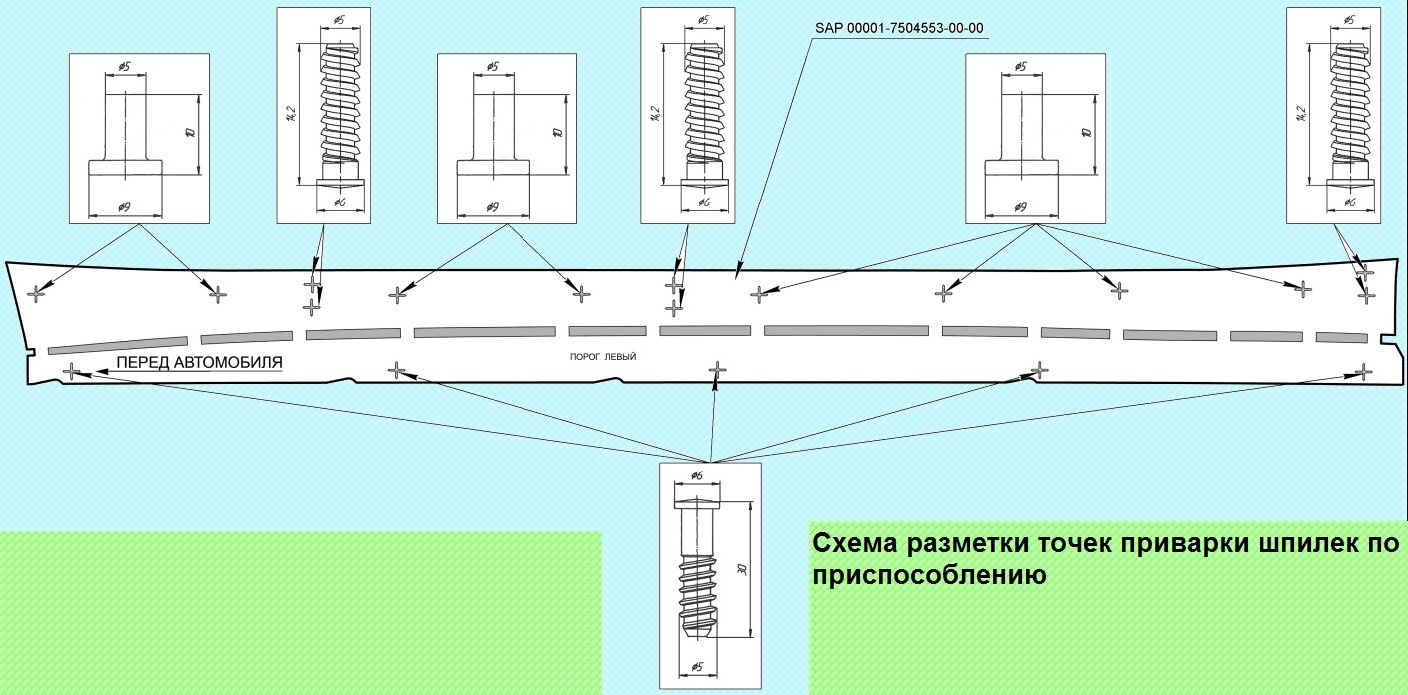
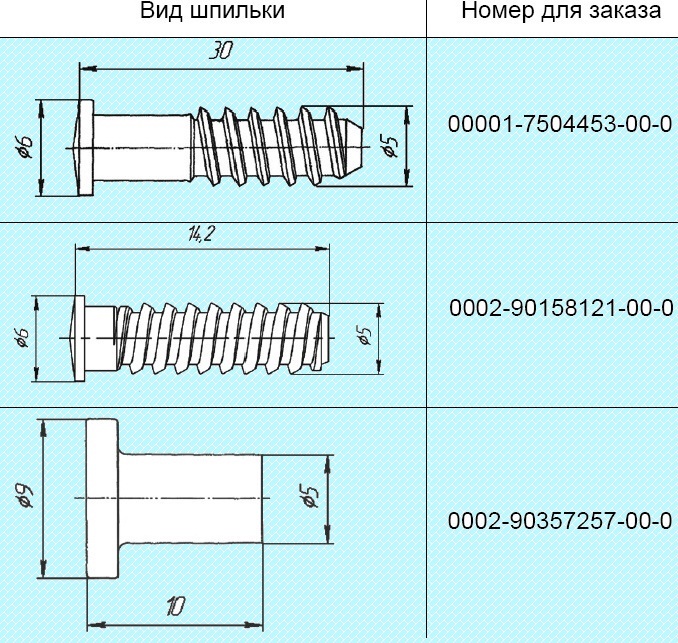
Приварите шпильки (Таблица 1) перпендикулярно плоскости порога согласно разметке тремя точками сварки ориентировочно через 120 градусов по окружности опорной площадки шпилек согласно схеме, рис. 6.
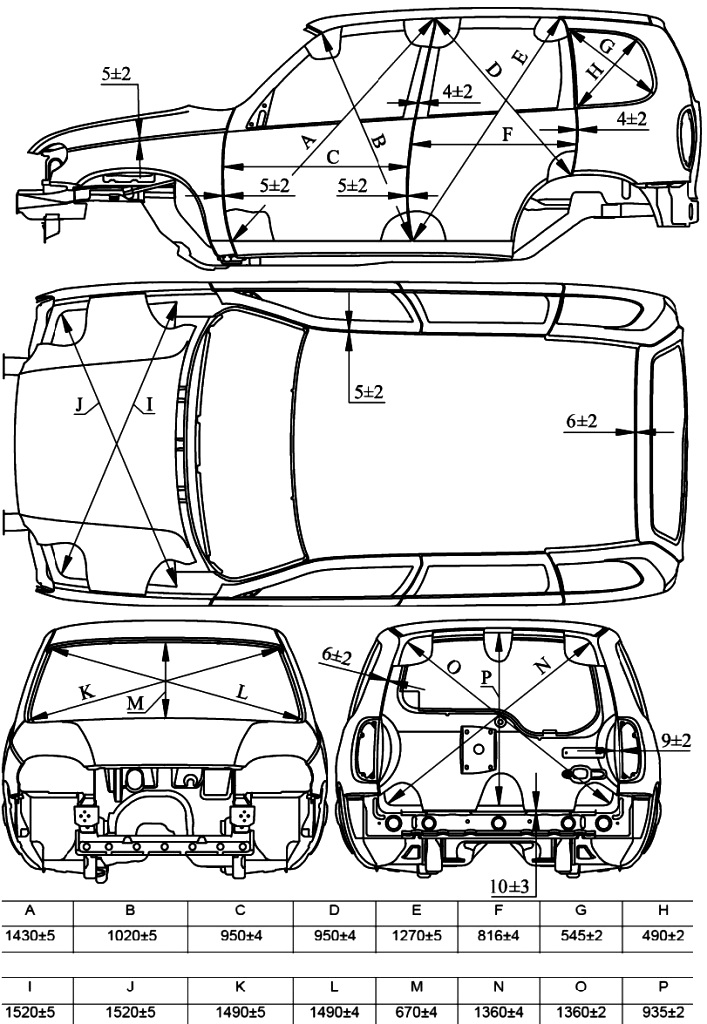
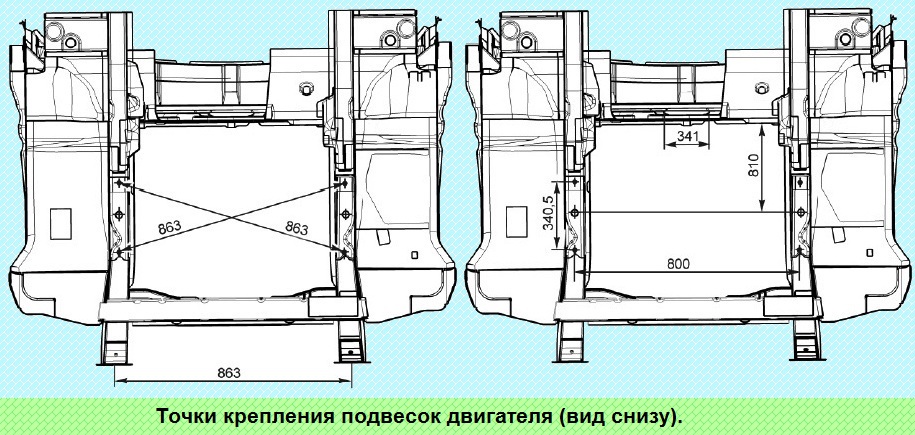
Базовые точки геометрических размеров кузова
Базовые точки крепления узлов трансмиссии
Передняя часть кузова
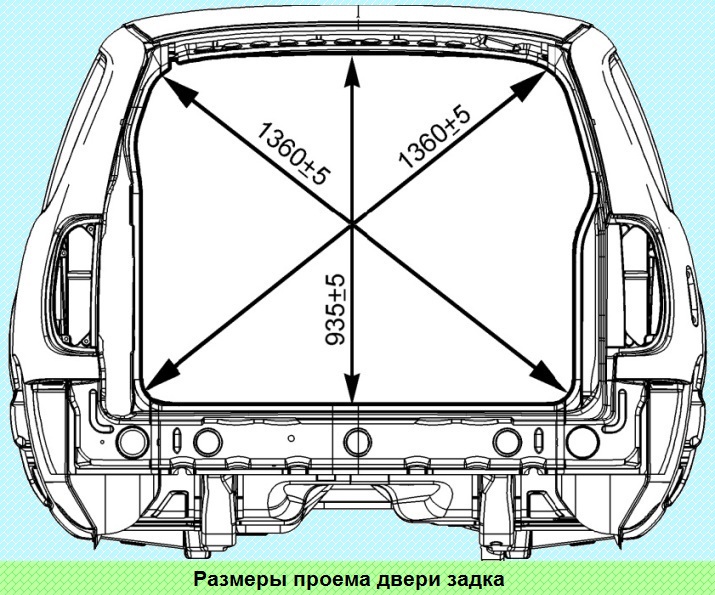
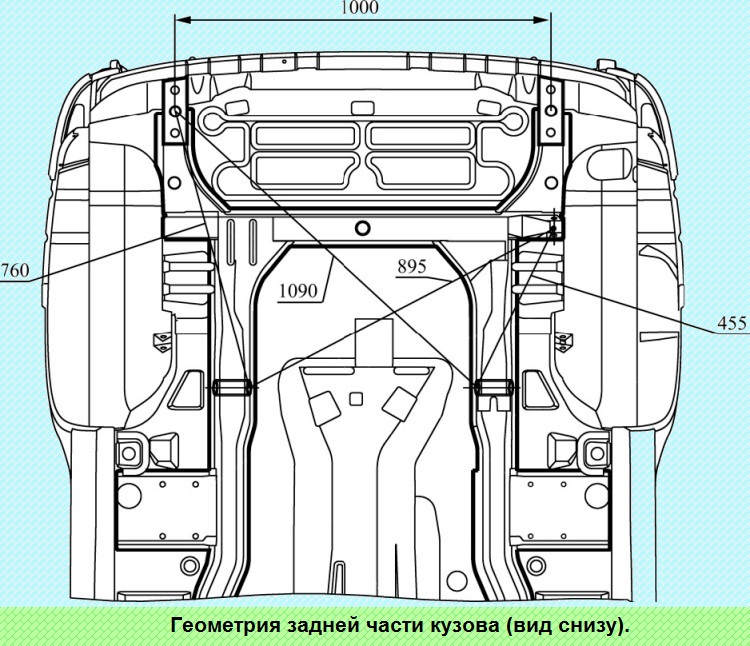
Задняя часть кузова
Оцинкованный металл
Для деталей, работающих в коррозионно-агрессивной среде, (нижняя часть автомобиля), изготовитель применяет одно или двусторонне оцинкованный металл. Доля оцинкованных деталей на кузове автомобиля Chevrolet-Niva составляет более 50 процентов (по весу).
На кузове Chevrolet-Niva оцинкованы следующие детали:
2123 – 5101024/025 панель пола передняя правая/левая;
2123 – 5101034 панель пола средняя;
2123 – 5101042 панель пола задняя;
2123 – 5101056/057 соединитель порога пола правый/левый;
2123 – 5101068/069 соединитель коробки порога пола правый/левый;
2123 – 5401092/093 панель боковины внутренняя правая/левая;
2123 – 5401102/103 накладка боковины нижняя правая/левая;
2123 – 8403024/025 усилитель переднего крыла задний правый/левый;
2123 – 8403264/265 брызговик переднего крыла правый/левый;
2123 – 8404046/047 надставка заднего крыла правая/левая;
2123 – 5401060/061 боковина кузова правая/левая;
2123 – 6101014/015 панель передней двери наружная правая/левая;
2123 – 6101024/025 панель передней двери внутренняя правая/левая;
2123 – 6201014/015 панель задней двери наружная правая/левая;
2123 – 6201024/025 панель задней двери внутренняя правая/левая;
2123 – 6301014 панель двери задка наружная;
2123 – 6301024 панель двери задка внутренняя;
2123 – 8403014/015 крыло переднее правое/левое;
2123 – 8404014/015 крыло заднее правое/левое.
Оцинкованные листы требуют других методов ремонта, нежели обычные стальные панели:
При сварке оцинкованных панелей в среде защитных газов сварочная точка получается более пористой, чем при сварке обычных стальных панелей. Увеличьте количество сварочных точек на 10 %.
Цинк при сгорании в зоне сварки выделяет вредный газ. Применяйте средства индивидуальной защиты.
Перед нанесением шпатлевки на оцинкованные стальные панели тщательно зашкурьте гладкую оцинкованную поверхность (снимите блеск), чтобы увеличить адгезию шпатлевки к оцинкованному металлу.
При работе с оцинкованными стальными панелями используйте кузовную шпатлевку только на эпоксидной основе.
Правка поврежденного кузова
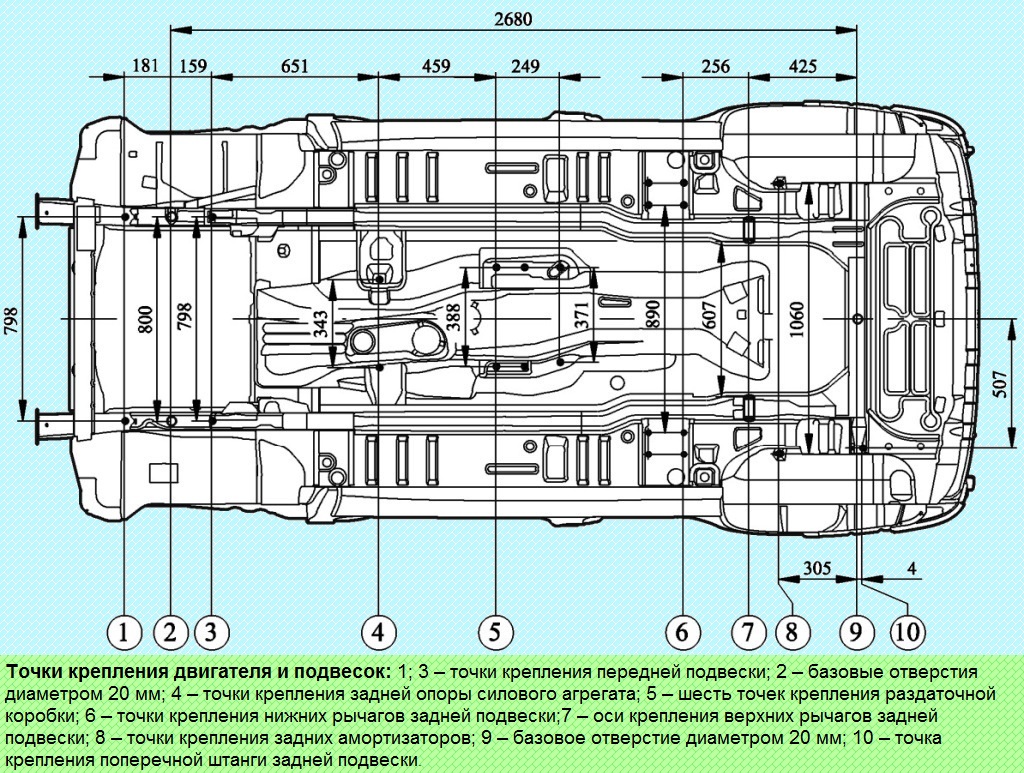
В эксплуатации часть автомобилей получают повреждения в результате дорожно-транспортных происшествий, при этом нарушается целостность и геометрия лицевых поверхностей, каркаса и основания кузова.
При ремонте таких автомобилей требуется восстановление геометрии точек крепления узлов и агрегатов на основании кузова.
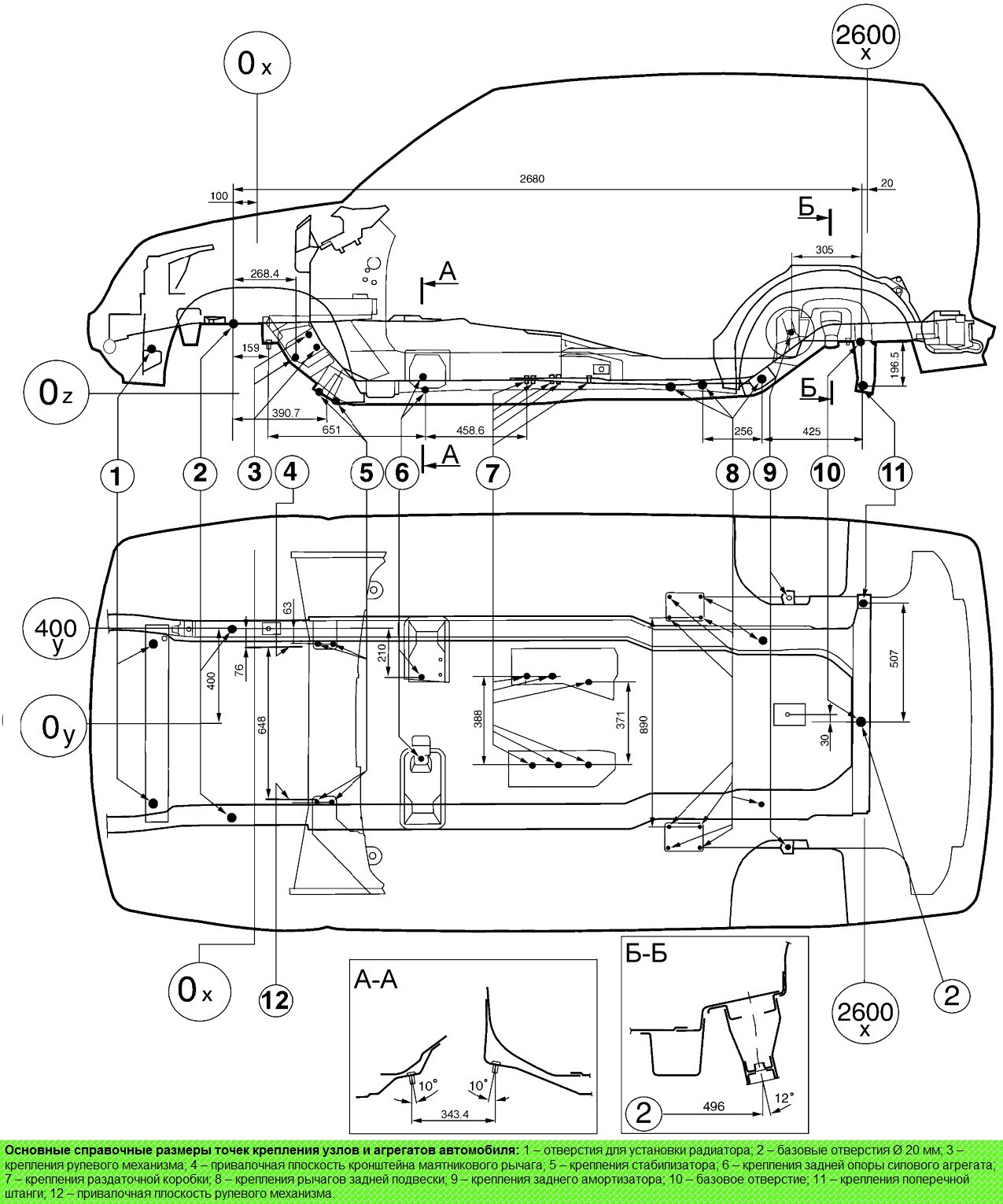
Основные справочные размеры для проверки основания кузова показаны на рисунке.
Повреждения кузова по сложности могут быть самыми различными. Поэтому правила ремонта в каждом отдельном случае должны быть, наиболее подходящими для этих повреждений, при этом необходимо максимально использовать возможности рихтовки поврежденных панелей.
По возможности необходимо избегать замены приварных деталей, чтобы не нарушать заводской комплекс антикоррозионной защиты кузова.
При выполнении кузовного ремонта рекомендуется снимать узлы и детали, препятствующие проведению рихтовочных, сварочных и окрасочных работ, чтобы облегчить измерение, контроль и установку гидравлических и винтовых домкратов для устранения перекосов и повреждений кузова.
Выступание лицевых поверхностей и съемных деталей относительно соседних панелей устраняется их подгонкой и регулировкой.
Ремонт деформированных поверхностей деталей
Ремонт поврежденных деталей кузова производится вытяжкой, рихтовкой, правкой с усадкой металла, вырезкой участков, не поддающихся ремонту, изготовлением ремонтных вставок из выбракованных деталей кузова или листового металла с приданием им формы восстанавливаемой детали.
Деформированные места панелей выправляют, как правило, вручную при помощи специального инструмента (молотков, рычагов, различных оправок) и приспособлений.
Правку с нагревом используют для осаживания (стягивания) сильно растянутых поверхностей панелей.
Для предотвращения ухудшения механических свойств металла панели нагревают до 600–650° С (вишнево-красный цвет). Диаметр нагретого пятна должен быть не более 10–15 мм.
Рихтовку панелей с усадкой металла производите следующим образом:
– угольным электродом сварочного полуавтомата или газовой горелкой нагрейте точки металла от периферии к центру дефектного участка и ударами деревянной киянки или молотка осаживайте нагретые места с обратной стороны осаживаемого участка, используя поддержку или наковальню;
– повторяйте операции нагревания и осаживания металла до получения необходимой поверхности панели.
Неровности на панелях можно выровнять при помощи полиэфирных шпатлевок, термопластика, эпоксидных мастик холодного отвердения и при помощи припоя.
Температура в рабочем помещении не должна быть ниже 18° С. Приготовленную полиэфирную шпатлевку необходимо использовать по времени не более чем за 10 мин.
Она окончательно затвердевает через 60 мин после нанесения. Толщина слоя шпатлевки на обработанной поверхности панели не должна превышать 2 мм.
Термопластик выпускается в виде порошка. Эластичные свойства, необходимые для нанесения его на металлическую поверхность панели, он приобретает при температуре 150–160° С.
Поверхность, подлежащая заполнению, должна быть тщательно очищена от ржавчины, окалины, старой краски и других загрязнений. Адгезия термопластика лучше к шероховатой поверхности металла.
Для нанесения термопластика участок, подлежащий выравниванию, нагревают до 170–180° С и наносят первый слой порошка, который укатывают металлическим валиком.
Затем наносят второй слой и так далее до заполнения неровности. Каждый слой укатывают до получения монолитного слоя пластической массы. После отверждения термопластик обрабатывают рихтовочной пилой.
При значительных повреждениях деталей кузова их заменяют новыми с использованием электродуговой сварки в среде защитных газов.
Читайте также: