
Как запрессовать втулку в коленвал иж планета 5
Добавил пользователь Alex Обновлено: 21.09.2024


Для выпрессовки старой втулки нам понадобится: длинная шпилька или болт с гайкой, несколько шайб, любая втулка или обрезок трубки, наружный диаметр которой немного меньше внутреннего диаметра головки шатуна, еще одна втулка внутренний диаметр которой немного больше наружного диаметра самой втулки.
С ролью втулки для выпрессовки у меня хорошо справилась головка на 12 которая с легкостью проходит через шатун. Продеваем болт через головку затем продеваем через шатун с другой стороны ставим еще одну втулку, одеваем шайбу и накручиваем гайку. У меня получилась примерно вот такая конструкция.


Пара минут работы и вуаля-втулка снята.



Точных цифр при подпиливании стыка я вам не скажу, делаю все на глаз, бывает что необходимый натяг удается обеспечить только со второго третьего раза, поэтому я покупаю сразу несколько втулок, чтобы лишний раз не ехать в магазин. Иногда мне в продаже попадались втулки которые подпиливать не было никакой нужды — входили в шатун с очень хорошим натягом, но это редкость, в основном приходится пилить.

Стык я подпиливаю обычной ножовкой по металлу. Пришлось пилить два раза, сначала один проход, потом втулку легонько зажал плоскогубцами чтобы сошлись стыки и пропилил еще раз.

После подпиливания стыка, точно по такому-же принципу с помощью болта и шайб запрессовываем втулку на свое место, при запрессовке втулки старайтесь расположить стык по направлению к нижней головки шатуна.



Втулка оказалась немного шире шатуна, поэтому во время запрессовки уперлась в шайбу. Чтобы ее немного дожать с другой стороны я поставил втулку и немного поджал ее, чтобы с обоих сторон она выходила одинаково.


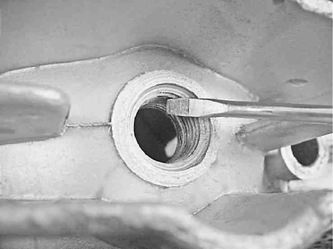
Надфилями пропиливаем окно для смазки.

Берем раздвижную развертку и не спеша понемногу начинаем калибровать отверстие, пока поршневой палец смазанный моторным маслом не будет заходить на свое место от усилия пальца руки.
Восстанавливать даже сильно изношенный двигатель, всегда легче, если после заводской сборки до вас, туда еще никто не успел сунуть свою пьяную рожу, нежели после всяких бивней…
Итак, перед сборкой двигателя все детали тщательно отмываем, проверяем состояние картера и резьбовых соединений, прочищаем-продуваем два масляных канала (отмечены стрелкой) расположенных в верхней части кривошипной камеры, готовим чистое рабочее место, берем две дощечки и укладываем на них левую половину картера.

Специальным съемником устанавливаем в левую половину картера стопорное кольцо сальника коленчатого вала.

С внутренней стороны кривошипной камеры в посадочное отверстие коренного подшипника устанавливаем дистанционное кольцо.


Нагреваем техническим феном посадочное отверстие коренного подшипника и при помощи оправки устанавливаем сальник до упора и сразу, чтобы потом не забыть смажьте кромки сальника чистым моторным маслом.

Ложем на сальник маслонаправляющею шайбу, шайба имеет выпуклую форму похожую на тарелку, при установке ориентируйте ее выпуклой стороной к сальнику.

Снова нагреваем феном посадочное отверстие картера и при помощи оправки устанавливаем в него наружную обойму коренного подшипника коленчатого вала. Во вторую половину картера, обойма коренного подшипника устанавливается точно по такому же принципу.

Ищем металлическую плиту толщиной 7-8 миллиметров, вырезаем в ней небольшой клин так, чтобы в этот вырез спокойно заходил шатун. Укладываем коленчатый вал на плиту так, чтобы она зашла между щек, берем коренной подшипник и при помощи оправки не спеша и не прилагая больших усилий напрессовываем его на цапфу коленчатого вала — сначала на одну, потом на другую.
Стоит предостеречь: многие деятели, малознакомые с техникой предпочитают напрессовывать коренные подшипники на коленчатый вал классическим колхозным способом: берут молоток или кувалду и просто-напросто от всей души в наглую забивают подшипник на место.
В итоге, или лопается обойма подшипника (как всегда в этом у них виноваты китайцы ну или торгаши…), либо цапфа выходит из щеки внутрь коленчатого вала, что приводит к блокировке шатуна или деформируется коленчатый вал, что приводит к расхождению его осей, как следствие к потери двигателем мощности. Но чаще всего происходит и то и другое и третье…


Хорошенько смазываем чистым моторным маслом кромку сальника и обойму коренного подшипника, после чего очень аккуратно так, чтобы случайно не завернуть манжету на сальнике, немного прокручивая вставляем коленчатый вал в левую половину картера. Направляющие втулки картера (отмечены стрелками) в зависимости от ситуации либо забиваем либо выбиваем так, чтобы они вышли над плоскостью разъема картера на 5-6 миллиметров.

Обезжириваем плоскости картера обоих половин картера, наносим на одну из них слой герметика для двигателей, хорошо смазываем маслом коренной подшипник и кромку сальника второй половины картера и немного подстукивая деревянной киянкой соединяем половины картера.

Сразу же ставим на свое место крышку КПП можно без прокладки и затягиваем болты картера. Болты следует затягивать по такому принципу: начинаем стяжку картера с болтов расположенных по его середине и далее затягиваем остальные болты крест на крест, постепенно увеличивая усилие за несколько кругов затягиваем их окончательно.

Переворачиваем двигатель, нагреваем феном посадочное место и при помощи оправки устанавливаем на свое место опорный подшипник коленчатого вала, затем туда же устанавливаем стопорное кольцо.
Стопорное кольцо должно стать впритык к подшипнику. Если у вас получилось так, что между стопорным кольцом и наружной обоймой подшипника образовался зазор более 0.1 мм — устраните его регулировочной шайбой. Иначе у коленчатого вала будет большой осевой люфт.
[stextbox момент: когда будите устанавливать на свое место сальник со стороны генератора — не садите фланец сальника на герметик. Вы спросите — почему? Потому что там есть специальный масляный канал (отмечен стрелкой) через который осуществляется смазка правого коренного подшипника и сальника.
Многие по незнанию замазывают этот канал герметиком, что само-собой приводит к разрушению сальника и коренного подшипника (пример разрушения коренного подшипника показан в конце статьи). Штатная прокладка прекрасно справляется со своей задачей так что наносить герметик на это место абсолютно не к чему.[/stextbox]

К сожалению, все этапы сборки данного двигателя в одной статье отобразить не получится, по техническим причинам прежде всего. Поэтому ремонт других узлов этого двигателя будет описан в следующих статьях, по мере добавления которых будут проставлены ссылки в этой статье. А на сегодня пока все.
Блокируя рекламу вы лишаете сайт средств к существованию!
Мы работаем для вас, отключите Adblock на любимом сайте!

Замена втулки ВГШ
Замена втулки ВГШ
Всем здравствуйте! Раскажите пожалуйста как заменить втулку в ВГШ, начиная с момента выпресовки старой втулки и заканчивая собственно разворачиванием втулки! Интересует развёртки какого диаметра используются! Так-же интересует качество втулок продающихся в магазинах? Может имеются какие-то нюансы при замене. Вобщем всё что связанно с заменой втулки ВГШ. талкиваюсь с этим впервые и не хотелось бы накосячить!
P.S. Просьба не пинать, перед тем как создать эту тему, несколько раз юзал поиск, и ответа так и не нашёл!
если у тебя мот Юп то береш старенький палец от Планеты+тркбочку с внутреним диамермом немножко больше чем сама втулка+2 шайбы+ болт(или шпилька) М8 и гайку к нему.на болт надеваешь шайбу и палец потом просовываешь через отверстие шатуна с другой сторны ставиш трубочку с шайбой и гайку.и начинаешь зажымать,палец выпишивает втулку в трубочку и все.розкручиваешь..+внимательно смотри чтоб палец криво не стоял.
аналогично так делаеться на планете,только у нее втулка больше розмером и берется подходящая трубочка
Запресовку делать тоже легче болтом.нагреваешь шатун,смазываешь месть под втулку маслом+саму втулку тоже(желательно втулку охладить).болт лутше брать М12(надежней).дальше болт+шайба+втулка просовываешь через отверстие и ставишь шайбу и гайку и зажымаешь.тут главное не перекосить втулку(P.S я так 3 втулки запорол пока не научился запресовывать).
поищи втулки совдеповские.некоторые продают.лутше возьми 3-4 втулки.когда будеш покупать смотри как зделаны,на форму..
розвертку бери ту что можно регулировать.скажешь какое тебе нада отверстие делать и тебе подберут.
ну незнаю может кто-то по другому делает и лутше.я делаю именно так
gonchsic, изучи книгу какую-нибудь по ремонту мотоциклов, как правило, замена втулки шатуна описывается практически во всех книгах по ремонту мототехники, и как правило, есть рисунки с изображением деталей и приспособлений. А что непонятно будет, так спрашивай - поможем.


Для выпрессовки старой втулки нам понадобится: длинная шпилька или болт с гайкой, несколько шайб, любая втулка или обрезок трубки, наружный диаметр которой немного меньше внутреннего диаметра головки шатуна, еще одна втулка внутренний диаметр которой немного больше наружного диаметра самой втулки.
С ролью втулки для выпрессовки у меня хорошо справилась головка на 12 которая с легкостью проходит через шатун. Продеваем болт через головку затем продеваем через шатун с другой стороны ставим еще одну втулку, одеваем шайбу и накручиваем гайку. У меня получилась примерно вот такая конструкция.



Пара минут работы и вуаля-втулка снята.



Точных цифр при подпиливании стыка я вам не скажу, делаю все на глаз, бывает что необходимый натяг удается обеспечить только со второго третьего раза, поэтому я покупаю сразу несколько втулок, чтобы лишний раз не ехать в магазин. Иногда мне в продаже попадались втулки которые подпиливать не было никакой нужды — входили в шатун с очень хорошим натягом, но это редкость, в основном приходится пилить.

Стык я подпиливаю обычной ножовкой по металлу. Пришлось пилить два раза, сначала один проход, потом втулку легонько зажал плоскогубцами чтобы сошлись стыки и пропилил еще раз.

После подпиливания стыка, точно по такому-же принципу с помощью болта и шайб запрессовываем втулку на свое место, при запрессовке втулки старайтесь расположить стык по направлению к нижней головки шатуна.



Втулка оказалась немного шире шатуна, поэтому во время запрессовки уперлась в шайбу. Чтобы ее немного дожать с другой стороны я поставил втулку и немного поджал ее, чтобы с обоих сторон она выходила одинаково.

Надфилями пропиливаем окно для смазки.

Берем раздвижную развертку и не спеша понемногу начинаем калибровать отверстие, пока поршневой палец смазанный моторным маслом не будет заходить на свое место от усилия пальца руки.



Размер втулки шатуна иж юпитер 5
Цилиндропоршневую группу можно разобрать, не снимая двигатель с мотоцикла. Это, как правило, приходится делать для очистки поршня и камеры сгорания от нагара, а также с целью замены изношенных деталей.
1. Снимаем топливный бак.
2. Отворачиваем гайки выпускных труб и отводим трубы от цилиндра.
3. Снимаем карбюратор.
4. Снимаем наконечник провода высокого напряжения со свечи зажигания, снимаем катушку зажигания, выворачиваем свечу.
5. Отсоединяем трос декомпрессора, выворачиваем клапан.
6. Торцовым ключом на 14 мм
в последовательности крест-накрест отворачиваем шесть гаек крепления головки пилиндра.
7. Снимаем головку.
8. Накидным ключом на 14 мм
отворачиваем четыре гайки крепления цилиндра к картеру.

9. Снимаем гайки с пружинными шайбами.

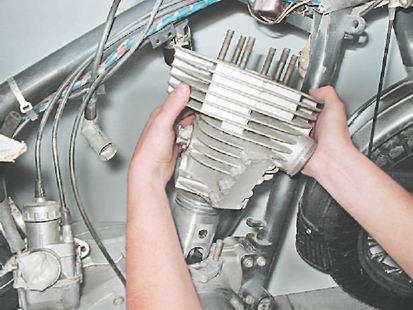
10. Опускаем поршень в нижнюю мертвую точку, вращая колесо мотоцикла или нажимая непосредственно на поршень. Снимаем цилиндр.

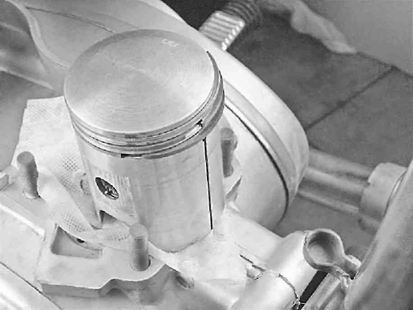
11. Закрываем отверстие кривошипной камеры чистой ветошью, чтобы исключить попадание в нее посторонних предметов.

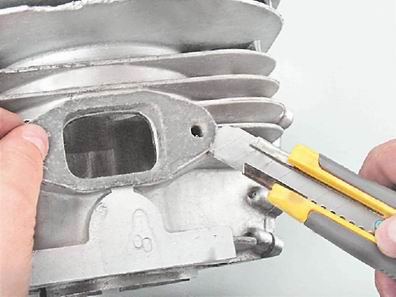
12. Переворачиваем цилиндр, устанавливаем его на шпильки и, аккуратно поддевая ножом, снимаем с цилиндра прокладку.

13. Аналогично снимаем прокладку карбюратора (если она не была снята вместе с карбюратором).

14. Осматриваем зеркало цилиндра. На нем недопустимы задиры, следы сильного износа, борозды, наволакивание алюминия от поршня и другие повреждения. Такой цилиндр подлежит ремонту или замене.

Нельзя шлифовать зеркало цилиндра шкуркой и затем полировать его. Единственно возможной обработкой является расточка на токарном станке под ремонтный размер с обязательным последующим хонингованием. При этом необходима установка поршня и колец ремонтных размеров (см. ниже).
15. Скребком или ножом очищаем от нагара выхлопные окна цилиндра. Нагар перед этим можно размягчить керосином или ацетоном.

16. Проверяем состояние резьбы в свечном отверстии. Если резьба повреждена по высоте более чем на треть — заменяем головку цилиндра.

17. Аналогично осматриваем резьбу отверстия под декомпрессор.

При необходимости головку цилиндра можно отремонтировать, установив в нее футорку. Для этого рассверливаем свечное отверстие до диаметра 18,4 мм и нарезаем в нем резьбу М20х1,5. Из латуни или бронзы вытачиваем футорку (см. рис.) и, завернув ее в отверстие, контрим развальцовкой нижнего края. Такие футорки есть и в продаже.
Футорка свечного отверстия
18. Осматриваем уплотняющий поясок головки цилиндра. Если на пояске заметны неровности, притираем поясок на слесарной плите (с пастой для притирки клапанов) или ровным мелким абразивным бруском.

19. Мелкой шкуркой очищаем поверхность камеры сгорания от нагара.

20. Полезно отполировать камеру сгорания самой мелкой шкуркой (с водой), а затем пастой ГОИ до зеркального блеска. Так на ней меньше будет отлагаться нагар.
21. Если поршневые кольца подлежат замене, их можно снять, сломав. В противном случае аккуратно заводим под кольца вырезанные из пластиковой бутылки полоски, и снимаем кольца с поршня.
При последующем использовании старых колец помечаем их, чтобы при сборке установить на прежние места.
22. Щипцами для сжатия стопорных колец или круглогубцами сжимаем и извлекаем из поршня стопорные кольца поршневого пальца. Не сжимайте кольца чрезмерно, чтобы не было их остаточной деформации.
23. Молотком через подходящую оправку выбиваем поршневой палец (удобнее это делать вдвоем).
24. Снимаем поршень.
25. Очищаем от нагара днище поршня и канавки колец (можно использовать обломок старого кольца). Предварительно рекомендуется замочить поршень в ацетоне. Рекомендуется также отшлифовать мелкой шкуркой (с водой) и отполировать днище поршня (в том числе нового) пастой ГОИ, так на нем меньше будет отлагаться нагар.

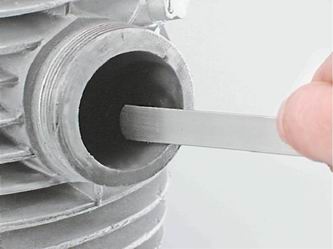
26. Проверяем состояние сопряженных деталей: цилиндра, поршня, поршневых колец, поршневого пальца, бронзовой втулки шатуна. Зазор между поршнем и цилиндром, измеренный щупом на уровне центра поршневого пальца, не должен превышать 0,3 мм. На поршне не должно быть задиров, следов оплавления, трещин и других повреждений. Поверхность поршневого пальца должна быть без следов бронзы, прижогов и сильного износа. У смазанного моторным маслом пальца, вставленного в верхнюю головку шатуна, не должен ощущаться люфт. В поршень палец должен входить не свободно, а под легкими ударами молотка. Это необходимо для того, чтобы обеспечить рабочие зазоры между пальцем и поршнем, когда детали нагреются. Бронзовая втулка верхней головки шатуна также не должна иметь сильного износа и следов задиров.
Цилиндропоршневую группу можно разобрать, не снимая двигатель с мотоцикла. Это, как правило, приходится делать для очистки поршня и камеры сгорания от нагара, а также с целью замены изношенных деталей.
1. Снимаем топливный бак.
2. Отворачиваем гайки выпускных труб и отводим трубы от цилиндра.
3. Снимаем карбюратор.
4. Снимаем наконечник провода высокого напряжения со свечи зажигания, снимаем катушку зажигания, выворачиваем свечу.
5. Отсоединяем трос декомпрессора, выворачиваем клапан.
6. Торцовым ключом на 14 мм в последовательности крест-накрест отворачиваем шесть гаек крепления головки пилиндра.

7. Снимаем головку.

8. Накидным ключом на 14 мм отворачиваем четыре гайки крепления цилиндра к картеру.

9. Снимаем гайки с пружинными шайбами.

10. Опускаем поршень в нижнюю мертвую точку, вращая колесо мотоцикла или нажимая непосредственно на поршень. Снимаем цилиндр.
11. Закрываем отверстие кривошипной камеры чистой ветошью, чтобы исключить попадание в нее посторонних предметов.
12. Переворачиваем цилиндр, устанавливаем его на шпильки и, аккуратно поддевая ножом, снимаем с цилиндра прокладку.

13. Аналогично снимаем прокладку карбюратора (если она не была снята вместе с карбюратором).
14. Осматриваем зеркало цилиндра. На нем недопустимы задиры, следы сильного износа, борозды, наволакивание алюминия от поршня и другие повреждения. Такой цилиндр подлежит ремонту или замене.

Нельзя шлифовать зеркало цилиндра шкуркой и затем полировать его. Единственно возможной обработкой является расточка на токарном станке под ремонтный размер с обязательным последующим хонингованием. При этом необходима установка поршня и колец ремонтных размеров (см. ниже).
15. Скребком или ножом очищаем от нагара выхлопные окна цилиндра. Нагар перед этим можно размягчить керосином или ацетоном.
16. Проверяем состояние резьбы в свечном отверстии. Если резьба повреждена по высоте более чем на треть – заменяем головку цилиндра.
17. Аналогично осматриваем резьбу отверстия под декомпрессор.

При необходимости головку цилиндра можно отремонтировать, установив в нее футорку. Для этого рассверливаем свечное отверстие до диаметра 18,4 мм и нарезаем в нем резьбу М20х1,5. Из латуни или бронзы вытачиваем футорку (см. рис.) и, завернув ее в отверстие, контрим развальцовкой нижнего края. Такие футорки есть и в продаже.
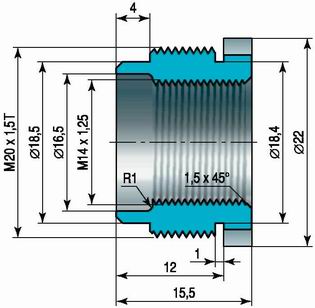
Футорка свечного отверстия
18. Осматриваем уплотняющий поясок головки цилиндра. Если на пояске заметны неровности, притираем поясок на слесарной плите (с пастой для притирки клапанов) или ровным мелким абразивным бруском.

19. Мелкой шкуркой очищаем поверхность камеры сгорания от нагара.

20. Полезно отполировать камеру сгорания самой мелкой шкуркой (с водой), а затем пастой ГОИ до зеркального блеска. Так на ней меньше будет отлагаться нагар.

21. Если поршневые кольца подлежат замене, их можно снять, сломав. В противном случае аккуратно заводим под кольца вырезанные из пластиковой бутылки полоски, и снимаем кольца с поршня.

При последующем использовании старых колец помечаем их, чтобы при сборке установить на прежние места.
22. Щипцами для сжатия стопорных колец или круглогубцами сжимаем и извлекаем из поршня стопорные кольца поршневого пальца. Не сжимайте кольца чрезмерно, чтобы не было их остаточной деформации.

23. Молотком через подходящую оправку выбиваем поршневой палец (удобнее это делать вдвоем).

24. Снимаем поршень.

25. Очищаем от нагара днище поршня и канавки колец (можно использовать обломок старого кольца). Предварительно рекомендуется замочить поршень в ацетоне. Рекомендуется также отшлифовать мелкой шкуркой (с водой) и отполировать днище поршня (в том числе нового) пастой ГОИ, так на нем меньше будет отлагаться нагар.

26. Проверяем состояние сопряженных деталей: цилиндра, поршня, поршневых колец, поршневого пальца, бронзовой втулки шатуна. Зазор между поршнем и цилиндром, измеренный щупом на уровне центра поршневого пальца, не должен превышать 0,3 мм. На поршне не должно быть задиров, следов оплавления, трещин и других повреждений. Поверхность поршневого пальца должна быть без следов бронзы, прижогов и сильного износа. У смазанного моторным маслом пальца, вставленного в верхнюю головку шатуна, не должен ощущаться люфт. В поршень палец должен входить не свободно, а под легкими ударами молотка. Это необходимо для того, чтобы обеспечить рабочие зазоры между пальцем и поршнем, когда детали нагреются. Бронзовая втулка верхней головки шатуна также не должна иметь сильного износа и следов задиров.
Если принято решение о замене деталей, то следует подобрать поршень и кольца к цилиндру и поршневой палец к поршню.
В запасные части поставляются "номинальные" поршни и цилиндры четырех размерных групп:
Диаметр цилиндра, мм
Диаметр поршня, мм
Кроме того, выпускаются ремонтные поршни и поршневые кольца двух размерных групп, предназначенные для установки в расточенные и отхонингованные цилиндры:
Диаметр поршня, мм
Диаметр цилиндра, мм
Маркировка поршневых колец нанесена на их упаковке. Диаметр обработанного цилиндра должен быть на 0,05-0,07 мм больше диаметра поршня соответствующей группы.
При сборке следует использовать поршень и цилиндр одной группы. Маркировка группы нанесена клеймением на днище поршня и фланце цилиндра под карбюратором.
При новом поршне и цилиндре, а также, если они имеют допустимый износ , устанавливаем поршневые кольца номинального размера (диаметр – 72 мм при зазоре в стыке равном 0,25-0,45 мм). Перед установкой колец на поршень проверяем их прилегание к цилиндру. Для этого поочередно вставляем кольца в цилиндр строго параллельно верхней его плоскости. Зазор в стыке кольца должен быть в пределах 0,25-0,45 мм. При меньшем зазоре подпиливаем стык плоским мелким надфилем. Иначе при работе двигателя и расширении кольца от нагрева его концы упрутся друг в друга, и кольцо может повредить зеркало цилиндра. Проверяем щупом торцевой зазор между кольцами и канавками, он должен быть в пределах от 0,075 до 0,1 мм. Поршневые пальцы выпускаются четырех размерных групп, что позволяет обеспечить беззазорное соединение с поршнем в холодном состоянии и минимальный зазор при работе двигателя. Размерная группа обозначена краской на торце пальца (зеленая, белая, черная и желтая метки, в порядке увеличения диаметра пальца). Соответствующая метка нанесена краской на одну из бобышек поршня. Поршневой палец должен быть собран с поршнем одной с ним группы.

Новый поршневой палец перед сборкой следует отполировать пастой ГОИ или подобным средством до зеркального состояния (на заводе этого почему-то не делают). Это увеличит ресурс и надежность работы двигателя.

При сильном износе бронзовой втулки шатуна ее следует выпрессовать и заменить. Втулку можно изготовить из бронзы БрАЖМцЮ-3-1,5 или оловянистой бронзы (но не латуни!) по приведенному эскизу.
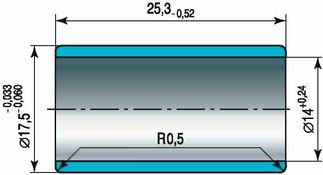
Втулка верхней головки шатуна
1. Собственно сборку начинаем с установки поршневых колец на поршень (с помощью полосок из пластиковой бутылки). Одно из колец имеет покрытие пористым хромом (оно более светлое), устанавливаем его в верхнюю канавку.
2. Смазываем зеркало цилиндра и боковую поверхность поршня с кольцами тонким слоем пластичной смазки с дисульфидом молибдена или моторным маслом. Смазываем также паронитовую прокладку под цилиндр.
3. Вставляем поршень снизу в цилиндр до отверстия под поршневой палец и ориентируем его меткой вперед по ходу движения мотоцикла (в сторону выхлопных окон, или окна при однотрубном варианте выпускной системы двигателя).

4. Наживляем поршневой палец до выхода пальца из бобышки поршня. Смазываем моторным маслом отверстия в бобышках поршня и в шатуне.

5. Уложив прокладку под цилиндр, поднимаем его и аккуратно совмещаем отверстие в поршне с отверстием в шатуне. Легкими ударами загоняем палеи в поршень до нужного положения и стопорим его с обеих сторон кольцами.
6. Дальнейшая сборка выполняется в последовательности обратной разборке. На резьбу шпилек крепления цилиндра и головки наносим немного смазки. Гайки крепления головки затягиваем постепенно, крест-накрест.
После замены (ремонта) цилиндра, поршня или поршневых колец двигатель необходимо подвергнуть обкатке.
манипуляций с райбером я так и не понял(
какого диаметра райбер?
как называется этот шарик?
а если разрезную ставить то ее просто запрессовываю так же? или же лучше чуть ее сточить всю поверхность с помощью дрели на наждачной бумаге? просто у меня райбер регулируемый почти как пальчик там на сотые диаметр разница так вот он слишком много снимает и не влезает вообще но я не прогонял шариком а пальчиком сточеным это делал
а разве палец во втулку не на гарячую запресовывается? Очень свободно так не я думаю не должен входить бо со временем появится люфт и стук
скажите вы приварили шарик на шпильку?
молодец все по уму, так же буду делать
в этом райбере внутри есть шарик? или просто коническая резьба?и болт распирает
никогда так неделайте это фуфло все.колхоз. я пальчик подгоняю 1час как минимум и ходят потом по 8 лет
делается специальная продавка она очень хорошо каленая. работаем райбером потом когда остается 2-3 десятки тянем продавкой. еще шариком делают но шарик не той тточности что нужно.пальчик должен зайти и вращатся туговато. потом нужно притереть его тоесть чтобы работал по всей плоскости. особо важно плоскостя в верху и внизу втулки. обязательны отверстия перед этим. а пропилы делать после полной подгонки.. если просто райберить то ходит недолго потому как выбирает плоскость и начинается увеличенный зазор. но в конечном результате пальчик должен вращатся легко с маслом но невыпадать если шатун повернуть на сторону.
И на рынке смотрел все втулки не цельные а с поперечным стыком, они говнистые?? надо искать цельную?
Поршневые кольца мотоцикла Иж Планета
Поршневой палец и втулка верхней головки шатуна
При установке нового поршня (нормального или ремонтного размеров) по отверстиям в бобышках подберите поршневой палец. Пальцы и поршни имеют четыре размерные группы.

Цвет метки на торце пальца должен соответствовать цвету метки на бобышке внутри поршня. В случае износа отверстий в бобышках и во втулке верхней головки шатуна необходимо установить палец ремонтного размера, развернув под него отверстия. В запасные части поставляются пальцы двух ремонтных групп согласно таблице.

Маркировка пальцев приведена красной эмалью по всей площади торца: 1-я ремонтная группа – с одного торца, 2-я ремонтная группа — с двух торцов.
При установке ремонтных пальцев отверстие в бобышках поршня довести до размера, обеспечивающего зазор 0. 0,005 мм, зазор между поршневым пальцем и втулкой верхней головки шатуна должен быть, 0,01. 0,03 мм.
При износе втулки верхней головки шатуна замените ее втулкой ремонтного размера или изготовьте из бронзы согласно эскизу на рисунке.

Выпрессовку и запрессовку втулки производите, используя рекомендации.
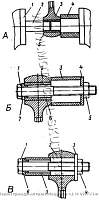
А – выпресовка с помощью тисков: 1 – тиски, 2 – оправка, 3 – втулка, 5 – втулка верхней головки шатуна
Б – выпресовка с помощью болта: 1 – болт, 2 – шатун, 3 – втулка, 4 – шайба, 5 – гайка, 6 – втулка верхней головки шатуна, 7 – кольцо
В – запресовка втулки верхней головки шатуна: 1 – болт, 2 – шатун, 3 – шайба, 4 – гайка, 5 – втулка верхней головки шатуна, 6 – кольцо
После запрессовки отверстие втулки разверните специальной раздвижной разверткой, внутренний диаметр втулки должен быть на 0,01. 0,03 мм больше диаметра пальца.
Новые поршневые кольца устанавливайте при замене поршня с цилиндром или в случае, когда поршни и цилиндры имеют допустимый износ, а замеренный щупом зазор в стыке кольца, установленного в цилиндре на расстоянии 10. 30 мм от верхнего торца, более 2 мм. Перед установкой нового кольца на поршень выполните следующее:
* вставьте кольцо в цилиндр и щупом замерьте зазор в стыке кольца (в новом цилиндре зазор должен быть 0,25. 0,45 мм); при меньшем зазоре подпилите кольцо в стыке;
* установите кольцо в цилиндр стыком в направлении, соответствующем рабочему положению, и при помощи лампы определите на просвет его прилегание к цилиндру; до пускается просвет на 10% длины окружности, кроме 15° с каждой стороны замка.
Нагар из канавок поршня удаляйте специальным раствором. При отсутствии раствора пользуйтесь шабером.
Установите с помощью пластинок кольца на поршень, сориентировав стыки колец на стопорные штифты поршня. Проверьте подвижность кольца в канавке поршня. Зазор между торцовой поверхностью кольца и канавкой должен быть 0,075. 0,1 мм. Кольцо должно передвигаться в канавке свободно, без заеданий. Установите в канавку отверстия одной из бобышек поршня стопорное кольцо, а в отверстие противоположной бобышки запрессуйте смазанный маслом поршневой палец.
Наденьте поршень на верхнюю головку шатуна стрелкой вперед (по ходу мотоцикла). Совместите отверстия бобышек и втулки верхней головки шатуна и, придерживая поршень рукой, легкими ударами молотка запрессуйте поршневой палец; установите второе стопорное кольцо. Проверьте перед установкой цилиндра плоскости разъема цилиндра и картера и при необходимости зачистите их. Установите на фланец картера уплотнительиую прокладку из картона или паронита. Осторожно, не поломав поршневые кольца и расположив их против стопорных штифтов, наденьте цилиндр на поршень. Целесообразно при этом поршень упереть в деревянную подставку (дощечку), положенную на фланец картера. Зеркало цилиндра смажьте маслом. Уберите подставку, установите цилиндр на фланец картера и закрепите. Установите головку цилиндра и закрепите ее.
Правый сальник коленчатого вала, звездочка вторичного вала, механизм управления сцеплением.
Для удобства разборки, ремонта и сборки данных сборочных единиц без снятия двигателя с рамы рекомендуется отсоединить тягу от рычага ножного тормоза.
Не нашли то, что искали? Воспользуйтесь поиском:
Лучшие изречения: При сдаче лабораторной работы, студент делает вид, что все знает; преподаватель делает вид, что верит ему. 9079 – | 7217 – или читать все.
Отключите adBlock!
и обновите страницу (F5)
очень нужно
Читайте также: