
Моменты затяжки камаз 4310
Добавил пользователь Владимир З. Обновлено: 19.09.2024
Для проверки мостов на герметичность подайте воздух через резьбовое отверстие под сапун картера моста с избыточным давлением в картере 19,6. 24,5 кПа (0,2. 0,25 кгс/см : ).
Подтекание масла через манжеты, места соединений и сварные швы на балке недопустимы (незначительное образование масляных пятен на поверхностях в вышеуказанных зонах, кроме сварных швов, без капле-образования не является браковочным признаком).
Для проверки уровня масла в картерах мостов отверните контрольную пробку на картере моста. Если при этом нет течи масла из контрольного отверстия, то через заливное отверстие в картере редуктора долейте масло до уровня контрольного отверстия.
Для проверки крепления фланцев на шлицевых концах валов ведущих мостов поставьте автомобиль на смотровую яму или эстакаду и подложите упоры под колеса. Затем выключите стояночный тормоз, установите рычаг коробки передач в нейтральное положение и выключите механизм блокировки межосевого дифференциала. Руками покачайте фланец вала в продольном и поперечном направлениях. При наличии ощутимого зазора отсоедините соответствующий конец
карданного вала и, расстопорив гайки крепления, подтяните их, обеспечив моменты затяжки гайки, Н м (кгс-м): фланца межосевого дифференциала и фланца выхода из промежуточного моста - 245. 294 (25. 30); фланца привода заднего моста - 235. 353 (24. 36). После подтяжки гайки закерните (зашплинтуйте).
При смене масла промойте картеры дизельным топливом, а магниты сливных пробок очистите от металлических отложений. Промойте сапуны ведущих мостов дизельным топливом и продуйте их сжатым воздухом. Масло сливайте, вывернув пробки контрольных и заливных отверстий. Перед сливом масла прогрейте мост пробегом автомобиля.
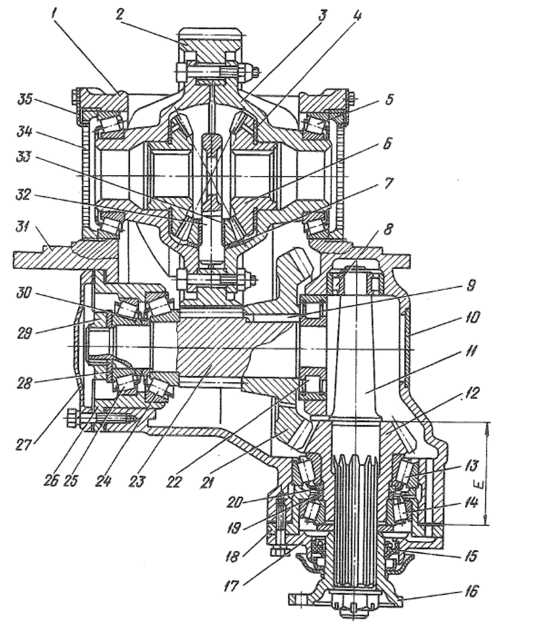
Рис. Главная передача переднего моста:: 1 — крышка подшипника; 2 — ведомое цилиндрическое зубчатое колесо; 3 — чашка дифференциала; 4 — опорная шайба полу-осевого зубчатого колеса; 5, 13, 14, 24, 25 — конические роликовые подшипники; 6 — полу-осевое зубчатое колесо; 7 — опорная шайба сателлита; 8, 22 — роликовые подшипники цилиндрические; 9 — шпонка; 10 — заглушка; 11 — первичный вал; 12 — ведущее коническое зубчатое колесо; 15 — манжета; 16 — фланец; 17', 27 — крышки; 18, 26 — стаканы подшипников; 19, 30 — регулировочные шайбы; 20 — распорная втулка; 21 — ведомое коническое зубчатое колесо; 23 — ведущее цилиндрическое зубчатое колесо; 28 — опорная шайба; 29 — гайка; 31 — картер главной передачи; 32 — крестовина дифференциала; 33 — сателлит; 34 — регулировочная гайка; 35 — стопор гайки; Е — регулируемый размер.
Проверка и регулирование тепловых зазоров в механизме газораспределения. Регулирование тепловых зазоров в механизме газораспределения проводите на холодном двигателе не ранее чем через 30 мин после остановки, при этом подачу топлива выключайте.
— выверните болт крепления колпака фильтра и снимите колпак вместе с элементом;
— выньте фильтрующий элемент из колпака; снимите в указанном порядке второй колпак и фильтрующий элемент;
— промойте дизельным топливом колпаки фильтров;
— замените фильтрующие элементы и соберите фильтр; проверьте, нет ли течи масла в соединениях фильтра на работающем двигателе. При наличии течи подтяните болты крепления колпаков. Если течь по уплотнению колпаков не устраняется подтягиванием болтов, замените резиновые уплотнительные прокладки между колпаками и корпусом фильтра.
Рекомендуется при обслуживании масляных фильтров использовать бумажные фильтрующие элементы 740.1012040-10. Фильтрующие элементы из древесной муки применяйте только в крайних случаях в теплое время года.
Запрещается использование для двигателей КамАЗ масляных фильтроэлементов 201-1017035-А, рассчитанных на номинальный расход 4—6 л/мин и предназначенных только для двухтактных двигателей ЯМЗ-204 и ЯМЗ-206.
Промывка ротора центробежного фильтра. Промывайте ротор в следующем порядке:
— отверните гайку колпака фильтра и снимите колпак;
— поверните ротор вокруг оси так, чтобы стопорные пальцы вошли в отверстия ротора;
— отвернув гайку крепления колпака ротора, снимите его; проверьте затяжку гайки крепления ротора на оси, при необходимости подтяните (момент затяжки 8—9 кгс·м). Не снимайте ротор при обслуживании;
— удалите осадок из колпака ротора и промойте его дизельным топливом;
— соберите фильтр, совместив метки на колпаке и роторе, проверив состояние уплотняющей прокладки колпака фильтра. Если необходимо, прокладку замените. Перед установкой наружного колпака отожмите пальцы стопорного устройства и проверьте вращение ротора на оси; ротор должен вращаться легко, без заеданий. Гайки колпаков ротора и фильтра затягивайте с моментом 2—3 кгс·м.
Промывка фильтра грубой очистки топлива. Промывайте фильтр в следующем порядке:
— слейте топливо из фильтра, ослабив пробку 1 (рис. 31) сливного отверстия;
— выверните четыре болта 7 крепления стакана к корпусу фильтра и снимите стакан 2 вместе с фланцем 8;
— выверните фильтрующий элемент из корпуса;
— промойте сетку 4 фильтрующего элемента и полость стакана бензином или дизельным топливом, продуйте сжатым воздухом;
— наденьте на фильтрующий элемент уплотнительную шайбу, распределитель 6 и вверните фильтрующий элемент в корпус;
— установите стакан фильтра и закрепите его болтами; затяните пробку сливного отверстия;
— убедитесь в отсутствии подсоса воздуха через фильтр на работающем двигателе; при необходимости устраните подсос подтягиванием болтов крепления стакана к корпусу.
Смена фильтрующих элементов фильтра тонкой очистки топлива. Меняйте фильтрующие элементы в следующем порядке:
— выверните на два-три витка пробки 10 (рис. 32) сливных отверстий и слейте топливо из фильтра в емкость, затем вверните пробки;
— выверните болты крепления колпаков фильтра, снимите колпаки и удалите загрязненные фильтрующие элементы;
— промойте колпаки дизельным топливом;
— установите в каждый колпак новый фильтрующий элемент;
— установите колпаки с элементами и затяните болты;
— пустите двигатель и убедитесь в герметичности фильтра.
Течь топлива устраните подтяжкой болтов крепления колпаков.
Смазка автоматической муфты опережения впрыска топлива. Для смазки автоматической муфты опережения впрыска топлива используйте масло, применяемое для двигателя. На корпусе муфты имеются два отверстия, закрытые винтами с уплотнительными шайбами, масло заливайте через верхнее отверстие до появления его из нижнего.
Проверка и регулирование угла опережения впрыска топлива. Проверяйте и регулируйте угол опережения впрыска топлива в следующем порядке (рис. 157).
ис. 157. Установка начала впрыскивания топлива в первом цилиндре двигателя по меткам: 1 — автоматическая муфта опережения впрыскивания; 2 — ведомая полумуфта; 3 — болт: 4 — стяжной болт; 5 — задний фланец ведущей полумуфты; 6 — передний фланец ведущей полумуфты; А — метка на заднем фланце полумуфты; Б — метка на муфте опережения впрыскивания; В — метка на корпусе топливного насоса высокого давления
1. Проверните коленчатый вал ломиком за отверстия на маховике через люк картера сцепления до совмещения меток на корпусах топливного насоса высокого давления и автоматической муфты опережения впрыска топлива.
2. Проверните коленчатый вал двигателя на пол-оборота против хода вращения (по ходу часовой стрелки, если смотреть со стороны маховика).
3. Установите фиксатор маховика в нижнее положение и проворачивайте коленчатый вал по ходу вращения до тех пор, пока фиксатор не войдет в паз маховика. Если в этот момент метки на корпусах топливного насоса и автоматической муфты совместились, то угол опережения впрыска установлен правильно; фиксатор переведите в верхнее положение.
4. Если метки не совместятся:
— ослабьте верхний болт 3 ведомой полумуфты 2 привода, проверните коленчатый вал по ходу вращения и ослабьте второй болт;
— разверните муфту опережения впрыска топлива за фланец ведомой полумуфты 2 в направлении, обратном ее вращению, до упора болтов в стенки пазов (рабочее вращение муфты правое, если смотреть со стороны привода);
— опустите фиксатор в нижнее положение и проворачивайте коленчатый вал двигателя по ходу вращения до совмещения фиксатора с пазом маховика;
— медленно поворачивайте муфту опережения впрыска топлива за фланец ведомой полумуфты привода в направлении вращения до совмещения меток на корпусах насоса и муфты опережения впрыска. Закрепите верхний болт полумуфты привода, установите фиксатор в верхнее положение, проверните коленчатый вал и закрепите второй болт.
5. Проверьте правильность установки угла опережения впрыска, как указано в п. 3.
Проверка и регулирование привода управления подачей топлива. Нажмите педаль 17 (рис. 35) до упора, при этом педаль должна упереться в болт ограничения ее хода. При свободном положении рычаг 4 управления регулятором должен упираться в болт 5 ограничения минимальной частоты вращения, а ось нижнего плеча переднего рычага 13 должна совпадать с осью опрокидывания кабины. Это можно проверить, опрокинув кабину в первое положение (38°), при работающем двигателе с минимальной частотой вращения холостого хода. Частота вращения коленчатого вала не должна увеличиваться при наклоне кабины. В противном случае отрегулируйте привод в следующем порядке:
— нажмите на нижнее плечо переднего рычага 13 против хода автомобиля до упора его в кронштейн 14;
— отрегулируйте длину промежуточной тяги 12 так, чтобы рычаг 4 упирался в болт 5 ограничения минимальной частоты вращения;
— соедините верхнее плечо переднего рычага 13 тягой 15 с педалью 17, выдержав угол между ней и подпятником 130°;
— нажмите педаль так, чтобы рычаг 4 управления регулятором упирался в болт 3 ограничения максимальной частоты вращения;
— выверните болт ограничения хода педали до соприкосновения с педалью и законтрите его.
При правильной регулировке привода педаль должна свободно перемещаться, обеспечивая максимальную частоту вращения коленчатого вала двигателя.
Техническое обслуживание воздушного фильтра. При обслуживании воздушного фильтра необходимо очистить фильтрующий элемент, предочиститель и бункер.
Очищать фильтрующий элемент можно продувкой или промывкой.
Продувка (рис. 158) целесообразна в том случае, если фильтрующий элемент загрязнен пылью без сажи и его необходимо использовать сразу же после очистки.
Для продувки подайте внутрь фильтрующего элемента сухой сжатый воздух под давлением не более 3 кгс/см 2 . Струю воздуха направляйте под углом к поверхности внутреннего кожуха фильтрующего элемента и обдувайте элемент до полного удаления пыли.
ис. 158. Продувка фильтрующего элемента воздушного фильтра
Для проверки состояния картона фильтрующего элемента подсветите его изнутри лампой (рис. 159) и осмотрите картон через отверстия наружного кожуха. Для удобства можно раздвигать фильтрующую штору деревянной лопаточкой.
При наличии разрывов или других сквозных повреждений картона замените элемент.
ис. 159. Визуальный контроль состояния фильтрующего элемента: 1 — торцовая уплотнительная прокладка; 2 — наружный кожух
Промывка (рис. 160) применяется при загрязнении фильтрующего картона пылью, сажей, маслом, топливом. Промывайте фильтрующий элемент теплым (40—50°С) водным раствором нейтральных моющих веществ из расчета 10—25 г порошка на 1 л воды.
ис. 160. Промывка фильтрующего элемента
Погрузите фильтрующий элемент в раствор и промывайте в течение 25—30 мин, периодически окуная и вращая его. Окончательно промойте элемент чистой водой.
Установлено, что при промывке происходит вымывание фенольных смол из картона фильтрующей шторы со снижением прочности картона. В связи с этим рекомендуется промывать фильтрующий элемент не более трех раз, а с учетом его регенерации обдувом сжатым воздухом, общее количество технических обслуживании элемента допускается пять-шесть.
После промывки фильтрующий элемент рекомендуется проверить, нет ли недопустимых дефектов опрессовкой сжатым воздухом в воде по методике, которая изложена ниже. Данную проверку целесообразно также провести и после технического обслуживания фильтрующего элемента продувкой сжатым воздухом. Это позволит полностью исключить применение на двигателях поврежденных фильтрующих элементов и связанные с этим повышенные износы деталей цилиндро-поршневой группы двигателя.
При установке фильтрующего элемента обратите внимание на целость торцевых уплотнительных прокладок, надежно заверните гайку.
Через шесть — восемь дней эксплуатации после установки фильтрующего элемента (в особо пыльных условиях — через один-два дня) снимите элемент и убедитесь в отсутствии пыли на его внутренней поверхности. При обнаружении пыли на внутренних поверхностях элемента немедленно замените его годным элементом.
Проверка фильтрующего элемента опрессовкой сжатым воздухом в воде. Опрессовку выполняйте на установке, изображенной на рис. 161, в следующем порядке:
— установите фильтрующий элемент 2 между крышками 1 и 4, затем погрузите его в воду на глубину 60 мм. Перед проверкой или непосредственно в испытательной установке сухой фильтрующий элемент необходимо выдержать в воде в течение 5—10 мин для заполнения водой пор в картоне;
— подайте внутрь элемента воздух под давлением 160 мм вод. ст. Данное давление устанавливается и поддерживается постоянным жидкостным клапаном 6, трубка которого погружена в воду на 160 мм. Во избежание разрушения фильтрующей шторы элемента давление воздуха не должно повышаться даже кратковременно свыше 200 мм вод. ст.;
— медленно поворачивайте элемент, обращая внимание на выделение пузырьков воздуха с его наружной поверхности;
— подведите к месту выделения пузырьков воздуха прозрачный колпак 3, заполненный водой, и замерьте время заполнения его воздухом. При заполнении колпака объемом 0,5 л менее чем за 20 с через одно повреждение выбраковывайте фильтрующий элемент.
ис. 161. Схема установки для проверки фильтрующего элемента опрессовкой сжатым воздухом в воде: 1 — поджимная крышка; 2 — фильтрующий элемент; 3 — прозрачный колпак; 4 — полая крышка; 5 — контрольный пьезометр; 6 — жидкостный клапан; 7 — воздушный баллон
Исправные фильтрующие элементы перед установкой на автомобиль тщательно просушите. Нельзя сушить элемент открытым пламенем или горячим (более 50°С) воздухом.
Для восстановления работоспособности предочистителя необходимо снять его с фильтрующего элемента и выстирать в теплом (40—50°С) водном растворе нейтральных моющих средств с последующим прополаскиванием в чистой воде. Сушить воздухом с температурой не выше +60°С.
Если после обслуживания предочистителя и фильтрующего элемента происходит срабатывание индикатора засоренности при пробеге автомобиля меньшем, чем до очередного ТО-1, предохранитель и фильтроэлемент замените.
Проверка герметичности соединений впускного тракта. Перед проверкой герметичности впускного тракта от воздушного фильтра к двигателю выполните следующие работы:
— проверьте надежность уплотнения фильтрующего элемента по пятну контакта торцевых прокладок элемента на сопрягаемых поверхностях днища и держателя. Пятно контакта должно быть замкнутым по окружности и равномерной ширины. При обнаружении разрывов в пятне контакта проверьте плоскостность днища фильтра и держателя элемента и при необходимости отрихтуйте детали;
— опорожните бункер фильтра от загрязнений и при необходимости очистите его;
— проверьте состояние прокладки крышки фильтра и при наличии дефектов замените прокладку;
— проверьте внешним осмотром состояние воздухопроводов и их уплотнений от воздушного фильтра до воздухозаборника. При необходимости устраните дефекты и очистите сетку воздухозаборника.
Для проверки герметичности впускного тракта необходимо подготовить ручной шинный насос и заглушку (рис. 162).
ис. 162. Заглушка воздушного фильтра: 1 — прокладка; 2 — корпус; 3 — горловина; 4 — крышка; 5 —гнездо; 6 — соединительный шланг; 7 — регулятор давления
Герметичность впускного тракта рекомендуется проверять сразу после останова двигателя в следующем порядке:
— установите заглушку в корпус воздушного фильтра 4 (рис. 163) на место фильтрующего элемента и закрепите ее гайкой с плоской шайбой и уплотнительной прокладкой из резины или поролона;
— заложите в гнездо 5 (рис. 162) крышки горловины 3 промасленную ветошь и подожгите ее. С началом интенсивного дымообразования вставьте крышку в горловину и плотно закройте;
— закачайте в систему воздух ручным шинным насосом. Могут быть использованы и другие источники сжатого воздуха, не вызывающие деформации или разрушения деталей воздухопроводов.
ис. 163. Схема проверки герметичности впускного тракта двигателя на автомобиле: 1 — тракт подвода воздуха к фильтру; 2 — проверяемый участок впускного тракта двигателя; 3 — впускной коллектор двигателя; 4 — воздушный фильтр: 3 — заглушка; 6 — соединительный шланг; 7 — регулятор давления
Чтобы убедиться, что дым заполнил систему, разгерметизируйте впускной тракт, вывернув, например, индикатор засоренности воздушного фильтра из штуцера крепления. Через 20—30 с дым должен появиться из отверстия штуцера. После этого индикатор необходимо поставить на место и, подкачивая воздух насосом, определить места неплотностей по выходящему дыму.
Водителям следует помнить, что разгерметизация системы впуска воздуха и подсос неочищенного воздуха сокращают ресурс двигателя в десятки раз!
Негерметичность воздушного тракта устраните с использованием следующих рекомендаций:
— при нарушении герметичности в соединениях тракта надежно затяните хомуты. Допускается при установке резиновых патрубков, прокладок, шлангов использовать герметизирующие составы типа уплотнительной пасты, белил и т. п.;
— резиновые шланги, патрубки и прокладки с трещинами и разрывами замените;
— негерметичность трубопроводов по сварным швам устраните пайкой твердым припоем (медь, латунь и т. п.);
— некруглость посадочных поверхностей под резиновые шланги и патрубки на штампованных трубопроводах устраните правкой, на литых патрубках — зачисткой.
После устранения неплотностей проведите контрольную проверку герметичности тракта, как указано выше.
Заправка охлаждающей жидкости. Перед заправкой откройте паровоздушную пробку расширительного бачка и через наливную горловину заполните систему жидкостью до 2 /з объема бачка. Полное удаление оставшегося в системе воздуха происходит автоматически при работе двигателя после открытия термостатов.
При заполнении системы охлаждения двигателя охлаждающей жидкостью следует открыть кран системы отопления (верхний рычаг поставить в крайнее правое положение).
Для проверки уровня жидкости (только на холодном двигателе) откройте контрольный кран на расширительном бачке. Если из крана не потечет жидкость — уровень недостаточен. Восстановите его доливкой охлаждающей жидкости.
Нормальный уровень охлаждающей жидкости должен находиться выше крана контроля уровня, при этом объем жидкости в бачке должен быть не более 2 /3 объема бачка.
Для слива охлаждающей жидкости из системы через сливные краны нижнего патрубка радиатора, котла и насосного агрегата предпускового подогревателя, подводящей трубы отопителя кабины откройте кран отопителя кабины и снимите паровоздушную пробку расширительного бачка.
Не пускайте двигатель после слива для удаления остатков охлаждающей жидкости из системы.
Регулирование натяжения приводных ремней. Для регулирования натяжения ремней изменением положения генератора выполните следующие операции:
— ослабьте гайки 3 (рис. 164) крепления передней и задней лап генератора, болт 2 (рис. 165) крепления планки и болт 1;
— переместив генератор, натяните ремни;
— затяните болт 1, болт 2 крепления планки, гайки крепления передней и задней лап генератора.
По окончании регулирования проверьте натяжение: правильно натянутый ремень при нажатии на середину наибольшей ветви с усилием 4 кгс должен иметь прогиб 15—22 мм.
При выходе из строя одного из ремней замените оба ремня комплектно из одной размерной группы по длине. Разница в длине для ремней не должна превышать 3 мм.
ис. 164. Крепление генератора на кронштейне двигателя: 1 — генератор; 2 — шпилька; 3 — гайки; 4 — регулировочная шайба; 5 — болт; 6 — стяжной болт
Рис. 165. Схема проверки натяжения ремней привода генератора и водяного насоса: 1 — болт; 2 — болт крепления планки; 3 — генератор; 4 — ремни привода; 5 — шкив водяного насоса; 6 — шкив гидромуфты
Затяжку проводить от средней опоры к крайним, начиная с правого ряда в два приема:
- предварительно крутящим моментом 95. 120 Н-м (9,6. 12,0 кгс-м);
- окончательно крутящим моментом 275. 295 Н-м (28,0. 30,0 кгс м)
Позиция 6, рисунок 10
Стяжные болты крепления 7482.1005158, 7482.1005159 крышек коренных подшипников (горизонтальные) коленчатого вала (M16)
Затянуть крутящим моментом 147. 167 Н-м (15,0. 17,0 кгс-м)
Позиции 4,5, рисунок 10
Болты крепления маховика:
Перед вворачиванием резьба должна быть смазана тонким слоем графитовой смазки. Затяжку проводить последовательно в два приема (предварительно и окончательно), окончательно крутящим моментом
245. 264 Н-м (25,0. 27,0 кгс-м)
167. 186Н-м (17. 19 кгс-м)
Позиция 16, рисунок 12
Болты крепления полумуфты отбора мощности, гасителя крутильных колебаний и шкива коленчатого вала М12
Затянуть крутящим моментом 98,0. 117,6 Н-м (10,0. 12,0 кгс-м)
Позиции 10 и 22 рисунок 13.
Позиции 5 и 18 рисунок 14
Гайки болтов крепления крышек шатунов
Затяжку проводить в два приема:
- предварительно с начальным крутящим моментом 76,5. 80,4 Н-м (7,8. 8,2 кгс-м);
- окончательно, контролируя два параметра, угол поворота гайки, равный (50±5)° от положения после предварительной затяжки и величину момента 108. 180 Н-м (11,0. 18,3 кгс-м). При этом контроль угла поворота гайки является определяющим.
Допускается затяжка крутящим моментом 127.5. 137.3 Н-м (13,0. 14,0 кгс-м)
Позиции 6,7, рисунок 11
Болты крепления передней крышки блока цилиндров:
Затягивать болты крутящим моментом:
- 49,0. 60,8 Н-м (5,0. 6,2 кгс-м);
- 88,1. 108,0 Н-м (9,0. 11,0 кгс-м)
Болты крепления головок цилиндров М16
Перед вворачиванием резьба болтов должна быть смазана тонким слоем графитовой смазки. Болты затягиватьв три приема крутящим моментом:
- первый прием - 39,0. 49,0 Нм (4,0. 5,0 кгс-м);
- второй прием - 98,0. 127,0 Н-м (10,0. 13,0 кгс-м);
- третий прием - 186,0. 206,0 Н-м (19,0. 21,0 кгс-м)
Очередность затяжки согласно рисунку 19
Болты крепления крышек головок цилиндров М8
Затягивать болты крутящим моментом 12,7. 17,6 Н-м (1,3. 1,8 кгс-м)
Позиция 12, рисунок 16
Болты крепления картера маховика:
Затягивать болты в два приема крутящим моментом:
- первый прием - 50,0. 70,0 Н-м (5,0.. .7,0 кгс-м);
- второй прием - 88,0. 108,0 Н-м (9,0. 11,0 кгс-м);
- первый прием - 20,0. 30,0 Н-м (2,0.. .3,0 кгс-м);
- второй прием - 43,1. 54,9 Н-м (4,4.. .5,6 кгс-м)
Болты крепления оси ведущей шестерни привода распределительного вала М10
Затягивать в два приема, окончательно крутящим моментом 49,0. 61,0 Н-м (5,0. 6,2 кгс-м)
Позиция 2, рисунок 8
Болт М12 крепления ведущей шестерни привода распределительного вала
Затягивать крутящим моментом: 88,3. 98 Н-м (9. 10 кгс-м).
Позиция 9, рисунок 8
Болты крепления масляного картера М8
Затягивать болты крутящим моментом 7,8. 17,8 Н-м (0,8. 1,8 кгс-м)
Болты крепления выпускных коллекторов М10
Затягивать в два приема, окончательно крутящим моментом - 43,0. 55,0 Н-м (4,4.. .5,6 кгс-м)
Болты крепления корпусов компрессоров М6
Затягивать болты крутящим моментом 4,9. 7,8 Н-м (0,5. 0,8 кгс-м)
Болты крепления корпусов турбин М8
Затягивать болты крутящим моментом 17,65. 24,51 Н-м (1,8. 2,5 кгс-м)
Болты крепления трубопроводов подвода масла к турбокомпрессорам М14
Затягивать болты крутящим моментом 49,0. 68,0 Н-м (5,0. 7,0 кгс-м)
Болты крепления пакетов задних и передних пластин к валу привода ТНВД
Затягивать болты крутящим моментом 90. 100 Н-м (9,0. 10,0 кгс-м)
Болты крепления пакетов задних и передних пластин к полумуфте ведущей и насосу привода ТНВД
Резьба на болтах должна быть смазана моторным маслом, избыток масла должен быть удален.
Затяжку производить, от средней опоры к крайним начиная с правого ряда в 2 приема:
– предварительно с крутящим моментом 95… 120 Н-м (9,6… 12 кгс-м);
– окончательно крутящим моментом 275…295 Н-м (28…30 кгс-м).
Стяжные болты 7482.1005158, 7482.1005159 крышек подшипников коленчатого вала
Резьба в отверстиях крышки и на болтах должна быть смазана моторным маслом, избыток масла должен быть удален. Затянуть с моментом 147… 167 Н-м (15… 17 кгс-м).
Болты крепления маховика
Перед вворачиванием резьба должна быть смазана тонким слоем графитовой смазки.
Затяжку производить последовательно в два приема (предварительно и окончательно), окончательно с крутящим моментом:
7406.1005127 – 245…264 Н-м (25…27 кгс-м).
740.1005127-11 – 167…186Н-м (17…19кгс-м).
Болты крепления полумуфты отбора мощности и гасителя 740.21-1005106-10 или 740.1005106
Болт крепления крышки шатуна 740.1004062-11
Затяжку производить в 2 приема:
– предварительно с начальным крутящим моментом 76,5…80,4 Н-м (7,8…8,2 кгс-м);
– окончательно, контролируя 2 параметра, угол поворота гайки, равный 50 о ±5° от положения после предварительной затяжки и величину момента 108… 180 Н-м (11… 18,3 кгс-м). При этом, контроль угла поворота гайки является определяющим.
Допускается затяжка с крутящим моментом – 127,5… 137,3 Н-м (13…14 кгс-м).
Болты крепления передней крышки блока цилиндров:
49…60,8 Н-м (5…6,2 кгс-м)
88,1…108 Н-м (9 …11 кгс-м)
Болты крепления головок цилиндров М16
Перед вворачиванием резьба болтов должна быть смазана тонким слоем графитовой смазки. Болты затягивать в три приема:
– 1 – прием 39…49 Н-м (4…5 кгс-м)
– 2 – прием 98… 127 Н-м (10… 13 кгс-м)
– 3 -прием 186…206 Н-м (19…21 кгс-м)
Болты крышек головок цилиндров М8
12,7. ..17,6 Н-м (1,3…1,8 кгс-м)
Болты крепления картера маховика:
Затягивать в два приема:
– 1 – прием 50…70 Нм (5…7 кгс-м)
– 2 – прием 88… 108 Нм (9… 11 кгс-м)
– 1 – прием 20…30 Нм (2…3 кгс-м)
– 2-прием 43,1… 54,9 Нм (4,4… 5,6 кгс-м)
Болты крепления оси ведущей шестерни привода распредвала М10
Затягивать в два приема, окончательно с моментом – 49…61 Нм (5…6,2 кгс-м)
Болты крепления масляного картера М8
8… 17,8 Нм (0,8… 1,8 кгс-м)
Болты крепления выпускных коллекторов М10
Затягивать в два приема, окончательно с моментом – 43…55 Нм (4,4…5,6 кгс-м)
Болты крепления корпусов компрессоров М6
4,9…7,8 Нм (0,5… 0,8 кгс-м)
Болты крепления корпуса турбины М8
23,5…29,4 Нм (2,4…3 кгс-м)
Болты крепления трубопровода подвода масла к турбокомпрессору М14
49… 68 Нм (5… 7 кгс-м)
Болты крепления топливопровода низкого давления:
Затягивать с моментом
39,2…49 Нм(4…5 кгс-м)
34,3…49 Нм(3,5…5 кгс-м)
19,6…24,5 Нм (2…2,5 кгс-м)
Болты крепления масляного насоса M10
49…60,8Н-м (5…6,2 кгс-м)
Гайки крепления стоек коромысел М10
41…53Н–м (4,2…5,4 кгс-м)
Гайки скобы крепления форсунки М10
31…39 Н-м (3,2…4,0 кгс-м)
Гайки крепления турбокомпрессоров М10
44…56Н–м (4,4…5,6 кгс-м)
Гайки топливопроводов высокого давления
24,5…44,1 Н-м (2,5…4,5 кгс-м)
Гайки регулировочного винта коромысла М10
33…41 Н-м (3,4…4,2 кгс-м)
Пробки колпаков масляного фильтра
10,78…24,5 Н-м (1,1…2,5 кгс-м)
Гайки колпаков масляного фильтра
Сливная пробка картера масляного
40…58,8 Нм (4…6 кгс-м)
Примечание – Неуказанные нормы затяжки резьбовых соединений, технические требования и методы контроля к затяжке по ОСТ 37.001.031-72, ОСТ 37.001.050-73.


Гайки шпилек крепления прижимов колес к ступицам
Болты крепления картера двигателя Гайки болтов крепления передних опор двигателя Г айки шпилек крепления передних опор двигателя Болты крепления кронштейна поддерживающей опоры к коробке передач Гайки болтов крепления поперечной балки поддерживающей опоры к раме Гайки болтов крепления задних опор к двигателю Г айки шпилек крепления задних опор двигателя Гайки болтов крепления задних опор двигателя к раме Гайки стоек коромысел Болты крепления головки цилиндра Гайки ротора фильтра центробежной очистки масла
Болты крепления пневмогидроусилителя сцепления Гайки болтов крепления фланцев карданного вала привода промежуточного моста
Гайки болтов крепления фланцев карданного вала привода заднего моста Гайки стремянок передних рессор Гайки стремянок задних рессор автомобилей моделей 5320, 5410, 55102 Гайки стремянок задних рессор автомобилей моделей 5511, 54112, 53212 Болты крепления ушков передних рессор Болты крепления накладки ушка передних рессор Гайки стяжных болтов проушин передних кронштейнов передних рессор Гайки стяжных болтов задних кронштейнов передних рессор Гайки крепления пальцев реактивных штанг Г айки шпилек крепления верхних кронштейнов реактивных штанг Г айки болтов соединения наконечников поперечной рулевой тяги Гайка крепления рулевого колеса Контргайки подшипников ступиц передних колес
Гайки болтов крепления кронштейнов тормозных камер к суппорту Гайки крепления передних тормозных камер к кронштейнам Гайки крепления задних тормозных камер к кронштейнам Г айка крепления электропровода к выводу стартера Гайки стремянок крепления рессоры кабины к кронштейну Гайки крепления осей опор рычагов торсионов Гайки болтов крепления кронштейнов заднего крепления кабины Гайки болтов крепления надрамника к раме
Гайки болтов крепления передних кронштейнов надрамника Гайка болта крепления ловителя-амортизатора Гайки болтов крепления амортизатора платформы к опорам Гайки крепления гидроцилиндра Гайки болтов крепления масляного насоса к коробке отбора мощности Болты крепления коробки отбора мощности
Болты крепления радиатора к раме автомобиля Гайки болтов крепления насосного агрегата предпускового подогревателя Гайки болтов крепления теплообменника предпускового подогревателя Г айки шпилек крепления патрубков предпускового подогревателя Гайки болтов крепления впускной трубы предпускового подогревателя Г айки шпилек крепления фланцев приемных труб глушителя Гайки болтов крепления фланцев приемных труб глушителя Гайки прижимов форсунок Гайка крепления фланца ведомого вала коробки передач Г айки шпилек крепления редукторов заднего и промежуточного мостов Г айки шпилек крепления полуосей Гайка крепления подшипников ведущей цилиндрической шестерни Гайки крепления фланца ве-душей шестерни заднего моста
Читайте также: