
Неисправности головки блока цилиндров камаз
Добавил пользователь Skiper Обновлено: 19.09.2024
Неисправности и проблемы головки блока цилиндров. Дефектовка ГБЦ, ремонт
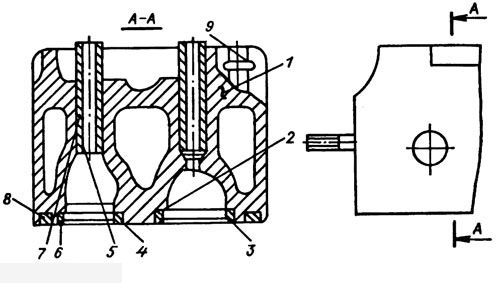
Если же перегрета головка, то необходимо в таком случае проверить её плоскость. Довольно часто при перегреве моторов ГБЦ, скорее всего, искривляется (это около 80-85 % случаев у двигателей российских марок и также советских). Головку с искривленной плоскостью ставить нельзя, ибо она просто прокладку ГБЦ не зажмет, из-под неё будут постоянно течь масло и вода, ну и самое главное - если не сразу, то точно со временем выхлопные газы в силу больших рабочих температур и давлений пробьют прокладку! И начнут вылетать не в выхлопную трубу, а прямо в подкапотное пространство. Чтобы не допускать такого, необходимо при проведении ремонта убедиться в качестве плоскости головки блока (необходимо сделать то же самое и при покупке б/у ГБЦ). Приведём пример последствий перегрева головки блока: двигатель КАМАЗа, восьмицилиндровый V-образной конфигурации, на каждый цилиндр с отдельной алюминиевой головкой.
Рассмотрим ещё одну нередкую проблему при перегреве головки блока, больше свойственна дизельным агрегатам - это на плоскости между клапанами головки появление трещин или микротрещин. Или бывает между отверстием для форсунки и гнездом клапанным. Трещины часто не обнаружить на глаз удается, и поэтому, при проведении осмотре головки, проверьте такие места внимательно. Далее, очистить их от нагара, проведя ногтём большого пальца по окружности в зоне посадки клапанного гнезда, если существует трещина, то ваш ноготь за нее будет цепляться. Также, можно еще один признак наличия микротрещин в головке блока увидеть при заведенном моторе. Итак, для этого необходимо открыть крышку радиатора, и если там окажутся стабильно проскакивающие воздушные пузырьки, то значит в ГБЦ появилась трещина. Дело в том, что воздух, который находится в камере сгорания, во время такта сжатия продавливается под огромным давлением через трещину в систему охлаждения, и далее, продолжая свой путь, выходит пузырьками в радиатор. Ничего страшного - на первый взгляд, однако, если в систему будет попадать слишком большое количество газов, то это на процессе охлаждения отрицательно скажется, то есть, мотор начнёт греться.
При этом необходимо также проверить состояние здоровья направляющих клапанных втулок. Необходимо для этого брать клапан - еще не рассухаренный, за пружину, и пробовать его шатать из стороны в сторону. И если клапан не болтается во втулке, то ещё сойдёт, а если же существует люфт серьезный, то лучше их заменить. Ну а если по хорошему, то нужно измерять выработку с помощью микрометра и щупа.
Необходимо обязательно проверить состояние клапанов на износ. Можно судить об износе клапана по выработке на стержне клапана в тех местах, которые во втулке работают. И если есть износ, на стержне клапана будут резкие переходы ощущаться. Также определить выработку клапана можно по состоянию краев, которые закрывают клапанное отверстие. Сильно изношенный клапан в этой области имеет новообразованные канава по всей окружности рабочей поверхности - зоны. Если клапана и втулки изношены, то необходимо заменить, и не забываем провести процедуру притирки клапанов.
Механизм представляет собой цельную корпусную деталь, на которую монтируются различные элементы и системы. Цельная металлическая отливка имеет каналы и плоскости.
Агрегат монтируется на специальные стержни, запрессованные в блок цилиндров 740 21 1002012. Крепление плиты производится посредством стальных болтов. Через один из стержней производится смазки всего механизма.
Слив масла из клапанного отсека в картер происходит через специальное отверстие. На двух сторонах головки расположены масляные каналы. Для эффективной работы клапанов установлены седла и направляющие втулки. Уменьшение сопротивления при выпуске отработавших газов достигается за счет удобного профиля клапанов.

Герметичность соединения гильз и ГБЦ КАМАЗа 740 достигается посредством запрессованного стального кольца, имеющего высокоточную обработку соприкасающихся поверхностей. Для компенсации возможных неровностей кольцо покрыто свинцовым напылением.
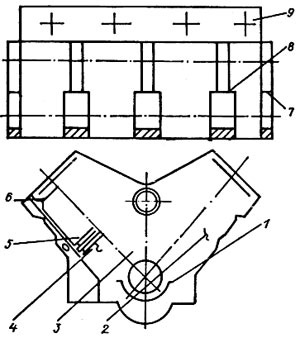
В головке ЕВРО КАМАЗ расположен клапанный механизм. В верхней части он закрыт металлической крышкой. Для предотвращения нарушения герметичности системы агрегат затягивается болтами по перекрёстному принципу в несколько подходов посредством динамометрического ключа.
Впускные каналы для подачи топливной смеси расположены с правой стороны агрегата. Они имеют специальный профиль, позволяющий улучшать образование топливной смеси. Выпускные каналы находятся в левой части узла.
.jpg)
Конструкция головки цилиндра КАМАЗ имеет свои особенности. Течь охлаждающей жидкости или смазки возникает по причине износа прокладки ГБЦ. Для ее замены, а так же ремонта поршневой системы, требуется проводить снятие головки блока.
Демонтаж агрегата производится в определенном порядке.
Сливается охлаждающая жидкость. Для ремонта головки определенных цилиндров требуется снять бачок охлаждающей жидкости и компрессор. Далее снимаются коллекторы и топливные трубки. После демонтируется крышка головки блока. Для удобства работ при ремонте одной головки цилиндра требуется снимать соседнюю крышку. При работе с ГБЦ некоторых цилиндров требуется открутить крепление кабины, что бы получить доступ к деталям. Во избежание падения штанг газораспределительной системы рекомендуется их предварительно связать. Затем откручиваются болты крепления посредством накидного ключа. Демонтаж головки КАМАЗа производится при помощи "монтажки", раскачивая при этом сам агрегат. После очистки механизма от загрязнений необходимо произвести замену уплотнительных колец водяных отверстий и втулки масляного канала. Вслед за установкой новой прокладки необходимо прикрутить штанги ГРМ.
Важно! Не допускается установка старых прокладок, независимо от качества и срока эксплуатации. При любом ремонте возможна установка только новой детали, соответствующей модели автомобиля.
При монтаже головки следует проводить затяжку болтов в определённом порядке в несколько приемов. Силовой момент динамометрического ключа должен составлять 16-18 кгс*м.
Важно! Следует знать, что любая поломка ГБЦ 740 30 1003010 может привести к выходу из сроя двигателя, либо спровоцировать большие поломки. Перед ремонтом рекомендуется проводить диагностику работы узла и установление причин неисправности.
Головки цилиндров блока двигателя КамАЗ-740 в отличие от двигателя ЯМЗ-238 изготовлены отдельно на каждый цилиндр из алюминиевого сплава Аl-4. На каждом двигателе имеются головки цилиндров — 8 шт. Их водяные ашки имеют технологические заглушки. Внутренняя полость водяной ашки сообщается с водяной ашкой блока с помощью трех перепускных отверстий.
Характерными неисправностями головок цилиндров блока при поступлении в капитальный ремонт являются:
- кавитационный износ отверстий, через которые проходит охлаждающая жидкость, при этом их диаметр может увеличиться в 2—2,5 раза;
- этому дефекту подвержены 80 % головок цилиндров от общего количества поступающих в ремонт;
- выпадение заглушек водяной ашки головок цилиндров;
- обрыв шпилек крепления форсунок и стоек коромысел.
Технические условия на контроль, сортировку и восстановление головок цилиндров и их крышек
Дефектация головок цилиндров, их восстановление и контроль после восстановления осуществляются в соответствии с требованиями технических условий.
Технические условия на контроль, сортировку и восстановление головок цилиндров представлены в табл. 18.
Деталь № 740. 1003014
Материал: сплав алюминия Аl-4
Твердость: НВ 70
18. Технические условия на контроль, сортировку и восстановление головок цилиндров
Номер позиции на рисунке
Способ установления дефекта и средства контроля
Рекомендации по устранению дефектов
допустимый без ремонта
Трещины, захватывающие каналы и внутренние полости головки цилиндров
Испытание на герметичность под давлением воздуха
Трещины, не захватывающие каналы и внутренние полости головок цилиндров
Заварить в среде аргона
Разрушение посадочных гнезд под седла клапанов и перемычек
Заварить гнезда в среде аргона, после чего расточить под номинальный размер
Ослабление посадки седла впускного клапана в гнезде в результате его износа
Проверка постукиванием медным молотком
Заварить в среде аргона
Размер гнезда под седло:
Пробки размером, мм:
Гнездо расточить под ремонтный размер; поставить седло ремонтного размера; обработать под ремонтный размер
Ослабление посадки седла выпускного клапана в гнезде в результате его износа
Поставить седло ремонтного размера
Размер гнезда под седло:
Пробки размером, мм
Ослабление посадки направляющих втулок клапанов в результате износа отверстий под втулки
Легкое постукивание медным молотком
Размер отверстий под втулки:
Обработать под ремонтный размер
Износ, риски, раковины на рабочей фаске седел клапанов
Осмотр; калибр с углом конуса 30°; малый диаметр конуса — 48 мм
Произвести притирку клапанов
Износ отверстий в направляющих втулках клапанов
Расточить под ремонтный размер
Пробки размером, мм:
Прогорание или механическое повреждение кольца уплотнительного газового стыка
Расточить отверстия и вставить латунные втулки
Технические условия на контроль, сортировку и восстановление крышек головок цилиндров
Крышки головок цилиндров могут иметь следующие неисправности: трещины, обломы и коробление плоскости прилегания к головке цилиндров.
Крышки, имеющие трещины и обломы, выбраковываются. Коробление плоскости прилегания к головке цилиндра устраняется шлифовкой на плоскошлифовальном станке.
Технические условия на контроль, сортировку и восстановление крышек головок цилиндров представлены в табл. 19.
Материал: алюминиевый сплав Al-4
Твердость: HB 69
19. Технические условия на контроль, сортировку и восстановление крышек головок цилиндров
Номер позиции на рисунке
Способ установления дефектов и средства контроля
Рекомендации по устранению дефектов
по рабочему чертежу
допустимый без ремонта
Бра ковать, заварить электродуговым способом в среде аргона
Коробление плоскости прилегания к головке цилиндров
Плита поверочная, щуп
Неплоскостность 0,1 мм
Шлифовать до устранения дефекта
Технология восстановления головок цилиндров
Восстановление головок цилиндров производится следующим образом. Изношенная внутренняя цилиндрическая поверхность для прохода охлаждающей жидкости рассверливается на сверлильном станке. На токарном станке изготавливаются из бронзового прутка втулки. Внутренний диаметр отверстия рассверливается до номинального размера. Наружный диаметр втулки должен быть больше диаметра рассверленного отверстия в головке цилиндра на величину натяга при ее запрессовке (0,06—0,12 мм). Изготовленные втулки запрессовываются в рассверленные отверстия.
Выпавшие заглушки водяной ашки головки цилиндра заменяются новыми. На внутреннюю поверхность заглушки наносится слой клеевой композиции и после этого заглушки запрессовываются в отверстия водяной ашки головки цилиндра.
Оборванные шпильки из головок цилиндров извлекаются и вместо них ввертываются вновь изготовленные.
Блоки цилиндров относятся к классу корпусных деталей. У двигателей КамАЗ-740 блок цилиндров отливается V-образной монолитной конструкцией из серого чугуна СЧ 21-40, а крышки подшипников — из ковкого чугуна КЧ 35-10. Места посадки гильз цилиндров подшипников коленчатого вала и втулок распределительного вала точно обработаны.
При изготовлении блок цилиндров растачивается вместе с крышками коренных опор, поэтому крышки невзаимозаменяемые, их необходимо устанавливать на те места, с которых они были сняты. Картерная часть блока соединяется с крышками коренных опор поперечными болтами.
Блоки цилиндров после мойки подвергаются дефектации. Дефектации блоков производится на основании Технических условий на контроль, сортировку и восстановление деталей (табл. 11).
Возможными дефектами блока цилиндров могут быть:
- коробление поверхности сопряжения с головками цилиндров;
- деформация или износ гнезд под вкладыши коренных подшипников коленчатого вала и втулок распределительного вала;
- деформация или износ верхнего посадочного пояса под гильзу;
- износ резьбовых отверстий;
- пробоины стенок блока, трещины масляной магистрали и трещины перемычек и посадочных мест под гильзы.
Восстановление внутренних цилиндрических поверхностей в блоке цилиндров двигателя — КамАЗ
Изношенные посадочные пояски в блоке под гильзы цилиндров растачиваются под ремонтный размер. Размеры посадочных поясков представлены в табл. 17.
17. Ремонтные размеры посадочных поясков в блоке под гильзы цилиндров
Посадочное отверстие, мм
Допустимый (без ремонта)
Изношенные внутренние поверхности отверстий под толкатели восстанавливаются развертыванием под ремонтный размер на радиально-сверлильном станке.
Поврежденные резьбы в блоке цилиндров восстанавливаются постановкой резьбовых ввертышей.
Блоки цилиндров, имеющие коробление поверхности сопряжения с головками цилиндров более 0,08 мм, восстанавливаются после установки блока цилиндров в приспособление шлифованием плоскости на горизонтальном плоскошлифовальном ставке до устранения коробления плоскости разъема.
Неплоскостность поверхностей головок цилиндров контролируется на поверочной плите щупом. Щуп, вставленный между головкой и поверочной плитой, по толщине должен быть не более 0,07 мм.
После восстановления блок цилиндров должен отвечать следующим техническим требованиям:
- при испытании на герметичность водой под давлением не менее 0,4 МПа подтекание воды не допускается;
- крышки коренных подшипников не должны быть разукомплектованы с блоком цилиндров.
Расстояние между осями коленчатого вала и промежуточной шестерни 157,5±0,03 мм, а распределительного вала промежуточной шестерни — 112,5±0,03 мм (замеряется индикаторным приспособлением).
Заварка трещин в блоках цилиндров
Трещины на стенках блока цилиндров завариваются или заделываются эпоксидными композициями.
Заварку трещин можно вести с подогревом или без подогрева. Перед заваркой концы трещин засверливаются сверлом диаметром 5 мм и только после этого разделываются по всей длине под углом 90—120 ° на 4/5 толщины стенки с помощью шлифовальной машинки.
Заварка трещин чугунного блока имеет отличительные особенности, заключающиеся в том, что она может производиться с подогревом блока или без подогрева. Подогрев блока производится до температуры 600…650 °С ацетиленокислородным пламенем горелки. В качестве присадочного материала используются прутки диаметром 5 мм. От окисления шов предохраняется бурой. Запрещается производить заварку трещин при температуре ниже 600 °С. В интервале температур 60…600 °С во время заварки при быстром нагреве происходит отбел чугуна в результате соединения углерода с железом и образования карбида железа Fe2C (белого чугуна), так как в этом случае после охлаждения образовываются дополнительные трещины. Их швы после заварки должны выступать над поверхностью стенки блока не более чем на 1,5 мм.
Шлаковые включения и раковины не допускаются.
Заварка трещин без подогрева производится электродуговой сваркой постоянным током обратной полярности полуавтоматом А-547 электродной проволокой марки МНЖКТ диаметром 1,2 мм в среде аргона. В процессе заварки не допускается нагрев детали выше 60°С.
Режим заварки трещин: сила сварочного тока — 125—150 А; напряжение — 27—30 В; давление аргона у сварочной дуги — 0,3—0,5 МПа.
Для заварки трещин без применения защитного газа применяются электроды следующих марок: ПАНЧ-11, МНЧ-1, ОЗЧ-1, АНЧ-1, ЦЧ-3 и ЦЧ-4.
Режим сварки: сила сварочного тока — 130 А; напряжение — 36 В; твердость наплавленного слоя — НВ 170.
Заделка трещин в блоках цилиндров эпоксидной композицией
Заделка трещин эпоксидной композицией производится следующим образом:
- трещина разделывается шлифовальным кругом под углом 60— 90° на глубину 3/4 толщины стенки; концы трещин засверливаются сверлом диаметром 3—4 мм; отверстия забиваются медными или алюминиевыми заглушками; при длине трещины до 30—50 мм фаску можно не снимать;
- в зоне вокруг трещин шириной 30 мм создается шероховатость поверхности насечкой или дробеструйной обработкой; после этого производятся очистка и обезжиривание разделанной поверхности ацетоном;
- на сухую поверхность шпателем наносится первый слой эпоксидной композиции толщиной 1 мм; затем наносится второй слой эпоксидной композиции толщиной не менее 2 мм; общая толщина слоя должна быть 3—4 мм;
- после этого производится отверждение нанесенного слоя эпоксидной композиции; отверждение эпоксидной композиции может производиться с подогревом или без подогрева; отверждение с подогревом производится в сушильном шкафу при температуре 80…90 °С продолжительностью около 1 ч.
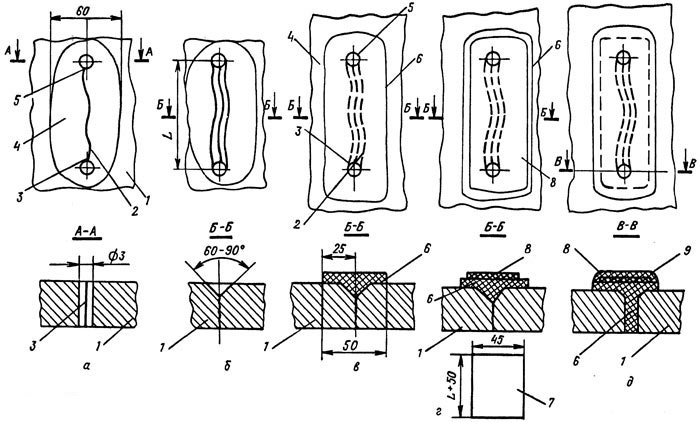
Рис. 40. Последовательность выполнения операций заделки трещин поврежденной детали:
а — сверление концов трещины; б — зачистка поверхности детали вокруг трещины, разделка трещины и обезжиривание на удалении до 300 мм от трещины; в — заполнение разделанной трещины клеевой композицией; г — укрепление клеевой композиции слоем стеклоткани; д — наложение верхнего слоя клеевой композиции; L — длина трещины; 1 — деталь; 2 — трещина в детали; 3, 5 — засверленные концы трещины; 4 — зачищенная поверхность; 6 — слой клеевой композиции; 7 — заготовка стеклоткани; 8 — укрепление слоя клеевой композиции стеклотканью; 9 — верхний слой клеевой композиции
Пробоины на стенке блока заделываются наложением заплат из стеклоткани толщиной 0,3 мм на первый слой эпоксидной композиции. Заплаты должны перекрывать пробоину на 15—20 мм. Сверху заплаты наносится второй слой эпоксидной композиции. После этого производится отверждение эпоксидной композиции.
Операционная карта заделки трещин клеевой композицией представлена в табл. 12, а последовательность выполнения операции показана на рис. 40.
12. Операционная карта заделки трещин на наружной стенке блока цилиндров клеевой композицией
Время операции, мин
Инструменты и приспособления
Сверление по концам трещины 2 отверстий диаметром 2—3 мм, установка пробок в отверстия
Электродрель, сверло диаметром 2—3 мм, шлифовальная машина
Медные или алюминиевые заглушки, изготовленные из проволоки
Снятие на трещине фаски под углом 60—90° на глубину 2—3 мм вдоль трещины по всей ее длине
Шлифовальная машинка с гибким валом
Шлифовальный круг зернистостью 46—60, твердостью СМ1, СМ2
Зачистка поверхности блока цилиндров на расстоянии 20—30 мм по обе стороны трещины до металлического блеска
Шлифовальная машинка с гибким валом и круглым диском-щеткой
Диск с металлической щеткой
Обезжиривание и просушка очищенного участка и трещины при температуре 20 °С
Ацетон, бензин, ветошь
Приготовление эпоксидной композиции
Шпатель, полиэтиленовый стаканчик
Эпоксидная смола, наполнитель — чугунный порошок, пластификатор ДБФ и отвердитель ПЭПА
Нанесение клеевой композиции на подготовленную поверхность
Наложение заплаты на нанесенный слой клеевой композиции
Заплата из стеклоткани
Нанесение на заплату окончательного слоя эпоксидной композиции
Выдержка блока цилиндров с нанесенной композицией на трещину до полного отвердения при температуре 18…20°С
Основными неисправностями двигателя могут быть следующие:
- уменьшение мощности двигателя, увеличение расхода топлива и масла;
- повышение дымности отработавших газов; уменьшение давления масла в системе двигателя при температуре выше О °С;
- неустойчивая работа двигателя на холостом ходу; работа двигателя с перебоями или перегревом; глухие стуки в подшипниках коленчатого вала; заклинивание коленчатого вала;
- звонкие стуки деталей газораспределительного механизма;
- подтекание жидкости в соединениях системы охлаждения.
Возможные неисправности двигателей КамАЗ-740, причины их возникновения и рекомендуемые способы их устранения представлены в табл. 10.
Неисправности двигателя обусловливаются неисправностями шатунно-кривошипного и газораспределительного механизмов. Признаками неисправностей указанных механизмов являются глухие ритмичные стуки в нижней части картера двигателя и звонкие стуки в головках цилиндров.
10. Основные неисправности двигателей КамАЗ-740
Внешние проявления (признаки) неисправностей
Влияние неисправностей на работу агрегата
Возможная неисправность сопряжения или дефект детали
Способ устранения неисправности
Стук в средней части блока двигателя
Уменьшение мощности двигателя, увеличение расхода топлива и масла, повышенное дымление отработавших газов
Пригорание колец в канавках поршней; износ поршневых колец, гильз цилиндров, поршней, деталей газораспределительного механизма
Разобрать двигатель, заменить или восстановить изношенные детали
Стук в нижней части картера двигателя глухого тона, изменяющийся с изменением частоты вращения коленчатого вала
Уменьшение давления в масляной магистрали двигателя
Износ коренных подшипников; износ шатунных подшипников, применение нерекомендованного сорта смазки
Восстановить или заменить коленчатый вал, заменить масло
Износ упорных колец коленчатого вала
Заменить упорные кольца
Резкий звонкий двойной стук в средней части картера двигателя
Уменьшение мощности двигателя, уменьшение скорости движения автомобиля
Износ пальца в бобышках поршня, износ верхней втулки шатуна
Заменить втулки шатуна
Стук, похожий на детонацию
Ранний впрыск топлива в цилиндр
Разрегулировка муфты опережения впрыска топлива
Звонкий стук в головке цилиндра
Уменьшение мощности двигателя
Стук клапанов о коромысло, большой тепловой зазор между клапаном и носком коромысла
Отрегулировать тепловой зазор регулировочным винтом
Глухой стук в головке цилиндров
Удары поршня о клапан выводят поршень из строя
Заедание клапана во втулке, поломка клапанных пружин
Снять головку, отремонтировать клапанный механизм
Указатель давления масла показывает давление более 0,5 МПа
Заедание редукционного клапана системы смазки в главной магистрали, недостаточная очистка масла от загрязнений
Поломка деталей клапана, засорение фильтрующих элементов полнопоточного масляного фильтра
Разобрать, заменить детали
Включается лампочка индикатора указателя температуры охлаждающей жидкости
Не работает гидромуфта или водяной насос
Неисправен включатель гидромуфты, проскальзывают ремни привода водяного насоса, поломаны его детали
Условные обозначения: УТР — углубленный текущий ремонт двигателя, КР — капитальный ремонт, TP — текущий ремонт.
Износ поршневых колец и внутренних поверхностей гильз цилиндров, а также пригорание колец в канавках поршней приводят к снижению компрессии и уменьшению мощности двигателя. Признаками этих неисправностей являются повышенная дымность отработавших газов, а также увеличенный расход топлива и масла.
Звонкие стуки, возникающие при изменении подачи топлива с увеличением нагрузки на двигатель, являются следствием износа втулок верхней головки шатунов, пальцев и бобышек поршня.
Глухие стуки, появляющиеся при резкой подаче топлива на холостом ходу двигателя, свидетельствуют об увеличении зазора между коренными и шатунными шейками коленчатого вала и вкладышами подшипников. Это происходит в результате износа антифрикционного слоя вкладышей и шеек коленчатого вала.
Уменьшение мощности и перебои в работе двигателя свидетельствуют об износе деталей газораспределительного механизма. Это является следствием неплотного закрытия гнезд клапанов и увеличенных зазоров между стержнями клапанов и носками коромысел, что приводит к характерному металлическому стуку.
Глухой металлический стук на холостом ходу и усиление его при увеличении подачи топлива являются признаком поломки клапанных пружин или заедания клапанов.
Восстановление деталей шатунно-кривошипного и газораспределительного механизмов производится при капитальном или углубленном текущем ремонте двигателей.
Перегрев двигателя и нарушение теплового режима происходят вследствие следующих неисправностей системы охлаждения: понижения уровня охлаждающей жидкости в системе, ослабления натяжения приводных ремней, засорения трубок радиатора, а также неисправности в работе гидромуфты.
Увеличение дымности отработавших газов со специфическим синеватым оттенком при выходе их из глушителя и падение давления масла являются следствием неисправности системы смазки.
Важное значение имеют применение масла рекомендуемого сорта и поддержание нормального уровня его в картере. Уменьшение уровня масла приводит к уменьшению подачи его к трущимся поверхностям деталей. При большом уровне масло забрызгивается в камеру сгорания и сгорает в ней, выделяя дым характерного синего цвета.
Неисправности системы смазки, засорение масляных фильтров и маслопроводов приводят к преждевременному износу всех деталей шатунно-кривошипного и газораспределительного механизмов.
Читайте также: