
Допустимый эллипс в цилиндре ваз
Добавил пользователь Cypher Обновлено: 20.09.2024
Проверка технического состояния и ремонт блока цилиндров
Перед проверкой технического состояния блока цилиндров необходимо тщательно очистить его от грязи и масла.
Конусность цилиндров проверяется с помощью нутромера в нескольких поясах:
— для двигателей типа GA на расстоянии 20 и 100 мм от верхней плоскости блока;
Разность размеров не должна превышать 0,01 мм.
Овальность цилиндров замеряется в двух точках на расстоянии 60 мм от верхней плоскости блока по двум взаимно перпендикулярным осям. Разница между измеренными диаметрами не должна превышать 0,015 мм.
При ремонте блока цилиндров следует учесть следующие требования.
Допустимая неплоскостность поверхности сопряжения блока с головкой блока цилиндров составляет 0,1 мм.
При шлифовании поверхности сопряжения блока с головкой блока цилиндров допускается снятие металла не более 0,2 мм.
Допустимая овальность цилиндров не более 0,015 мм.
Допустимая конусность цилиндров не более 0,01 мм.
Максимально допустимый износ цилиндров в эксплуатации 0,2 мм.
Разница диаметров двух цилиндров: номинальная 0,05 мм, максимально допустимая 0,20 мм.
Допустимое увеличение диаметра цилиндра при расточке определяется следующим способом:
диаметр поршня + зазор между поршнем и зеркалом цилиндра (0,015—0,035 мм) — припуск на хонингование (0,02 мм).
Если один из цилиндров требует расточки, то необходимо расточить и все остальные цилиндры.
В случае превышения указанных допусков необходимо расточить цилиндры под ближайший ремонтный размер и подобрать поршни соответствующего диаметра. Перед расточкой установите крышки коренных подшипников коленчатого вала для повышения жесткости блока цилиндров и затяните болты их крепления заданным моментом. Расточку выполняйте в несколько проходов, снимая не более 0,06 мм металла за один проход. После шлифовки и расточки тщательно очистите каналы блока цилиндров для масла и охлаждающей жидкости. Проверьте величину неплоскостности сопряжения блока с головкой блока цилиндров.
Овальность - цилиндр - Большая Энциклопедия Нефти и Газа, статья, страница 1
Овальность - цилиндр
Овальность цилиндров, работающих с поршневыми кольцами, должна быть не более 0 03 мм; разность диаметров цилиндра на длине 1000 мм не более 0 02 - 0 03 мм; отклонение оси цилиндра от прямолинейности не более 0 02 мм на длине 500 мм. [2]
Если овальность цилиндра превышает 0 05 мм, а конусность 0 06 мм, а также при наличии рисок и царапин на рабочей поверхности, цилиндры подвергают ремонту. [3]
Величину овальности цилиндра определяют при помощи специального индикатора в трех поясах, расположенных: первый - на расстоянии 5 - 10 мм от верхней плоскости блока, второй - в средней части цилиндра и третий - на расстоянии 15 - 20 мм от нижней кромки цилиндра. Чтобы измерить величину овальности, устанавливают головку индикатора в первом поясе цилиндра в плоскости, перпендикулярной оси коленчатого вала, и, покачивая ручку индикатора вокруг основания центрирующего мостика, записывают его максимальное показание. После замера в первом поясе индикатор продвигают во второй и затем в третий пояс и производят замеры. [4]
Износ, конусность и овальность цилиндров и цилиндровых втулок определяют индикаторным или микрометрическим нутромером. В каждой полости выполняют два измерения во взаимно перпендикулярных направлениях: в вертикальных компрессорах в направлении оси коленчатого вала и перпендикулярно ей, в горизонтальных - в горизонтальной и вертикальной плоскостях. Эксплуатация цилиндра возможна только при условии, что зазор между поршнем и цилиндром не превышает двух-трех начальных зазоров. При превышении износа производят ремонт: растачивают цилиндр до ремонтного размера или заменяют цилиндровую втулку. [6]
При текущем ремонте двигателей овальность цилиндров ( гильз) чаще всего характеризуется величиной, превышающей 0 08 мм, и общим износом по диаметру более 0 12 мм. [8]
Билик установил, что при овальности цилиндров автомобильных двигателей допустимой, но близкой к верхней границе отклонений, на 50 % сокращается срок службы двигателя. [9]
В плоскости движения шатуна износ побольше и поэтому появляется овальность цилиндра. Быстрее изнашивается и верхняя часть цилиндра в области поршневых колец. Поэтому цилиндр изнашивается на конус. Наибольший износ замеряют индикаторным нутромером в верхней части цилиндра. Если износ превышает 0 2 мм, то цилиндр надо расточить под ремонтный размер. Все цилиндры двигателя должны быть одного размера. Перед разборкой гильзы размечают, чтобы в дальнейшем их установить в прежние места в том же положении. [11]
На стальные цилиндрические обечайки установлены допуски также по прямолинейности оси и овальности цилиндра. Отклонение от прямолинейности не должно превышать 0 2 % от длины, но не выше 30 мм при любой длине обечайки. [12]
Для стальных цилиндрических обечаек установлены также допуски на прямолинейность оси и овальность цилиндра. Отклонение от прямолинейности не должно превышать 0 2 % от длины, но не более 30 мм при любой длине обечайки. [13]
В случае горнзонт г ык расположенных констрх к-щп, в которых обычная первоначальная овальность цилиндра вследствие действия собственного веса и веса загружающей массы имеет тенденцию возрасти, берут большие значения. Если речь идет о цилиндрах с паровой рубашкой, охватывающей их не но всей окружности, допускаемое рабочее давление также снижается. [14]
Следует отметить, что нарушение устойчивости не является следствием каких-либо неправильностей конструкции ( например, овальность цилиндров) или неоднородности материала и подобных причин, а исключительно следствием невозможности длительного существования системы данной геометрической формы при данных значениях геометрических и механических параметров. Так, поставленный на вершину прямой конус будет неустойчив, если бы даже его геометрическая форма была совершенна, материал абсолютно однороден и ось расположена вертикально. Равным образом тонкостенный цилиндр или сфера станут неустойчивыми ( лучше сказать - неустойчивыми станут формы шара и цилиндра), хотя бы их форма была совершенна и материал абсолютно однороден, когда давление на них достигнет определенного значения и они неизбежно деформируются и примут новую форму. [15]
Большая Энциклопедия Нефти и Газа, статья, страница 3
Эллипсность
Если эллипсность и конусность шеек коленчатого вала превышают 0 18 мм, то, прежде чем подбирать вкладыши ремонтного размера, шейки шлифуют. [31]
Если эллипсность и бочкообразность цилиндра значительна и достигает примерно 0 2 мм на каждые 100 мм диаметра цилиндра или задир достигает глубины свыше 0 5 мм, то цилиндр подвергают расточке на карусельных, расточных и токарных станках. [32]
Допустимые эллипсность и конусность цилиндрических поверхностей ( не более): цилиндра 0 025 мм; шеек коленчатого вала: эллипсность - 0 006 мм, конусность - 0 01 мм; поршневого пальца 0 025 мм; отверстий под поршневой палец в бобышках поршня 0 0025 мм и в верхней головке шатуна 0 0025 мм. Юбка поршня обработана на конус 0 02 - 0 04 мм с большим основанием внизу. Разница диаметров юбки поршня по большой и малой осям эллипса равна 0 206 мм. [33]
Отсутствие эллипсности при нагреве или допускаемая его величина опреде-лиются из условий прочности материала и податливости аппарата. [34]
Величину эллипсности отверстия контро - лируют поворотом приспособления относительно его оси, а конусности - перемещением его вдоль оси. [35]
Под эллипсностью понимается разность максимального и минимального диаметров измеряемой окружности. Рабочей поверхностью изделий считаются поверхность, соприкасающаяся с металлом, а также места стыка трубок с другими изделиями. [36]
Под эллипсностью понимается разность максимального и минимального диаметров измеряемой окружности. Под конусностью понимается отношение разности противоположных сторон изделия призматической формы к высоте изделия. Рабочей считаются поверхность, соприкасающаяся с металлом, а также все места непосредственного стыка изделий. [37]
Под эллипсностью понимается разность максимального и минимального диаметров измеряемой окружности. Под конусностью понимается отношение разности верхнего и нижнего диаметров изделия цилиндрической формы к высоте изделия. Рабочей считаются поверхность, соприкасающаяся с металлом, а также все места непосредственного стыка изделий. [38]
Конусность и эллипсность не более допуска на отверстие: для от 1 0 - г - 3 75 составляет 0 04 мм; m 4 0 - 8 0 Ч - 0 05 мм; т 9 0 - г - 12 0 - 0 06 мм. Допускаемое отклонение на диаметр отверстия должно быть выдержано на половине длины посадочных поясков отверстия. В зоне шпоночного паза допускается разбивание отверстия на центральном угле, не превышающем 30 от симметрии шпоночного паза в обе стороны. Задиры, забоины, сколы на поверхности фрезы не допускаются. [39]
Овальность и эллипсность по наружному диаметру допускается не больше 0 05 мм; по внутреннему - не больше 0 15 мм. [40]
Овальность ( эллипсность) отверстия чаще всего бывает результатом неравномерного нагрева или охлаждения при термообработке. Овальность практически не устраняется при прошивании. Как правило, ей сопутствует искажение профиля. Овальность отверстия приводит к окружной неравномерности распределения нагрузки в соединении. [41]
Конусность, эллипсность и степень износа шеек вала проверяются индикатором, микрометром или с помощью скобы и щупа. [42]
Конусность и эллипсность шеек вала проверяют микроскопической скобой; она не должна превышать 0 02 мм. Задиры и риски глубиной до 0 2 мм должны быть зашлифованы; при больших задирах поверхности ротора следует проточить. Поверхностные микродефекты выявляют цветной дефектоскопией. [43]
Если величины эллипсности и конусности будут больше приведенных в табл. 79, вал подлежит ремонту. [44]
Специализированный моторный центр. Нюансы гильзования
Способ ремонта блоков двигателей установкой чугунных гильз хорошо известен и широко используется автеремонтниками с незапамятных времен. Применяя технологию гильзования при ремонте зарубежных двигателей, отличающихся большим конструктивным разнообразием, нужно учитывать ряд нюансов. Иначе можно легко нажить себе неприятности.
Когда при вскрытии двигателя обнаруживаются критические повреждения стенок цилиндров, часто оказывается, что щадящий способ ремонта, растачивание и хониигование цилиндров под установку поршней ремонтного размера, неприменим. Действительно, таким образом восстановить блок удается далеко не всегда.
Подавляющее большинство чугунных блоков современных двигателей имеет так называемую моноблочную конструкцию. В моноблоке гильзы цилиндров (таким термином в общем случае называют стенки цилиндров) составляют с телом блока единое целое. Для таких блоков, как правило, выпускаются поршнекомплекты ремонтного размера. В качестве редкого исключения можно упомянуть отдельные типы дизельных двигателей (к примеру, Isuzu), в которых применяется блок из чугуна с запрессованными в него тонкими стальными гильзами. Они не растачиваются, а заменяются при ремонте. Тем не менее, в последнее время увеличивается доля двигателей с блоками, изготовленными из алюминиевых сплавов. Здесь, как говорится, возможны варианты.
Ряд автопроизводителей применяет цельноалюминиевые блоки, в которых поверхность стенок цилиндров подвергается специальной химико-термической обработке. Упрочненная структура поверхности, отличающаяся высокой концентрацией кристаллов кремния, получила название Silumal (по терминологии фирмы Mahle). Такую технологию используют при изготовлении блоков двигателей Mercedes V8 и V12, BMW V12, Audi V8, Porsche V8 и L4, Honda L4. Помимо этого, в некоторых моторах BMW применяются алюминиевые моноблоки, в которых на поверхность цилиндров наносится твердое покрытие Nicasil. Оно представляет собой композицию никеля и частиц карбида кремния. Для алюминиевых моноблоков типа Silumal производятся ремонтные поршнекомплекты с увеличением размера цилиндра на 0,5 мм и даже на 1,0 мм. Напротив, для алюминиевых моноблоков с покрытием Nicasil ремонтных поршней не существует.
Практически во всех случаях, когда растачивать цилиндры бесполезно или неэффективно, спасти ситуацию можно установкой в блок ремонтных гильз. Технология гильзования универсальна, ее можно применять для блоков любой конструкции.
Напротив, на некоторые типы блоков ремонтные гильзы не выпускаются. Такая ситуация характерна для алюминиевых моноблоков с покрытием Nicasil, а также и для многих моделей чугунных блоков. Означает ли это, что поврежденный блок ремонту не подлежит и его остается лишь выбросить? Отнюдь, отечественная практика показывает, что даже в тех случаях, когда ремонт гильзованием официально не одобрен заводом-изготовителем двигателя, его можно успешно применять. Правда, непременным условием является точный расчет и полное владение технологией установки гильз.
Опыт использования технологии ремонта отечественных моторов установкой ремонтных гильз, изготовленных из чугуна, насчитывает не один десяток лет. Ее особенности хорошо известны, и на них нет смысла останавливаться. В то же время, ввиду большого конструктивного разнообразия двигателей зарубежного производства, единых рекомендаций, касающихся процедуры их гильзования, не существует. Для успешного выполнения работы в каждом конкретном случае нужно учитывать два основных момента.
Во-первых, для правильного определения геометрических параметров ремонтной гильзы необходимо тщательно изучить конструкцию блока. После растачивания цилиндров под установку ремонтных гильз толщина их стенок должна быть достаточной для сохранения механической прочности блока. Во-вторых, материал, из которого изготавливается гильза, должен быть работоспособным в паре с материалом (или покрытием) поршней и поршневых колец. Работоспособность материала гильз можно считать достаточной, если ресурс отремонтированного блока достигает, как минимум, 150 000 км пробега автомобиля.
Эффект искажения формы соседних с ремонтируемыми цилиндров характерен и для чугунных блоков. В зависимости от жесткости стенок он может проявляться в большей или меньшей степени. Поэтому, установив ремонтную гильзу, обязательно нужно проверить, как это отразилось на геометрии расположенных рядом цилиндров и после этого принять оптимальное решение.
Несмотря на то, что основные этапы гильзования неплохо отработаны, проблемы все же возникают. Одна из самых распространенных заключается в том, что после непродолжительной эксплуатации в гильзованном блоке может нарушиться герметичность прокладки головки блока. Такой серьезный дефект, перечеркивающий результаты многодневной работы, случается в основном при восстановлении блоков из алюминиевых сплавов и вызывается просадкой гильз. Вскрытие двигателя в таких случаях показывает, что гильзы опускаются от первоначального положения на величину 0,05—0,1 мм. Давление на прокладку ослабевает, что провоцирует появление течи.
Аналогичная картина наблюдается в случае попадания в ту же полость герметика. Герметик применяется при установке гильзы в цилиндр. Он наносится в верхней (всегда) и нижней (если стенки цилиндра имеют трещины или пробоины) зонах расточенного цилиндра для исключения просачивания антифриза в цилиндр и картер. Выполнять эту операцию нужно очень аккуратно, чтобы исключить попадание герметика в выточку.
В то же время проведенные эксперименты показали, что существует очень простой выход из создавшегося положения. При установке гильзы с верхним упорным буртом достаточно обеспечить радиальный зазор (б) не менее 0,2 мм. При этом условии подъем гильзы в момент установки практически исключается. То, что на привалочной поверхности блока появляются кольцевые щели, никак не отражается на работоспособности блока.
(На рисунке 2: Теоретическая величина выступания гильзы над плоскостью блока определяется как разность высоты бурта и глубины выточки)
эллипс 3 сотки, вердикт?
привет.замерил нутромером свои горшочки, в вдоль колена износ где 0 где пол сотки,
а перпендикулярно конечно больше, нмт пол сотки, середина 1.5 а вот верх-вмт(чуть ниже кольца не рабочего) 3 сотки.
т.е. получается на верху элипс 3 сотки под кольцом, на 2 см ниже кольца 2 сотки на 3 см ниже 1 сотка ит.д.
растачивать? соответственно хон остался не везде.
Passat B5 1999г GLS/1.8T AEB/USA было: BMW E32M70,E38M52,MB W124M102,Prim.P12,AstraG,Stratus2.4,Sebring2.7,Jeep WJ4.0,Ceres,Getz,Cerato,Nexia,Вазы
вроде ты писал что специолисты намерили десятку выроботки .
если сам делал замеры то напиши данные на каждый горшек.
верх, середина, низ,
тогда картина будет более ясной.
вроде ты писал что специолисты намерили десятку выроботки .
если сам делал замеры то напиши данные на каждый горшек.
верх, середина, низ,
тогда картина будет более ясной.
вот именно что специалисты походу еще те,
смотри, за эталон я брал не рабочую область цилиндра внизу только поперек коленвала, это у меня был 0. причем если после этого ставишь нутромер вдоль колена показывает отклонение на сотку в плюс или минус (видимо на заводе так допустимо), поэтому у меня есть с минусами показания и с нулями. а по верхнему не рабочему кольцу вообще на 4 сотки разнится, поэтому я брал самый низ за 0.
верх в таблице это прям совсем в притык к верхнему не рабочему кольцу, если на 3-5мм ниже то там уже 2 сотки.
ну в целом картина ясна вроде 3 сотки на самом верху вот там и самый износ..данные в сотках
да уж, похоже на то. но ведь по библии 7 соток разрешен износ, а хон исчезает уже при 3х, тоже как то странно.
Passat B5 1999г GLS/1.8T AEB/USA было: BMW E32M70,E38M52,MB W124M102,Prim.P12,AstraG,Stratus2.4,Sebring2.7,Jeep WJ4.0,Ceres,Getz,Cerato,Nexia,Вазы
давай так поступим.
перемерь еще раз . размеры запиши в миллиметрах. (0,01мм) - это одна сотка. точнее не надо.
еще лучше если ты запишишь фактические размеры. ( 81,01) - это наминальный размер цилиндра.
берешь микрометр . проверяешь по вставке. настраеваешь на размер 81,00.
внутромер настраеваешь по мекрометру - чтоб большая стрелка на индекаторе была на нуле, а маленькая на единичке.
получится натяг один миллиметр.
мериишь цилиндры , записываешь размеры. выкладываешь . обсуждаем.
хорошо, сделаю так, но чем плох мой метод, ведь нижняя часть не рабочая это же эталон с завода получше всяких цифр?
давай так поступим.
перемерь еще раз . размеры запиши в миллиметрах. (0,01мм) - это одна сотка. точнее не надо.
еще лучше если ты запишишь фактические размеры. ( 81,01) - это наминальный размер цилиндра.
берешь микрометр . проверяешь по вставке. настраеваешь на размер 81,00.
внутромер настраеваешь по мекрометру - чтоб большая стрелка на индекаторе была на нуле, а маленькая на единичке.
получится натяг один миллиметр.
мериишь цилиндры , записываешь размеры. выкладываешь . обсуждаем.
откуда такое мнение.
или тайно потдерживаем сервисменов .
выславил по микрометру, тогда нижняя не рабочая зона цилиндра на 1-2 сотки в плюсе показывает, но ведь это и есть завод?! зачем так мерять?
короче по твоему методу настроил по микрометру на 81.01
идет верх середина и низ в двух плоскостях:
81.05 и 81.25 / 81.035-81.02 / 81.03-81.25
81.05 и 81.02 / 81.03-81.025 / 81.03-81.25
81.05 и 81.02 / 81.03-81.03 / 81.03-81.03
81.055 и 81.25 / 81.035-81.02 / 81.03-81.25
Passat B5 1999г GLS/1.8T AEB/USA было: BMW E32M70,E38M52,MB W124M102,Prim.P12,AstraG,Stratus2.4,Sebring2.7,Jeep WJ4.0,Ceres,Getz,Cerato,Nexia,Вазы
первый твой метод плох тем что можно запутаться.
все дело в том что ты мерил и ты знаешь размер. а вот другим понять трудно .
а так я вижу размер и сразу все ясно.
к стати 81.055 , не надо так точно . это не к чему . по сути нет разници 81.05 или 81.06.
больше всего меня пугает размер 81.25 - ты или опечатался или не правельно замерил.
потому как это полный пепец.
внутромер настраивать надо на 81.00.
когда мериишь надо найти минимальную точку откланения. неподвижная часть штанги нутромера упирается
в цилиндр а двигать надо той частью штанги каторая подвижна.
померь еще раз . потому как такого размера небыло даже на станции куда ты возил блок.
первый твой метод плох тем что можно запутаться.
все дело в том что ты мерил и ты знаешь размер. а вот другим понять трудно .
а так я вижу размер и сразу все ясно.
к стати 81.055 , не надо так точно . это не к чему . по сути нет разници 81.05 или 81.06.
больше всего меня пугает размер 81.25 - ты или опечатался или не правельно замерил.
потому как это полный пепец.
внутромер настраивать надо на 81.00.
когда мериишь надо найти минимальную точку откланения. неподвижная часть штанги нутромера упирается
в цилиндр а двигать надо той частью штанги каторая подвижна.
померь еще раз . потому как такого размера небыло даже на станции куда ты возил блок.
Passat B5 1999г GLS/1.8T AEB/USA было: BMW E32M70,E38M52,MB W124M102,Prim.P12,AstraG,Stratus2.4,Sebring2.7,Jeep WJ4.0,Ceres,Getz,Cerato,Nexia,Вазы
фуууу. ну и напугал меня..
так-то получается пять соток максимальная выроботка.
в самом начале нашей дискуссии я уже говорил свое мнение --- новые кольца нуливого размера.
и все больше не надо ничего выдумывать.
соберешь двиготель. проедешь полторы тышчи. обкатаешь движек. масло поменяешь. и будет тебе сщастье.
фуууу. ну и напугал меня..
так-то получается пять соток максимальная выроботка.
в самом начале нашей дискуссии я уже говорил свое мнение --- новые кольца нуливого размера.
и все больше не надо ничего выдумывать.
соберешь двиготель. проедешь полторы тышчи. обкатаешь движек. масло поменяешь. и будет тебе сщастье.
Как всегда спасибо! чисто теоретический вопрос, вот тепловой зазор цилиндр-поршень равен примерно 3-5 соток в идеале с завода, у меня износ 5 соток + сотки 2 на поршне =~7 к заводскому зазору. ну ладно допустим, тогда если по эльзе, 8 соток допустимый зазор цилиндра+4 сотки допустимый на поршне, итого 12 к 5 соткам уже имеющегося завоlского зазора, в итоге при максимально допустимом износе имеем 17 соток против 3-5 изначально и все равно двигатель будет исправно работать? не смотря на разницу в три раза, да даже если в два?
Passat B5 1999г GLS/1.8T AEB/USA было: BMW E32M70,E38M52,MB W124M102,Prim.P12,AstraG,Stratus2.4,Sebring2.7,Jeep WJ4.0,Ceres,Getz,Cerato,Nexia,Вазы
очень много матиматики.
эльза пишит устами переводчика. из опыта я знаю что допустимый износ восемь соток.
износ а не зазор.
я еще раз говорю что некоторые ездят и дальше.
почему восемь соток ??
потому как при большем износе растачить на следующий размер будет сложней.
у тебя размер 81.05
новый блок 81.01
износ 00.04
ты находишься на пол пути к расточки блока. ( если конечно замеры верны.)
если есть сомнения позови кого нибудь . пусть другой человек помериит.
очень много матиматики.
эльза пишит устами переводчика. из опыта я знаю что допустимый износ восемь соток.
износ а не зазор.
я еще раз говорю что некоторые ездят и дальше.
почему восемь соток ??
потому как при большем износе растачить на следующий размер будет сложней.
у тебя размер 81.05
новый блок 81.01
износ 00.04
ты находишься на пол пути к расточки блока. ( если конечно замеры верны.)
если есть сомнения позови кого нибудь . пусть другой человек помериит.
я не это спросил, у меня износ не 5 соток а три, 5 это если по микрометру выставлять, а если по нижней части горшка, то 3. нижняя часть горшка это и есть точка отсчета-это завод-и это не эльза, там даже хон как новый.
Passat B5 1999г GLS/1.8T AEB/USA было: BMW E32M70,E38M52,MB W124M102,Prim.P12,AstraG,Stratus2.4,Sebring2.7,Jeep WJ4.0,Ceres,Getz,Cerato,Nexia,Вазы
Что ты паришься? По твоим замерам у тебя износ 2-3 сотки от завода, зазор с завода 2-4 сотки, соответственно сейчас зазор 4-7 соток с учетом новых поршней. Поршня тоже с износом. Размер изношеного поршня отними из максимального диаметра цилиндра, получишь максимальный зазор, который не должен превышать 7-8 соток. Прикинь зазор с новым поршнем 80,98мм Верх цилиндра на пределе, остальное в норме. Бывали моторы и хуже и ни чего ездили. Новая поршневая и жить будет.
Ну, во первых, где гарантия что там заводсой зазор (не раз попадались случаи когда старый хозяин в целях "экономии" просто гильзовал блок и пихал туда старую поршневую. )
Во вторых, оригинальные поршня имеют допуск на расточку горшка 6 соток, т.е. новый поршень имеет размер 80.95
В третьих, допуск на расточку блока не подразумевает и не учитывает износ поршней, измеряется только горшок
В четвертых, при измерении две составляющие: элипс и сумарный износ, причем как правило первое имеет допуск в двое ниже чем второе.
ЗЫ под рукой Ельзы нет, но по памяти вроде как допуск на износ 12 соток. а вот элипс точно не помню
Ну, во первых, где гарантия что там заводсой зазор (не раз попадались случаи когда старый хозяин в целях "экономии" просто гильзовал блок и пихал туда старую поршневую. )
Во вторых, оригинальные поршня имеют допуск на расточку горшка 6 соток, т.е. новый поршень имеет размер 80.95
В третьих, допуск на расточку блока не подразумевает и не учитывает износ поршней, измеряется только горшок
В четвертых, при измерении две составляющие: элипс и сумарный износ, причем как правило первое имеет допуск в двое ниже чем второе.
ЗЫ под рукой Ельзы нет, но по памяти вроде как допуск на износ 12 соток. а вот элипс точно не помню
я спросил не это, точно по вопросу не кто не ответил. про суммарные допуски и не реальные тепловые зазоры исходя из этих разрешенных допусков.
там ничего не гильзовано.
да поршни 80.95(на них написано для не верущих) а сейчас 80.93 на юбке износ 2 сотки
итого 3 сотки в вмт(допустимо 8)+2 сотки поршень(допустимо 4) =5 соток общего износа.
все нормально короче тему можно закрыть а то флуд начнется.
Что ты паришься? По твоим замерам у тебя износ 2-3 сотки от завода, зазор с завода 2-4 сотки, соответственно сейчас зазор 4-7 соток с учетом новых поршней. Поршня тоже с износом. Размер изношеного поршня отними из максимального диаметра цилиндра, получишь максимальный зазор, который не должен превышать 7-8 соток. Прикинь зазор с новым поршнем 80,98мм Верх цилиндра на пределе, остальное в норме. Бывали моторы и хуже и ни чего ездили. Новая поршневая и жить будет.
новая поршневая стоит 16 тр, и уж если ее ставить тогда можно и блок расточить за 2 рубля. износ поршня 2 сотки всего.
Passat B5 1999г GLS/1.8T AEB/USA было: BMW E32M70,E38M52,MB W124M102,Prim.P12,AstraG,Stratus2.4,Sebring2.7,Jeep WJ4.0,Ceres,Getz,Cerato,Nexia,Вазы
Если на поршне есть задиры, следы прогара, глубокие царапины, трещины, замените поршень.
Прочистите канавки под поршневые кольца.
2. Прочистите отверстия для стока масла подходящим куском проволоки.

3. Проверьте зазоры между кольцами и канавками на поршне, предварительно очистив кольца от нагара.

Номинальный зазор, мм:
0,04–0,075 – верхнее компрессионное кольцо 1;
0,03–0,065 – нижнее компрессионное кольцо 2;
0,02–0,055 – маслосъемное кольцо 3.
Предельно допустимый зазор для всех колец 0,15 мм.

4. Наиболее точно зазоры можно определить замером колец и канавок на поршне.
Для этого замерьте микрометром толщину колец в нескольких местах по окружности, затем с помощью набора щупов замерьте ширину канавок также в нескольких местах по окружности.
Вычислите средние значения зазоров (разница между толщиной кольца и шириной канавки).
Если хотя бы один из зазоров превышает предельно допустимый, замените поршень с кольцами.

5. Измерьте зазоры в замках колец, вставив кольцо в специальную оправку.
При отсутствии оправки вставьте кольцо в цилиндр, в котором оно работало (или будет работать, если кольцо новое), продвиньте поршнем как оправкой кольцо в цилиндр, чтобы оно установилось в цилиндре ровно, без перекосов и измерьте щупом зазор в замке кольца.
Номинальный зазор должен быть 0,25–0,45 мм, предельно допустимый (в результате износа) – 1,0 мм.
Если зазор превышает предельно допустимый, замените кольцо.

6. Если зазор меньше 0,25 мм, аккуратно сточите надфилем торцы кольца.

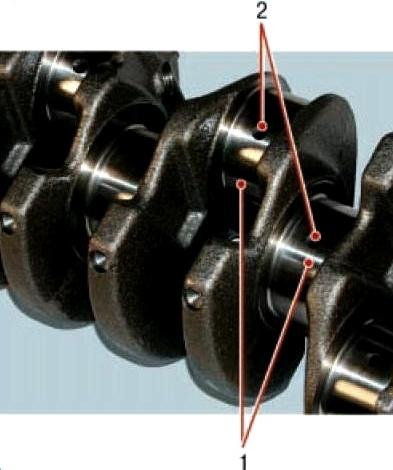
7. Измерьте диаметры цилиндра в двух перпендикулярных плоскостях (рис. 7) (В — вдоль, А — поперек блока цилиндров) и в четырех поясах (1, 2, 3 и 4).
Для этого необходим специальный прибор — нутромер.
Номинальный размер цилиндра (см. таблицу), овальность и конусность не должны превышать 0,05 мм.
Если максимальное значение износа больше 0,15 мм или овальность превышает указанное значение, расточите цилиндры до ближайшего ремонтного размера поршней, оставив припуск 0,03 мм на диаметр под хонингование.
Затем отхонингуйте цилиндры, выдерживая такой диаметр, чтобы при установке поршня расчетный зазор между ним и цилиндром был 0,025–0,045 мм.
Дефектовку, расточку и хонингование блока проводите в мастерских, имеющих специальное оборудование.
Номинальные размеры цилиндров и поршней
8. Проверьте отклонение от плоскостности поверхности разъема блока с головкой цилиндров.
Приложите штангенциркуль (или линейку) к плоскости:
– в середине блока;
– в продольном и поперечном направлениях;
– по диагоналям плоскости.
В каждом положении плоским щупом определите зазор между линейкой и плоскостью.
Это и есть отклонение от плоскости.
Если отклонение превышает 0,1 мм, замените блок.

9. Проверьте зазоры между поршнями и цилиндрами.
Зазор определяется как разность между замеренными диаметрами поршня и цилиндра.
Номинальный зазор равен 0,025–0,045 мм, предельно допустимый – 0,15 мм.
Если зазор не превышает 0,15 мм, можно подобрать поршни из последующих классов, чтобы зазор был как можно ближе к номинальному.
Если зазор превышает 0,15 мм, расточите цилиндры и установите поршни соответствующего ремонтного размера. Измерьте диаметр поршня на расстоянии 10 мм от нижнего края юбки в плоскости, перпендикулярной поршневому пальцу.
10. При замене деталей шатунно-поршневой группы необходимо подобрать поршни к цилиндрам по классу и одной группы по массе, а также поршневые пальцы к поршням по классу и шатуны по массе.
Для подбора поршней к цилиндрам вычислите зазор между ними.
Для удобства подбора поршней к цилиндрам их делят в зависимости от диаметров на пять классов через 0,01 мм: A, B, C, D, E (таблица).
В запасные части поставляют поршни номинального размера трех классов: A, C, E и двух ремонтных размеров (1-й ремонтный размер — увеличенный на 0,4 мм, 2-й — на 0,8 мм).
По массе поршни разбиты на три группы: нормальную, увеличенную на 5 г и уменьшенную на 5 г.
На двигатель должны быть установлены поршни одной группы.

11. Обозначения класса цилиндров выбиты на нижней плоскости блока (привалочная поверхность под масляный картер) напротив каждого цилиндра.

12. На днище поршня выбиты следующие данные:
1 – класс поршня по диаметру;
2 – стрелка, показывающая направление установки поршня;
3 –модель двигателя.
13. Пальцы с трещинами замените.
Палец должен легко входить в поршень от усилия большого пальца руки.
Вставьте палец в поршень.
Если при покачивании пальца ощущается люфт, замените поршень. При замене поршня подберите к нему палец по классу.


14. Замените сломанные кольца и расширитель маслосъемного кольца
13. Пальцы с трещинами замените. Палец должен легко входить в поршень от усилия большого пальца руки.
Вставьте палец в поршень.
Если при покачивании пальца ощущается люфт, замените поршень.
При замене поршня подберите к нему палец по классу.
14. Замените сломанные кольца и расширитель маслосъемного кольца.
15. Замените сломанные или треснувшие стопорные кольца, удерживающие поршневой палец.
Концы стопорных колец должны находиться в одной плоскости.
Погнутые кольца замените.

16. Замените погнутые шатуны.
Замените шатун, если во втулке 1 верхней головки есть задиры и глубокие царапины.
Замените шатун, если при разборке двигателя обнаружено, что шатунные вкладыши провернулись в шатуне.
Предупреждение Шатуны обрабатывают совместно с крышками, поэтому их нельзя разукомплектовывать.

17. Вставьте палец в верхнюю головку шатуна.
Если при покачивании пальца ощущается люфт, замените шатун.
Шатуны в сборе с крышками по массе верхней и нижней головок разделены на классы.

18. В двигатель должны быть установлены шатуны одного класса.
Маркировка шатуна нанесена на нижней головке и крышке шатуна.


19. Если на поверхностях, по которым работают сальники, есть глубокие риски, царапины, забоины, коленчатый вал необходимо заменить.
20. Измерьте коренные и шатунные шейки коленчатого вала.
Номинальные диаметры шеек коленчатого вала, мм:
– шатунных – 47,830–47,850. Если износ или овальность шеек превышает 0,03 мм, нужно прошлифовать их до ближайшего ремонтного размера.
Существует четыре ремонтных размера с уменьшением диаметра шеек, мм:
21. Если на коренных и шатунных шейках 1 есть незначительные задиры, риски, царапины, нужно прошлифовать их до ближайшего ремонтного размера.
Эту работу рекомендуется выполнять в специализированной мастерской.
После шлифования отполируйте шейки и притупите острые кромки фасок масляных каналов 2 абразивным конусом.
Промойте коленчатый вал и продуйте масляные каналы сжатым воздухом.
Овальность и конусность всех шеек после шлифования не должны превышать 0,005 мм.
После шлифования шеек установите вкладыши ремонтных размеров.

22. Если на рабочих поверхностях упорных полуколец есть задиры, риски и отслоения, замените полукольца. На полукольцах запрещается проводить любые подгоночные работы
23. Измерьте осевой зазор коленчатого вала.
Для этого установите коленчатый вал и упорные полукольца в блок цилиндров и затяните болты крепления крышек коренных подшипников.

24. Установите индикатор так, чтобы его ножка упиралась во фланец вала.
Сдвиньте коленчатый вал от индикатора до упора и установите стрелку индикатора на ноль.
Сдвиньте вал в обратную сторону.
Индикатор покажет величину зазора.
Номинальный осевой зазор коленчатого вала 0,06–0,26 мм, предельно допустимый – 0,35 мм.
Если зазор превышает предельно допустимый, замените упорные полукольца.
В запчасти поставляются упорные полукольца двух размеров: номинального – 2,31–2,36 мм и ремонтного (увеличенного на 0,127 мм) – 2,437–2,487 мм.

25. Осмотрите шатунные и коренные вкладыши.
Замените вкладыши с трещинами, задирами, выкрашиванием.
На вкладышах запрещается проводить любые подгоночные работы.
Номинальная толщина вкладышей, мм:
Вкладыши поставляются в запасные части четырех ремонтных размеров, увеличенной толщины, мм:
– четвертый — на 1,00.
26. Проверьте зазоры между вкладышами коренных подшипников и шейками коленчатого вала.
Эту работу рекомендуется выполнять в специализированной мастерской.
Измерьте диаметры шеек и коренных подшипников, установив крышки с вкладышами на блок и затянув их со ответствующими моментами. Вычислите зазор.
Зазоры между вкладышами и шейками коленчатого вала:
– коренные подшипники (номинальный 0,026–0,073 мм, предельно допустимый 0,15 мм);
– шатунные подшипники (номинальный 0,02–0,07 мм, предельно допустимый 0,1 мм).
Если зазор превышает предельно допустимый, коленчатый вал необходимо прошлифовать под следующий ремонтный размер.
При перешлифовке шатунных и коренных шеек коленчатого вала на ремонтный размер на первой щеке коленчатого вала необходимо поставить соответствующее клеймо, например Ш 0,25 и К 0,25 соответственно.
27. В специализированной мастерской можно измерить биение шеек коленчатого вала.
Биение должно составлять:
– коренные шейки и посадочная поверхность под ведущую шестерню масляного насоса не более 0,03 мм;
– посадочная поверхность под маховик не более 0,04 мм;
– посадочная поверхность под шкивы и сальники не более 0,05 мм.


28. Тщательно прочистите и промойте масляные каналы коленчатого вала.
29. Не рекомендуется выпрессовывать заглушки самостоятельно, для этого обратитесь в специализированную мастерскую

30. Тщательно очистите поверхности блока цилиндров от остатков старых уплотнительных прокладок.
Внимательно осмотрите блок. Если обнаружите трещины, блок надо заменить в сборе с крышками коренных подшипников.
Проверьте герметичность рубашки охлаждения блока цилиндров.
Для этого заглушите отверстие под водяной насос (установив насос с прокладкой) и залейте антифриз в рубашку охлаждения. Если в каком-нибудь месте заметна течь, значит, блок негерметичен и его надо заменить.

Если на зеркале цилиндров есть царапины, задиры, раковины и другие дефекты, расточите цилиндры под ремонтный размер (эту работу рекомендуется выполнять в специализированной мастерской) или замените блок цилиндров.
При различных дефектах глубиной более 0,8 мм блок ремонту не подлежит и его надо заменить.


Очистите нагар в верхней части цилиндров. Если там образовался поясок вследствие износа цилиндров, снимите его шабером
Проверьте наличие форсунок для охлаждения днища поршня и прочность их посадки в отверстиях постелей блока цилиндров.
После проведения дефектации и подгонки деталей двигателя можно приступать к сборке двигателя.

После разборки двигателя тщательно очистите, промойте и просушите все детали.
1. Очистите головку поршня от нагара. Если на поршне есть задиры, следы прогара, глубокие царапины, трещины, замените поршень. Прочистите канавки под поршневые кольца. Это удобно делать обломком старого поршневого кольца.
2. Прочистите отверстия для стока масла подходящим куском проволоки.
3. Проверьте зазоры между кольцами и канавками на поршне.
Номинальный зазор поршневых колец, мм:
верхнее компрессионное кольцо 1 — 0,04-0,075;
нижнее компрессионное кольцо 2 — 0,03-0,065;
маслосъемное кольцо 3 — 0,02-0,055.
Предельно допустимый зазор для всех поршневых колец — 0,15 мм.
4. Наиболее точно зазоры поршневых колец можно определить промером колец и канавок на поршне. Для этого замерьте микрометром толщину поршневого кольца в нескольких местах по окружности, затем…
5. …с помощью набора щупов измерьте ширину канавок также в нескольких местах по окружности. Вычислите средние значения зазоров (разница между толщиной поршневого кольца и шириной канавки). Если хотя бы один из зазоров превышает предельно допустимый, замените поршень с кольцами.
6. Измерьте зазоры в замках поршневых колец, вставив поршневое кольцо в специальную оправку. При отсутствии оправки вставьте поршневое кольцо в цилиндр (в котором поршневое кольцо работало), продвиньте поршнем как оправкой поршневое кольцо в цилиндр, чтобы поршневое кольцо установилось в цилиндре ровно, без перекосов и…
7. …щупом измерьте зазор в замке поршневого кольца. Номинальный зазор поршневого кольца должен быть 0,25-0,45 мм, предельно допустимый (в результате износа) -1,0 мм. Если зазор превышает предельно допустимый, замените поршневое кольцо.
8. Если зазор меньше 0,25 мм, аккуратно сточите надфилем торцы поршневого кольца.
9. Проверьте зазоры между поршнями и цилиндрами. Зазор между поршнями и цилиндрами определяется как разность между замеренными диаметрами поршня и цилиндра. Номинальный зазор между поршнями и цилиндрами равен 0,025-0,045 мм, предельно допустимый — 0,15 мм. Если зазор между поршнями и цилиндрами не превышает 0,15 мм, можно подобрать поршни из последующих классов, чтобы зазор между поршнями и цилиндрами был как можно ближе к номинальному. Если зазор между поршнями и цилиндрами превышает 0,15 мм, расточите цилиндры под следующий ремонтный размер и установите поршни соответствующего ремонтного размера. Измерьте диаметр поршня на расстоянии 55 мм от его днища в плоскости, перпендикулярной поршневому пальцу.
Рис. 4.9. Места измерения зазоров цилиндра
Таблица 4.1 Номинальные размеры цилиндров и поршней
Класс Диаметр, мм
цилиндра поршня
А 82,00-82,01 82,00-82,01
В 82,01-82,02 82,01-82,02
С 82,02-82,03 82,02-82,03
D 82,03-82,04 82,03-82,04
Е 82,04-82,05 82,04-82,05
14. Поршневые пальцы с трещинами замените. Поршневой палец должен легко входить в поршень от усилия большого пальца руки. Вставьте поршневой палец в поршень. Если при покачивании поршневого пальца ощущается люфт, замените поршень. При замене поршня подберите к нему поршневой палец по классу
Таблица 4.2 Классы поршневых пальцев, поршней и шатунов
Размерная группа Модель двигателя ВАЗ 2108
Диаметр цилиндра, мм Диаметр поршня, мм
А 76,00-76,01 75,965-75,975
В 76,01-76,02 75,975-75,985
С 76,02-76,03 75,985-75,995
D 76,03-76,04 75,995-75,005
Е 76,04-76,05 75,005-75,015
Размерная группа Модель двигателя ВАЗ 21083
Диаметр цилиндра, мм Диаметр поршня, мм
А 82,00-82,01 81,965-81,975
В 82,01-82,02 81,975-81,985
С 82,02-82,03 81,985-81,995
D 82,03-82,04 81,995-82,005
Е 82,04-82,05 82,005-82,015
(табл. 4.2). Поршневые пальцы разбиты по диаметру на три класса (1-, 2-, 3-й) через 0,004 мм. Класс поршневого пальца маркируется на его торце краской. Класс поршня по пальцу выбивается на днище поршня, класс шатуна по пальцу — на крышке шатуна.
15. Замените сломанные поршневые кольца и расширитель маслосъемного кольца.
16. Замените сломанные или треснувшие стопорные кольца, удерживающие поршневой палец. Концы стопорных колец должны находиться в одной плоскости. Погнутые кольца замените.
17. Замените погнутые шатуны. Замените шатун, если во втулке 1 верхней головки есть задиры и глубокие царапины. Замените шатун, если при разборке двигателя было обнаружено, что шатунные вкладыши провернулись в шатуне.
ПРЕДУПРЕЖДЕНИЕ
Шатуны обрабатывают совместно с крышками, поэтому их нельзя разукомплектовывать.
18. Вставьте поршневой палец в верхнюю головку шатуна. Если при покачивании поршенвого пальца ощущается люфт, замените шатун. Шатуны в сборе с крышками по массе верхней и нижней головки разделены на классы (табл. 4.3).
Таблица 4.3 Класс шатуна по массе верхней и нижней головки
Масса головок шатуна, г Маркировка
верхний нижний буквой краской
184+2 489±3 Ф Красный
495+3 Л Зеленый
501±3 Б
188+2 489+3 X
495±3 М
501+3 В
192+2 489±3 Ц
495±3 Н
501+3 Г Голубой
19. В двигателе автомобилей ваз 2108, ваз 2109, ваз 21099 должны устанавливаться шатуны одного класса. Маркировка шатуна наносится на крышке шатуна: 1 — класс шатуна по массе (буква или краска), 2 — класс шатуна по поршневому пальцу.
20. Если на поверхностях, по которым работают сальники, есть глубокие риски, царапины, забоины, коленвал необходимо заменить.
21. Промерьте коренные и шатунные шейки коленвала.
Номинальные диаметры шеек коленвала, мм:
коренных-50,799-50,819;
шатунных-47,830-47,850.
Если износ или овальность шеек коленвала превышает 0,03 мм, нужно прошлифовать шейки коленвала до ближайшего ремонтного размера.
Существует четыре ремонтных размера с уменьшением диаметра шеек коленвала:
первый — 0,25 мм;
второй — 0,5 мм;
третий — 0,75 мм;
четвертый -1,00 мм.
22. Если на коренных и шатунных шейках коленвала 1 есть незначительные задиры, риски, царапины, нужно прошлифовать шейки коленвала до ближайшего ремонтного размера. Работу по шлифовке шеек коленвала рекомендуется выполнять в специализированной мастерской. После отполируйте шейки коленвала и притупите острые кромки фасок масляных каналов 2 абразивным конусом. Промойте коленвал и продуйте сжатым воздухом масляные каналы. Овальность и конусность всех шеек коленвала после шлифовки не должна превышать 0,005 мм. После шлифовки шеек коленвала установите вкладыши ремонтных размеров. 23. Если на рабочих поверхностях упорных полуколец есть задиры, риски и отслоения, замените полукольца. На полукольцах запрещается проводить любые подгоночные работы.
25. Установите индикатор так, чтобы его ножка упиралась во фланец коленвала. Сдвиньте коленвал до упора от индикатора и установите стрелку индикатора на 0. Сдвиньте коленвал в обратную сторону. Индикатор покажет величину зазора. Номинальный осевой зазор коленвала равен 0,0б-0,26 мм, предельно допустимый осевой зазор коленвала — 0,35 мм. Если осевой зазор коленвала превышает предельно допустимый, замените упорные полукольца.
В запчасти поставляются упорные полукольца двух размеров: номинального -2,31-2,36 мм и ремонтного (увеличенного на 0,127 мм) — 2,437-2,487 мм.
26. Осмотрите шатунные и коренные вкладыши. Если на шатунных и коренных вкладышах есть трещины, задиры, выкрашивание — замените вкладыши. На вкладышах запрещается проводить любые подгоночные работы.
Номинальная толщина коренных и шатунных вкладышей, мм:
коренных-1,824-1,831;
шатунных -1,723-1,730.
Вкладыши поставляются в запасные части четырех ремонтных размеров, увеличенной толщины:
первый — на 0,25 мм;
второй — на 0,5 мм;
третий — на 0,75 мм;
четвертый — на 1,00 мм.
27. Проверьте зазоры между вкладышами коренных подшипников и шейками коленвала. Эту работу рекомендуется выполнять в специализированной мастерской. Измерьте диаметр шеек и диаметры коренных подшипников, установив крышки с вкладышами на блок и затянув их соответствующими моментами. Вычислите зазор.
Зазоры между вкладышами и шейками коленвала равны:
коренные подшипники (номинальный) -0,026-0,073 мм, предельно допустимый -0,15 мм;
шатунные подшипники (номинальный) -0,02-0,07 мм, предельно допустимый -0,1 мм.
Если зазор превышает предельно допустимый, коленвал необходимо прошлифовать под следующий ремонтный размер.
28. В специализированной мастерской можно замерить биение шеек коленвала. Биение шеек коленвала должно составлять:
коренные шейки и посадочная поверхность под ведущую шестерню масляного насоса — не более 0,03 мм;
посадочная поверхность под маховик — не более 0,04 мм;
посадочная поверхность под шкивы и сальники — не более 0,05 мм.
29. Тщательно прочистите и промойте масляные каналы коленвала.
30. Не рекомендуется выпрессовывать заглушки самостоятельно, для этого обратитесь в специализированную мастерскую.
31. Тщательно очистите поверхности блока цилиндров от остатков старых уплотнительных прокладок. Внимательно осмотрите блок. Если обнаружите трещины, блок надо заменить в сборе с крышками коренных подшипников.
32. Проверьте герметичность рубашки охлаждения блока цилиндров. Для этого заглушите отверстие под водяной насос (установив водяной насос с прокладкой) и залейте Тосол-А40 в рубашку охлаждения. Если в каком-нибудь месте заметна течь, значит, блок цилиндров негерметичен и блок цилиндров надо заменить.
33. Осмотрите цилиндры. Если на зеркале цилиндров есть царапины, задиры, раковины и пр., расточите цилиндры под ремонтный размер (эту работу рекомендуется выполнять в специализированной мастерской) или замените блок цилиндров. При различных дефектах глубиной более 0,8 мм блок цилиндров ремонту не подлежит и блок цилиндров надо заменить.
34. Очистите нагар в верхней части цилиндров. Если там образовался поясок вследствие износа цилиндров, снимите его шабером. Проверьте износ цилиндров, замерив диаметры цилиндров.
Приора двигатель 21126. После ремонта ГБЦ (после втыка, менялись только клапана, ШПГ не трогалась)) был расход масла, вначале литр/5000, теперь по прошествии пробега 80 т. км расход составляет литр / 2000. Сейчас прогорели выпускные клапана на всех цилиндрах, снова разобрали мотор.
При дефектовке выявлен эллипс 0,04 в 4 цилиндре, и по 1 в остальных. Блок при замере не снимался с авто. Хона в основном нет. Общий пробег мотора около 190.
Стоит ли делать расточку? Или же ограничиться новыми кольцами?
поставь новые кольца и если поршня не болтаются
то может ещё 50-70 тыс. отбегает, пару литров масла до замены это не так уж и много
но я бы расточил блок, новые поршня всё же лучше
только зеркало в цилиндрах набить нужно капитально
попроси тех, кто будет растачивать это сделать за отдельную плату
и если поставишь хорошие кольца будет тебе песня
Не до замены!, а литр на 2000 км. То есть 500 гр/1000 км.
Будет ли с новыми кольцами без расточки адекватный расход? Литр на 10тысяч меня б устроило)
Аби Туриент Мыслитель (7392) любой мотор берёт масло обычно меняют на 5 тысячах и 2,5 литра на этот пробег сойдёт масло обновишь)) новый движок если возьмёт на 10000 кило масла это уже радость а ты хочешь это с раздолбанного)
я по машинам не профессионал! насчет колес старые кольца они притерты главное чтобы зазор был в норме! а если новые кольца поставите они будут еще притираться и еще больший будет масложор! насчет масложора попробуйте сменить масло на другую фирму! может вы купили или вам заливают написано вязкость одна а на самом деле там очень жидкое масло изза чего кольца масло не держат! или купить более густое масло вместо 10в купить 15в
Кольца поставишь временно начнёт жрать масло и дымить. Опасность ставить новые кольца не в этом. Первое кольцо доходит до определённого места и дальше выработки нет так называемая ступенька. Сейчас новые поставишь и они будут долбать по этой ступеньке
Сотка-это можно сказать не эллипс. Ось померить конечно не получится. не снимая блок. А вот то, что хона нет совсем-это и является причиной для жора масла.
Читайте также: