
Схема гбц ваз 21011
Добавил пользователь Дмитрий К. Обновлено: 19.09.2024
Головку цилиндров снимают с двигателя на автомобиле, если для устранения неисправности не нужно снимать сам двигатель или если необходимо только удалить нагар с поверхности камеры сгорания и клапанов.
Снятие
Порядок выполнения
Выпускной коллектор и впускной трубопровод с карбюратором лучше оставить на головке. Их можно снять позже при разборке головки цилиндров.
Порядок выполнения
Сборка головки цилиндров, установка клапанов Ваз 2101-2107. Как быстро снять головку двигателя на классике. Тосол попал в масло СНЯТИЕ ГОЛОВКИ БЛОКА ВАЗ КЛАССИКА Ремонт ГБЦ Ваз 2101-07. Замена заглушек,антифриз в масле. Замена прокладки головки цилиндров.Снятие головки цилиндров ваз 2101-2107Другие материалы раздела
Маслоотражательные колпачки направляющих втулок
У маслоотражательных колпачков не допускаются отслоение резины от арматуры, трещины и чрезмерный износ рабочей кромки. При ремонте двигателя.
Особенности устройства
Основные размеры головки цилиндров, клапанов и направляющих втулок Головка цилиндров – общая для четырех цилиндров, отлита из алюминиевого.
Снятие и установка на автомобиле
Головку цилиндров снимают с двигателя на автомобиле, если для устранения неисправности не нужно снимать сам двигатель или если необходимо только.
Направляющие втулки клапанов
Порядок выполнения 1. Проверьте зазор между направляющими втулками и стержнем клапана, измерив диаметр клапана и отверстия направляющей.
Разборка и сборка
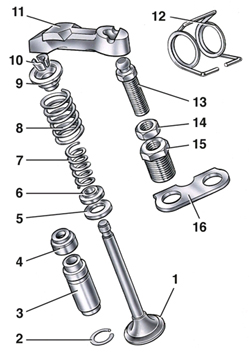
Детали клапанного механизма 1 – клапан; 2 – стопорное кольцо; 3 – направляющая втулка; 4 – маслоотражательный колпачок; 5 – опорная шайба.
Пружины
Основные данные для проверки наружной пружины клапана Основные данные для проверки внутренней пружины клапана Схема проверки пружины.
Проверка и шлифование седел клапанов
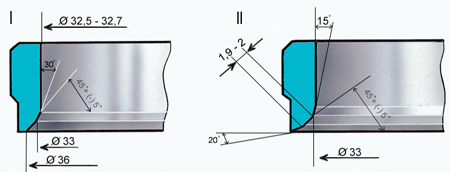
Профиль седла впускного клапана I – новое седло; II – седло после ремонта Профиль седла выпускного клапана I – новое седло;.
Проверка герметичности головки цилиндров
Проверка герметичности головки цилиндров на приспособлении А.60334 1, 2, 4 – заглушки; 3 – плита приспособления; 5 – фланец со штуцером подвода.
Прокладка головки цилиндров
Поверхности прокладки не должны иметь повреждений. Они должны быть ровными, без вмятин, трещин, вздутий и изломов. Отслоение обкладочного материала.
Очистка головки цилиндров
Порядок выполнения 1. Установите головку на подставку А.60353. 2. Удалите нагар из камер сгорания и с поверхности выпускных каналов.
3.11.1 Головка цилиндров и клапанный механизм
Основные размеры головки цилиндров, клапанов и направляющих втулок Головка цилиндров – общая для четырех цилиндров, отлита из алюминиевого сплава. Она унифицированная, т.е. одинаковая для двигателей 2101, 21011 и 2103. В головку цилиндров запрессованы чугунные седла и направляюши.
3.11.2 Особенности устройства
Основные размеры головки цилиндров, клапанов и направляющих втулок Головка цилиндров – общая для четырех цилиндров, отлита из алюминиевого сплава. Она унифицированная, т.е. одинаковая для двигателей 2101, 21011 и 2103. В головку цилиндров запрессованы чугунные седла и направляюши.
3.11.3 Снятие и установка на автомобиле
Головку цилиндров снимают с двигателя на автомобиле, если для устранения неисправности не нужно снимать сам двигатель или если необходимо только удалить нагар с поверхности камеры сгорания и клапанов. Снятие ПОРЯДОК ВЫПОЛНЕНИЯ 1. Слейте охлаждающую жидкость из радиатора и блока ц.
3.11.4 Разборка и сборка
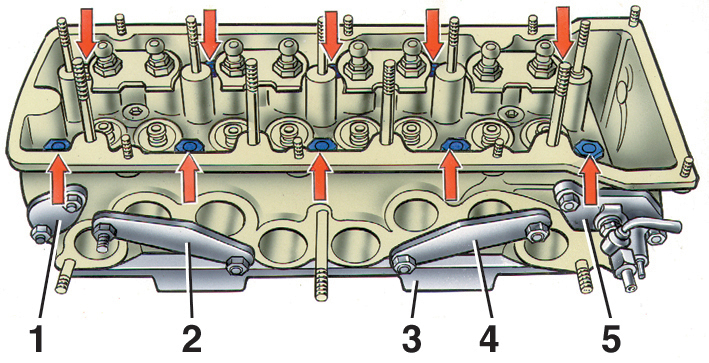
Детали клапанного механизма 1 – клапан; 2 – стопорное кольцо; 3 – направляющая втулка; 4 – маслоотражательный колпачок; 5 – опорная шайба наружной пружины; 6 – опорная шайба внутренней пружины; 7 – внутренняя пружина; 8 – наружная пружина; 9 – тарелка пружин; 10 – сухари; 11 – .
3.11.5 Очистка головки цилиндров
ПОРЯДОК ВЫПОЛНЕНИЯ 1. Установите головку на подставку А.60353. 2. Удалите нагар из камер сгорания и с поверхности выпускных каналов металлической щеткой, приводимой во вращение электрической дрелью. Очистите и осмотрите впускные каналы и каналы подвода масла к рычагам привода кла.
3.11.6 Проверка и шлифование седел клапанов
Профиль седла впускного клапана I – новое седло; II – седло после ремонта Профиль седла выпускного клапана I – новое седло; II – седло после ремонта Форма фасок седел клапанов показана на рис. Профиль седла впускного клапана и рис. Профиль седла вы.
3.11.7 Клапаны
ПОРЯДОК ВЫПОЛНЕНИЯ 1. Удалите нагар с клапанов. Проверьте, не деформирован ли стержень и нет ли трещин на тарелке; при повреждениях замените клапан. 2. Проверьте, не слишком ли изношена и не повреждена ли рабочая фаска. При шлифовании рабочей фаски клапана на шлифовальном станке .
3.11.8 Направляющие втулки клапанов
ПОРЯДОК ВЫПОЛНЕНИЯ 1. Проверьте зазор между направляющими втулками и стержнем клапана, измерив диаметр клапана и отверстия направляющей втулки. Монтажный зазор для новых втулок: 0,022–0,055 мм – для впускных клапанов и 0,029–0,062 мм – для выпускных клапанов; максимально допустимый .
3.11.9 Маслоотражательные колпачки направляющих втулок
У маслоотражательных колпачков не допускаются отслоение резины от арматуры, трещины и чрезмерный износ рабочей кромки. При ремонте двигателя маслоотражательные колпачки рекомендуется всегда заменять новыми. Заменять поврежденные маслоотражательные колпачки рекомендуется на снятой головке цилинд.
3.11.10 Рычаги клапанов
ПОРЯДОК ВЫПОЛНЕНИЯ 1. Проверьте состояние рабочих поверхностей рычага, сопрягающихся со стержнем клапана, с кулачком распределительного вала и со сферическим концом регулировочного болта. Если на этих поверхностях появились задиры или риски, замените рычаг новым. 2. Если обнаруже.
3.11.11 Пружины
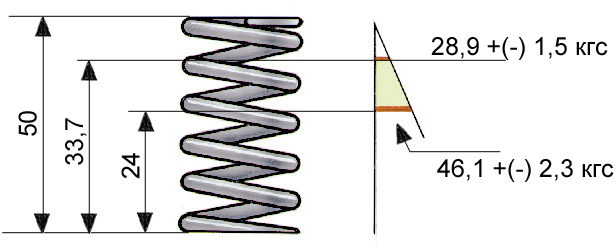
Основные данные для проверки наружной пружины клапана Основные данные для проверки внутренней пружины клапана Схема проверки пружины рычага А – размер в свободном состоянии; В – размер под нагрузкой ПОРЯДОК ВЫПОЛНЕНИЯ 1. Убедитесь, нет л.
3.11.12 Прокладка головки цилиндров
Поверхности прокладки не должны иметь повреждений. Они должны быть ровными, без вмятин, трещин, вздутий и изломов. Отслоение обкладочного материала от арматуры не допускается. На окантовке отверстий не должно быть трещин, прогаров и отслоений.
3.11.13 Проверка герметичности головки цилиндров
Проверка герметичности головки цилиндров на приспособлении А.60334 1, 2, 4 – заглушки; 3 – плита приспособления; 5 – фланец со штуцером подвода воды ПОРЯДОК ВЫПОЛНЕНИЯ 1. Для гидравлического испытания на герметичность рубашки охлаждения головки цилиндров: – .

Двигатели ВАЗ имеют классическую конструкцию, они состоят из двух основных частей — блока цилиндров и головки блока цилиндров (ГБЦ). Блок — это горячее сердце, а ГБЦ — это холодная голова, которая заставляет мотор работать. О головках блока моторов ВАЗ, их назначении, устройстве и обслуживании читайте в данной статье.
Назначение и функции головки блока цилиндров
Все современные бензиновые двигатели имеют одинаковую конструкцию, отличаясь лишь деталями. Каждый мотор состоит из двух основных частей — блока цилиндров и головки блока цилиндров (ГБЦ), которая как крышка накрывает блок. Такую разъемную конструкцию имеют и моторы Волжского автозавода (ВАЗ).
Головка блока цилиндров выполняет несколько основных функций:
- Обеспечение необходимой формы и герметичности камер сгорания;
- Выполнение функций газораспределения — ГБЦ служит корпусом для всего газораспределительного механизма, в головке же располагаются впускные и выпускные каналы;
- Обеспечение достаточной механической и тепловой прочности;
- Смазка ГРМ;
- Охлаждение камер сгорания со всей верхней частью двигателя (а также обеспечение герметичности водяной рубашки мотора);
- Обеспечение надежного монтажа для установки свечей зажигания, внешних элементов ГРМ и иного оборудования.
Таким образом, головка блока играет очень важную роль в двигателе, делая в принципе возможной его работу. Поэтому любая неисправность, деформация или повреждение ГБЦ или ее отдельных компонентов влечет за собой ухудшение работы двигателя, а в ряде случаев и полный отказ силового агрегата.
Головка блока ВАЗ-21214,2123 в сборе (с отверстием под датчик) Н/О
Головка блока ВАЗ-2112,21126 16V в сборе
Головка блока ВАЗ-21083 инжекторный двигатель в сборе
Головка блока ВАЗ-1118 V=1.6 в сборе
Головка блока ВАЗ-21214 в сборе (с отверстием под датчик)
Головка блока ВАЗ-21213 в сборе
Головка блока ВАЗ-21114 в сборе
Головка блока ВАЗ-2190 в сборе АвтоВАЗ
Головка блока ВАЗ-2112,21126 (16 кл.) АвтоВАЗ
Головка блока ВАЗ-21214 в сборе
Устройство ГБЦ двигателей ВАЗ
Все описанные выше функции головка блока выполняет с помощью встроенных в нее деталей и целых узлов. Основу головки составляет цельнолитая деталь, изготовленная из прочного алюминиевого сплава, который обладает высокой теплопроводностью, а также некоторой вязкостью — она необходима для прочного прилегания головки через прокладку к блоку цилиндров.
В ГБЦ имеется ряд отверстий, полостей и углублений различной формы и назначения:
На головку блока цилиндров тем или иным способом устанавливается ряд деталей и целых узлов, в том числе:
Сверху головка блока цилиндров закрывается с помощью крышки, которая выполняет защитные функции — она оберегает детали ГРМ от внешних воздействий. В крышке предусмотрена горловина для заливки масла, а также отверстия для болтов, с помощью которых крышка крепится к ГБЦ. Установка крышки производится через прокладку.

Сама головка блока ВАЗ устанавливается на блок цилиндров чрез прокладку, монтаж осуществляется на десяти болтах (во всех моделях), во многих головках есть и одиннадцатый болт, прикручиваемый сбоку. Прокладка обеспечивает необходимую герметичность камер сгорания, а также в некоторых пределах регулирует их объем.
Типы головок блока цилиндров двигателей ВАЗ
В настоящее время Волжский автозавод выпускает большое количество (несколько десятков) моделей и модификаций двигателей для своих автомобилей, и практически на каждом из них используется своя головка блока. Однако все головки ВАЗ по ряду признаков можно разделить на группы.
По типу образования и подачи горючей смеси в камеры сгорания:
- Головки для классических карбюраторных двигателей;
- Головки для двигателей с системой впрыска топлива (инжекторные двигатели).
По количеству клапанов:
- ГБЦ традиционной конструкции с 8 клапанами;
- ГБЦ современной конструкции с 16 клапанами.
Наконец, все головки можно разделить на несколько типов по назначению:
Головки блока ранних моделей имеют два основных отличия от головок поздних моделей:
Конечно, есть и иные отличия, которые незаметны на первый взгляд — иная геометрия и размеры камер сгорания, впускных и выпускных клапанов, другое расположение полстей водяной рубашки и т.д.

Особую категорию составляют головки блока ВАЗ для тюнинга. Волжские моторы имеют неплохой потенциал для форсирования и улучшения работы, однако при массовом производстве реализовать все возможности мотора невозможно по экономическим и иным причинам. А улучшить работу мотора можно с минимальными доработками ГБЦ — изменением формы и объема камер сгорания, установкой других клапанов, преобразованием форм и сечений впускных и выпускных каналов и т.д. Все это реализуется в специальных головках для тюнинга двигателей ВАЗ — установка такой головки повышает мощность двигателя, делает его работу более стабильной и надежной, хотя не всегда это хорошо сказывается на экономичности. Сегодня тюнинговые ГБЦ для ВАЗ становятся все более популярными, но более широкому их распространению мешает относительно высокая стоимость.
Рекомендации по обслуживанию и ремонту головки блока
Головка блока цилиндров во время эксплуатации не требует какого-то специального обслуживания (за исключением рекомендации избегать перегрева двигателя — вследствие этого головку может просто-напросто повести), однако ГБЦ и установленные в ней детали периодически могут выходить из строя, что потребует ее снятия и ремонта.
Наиболее часто головку блока ВАЗ приходится снимать для замены прокладки, расположенной между ней и блоком. О том, что пора снять ГБЦ и заменить прокладку могут говорить следующие признаки:
- Появление подтеков масла на линии соединения головки и блока;
- Утечка охлаждающей жидкости через прокладку наружу или в картер двигателя (последнее определяется с помощью масляного щупа — масло в этом случае становится мутным, зачастую приобретает бурый оттенок);
- Прорыв газов из камер сгорания в водяную рубашку (о чем могут свидетельствовать выбросы охлаждающей жидкости при открытии пробки радиатора на работающем двигателе).
Однако существуют и иные неисправности, которые требуют снятия головки ГБЦ — замена клапанов, ремонт поршневой группы и другие.
Снятие ГБЦ
О том, как производится снятие головки блока цилиндров, подробно описано в инструкции по эксплуатации автомобиля, поэтому здесь лишь вкратце опишем общий порядок выполнения этой работы. Обычно данная операция производится следующим образом:
Теперь можно заменить прокладку либо произвести ремонт головки, для чего от нее откручиваются впускной и выпускной коллекторы, а она разбирается дальше (рассухариваются и вынимаются клапаны, снимается распределительный вал и т.д.). Но в любом случае снятую головку необходимо всесторонне осмотреть и проверить ее состояние, о чем рассказано ниже.
Необходимо обратить внимание на два очень важных момента. Во-первых, болты головки необходимо откручивать в определенном порядке и по определенной схеме. Обычно откручивание начинается с центральных болтов, а последними отворачиваются крайние болты, причем сначала все болты нужно ослабить (не более чем на один оборот), а уже затем полностью выкручивать.
Во-вторых, съем головки блока необходимо производит очень аккуратно, чтобы не повредить ее, особенно ее нижнюю (привалочную) поверхность. Поэтому при снятии ГБЦ ни в коем случае нельзя поддевать ее отверткой или иными инструментами, лучше сдвинуть головку вбок, а затем поднять руками. В некоторых двигателях можно приподнять головку, с помощью импровизированного рычага из отвертки, подложенной под выпускной коллектор.
Снятую головку необходимо укладывать только нижней стороной на ровные и чистые деревянные бруски — это предотврати нижнюю часть от царапин и деформаций. И, конечно же, ни в коем случае нельзя бросать головку, так как при падении она может получить серьезные повреждения и будет непригодна для дальнейшего использования.
Проверка, ремонт и замена деталей головки
При снятии головки блока цилиндров даже для замены прокладки стоит провести ее проверку, а при необходимости и ремонт. В первую очередь необходимо выполнить следующее:
- Очистить нижнюю часть головки и верхнюю часть блока цилиндров от остатков старой прокладки (это нужно делать без применения острых предметов), необходимо добиться, чтобы эти поверхности были сухими и блестящими;
- Промыть ГБЦ, очистить нагар с камер сгорания, удалить масло из всех каналов и отверстий и т.д. Также необходимо промыть масляные каналы, для чего в них (после заглушки вертикального канала) на 15-20 минут заливается бензин. В новых моделях двигателей Lada бензином промыть нужно и корпус подшипников распредвала (в него также на 15-20 минут наливается бензин, тереть корпус не нужно, так как в этом случае есть риск его повреждения);
- Проверить головку на предмет трещин, сколов, вмятин и иных деформаций, ГБЦ с трещинами или повреждениями подлежит замене;
- Проверить все отверстия и опорные поверхности на предмет износа, задиров, прогорания и иных повреждений (седла клапанов, опорные поверхности подшипников и других);
- Такую же проверку провести в отношении движущихся и соприкасающихся деталей — толкателей и втулок клапанов, кулачков, коромысел и других. Особенно тщательно нужно проверить кулачки и опорные поверхности распределительного вала, при обнаружении задиров или глубоких борозд вал нужно заменить;
- Проверить клапаны, зазоры между ними и втулками, очистить их от нагара;
- Проверить целостность и геометрию пружин клапанов и других деталей ГРМ;
- Проверить геометрию (плоскостность) всех гладких поверхностей — нижней (привалочной), а также поверхностей крепления впускного и выпускного коллекторов. Проверка производится с помощью металлической линейки — ее необходимо прикладывать ребром вдоль и по диагоналям поверхности, и с помощью щупа измерять толщину появляющихся при этом щелей. Допускается отклонение от плоскостности не более чем в 0,1 мм, в противном случае необходимо либо шлифовать неровную поверхность, либо установить новую головку;
- Произвести проверку герметичности водяной рубашки. Для этого необходимо плотно закрыть выходное отверстие водяной рубашки, и налить в нее керосин или иную текучую жидкость. Если в течение 15-20 минут уровень жидкости останется неизменным, значит ГБЦ герметична, падение уровня жидкости говорит о наличии трещин или иных повреждений, в этом случае головка подлежит замене;
- Произвести проверку герметичности прилегания клапанов. Для этого нужно перевернуть головку и налить в камеры сгорания керосин или иную текучую жидкость. Если в течение 3 минут уровень жидкости останется неизменным, то клапаны хорошо прилегают к седлам, если же уровень жидкости понизился, то стоит притереть клапаны;
- Измерить длину болтов крепления ГБЦ. Дело в том, что болты с течением времени становятся длиннее (вытягиваются), и подлежат замене. В старых моделях длина болтов должна быть не более 135,5 мм, в новых — не более 98 мм.
После проверки принимается решение о ремонте или полной замене головки блока цилиндров и ее отдельных деталей. В ряде случаев провести ремонт собственными силами невозможно (например, при необходимости шлифовки привалочной поверхности), поэтому имеет смысл обратиться в сервисный центр. Однако такой ремонт довольно дорог, занимает много времени и не всегда приводит к ожидаемым результатам, поэтому иногда проще и дешевле купить и установить новую головку двигателя.
Установка ГБЦ на двигатель
Монтаж головки блока ВАЗ — дело едва ли более простое, чем демонтаж. Здесь необходимо строго придерживаться инструкций и некоторых правил.
Перед установкой головку нужно собрать (если она была разобрана), а на блок обязательно уложить новую прокладку (замена прокладки производится каждый раз после снятия ГБЦ). Далее необходимо смазать маслом все болты крепления головки и резьбовые отверстия, после чего без натяга вкрутить их в головку. Закручивание болтов производится строго по инструкции, обычно затяжка начинается с центральных болтов, однако в некоторых моделях все производится с точностью наоборот, то есть — с крайних болтов, постепенно передвигаясь к центральным.
Болты вкручиваются в несколько этапов, причем на каждом этапе необходимо прикладывать определенное усилие:
- Сначала все болты вкручиваются с усилием около 20 Н·м (хотя для некоторых головок усилие может достигать 40 Н·м и более);
- Затем каждый болт подтягивается с усилием от 74 до 120 Н·м;
- В последнюю очередь затягивается одиннадцатый болт сбоку ГБЦ, к которому прикладывается усилие в пределах 30-40 Н·м.
То есть, для затяжки головки блока необходимо иметь динамометрический ключ, без него выполнить работу правильно не получится.
При правильной затяжке болтов головка блока ВАЗ надежно фиксируется на блоке цилиндров, обеспечивая номинальные технические характеристики двигателя. Если же провести затяжку болтов с нарушением инструкций и рекомендаций, то почти наверняка совсем скоро двигатель потребует нового ремонта и серьезных затрат.

24 Февраля Лобзик электрический: режущий универсал
Для пиления древесины, ДСП, металлов, пластиков, керамики и других материалов применяется универсальный режущий инструмент — электрический лобзик. О лобзиках, их существующих типах, конструкции и характеристиках, а также о выборе и правильной эксплуатации этого инструмента рассказано в данной статье.

10 Февраля Набор ключей шестигранных
Для работы с винтами и другими метизами, имеющими шестиугольный шлиц, используются специальные шестигранные ключи, которые часто предлагаются в наборах. О наборах шестигранных ключей, их типах, составе и характеристиках, а также о правильном подборе и применении этого инструмента — читайте в статье.

27 Января Паяльник
Изготовление и ремонт электронного оборудования, многие монтажно-слесарные и другие работы требуют применения специального инструмента — паяльника. Все, что вы хотели узнать о паяльниках, их существующих типах, устройстве и работе, а также о верном выборе и применении паяльников, рассказано в статье.

20 Января Напильник: слесарный универсал
В слесарном деле, при выполнении ремонтных работ и в других случаях обработка изделий часто выполняется многолезвийными режущими инструментами — напильниками. О том, что такое напильник, какие типы этого инструмента существуют, как они устроены и как их правильно использовать — рассказано в статье.

12 Ноября 2021 Отвертка ударная с набором бит: любой крепеж - по плечу
Тугой или закисший крепеж становится проблемой, которую можно решить с помощью специального инструмента — ударной отвертки. О том, что такое ударная отвертка, каких типов бывает этот инструмент, как он устроен и работает, а также о правильном выборе и применении ударных отверток — читайте в статье.

5 Октября 2021 Отвердитель: основа прочного лакокрасочного покрытия
Определенные типы лакокрасочных материалов и клеев приобретают необходимые эксплуатационные характеристики при добавлении специальных компонентов — отвердителей. Все об отвердителях, их существующих типах, составе, принципе действия, а также применяемости и особенностях выбора — рассказано в статье.

29 Июля 2021 Пена монтажная: надежный помощник отделочника, строителя и монтажника
В сфере ремонта и строительства самое широкое применение находит простой в применении и универсальный материал — монтажная пена. Все, что вы хотели узнать о монтажной пене, ее существующих типах, составе и характеристиках, а также о подборе и применении этого материала — рассказано в данной статье.
Основные размеры головки цилиндров, клапанов и направляющих втулок Головка цилиндров – общая для четырех цилиндров, отлита из алюминиевого сплава. Она унифицированная, т.е. одинаковая для двигателей 2101, 21011 и 2103. В головку цилиндров запрессованы чугунные седла и направляюшие втулки клапанов. Рабочие фаски седел обрабатываются после за.
3.11.2 Особенности устройства
Основные размеры головки цилиндров, клапанов и направляющих втулок Головка цилиндров – общая для четырех цилиндров, отлита из алюминиевого сплава. Она унифицированная, т.е. одинаковая для двигателей 2101, 21011 и 2103. В головку цилиндров запрессованы чугунные седла и направляюшие втулки клапанов. Рабочие фаски седел обрабатываются после за.
3.11.3 Снятие и установка на автомобиле
Головку цилиндров снимают с двигателя на автомобиле, если для устранения неисправности не нужно снимать сам двигатель или если необходимо только удалить нагар с поверхности камеры сгорания и клапанов. Снятие ПОРЯДОК ВЫПОЛНЕНИЯ 1. Слейте охлаждающую жидкость из радиатора и блока цилиндров и снимите воздушны.
3.11.4 Разборка и сборка
Детали клапанного механизма 1 – клапан; 2 – стопорное кольцо; 3 – направляющая втулка; 4 – маслоотражательный колпачок; 5 – опорная шайба наружной пружины; 6 – опорная шайба внутренней пружины; 7 – внутренняя пружина; 8 – наружная пружина; 9 – тарелка пружин; 10 – сухари; 11 – рычаг прив.
3.11.5 Очистка головки цилиндров
ПОРЯДОК ВЫПОЛНЕНИЯ 1. Установите головку на подставку А.60353. 2. Удалите нагар из камер сгорания и с поверхности выпускных каналов металлической щеткой, приводимой во вращение электрической дрелью. Очистите и осмотрите впускные каналы и каналы подвода масла к ры.
3.11.6 Проверка и шлифование седел клапанов
Профиль седла впускного клапана I – новое седло; II – седло после ремонта Профиль седла выпускного клапана I – новое седло; II – седло после ремонта Форма фасок седел клапанов показана на рис. Профиль седла впускного клапана и рис. Профиль седла вып.
3.11.7 Клапаны
ПОРЯДОК ВЫПОЛНЕНИЯ 1. Удалите нагар с клапанов. Проверьте, не деформирован ли стержень и нет ли трещин на тарелке; при повреждениях замените клапан. 2. Проверьте, не слишком ли изношена и не повреждена ли рабочая фаска. При шлифовании рабочей фаски клапана на шли.
3.11.8 Направляющие втулки клапанов
ПОРЯДОК ВЫПОЛНЕНИЯ 1. Проверьте зазор между направляющими втулками и стержнем клапана, измерив диаметр клапана и отверстия направляющей втулки. Монтажный зазор для новых втулок: 0,022–0,055 мм – для впускных клапанов и 0,029–0,062 мм – для выпускных клапанов; максимально допустимый .
3.11.9 Маслоотражательные колпачки направляющих втулок
У маслоотражательных колпачков не допускаются отслоение резины от арматуры, трещины и чрезмерный износ рабочей кромки. При ремонте двигателя маслоотражательные колпачки рекомендуется всегда заменять новыми. Заменять поврежденные маслоотражательные колпачки рекомендуется на снятой головке цилиндров, чтобы не погнуть стержни клапанов. Для напрессовки колпачков пользуйтесь .
3.11.10 Рычаги клапанов
ПОРЯДОК ВЫПОЛНЕНИЯ 1. Проверьте состояние рабочих поверхностей рычага, сопрягающихся со стержнем клапана, с кулачком распределительного вала и со сферическим концом регулировочного болта. Если на этих поверхностях появились задиры или риски, замените рычаг новым. .
3.11.11 Пружины
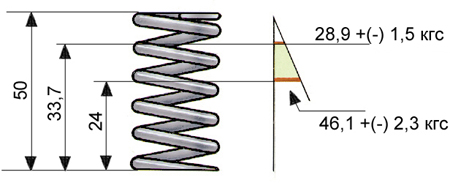
Основные данные для проверки наружной пружины клапана Основные данные для проверки внутренней пружины клапана Схема проверки пружины рычага А – размер в свободном состоянии; В – размер под нагрузкой ПОРЯДОК ВЫПОЛНЕНИЯ .
3.11.12 Прокладка головки цилиндров
Поверхности прокладки не должны иметь повреждений. Они должны быть ровными, без вмятин, трещин, вздутий и изломов. Отслоение обкладочного материала от арматуры не допускается. На окантовке отверстий не должно быть трещин, прогаров и отслоений. .
3.11.13 Проверка герметичности головки цилиндров
Проверка герметичности головки цилиндров на приспособлении А.60334 1, 2, 4 – заглушки; 3 – плита приспособления; 5 – фланец со штуцером подвода воды ПОРЯДОК ВЫПОЛНЕНИЯ 1. Для гидравлического испытания на герметичность рубашки охлаждения головки цили.

По истечении срока действия авторских прав, в России этот срок равен 50-ти годам, произведение переходит в общественное достояние. Это обстоятельство позволяет свободно использовать произведение, соблюдая при этом личные неимущественные права — право авторства, право на имя, право на защиту от всякого искажения и право на защиту репутации автора — так как, эти права охраняются бессрочно.
© Автомануалы. Вся информация представленная на данном сайте является собственностью проекта, либо иных, указанных авторов.

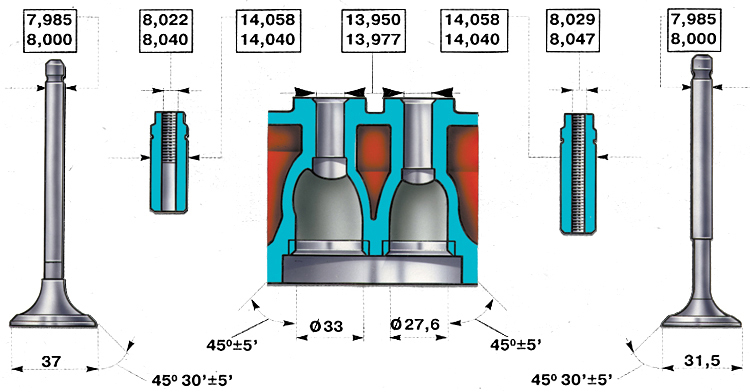
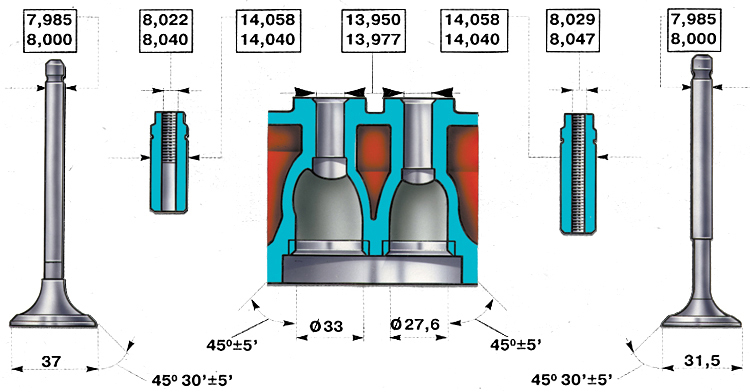
Головка цилиндров – общая для четырех цилиндров, отлита из алюминиевого сплава. Она унифицированная, т.е. одинаковая для двигателей 2101, 21011 и 2103.
В головку цилиндров запрессованы чугунные седла и направляюшие втулки клапанов. Рабочие фаски седел обрабатываются после запрессовки в сборе с головкой цилиндров, чтобы обеспечить точную соосность фасок с отверстиями направляющих втулок клапанов.
Отверстия во втулках обрабатываются также после запрессовки втулок в головку цилиндров. Это делается для обеспечения точности диаметра отверстия и его расположения по отношению к рабочим фаскам седла и клапана. В отверстиях направляющих втулок имеются спиральные канавки для смазки. У втулок впускных клапанов канавки нарезаны до половины длины отверстия, а у втулок выпускных клапанов – на всей длине отверстия.
Сверху на направляющие втулки надеваются маслоотражательные колпачки из тепломаслостойкой резины со стальным арматурным кольцом. Колпачки охватывают стержни клапанов и служат для уменьшения проникновения масла в камеру сгорания через зазоры между направляющей втулкой и стержнем клапана.
Каждый клапан имеет две цилиндрические пружины: наружную и внутреннюю, опирающиеся на две опорные шайбы. Вверху пружины упираются в тарелку, которая удерживается на стержне клапана двумя сухарями, имеющими в сложенном виде форму усеченного конуса.
Головку цилиндров снимают с двигателя на автомобиле, если для устранения неисправности не нужно снимать сам двигатель или если необходимо только удалить нагар с поверхности камеры сгорания и клапанов.
1. Слейте охлаждающую жидкость из радиатора и блока цилиндров и снимите воздушный фильтр.
2. Отсоедините провода от аккумуляторной батареи, свечей зажигания и от датчика указателя температуры охлаждающей жидкости.
3. Отсоедините трос привода воздушной заслонки от карбюратора.
4. Ключом 67.7812.9514 выверните свечи зажигания и датчик температуры охлаждающей жидкости.
5. Отсоедините тяги привода дроссельной заслонки от промежуточного рычага на крышке головки цилиндров и снимите крышку.
6. Поверните коленчатый вал до совмещения метки на шкиве с длинной меткой на крышке привода распределительного вала (см. рис. Расположение меток для установки зажигания), а метки на звездочке распределительного вала с меткой на корпусе подшипников распределительного вала (см. рис. Проверка совпадения установочной метки на звездочке распределительного вала с меткой на корпусе подшипников).
7. Отсоедините шланг от трубки подвода жидкости к отопителю, а от выпускного коллектора – кронштейн крепления трубки отвода жидкости из отопителя.
8. Отсоедините шланги от карбюратора, впускного трубопровода и от выпускного патрубка охлаждающей рубашки головки цилиндров.
9. Отсоедините от выпускного коллектора защитный щиток стартера и приемную трубу глушителей.
ВНИМАНИЕ: Выпускной коллектор и впускной трубопровод с карбюратором лучше оставить на головке. Их можно снять позже при разборке головки цилиндров.
10. Отпустите колпачковую гайку натяжителя цепи, отожмите монтажной лопаткой шток натяжителя и зафиксируйте его колпачковой гайкой.
11. Снимите звездочку распределительного вала и корпус подшипников вместе с распределительным валом.
12. Отверните болты крепления головки цилиндров к блоку и снимите головку.
1. Для того, чтобы снова установить и закрепить головку на блоке цилиндров, проведите описанные операции в обратной последовательности, при этом:
не забудьте поставить прокладку головки цилиндров и прокладку крышки головки;
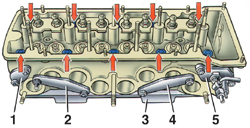
затяните болты крепления головки в последовательности, указанной на рис Порядок затягивания болтов головки цилиндров, а гайки шпилек корпуса подшипников распределительного вала – в последовательности, указанной на рис. Порядок затягивания гаек корпуса подшипников распределительного вала.
2. Болты крепления головки цилиндров затягивайте в два приема:
предварительно моментом 33,3–41,16 Н·м (3,4–4,2 кгс·м) болты 1–10;
окончательно моментом 95,94–118,38 Н·м (9,79–12,08 кгс·м) болты 1–10 и моментом 31,36–39,1 Н·м (3,2–3,99 кгс·м) болт 11.
3. При установке цепи обращайте внимание на совпадение установочных меток (см. рис. Проверка совпадения установочной метки на звездочке распределительного вала с меткой на корпусе подшипников и рис. Расположение меток для установки зажигания). Натягивайте цепь, как указано в соответствующем подразделе.
4. При установке крышки головки цилиндров с прокладкой, гайки крепления крышки затягивайте моментом не более 7,85 Н·м (0,8 кгс·м), чтобы не вызвать разрыв прокладки по крепежным отверстиям и коробление крышки. При ремонте двигателя прокладку крышки рекомендуется заменять новой.
5. После установки головки цилиндров проверьте и отрегулируйте момент зажигания.
Разборка и сборка
1. Установите головку цилиндров на доску А.60335.
2. Отсоедините выпускной коллектор и впускной трубопровод с карбюратором (одновременно удаляется заборник горячего воздуха).
3. Отсоедините выпускной патрубок охлаждающей рубашки.
4. Отсоедините патрубок отвода жидкости к отопителю.
5. Снимите рычаги 11 (см. рис. Детали клапанного механизма) клапанов, освобождая их от пружин 12. Снимите пружины рычагов.
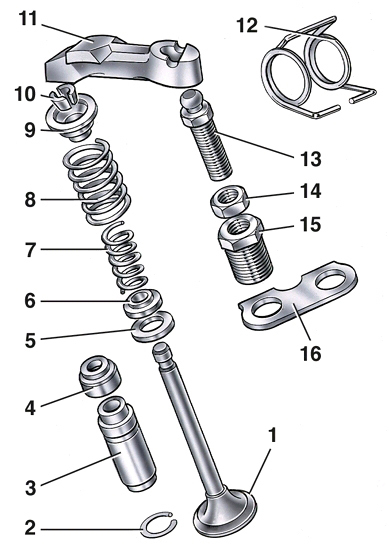
Детали клапанного механизма

1 – клапан; 2 – стопорное кольцо; 3 – направляющая втулка; 4 – маслоотражательный колпачок; 5 – опорная шайба наружной пружины; 6 – опорная шайба внутренней пружины; 7 – внутренняя пружина; 8 – наружная пружина; 9 – тарелка пружин; 10 – сухари; 11 – рычаг привода клапана; 12 – пружина рычага; 13 – регулировочный болт; 14 – контргайка регулировочного болта; 15 – втулка регулировочного болта; 16 – стопорная пластина пружины рычага
6. Ослабьте контргайки 14, выверните регулировочные болты 13 и втулки 15 регулировочных болтов.
7. Установите приспособление А.60311/R, сожмите пружины клапанов и освободите сухари (1 – приспособление А.60311/R; 2 – монтажная доска А.60335). Взамен переносного приспособления А.60311/R можно применять также стационарное приспособление 02.7823.9505.

8. Снимите пружины клапанов с тарелками и опорными шайбами.
9. Поверните головку цилиндров и выньте с нижней стороны клапаны.
10. Снимите маслоотражательные колпачки с направляющих втулок.
11. Собирайте головку цилиндров в обратной последовательности.
1. Установите головку на подставку А.60353.
2. Удалите нагар из камер сгорания и с поверхности выпускных каналов металлической щеткой, приводимой во вращение электрической дрелью. Очистите и осмотрите впускные каналы и каналы подвода масла к рычагам привода клапанов.


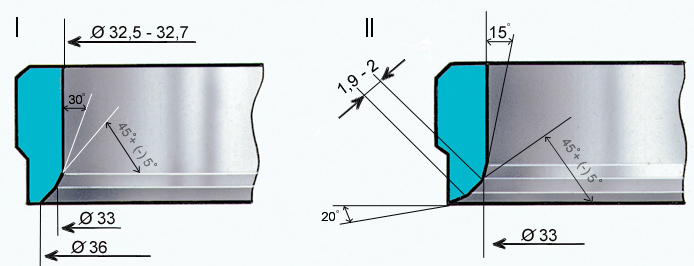
Форма фасок седел клапанов показана на рис. Профиль седла впускного клапана и рис. Профиль седла выпускного клапана.
На рабочих фасках седел (зона контакта с клапанами) не должно быть точечных раковин, коррозии и повреждений. Небольшие повреждения можно устранить шлифованием седел. При этом снимайте как можно меньше металла. Шлифовать можно как вручную, так и с помощью шлифовальной машинки.
1. Установите головку на подставку А.60353, вставьте в направляющую втулку клапана стержень А.94059 и очистите фаски седел от нагара зенкерами А.94031 и А.94092 для седел выпускных клапанов и зенкерами А.94003 и А.94101 для седел впускных клапанов. Зенкера надеваются на шпиндель А.94058 и центрируются направляющим стержнем А.94059.
ВНИМАНИЕ: Стержни А.94059 существуют двух различных диаметров: А.94059/1 – для направляющих втулок впускных клапанов и А.94059/2 для направляющих втулок выпускных клапанов.
2. Наденьте на направляющий стержень А.94059 пружину А.94069/5, установите на шпиндель А.94069 конический круг А.94078 для седел выпускных клапанов или круг А.94100 для седел впускных клапанов, закрепите шпиндель в шлифовальной машинке и прошлифуйте седло клапана.

3. В момент соприкосновения круга с седлом машинка должна быть выключена, иначе возникнет вибрация и фаска будет неправильной.
4. Рекомендуется чаще производить правку круга алмазом.
5. Для седел выпускных клапанов ширину рабочей фаски доведите до величин, указанных на рис. Профиль седла выпускного клапана, зенкером А.94031 (угол 20°) и зенкером А.94092, которым устраняется наклеп на внутреннем диаметре. Зенкеры надеваются на шпиндель А.94058 и, также как и при шлифовании, центрируются стержнем А.94059.
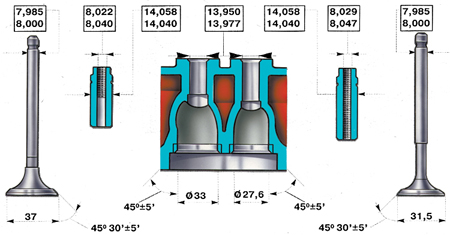
6. У седел впускных клапанов ширину рабочей фаски доведите до величин, указанных на рис. Профиль седла впускного клапана, сначала обработав внутреннюю фаску зенкером А.94003 до получения размера диаметром 33 мм, а затем фаску 20° зенкером А.94101 до получения рабочей фаски шириной 1,9–2,0 мм.

1. Удалите нагар с клапанов. Проверьте, не деформирован ли стержень и нет ли трещин на тарелке; при повреждениях замените клапан.
2. Проверьте, не слишком ли изношена и не повреждена ли рабочая фаска. При шлифовании рабочей фаски клапана на шлифовальном станке выдерживайте угол фаски, равный 45°30’±5’, и следите, чтобы толщина цилиндрической части тарелки клапана после шлифования была не меньше 0,5 мм, а также чтобы у выпускного клапана не оказался снятым слой сплава, наплавленный на фаску.
1. Проверьте зазор между направляющими втулками и стержнем клапана, измерив диаметр клапана и отверстия направляющей втулки. Монтажный зазор для новых втулок: 0,022–0,055 мм – для впускных клапанов и 0,029–0,062 мм – для выпускных клапанов; максимально допустимый предельный зазор (при износе) 0,15 мм.
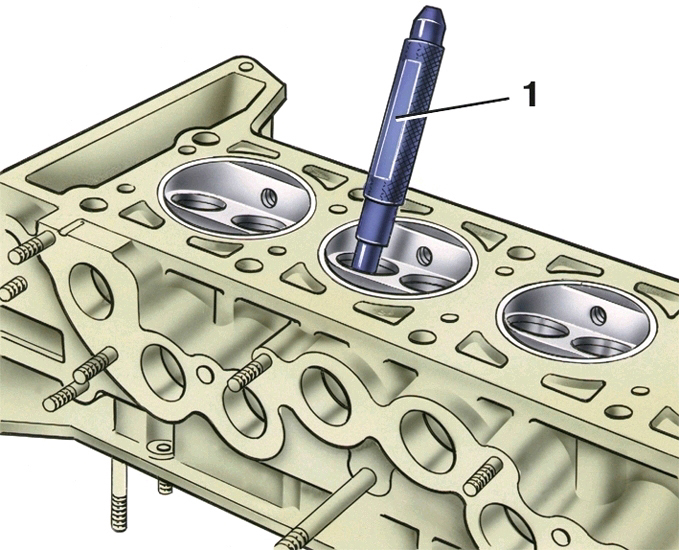
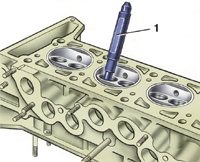
2. Если увеличенный зазор между направляющей втулкой и клапаном не может быть устранен заменой клапана, замените втулки клапанов, пользуясь оправкой А.60153/R (1 – оправка А.60153/R).

3. Для замены двух направляющих втулок впускного и выпускного клапанов цилиндров № 1 и № 4 отверните две шпильки крепления корпуса подшипников распределительного вала, так как они мешают установке оправки.
4. Запрессовывайте направляющие втулки с надетым стопорным кольцом до упора кольца в плоскость головки цилиндров.
5. После запрессовки разверните отверстия в направляющих втулках развертками А.90310/1 (для втулок впускных клапанов) и А.90310/2 (для втулок выпускных клапанов). Затем прошлифуйте седло клапана и доведите ширину рабочей фаски до нужных размеров, как указано выше.
У маслоотражательных колпачков не допускаются отслоение резины от арматуры, трещины и чрезмерный износ рабочей кромки.
При ремонте двигателя маслоотражательные колпачки рекомендуется всегда заменять новыми.
Заменять поврежденные маслоотражательные колпачки рекомендуется на снятой головке цилиндров, чтобы не погнуть стержни клапанов. Для напрессовки колпачков пользуйтесь оправкой 41.7853.4016.
1. Проверьте состояние рабочих поверхностей рычага, сопрягающихся со стержнем клапана, с кулачком распределительного вала и со сферическим концом регулировочного болта. Если на этих поверхностях появились задиры или риски, замените рычаг новым.
2. Если обнаружена деформация или другие повреждения на втулке регулировочного болта или на самом болте, замените детали.
Читайте также: