
Как проточить резину на токарном станке
Добавил пользователь Владимир З. Обновлено: 21.09.2024
Меня просили больше показывать работ с резиной, в этот раз-это уплотнительное кольцо для пневмосоединения.
В этом видео показан резец по резине для токарного станка. Подробно описывается его изготовление, а также способы .
В ролике показан нетрадиционный способ точения небольшой по габаритам детали из мягкой резины на токарном станке.
Делаем резец из советского метчика. Алмазная заточка. Набор быстросменных резцедержателей. bit.ly/3ueakXa .
Как обрабатывать резину на токарном станке. Один из способов. Резец для резки резины в виде ножа. Токарный станок .
Ремонт швейной машинки своими руками. Точим резиновый ролик для намотки шпулек. ✔️Карта Приват банка 4149 6293 .
Попытка освоить точение нового материала на токарном - для себя, чтобы понять как и что. Колеса специально сильно .
Как точить полиуретан на токарном станке? Показан вариант технологии изготовления эксцентриковых втулок из .
Обработка резины-процесс требующий некоторых особенностей, а именно затачивание инструмента и его применение.
Шестигранник на токарном, такой размер-74 мм обрабатывать ещё не приходилось, решил попробовать и заодно всем .
Токарные работы от разметки до шлифовки. Видео урок по работе на токарном станке по дереву для начинающих и не .
В видео расскажу, как вычислить угол конуса и настроить станок на протачивание конических поверхностей.
В этом видео показано, как из поломанной центровки сделать полезный инструмент. На развитие канала: Номер карты .
На любом токарном станке можно выточить конус на подаче. главное поставть заготовку на тупые центра и сдвинуть куда .
В этом видео показан эксклюзивный способ реставрации сверла с коническим хвостовиком путем сварки трением с .
Делаю уникальную самоделку, можно сказать инструмент для фиксации мыслей, идей, чертежей, схем. Инструмент .
В видео применялось два вида режущих пластин. 1 полированная пластина из твёрдого сплава для цветных металлов.
Обработка фторкаучуковой резины методом шлифования и точения на токарном станке. В этой статье мы хотим поделиться накопленным нами опытом в методике обработки фторкаучуковой резины методом шлифования и точения на токарном станке 1И611П.
Обработка фторкаучуковой резины методом шлифования и точения на токарном станке.
В этой статье мы хотим поделиться накопленным нами опытом в методике обработки фторкаучуковой резины методом шлифования и точения на токарном станке 1И611П.
В 2007 году у нас возникла необходимость обработки детали из фторкаучуковой резины по наружному диаметру (70мм.) с допуском 0,05 мм. С тех пор прошло 5 лет, теперь мы обрабатываем несколько тысяч деталей ежегодно.
Хотелось бы заметить, что не всю теорию шлифования и точения резины мы понимаем и потому не все вопросы можем подробно осветить.
Для примера и понимания поверхностей, размещён рисунок токарного проходного резца из учебника (кликните на фото для увеличения).
2.– главная задняя поверхность;
3.– вспомогательная задняя поверхность;
4.– главная режущая кромка;
5.– вспомогательная режущая кромка;
Мы пробовали использовать различные марки режущих инструментов: Т30К6, Т15К6, Т5К10, ВК6ом, Р6М5 и другие, в итоге мы остановились на резцах с напайной пластинкой ВК8.
Для нашей фторкаучуковой резины пластинки марки ВК8 оказались самыми эффективными .
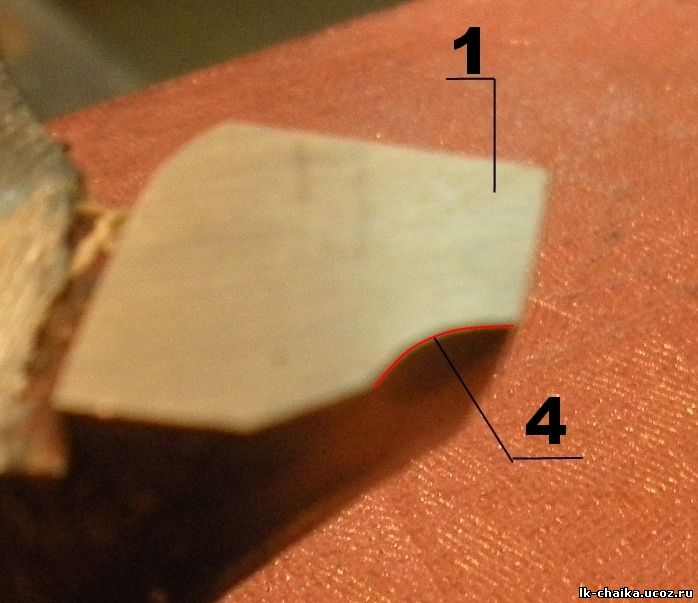
Для наружной проточки (ссылка на видео ролик) используется резьбовой резец с пластинкой ВК8 или Т5К10 с режущей кромкой в форме радиуса диаметром от 3 до 5мм.
 Передняя поверхность (поз 1) резца шлифована мелкозернистой алмазной тарелкой параллельно плоскости основания державки резца. Высота передней поверхности (поз 1) выставляется строго по оси шпинделя станка (проверяется торцеванием мягкого материала. Заточку режущей кромки (ссылка на видео ролик) (поз 4) мы осуществляем на мелкозернистом алмазном круге. После заточки, главная режущая кромка (поз 4) должна быть ровной (не должно иметь изломов и углов), в идеале желательно получить радиусную поверхность Ф от3 до 5мм. |
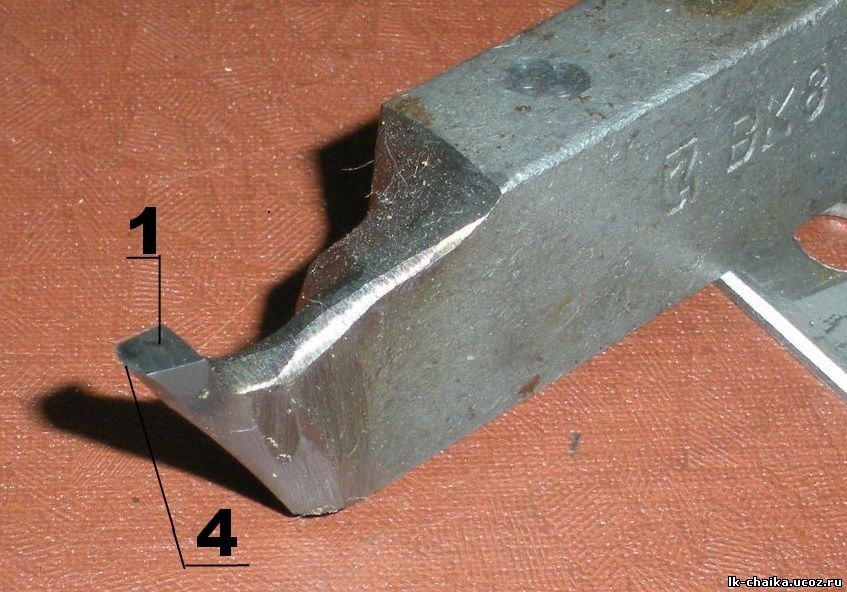
Для проточки наружного радиуса (ссылка на видео ролик) используется правый отогнутый резец с напаянной пластинкой ВК8.
 | Передняя поверхность (поз 1) резца шлифована мелкозернистой алмазной тарелкой параллельно плоскости основания державки резца. Высота передней поверхности (поз 1) выставляется строго по оси шпинделя станка, проверяется торцеванием мягкого материала. Заточку режущей кромки (ссылка на видео ролик) (поз 4) осуществляем с помощью электро гравёра на 20-21тыс. об/мин. мелкозернистой алмазной головкой Ф 8 мм. на ширину около 5 мм. |
------------------------------------------------
Для внутренней проточки и проточки канавок (ссылка на видео ролик) и используются внутренний резьбовой резец с напаянной пластинкой ВК8.
Закрепление обрабатываемой детали.
Влияние оборотов шпинделя станка и скорости подачи на качество обработки деталей из фторкаучуковой резины.
Опытным путём нами было установлено, что увеличение оборотов шпинделя и скорости подачи выше некоторой величины приводит к вырыванию с поверхности обрабатываемой детали небольших кусков резины.
Наше предположение образования этого процесса сводится к следующему (смотрим рисунок):
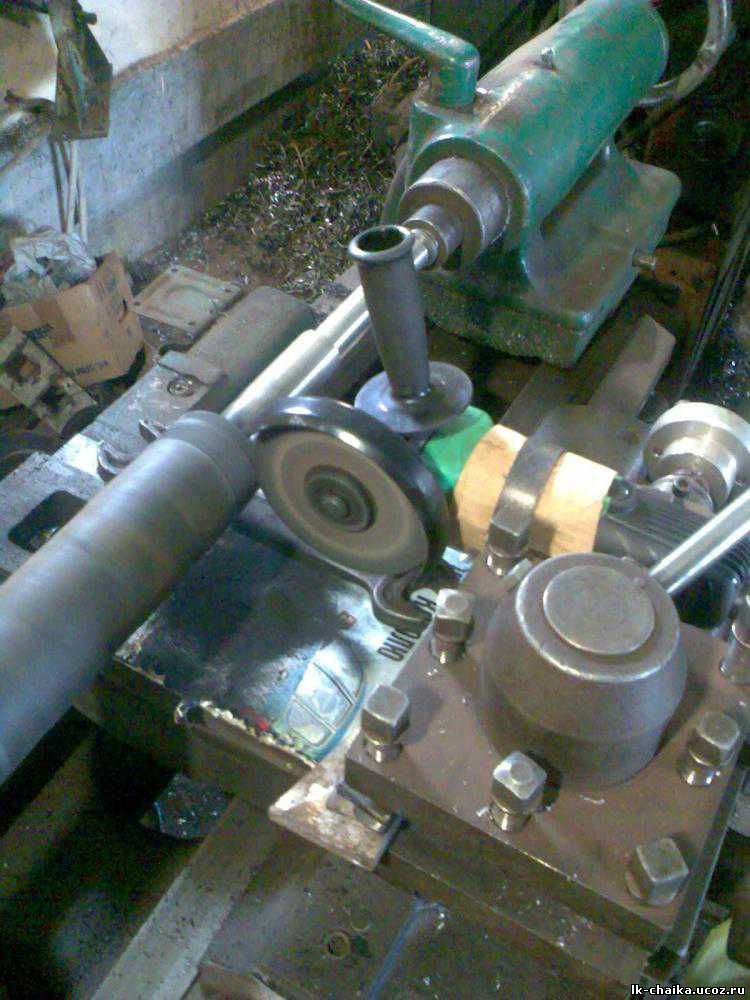
В 2012 году для обработки резины мы начали использовать шлифовку, на сегодняшний день методом шлифовки выполняются 2 операции.
Шлифовка фаски фторкаучукового кольца в оправке на Ф 115,6мм. (ссылка на видео), точность не принципиальна, ориентируемся по маркерным линиям на лимбе.
И шлифовка на оправке наружного диаметра фторкаучукового кольца на ф 70 мм. Точность 0,1 мм.(ссылка на видео с белы м кругом )
Этот вид обработки только осваиваем, поэтому приспособили что было в наличии, а именно: 3-х фазный двигатель мощностью 150 Ватт, 1380об/минуту, круг серый, средней зернистости нар. ф 100мм.
О бновлен ие январь 2013г: Установлен белы й крупнозе рнистый круг ф100х8, посадка ф20мм. (ссылка на видео с белым кругом)
Некоторое время назад прочитали форум про обработку резины, приводим некоторые интересные на наш взгляд материалы. Цитаты с форума:
Цитата от"shin" Здравствуйте, технология резки резины отлично отработана у компании Economos - Австрия. Можно посмотреть на их сайте. Мы комплектуем это оборудование высокопозитивными шлифованными пластинами для обработки неметаллов.
Всего применяется в производстве около 70 видов резцов и пластин. Применяются как стандартные сменные твердосплавные пластины (по ISO) геометрии VCGT. DCGT. так же много отшлифованных в зависимости от вида обработки.
Цитата от "shin": Вот такие образцы: державка стандартная по ISO и пластины к ней, это круглого сечения, для внутренней обработки, есть и с квадратным сечением варианты.
| Сменные твердосплавные пластины (по ISO). | Державка круглого сечения, ISO. | Пластины к державке. | |
 |  |  |  |
М ой резец для обточки внешнего диаметра резины из бывшего канавочного быстрореза.
Ему лет 30, однако он редко сейчас применяется. Когда-то, в МГТУ, часто приходилось обрабатывать детальки из вакуумных шлангов.
Сегодня купил какую-то автомобильную резинку как материал, в надежде что она масло бензостойкая. Но это неважно. Надо было проточить. За несколько лет болтанки среди других резцов, кромка, конечно не улучшилась. Подправил и проточил, как в былые времена. (ссылка на видео ютуб) (ссылка на скачивание)
| Вид режущей кромки: | Вид от детали: | Вид от отходов: |
 |  |  |
Цитата от "ingener40": При продольном точении резины не надо стараться снимать с нее стружку как при классическом точении. Процесс должен выглядеть как обработка канавки в торце детали.Т.е Г- образный резец заточенный с минимальными передним и задним углами подводится к торцу обрабатываемой детали таким образом, чтобы вершина резца находилась в радиусе будущего размера и включается продольная подача. Резец при резании не снимает стружку а врезается как - бы прорезая внутри канавку. При этом образуется что-то наподобие чулка который либо скатывается в бублик по мере движения резца, либо периодически рвется и отлетает ( осторожно - любит летать токарю в дюндель ). При подрезке торца резец прямой в виде сапожного ножа и работать нужно как отрезным резцом отрезая блины. Проблема в том, что трудно поймать размер ( если припуск меньше миллиметра -уже не проточишь, только дошлифовывать) приходится под каждую резину подстраиваться опытным путем.
Цитата от "brizovec": Есть у нас в Сталинграде филиал фирмы SKF, Занимаюсь ремонтом гидроусилителей и заказываю у них манжеты и всякую мелочь Они все точат на специальном станке. просил показать, не разрешили. но процесс примерно понял. У них специальные заготовки для различных изделий и из разного материала, (в том числе и резина) материал изделия залит в жесткий полимер за который заготовка зажимается, Есть заготовки в форме кольца и просто залитый в пластик материал сальника или еще чего,станок с ЧПУ по программе точит то заказывает заказчик. вот несколько фоток Все выточено .
(ссылка на форум, на цитату с фотографиями)
. А так хочется посмотреть на процесс и инструмент применяемый при обработке.Искал в интернете , не нашел, мож кто ссылочку подскажет!? буду признателен.
Цитата от "brizovec": Поролон точил пропитывая водой и замораживая, возможно и вам это поможет! только в азоте, но как это повлияет на материал??(заморозка).
Цитата от "ingener40": Приходилось фрезеровать пазы в 50 мм листе резины дисковой фрезой 160Х8 мм, глубиной 10 мм. Фрезу перетачивал практически как под дерево ( т.е. углы минимальные) режущую кромку доводил на алмазе (и по передней и по задней поверхности) снимал все за один проход всухую . Обороты - 750 ( пробовал больше - горит), подача 35 мм/мин.
На мой взгляд концевой фрезой не получится - у нее направление силы резания идет по касательной к винтовой канавке и она просто не сможет врезаться (резина -слишком мягкий для нее материал).
Я бы пробовал цилиндрической прямозубой диаметром 50-60 мм и шириной 30-40) опять же очень острой но с родными углами, т.к. в вашем случае малые углы дадут вибрацию инструмента. Обороты фрезы думается можно до 1000.Вращение фрезы навстречу вращению ролика и припуск не более 1 мм, потому как подача при таком диаметре будет не слабая ( при 1 об/мин - 1310 мм/мин)
Вопрос только как собрать фрезерное приспособление с достаточной жесткостью? А если попробовать на больших оборотах работать малой фрезой?
Цитата от "ingener40": Боюсь гореть будет. Если уж говорить о высоких оборотах, то я думаю здесь больше шлифование рулит. Возможно даже гриндер как нибудь приспособить,ленту с зерном 60. 80, тогда и жесткость приспособы большая не нужна - сила резания мизерная. Пылить правда будет не слабо, но как говорится лес рубят - щепки летят
Цитата от "codename1182": Вчера пробовал фрезеровать кусок грузовой покрышки ручным фрезером, фрезы брал 2,3,4,5 первые Ф10мм, обороты 5-20 тысяч, горит , прыгает, чистоты нет, перехожу к варианту шлифовки, какую скорость резания и какой абразив?
Цитата от "ingener40": Боюсь придется опытным путем. Шибко разные резины бывают по составу.
По моему опыту зерно максимально крупное и острое,(если лента то лучше 3М), а скорость максимальная не допускающая горения резины. В любом случае запасайтесь терпением, процесс не быстрый, а количество и размеры колес впечатляют.
Цитата от "Сергей Викторович": Вставлю свои 5 копеек.
 | Никогда раньше резину не обрабатывал. Но тут соседи поставили на капремонт линию по производству авто стекла. Навезли гору работы - шкивы, наплавка-проточка валов и всё такое. В том числе привезли один обрезиненный вал на пробу. Нужно выровнять и проточить в размер. Построил вот такую приспособу: Болгарка, отрезной диск по стали 2.5мм толщиной. Съём 2мм. Обороты станка 250 об/мин. Болгарка без регулятора - 10000 об/мин. Ток в цепи болгарки 1.3А на выравнивании и 1.6А на проточке. Примерно 300 Вт по мощности. Пыль и гарь присутствуют, но не смертельно. Пока окна-двери открыли, а дальше планируем пылесос на улице. |
Цитата от "ingener40": Точно! И круг не отрезной, а зачистной ("Kronenflex" например 6 мм, там зерно острое и связка помягче).
Хотя, ИМХО, она и резцом неплохо точится без шума и пыли, и стружка такая красивая идет в виде бесконечной ленты, так и хочется куда нибудь ее применить.
Цитата от "Сергей Викторович": Да нет - резцами пробовали. Рыхлая она какя-то. Обороты не разгонишь особо (вал длинный, РМЦ-1500, а ЗБ больше чем на половину висит и центр там невращающийся пришлось поставить). Поэтому только болгарка и выручила. Углы я пробовал менять - разницы нет. Обороты болгарки большие и она по-всякому успевает обработать.
Цитата от "ingener40": Да, попадалась и мне такая (рыхлая), только я ее и абразивом толком не смог обработать - горит на любых режимах.
Цитата от "вакуумщик": для точения резины а точим мы вакуумную марки7880 используем специальные резцы подобные ножу с полукруглой поверхностью с одной стороны сож-вода вакуум держит шлифовку делам изредка для клапанов обороты шлиф приспособления около 70 тыс фрезеровать нужды не было бы пресс формование заготовок
Цитата от "Сергей Викторович": Вопрос косвенно по теме. При пилении резины болгаркой выделяется 1. Дым, 2. Копоть, 3. Мелкая пылевидная крошка. Станина застелена полиэтиленом, крошка собирается там нормально. Дым стоит в помещении долго, от него першит в горле, сквозняк почти решает проблему, но вонь стоит и в других помещениях. С копотью хуже всего. Всё вокруг станка чёрное, одежда и в носу - тоже.
Планируем поставить пылесос с промежуточным циклоном и выхлопом в трубу от печки. Правильное решение? Или купить пром пылесос и не мучатся?
Цитата от "Сергей Викторович": Результаты обработки обрезиненного вала:
Исходный диаметр 70-73мм, 2 прохода черновых по 2мм и чистовой 1мм. Диск на болгарке отрезной по стали Ф125 х 2.5. Обороты болгарки на максимуме, обороты станка - 200 об/мин. Длина обработки 1400мм.
Размер конечный 65.7 - 65.75мм по всей длине вала (клиенты просили от 65 до 66мм, но чтобы все одинаковые, поэтому оставил "запас" на ещё один проход). Чистота поверхности заказчиков устроила. Это всё при том, что диск был даже чуть выщербленным. За размер диска тоже переживал, но когда померял размеры вала, то понял, что всё в порядке. Диск геометрию не потерял.
Цитата от "Сергей Викторович": По ходу проверил идею с пылесосом. Старая советская "ракета" + 2 шланга на вход и на выход. Из зоны обработки отводилась только копоть и легко летучие фракции. Крупные оседали на станине станка. После 40 минут обработки мешок заполнился на 20%, двигатель нагрелся терпимо. Отвод газов сделал в дымоход от печи высотой 7м.
Вопроса два. Первый: изделие- втулка с надетым на неё и приклеенным 88са резиновым ободом. Обод нужно обработать в сборе с диаметра 40мм до 35+-0.5. Возможно ли это?
Вопрос второй-как сделать из плиты ТМКЩ толщиной 25 обод с внешним диаметром 40 и толщиной 24мм?
Слышал, что если резину заморозить до -50 то можно обрабатывать. Однако что будет с такой резиной потом, большой вопрос.
Резину какой твердости собираетесь точить?
Все варианты до 80 по Шору А - только за счет "мозгов" токаря.
Режимы резания, инструмент, углы заточки - если умеет сделает.
По заморозке - немного поможет, но при диаметре 40 очень мало "мяса". Быстро нагреется и вернется к исходному состоянию.
Какова ширина кольца из резины?
Подумайте посчитайте - изготовим Вам готовое кольцо нужного сечения с твердостью 85 едениц, поставьте на клей и в путь.
Резиновые детали типа шайб небольшого диаметра плотненько нанизывают на вал с резьбой, где весь набор поджимают гайкой через металлическую шайбу (или через две по краям набора). Вал ставят на токарный станок и резину обтачивают.
2.Спец резец (писать лениво 89057667148)
Опыт оброботки есть.
Со шлифовкой вариант тоже рассматривали. �? с заморозкой тоже.
Есть ещё вариант вообще уйти от резины и залить втулку полиуретаном.
Есть сомнение, что 88 клей вообще будет держать обод, т.к. Сборка- это валик для прокатки провода.
Горячее обрезинивание и шлифовка в "сухую" с подходом кромки к торцу.
Ну 88 клей не есть панацея - придумали много других цыфар :-)
Облицовку для ролика можем выточить и из полиуретана, но - он тверже на 10 единиц. Соответственно при прочих равных сила трения будет меньше чем у резинового. С другой стороны полиуретан прослужит гораздо дольше если этот ролик служит как приводной и тянет/толкает провод. Для максимального эффекта нужно воспользоваться услугами людей которые вулканизуют ролики резиной или полиуретаном. А потом - при необходимости проточить в нужный размер. Для улучшения адгезии материала облицовки к поверхности ролика, ее (поверхность ролика) нужно максимально увеличить (например нарезав резьбу или просто канавки) и сделать максимально шероховатой.
Простые детали из резины точатся просто. Но не резцом. Резец изготавливают из напильника. Делают типа лезвия ножа. Часть резаком загибают под 90. То есть их два типа. Прямой и изогнутый. Заготовка из резины типа кранца или подобного сначала сверлится. При известном опыте можно попасть приблизительно в диаметр. Затем при вращающемся шпинделе насаживается на оправку с натягом.
А дальше как ножом вгоняется при продольной подаче на средних оборотах. Также обрезается.
Метод вполне пригоден при изготовлении втулок и грубых колец.
А для манжет и о- ринг элементарно делали полированную пресс форму из двух частей.
Вот только резиновую смесь нужно искать заранее. Смесь готовится в обычной мясорубке. Заполняется пресс форма, стягивается струбциной и в электромастерскую в термошкаф.
Добывляли в смесь графит и дисульфид молибдена. Но это от фанатизма.
Вполне работоспособные изделия получались. Правда марок смесей каучука сотни и у каждого производителя свой секрет. .
Возникала необходимость точить резину много раз.Оптимальным резцом был выбран самодельный отогнутый на 90 градусов с напайной пластинкой ВК8, для нашей резины пластинки этой марки оказались самыми эффективными.
Еще для наружной проточки используется резьбовой резец с пластинкой ВК8, или Т5К10 с режущей кромкой в форме радиуса ф от 3до 5мм доведенный до супер остроты на алмазном круге-это то что описано в справочнике молодого токаря.Садится резец очень быстро особенно на высоких оборотах-так что оптимальным выбрал-300 -400об.(увеличение оборотов приводило к вырыванию кусков резины)
Для внутренней расточки использовался внутренний резьбовой тоже с напайкой ВК8 -заточенный на радиус передняя поверхность резца шлифована алмазной тарелкой параллельно плоскости основания державки резца.
Высота передней поверхности выставляется строго по оси шпинделя станка.Срезается резина как чулок.
Для обработки резины необходимо изготовить оправки-чтобы после удаления оправок резина не меняла форму и принимала вид в котором будет соблюдены размеры(т.е.не пережимать)
Вот только что спросили в личке почему отваливается напайная пластина резца при заточке на камне.
1.Важно-НИКОГДА(сейчас коллега Akadama меня съест,но повторюсь)никогда не охлаждайте напаянный резец в воде(можно быстрорез из инструменталки).Это смерть резца.
2.Не прижимайте резец очень сильно к камню при заточке-это ведет к перегреву и выкрашиванию режущей кромки
3 Используйте при заточке правильный абразив-обычно твердосплав затачивают не на обычном камне ,а на "зеленом" корунде -советская маркировка 64С(надеюсь в ГУГЛЕ найдете иностранные аналоги)
4.Резцы любят доводку на алмазном круге(у меня на судне один самодельный моторчик с алмазным кругом),но можно обойтись и мелким шлифовальным камнем(IMPA-oily stown grade 800)-снять заусеницы и сбить острый угол


Кирилл Грибков ответил Дмитрию
Дмитрий, как дрочить по Суртерски
7 часов мастурбации , руки реально устали.

Кирилл Грибков ответил Саше

Саша,


Игорь Клочков ответил Кириллу




а без токарного станочка никак (с)

Михаил Ломазин
Игорь Клочков


Макс Моксяков

Макс Моксяков ответил Виталию

Дмитрий Трофимов
Игорь Клочков
Дмитрий Трофимов ответил Игорю


Дмитрий Михайлов
Сделать вовсе не наука
Хренпоймикакую штуку
А потом у всех спросить
Где её бы применить?
Кто-нибудь да поведётся,
(Автор этого дождётся),
Посоветует заткнуть
Этой штукой. что нибудь!


Чтобы сделать круглое резиновое изделие нормальный токарь изготовит ФОРМУ, на том же токарном станке, в которую уже поместит сырую резину и вулканизирует её там. А тут какое-то странное изобретательство.
Впрочем я помню, что на том же канале Сергею Санычу прислали сырой резины подписчики и этот метод он тоже демонстрировал.
Читайте также: