
Ремонт грм двигателя камаз 5320
Добавил пользователь Владимир З. Обновлено: 19.09.2024
Газораспределительный механизм двигателя КамАЗ имеет ряд ключевых деталей. Рассмотрим типичные дефекты каждой и способы их устранения.
Восстановление клапанов и их притирка в гнездах головок цилиндров
Клапаны изготовлены из жаропрочной стали. Стержень клапана перед установкой графитизуется. Угол рабочей фаски клапана 45°; диаметр выпускного клапана 51,5 мм, впускного — 46,5 мм; высота подъема клапана 12,5 мм.
Характерными дефектами клапанов являются износ рабочих фасок, погнутость стержня, облом тарелки клапана.
Толкатели тарельчатого типа стальные, тарелки наплавляются при изготовлении отбеленным чугуном. Характерными дефектами толкателей являются износ тарелки, раковины на рабочей поверхности, износ стержня.
Изношенные тарелки и стержни толкателей восстанавливаются хромированием.
После восстановления клапаны притираются в седлах головок цилиндров.
Притирка клапанов начинается с приготовления пасты: паста приготавливается из 1,5 части (по объему) микропорошка карбида кремния зеленого, одной части дизельного масла и 0,5 части дизельного топлива. Перед употреблением притирочная паста перемешивается, чтобы микропорошок не осаждался. Затем на фаску седла клапана наносится тонкий равномерный слой пасты. Стержень клапана смазывается моторным маслом. Притирка производится возвратно-вращательным движением клапана дрелью с присоской или соответствующим приспособлением. Нажимая на клапан, необходимо повернуть его на 1/3 оборота по часовой стрелке, затем на 1/3 оборота в обратном направлении. Клапаны круговыми движениями не притираются. Притирка продолжается до появления на фасках клапанов седел пояска шириной не менее 1,5 мм матового цвета, как показано на рис. 51.
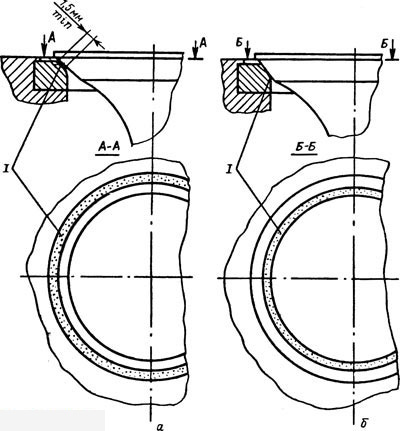
Рис. 51. Расположение притертых матовых поясков на седле и головке клапана при закрытом положении:
а — правильное; б — неправильное; I — положение пояска на седле и головке клапана
При правильной притирке матовый поясок на седле головки клапана должен начинаться у большего основания конуса седла.
После окончания притирки клапаны и головки цилиндров промываются керосином и обдуваются воздухом. Качество притирки клапанов определяется после сборки клапанного механизма проверкой его на герметичность. Для этого головка цилиндра устанавливается впускными и выпускными окнами вверх и в углубления клапанных гнезд заливается дизельное топливо. Хорошо притертые клапаны не должны пропускать топливо в местах уплотнения в течение 30 мин. При подтекании керосина производится постукивание резиновым молотком по торцу клапана. Если подтекание не устраняется, клапаны притираются повторно.
После контроля притирки клапанный механизм собирается и регулируется. Регулировка клапанов производится при четырех положениях коленчатого вала. Первое положение коленчатого вала определяется относительно начала впрыска топлива в первый цилиндр совмещением меток на муфте опережения впрыска и корпуса топливного насоса.
Дефекты распределительного вала
Распределительный вал изготовляется горячей штамповкой из стали 18ХГТ. Он устанавливается в развале блока на 5 опорных подшипниках. Поверхности опорных шеек и кулачков после цементации закаливаются токами высокой частоты. Поверхности шеек и кулачков проходят точную механическую обработку: шлифуются, полируются и затем фосфатируются. Биение поверхностей второй, третьей и четвертой шеек относительно оси крайних шеек допускается не более 0,025 мм. Нецилиндричность опорных шеек 0,005 мм, непараллельность образующих всех кулачков относительно поверхности крайних шеек не более 0,05 мм.
На задний конец распределительного вала напрессована стальная штампованная шестерня с прямыми зубьями. Зубья шестерни подвергаются термической обработке. Шестерня распределительного вала приводится во вращение через промежуточную шестерню шестерней коленчатого вала.
Характерными дефектами распределительных валов являются:
- трещины на валу, отколы по торцам вершин кулачков;
- погнутость вала;
- износ шпоночного паза;
- износ впускных и выпускных кулачков по высоте; износ передней, средней и задней опорных шеек.
Разборка клапанного механизма и возможные дефекты его деталей
В состав газораспределительного механизма, показанного на рис. 48, входят распределительный вал, толкатели с направляющими, штанги, прокладка крышки головки, коромысла с регулировочным винтом, клапаны с двумя клапанными пружинами, направляющая клапана и устройство крепления клапанов Клапанный механизм закрывается крышкой. Крышки крепятся болтами к головкам цилиндров.
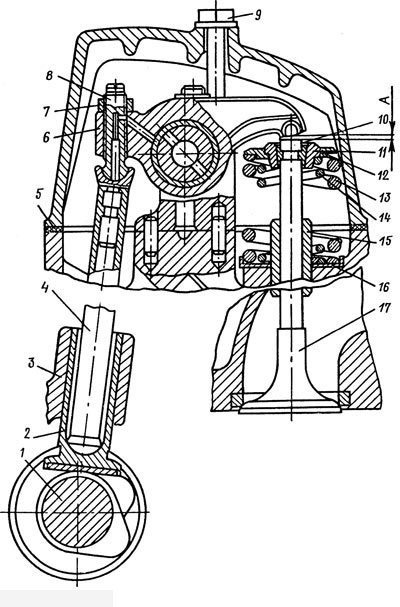
Рис. 48. Газораспределительный механизм двигателя КамАЗ-740:
1 — распределительный вал; 2 — толкатель; 3 — направляющая толкателей; 4 — штанга; 5 — прокладка крышки головки; 6 — коромысло; 7 — гайка; 8 — регулировочный винт; 9 — болт крепления крышки головки; 10 — сухарь; 11 — втулка тарелки; 12 — тарелка пружины; 13 — наружная пружина; 14 — внутренняя пружина, 15 — направляющая клапана; 16 — шайба; 17 — клапан; А — тепловой зазор между носком коромысла и стержнем клапана
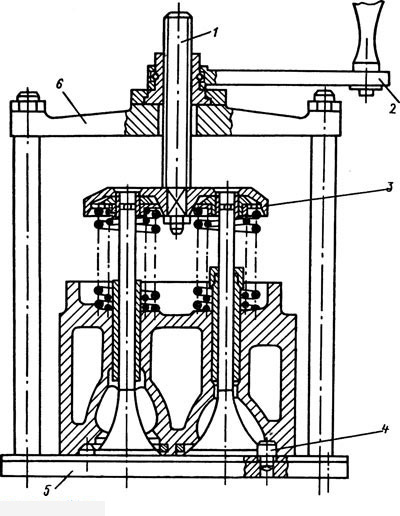
Рис. 49. Разборка клапанного механизма с использованием приспособления И-801.06.100:
1 — винт; 2 — рукоятка; 3 — тарелка; 4 — штифт; 5 — основание; 6 — траверса приспособления
Разборка клапанного механизма осуществляется с помощью приспособления И-801.06.100, показанного на рис. 49. Для разборки клапанного механизма необходимо:
- установить головку блока цилиндров на основание так, чтобы штифты приспособления вошли в отверстия под болты крепления головки;
- вращать вороток, вворачивать винт и тарелкой отжать пружины клапанов;
- снять сухари и втулки;
- вывернуть винт из траверсы, снять тарелку и пружины клапанов;
- вынуть впускной и выпускной клапаны.
Штанги толкателей стальные, пустотелые, со вставками, наконечниками. Характерный дефект штанг: ослабление посадки наконечников и погнутость стержня штанги.
На каждый клапан устанавливаются по две пружины. В соответствии с требованиями технических условий на контроль, сортировку и восстановление пружин предварительно устанавливаемое усилие пружин должно составлять 360 Н, а суммарное их рабочее (в сжатом состоянии) усилие — 830 Н. При дефектации пружин около 10 % от общего количества выбраковывается. Вместо выбракованных пружин на сборку газораспределительного механизма поступают новые.
Технические условия на контроль, сортировку и восстановление распределительных валов
Контроль размеров кулачков и опорных шеек распределительного вала осуществляется с помощью приспособления, показанного на рис. 50, а размеры кулачков указаны в табл. 28.
Технологические условия на контроль, сортировку и восстановление распределительных валов представлены в табл. 29.
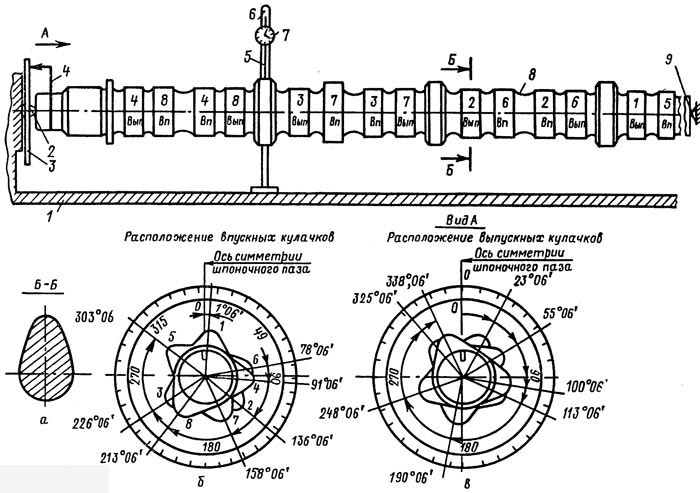
Рис. 50. Приспособление для контроля профиля кулачков и опорных шеек распределительного вала:
а — профиль кулачка, б — расположение впускных кулачков; в — расположение выпускных кулачков; Вп — впускной кулачок; Вып — выпускной кулачок; 1 — основание приспособления; 2,9 — центры; 3 — диск с градуировкой, град; 4 — указательная стрелка, закрепленная на шейке распределительного вала; 5 — ножка индикатора; 6 — стойка индикатора; 7 — индикатор, 8 — распределительны вал
Последовательность контроля распределительного вала следующая:
- проверить вал на отсутствие трещин и отколов кулачков;
- радиальное биение средних опорных шеек относительно передней и задней опорных шеек; проверить износ шейки под шестерни;
- кулачков по высоте;
- цилиндрической части кулачков;
- передней и средней шеек;
- задней шейки.
28. Размеры кулачков распределительного вала КамАЗ-740
Примечание: а — угол поворота кулачка; h — высота подъема профиля кулачка.
- Сделать заключение о годности распределительного вала и о способе восстановления распределительного вала.
Распределительные валы, не удовлетворяющие требованиям технических условий, подвергаются восстановлению.
Материал: сталь 18ХГТ
Твердость опорных шеек, кулачков и торца распределительного вала: HRC 58—63
29. Технические условия на контроль, сортировку и восстановление распределительного вала
Технологический процесс восстановления распределительных валов
Технологический процесс восстановления распределительных валов включает следующие операции: мойку распределительного вала, снятие шестерни, правку и проверку биения распределительного вала, шлифовку шеек вала под ремонтный размер, контроль размеров шеек, шлифовку кулачков цилиндров, контроль профиля кулачков, изготовление паза под шпонку, установку шестерен, сдачу распределительного вала ОТК.
Восстановление опорных шеек распределительного вала производится шлифованием под ремонтный размер, а его кулачков — шлифованием по копиру с целью восстановления профиля кулачков на копировально-шлифовальных станках ЗА433 шлифовальным кругом ПП 600X20X305 марки Э46—60 СМ1—СМ2К. После шлифования шейки и кулачки распределительного вала полируются полировальной лентой ЭБ220 или пастой ГОИ № 10.
Режимы шлифования опорных шеек и кулачков распределительного вала приведены в табл. 30.
30. Режимы шлифования опорных шеек и кулачков распределительного вала

Восстановление деталей газораспределительного механизма КАмаЗа
Разборка клапанного механизма и возможные дефекты его деталей. В состав газораспределительного механизма входят распределительный вал, толкатели с направляющими, штанги, прокладка крышки головки, коромысла с регулировочным винтом, клапаны с двумя клапанными пружинами, направляющая клапана и устройство крепления клапанов. Клапанный механизм закрывается крышкой. Крышки крепятся болтами к головкам цилиндров.
Разборку клапанного механизма производят с помощью приспособления И-801.06.100, показанного на рис. 34.
Для разборки клапанного механизма необходимо:
– установить головку блока цилиндров на основание так, чтобы штифты приспособления вошли в отверстия под болты крепления головки;
– вращать вороток, вворачивать винт и тарелкой отжать пружины клапанов; – снять сухари и втулки;
– вывернуть винт из траверсы, снять тарелку и пружины клапанов;
– вынуть впускной и выпускной клапаны.
Рекламные предложения на основе ваших интересов:
Дополнительные материалы по теме:
Штанги толкателей стальные, пустотелые, со вставками, наконечниками. Характерный дефект штанг: ослабление посадки наконечников и погнутость стержня штанги.
На каждый клапан устанавливают по две пружины. В соответствии с требованиями технических условий на контроль, сортировку и восстановление пружин предварительно устанавливаемое усилие пружин должно составлять 360 Н, а суммарное их рабочее (в сжатом состоянии) усилйе — 830 Н. При дефектации пружин около 10% от общего количества выбраковывается. Вместо выбракованных пружин на сборку газораспределительного механизма поступают новые.
Рис. 34. Разборка клапанного механизма с использованием приспособления И-801.06.100:
1—винт; 2— рукоятка; 3— тарелка; 4— штифт; 5 — основание; 6 — траверса приспособления
Восстановление клапанов и их притирка в гнездах головок цилиндров. Клапаны изготовлены из жаропрочной стали. Стержень клапана перед установкой графитизуется. Угол рабочей фаски клапана 45°; диаметр выпускного клапана 51,5 мм, впускного— 46,5 мм; высота подъема клапана 12,5 мм. Характерными дефектами клапанов являются износ рабочих фасок, погнутость стержня, облом тарелки клапана.
Толкатели тарельчатого типа стальные, тарелки наплавляют при изготовлении отбеленным чугуном. Характерными дефектами толкателей являются износ тарелки, раковины на рабочей поверхности, износ стержня.
Изношенные тарелки и стержни толкателей восстанавливают хромированием.
После восстановления клапаны притирают в седлах головок цилиндров.
Дефекты распределительного вала. Распределительный вал изготовляют горячей штамповкой из стали 18ХГТ. Его устанавливают в развале блока на 5 опорных подшипниках. Поверхности опорных шеек и кулачков после цементации закаливают токами высокой частоты. Поверхности шеек и кулачков проходят точную механическую обработку: шлифуются, полируются и затем фос-фатируются. Биение поверхностей второй, третьей и четвертой шеек относительно оси крайних шеек допускается не более 0,025 мм. Нецилиндричность опорных шеек 0,005 мм, непараллельность образующих всех кулачков относительно поверхности крайних шеек не более 0,05 мм.
На задний конец распределительного вала напрессована стальная штампованная шестерня с прямыми зубьями. Зубья шестерни подвергают термической обработке. Шестерню распределительного вала приводят во вращение через промежуточную шестерню шестерней коленчатого вала.
Характерными дефектами распределительных валов являются:
– трещины на валу, отколы по торцам вершин кулачков;
– погнутость вала;
– износ шпоночного паза;
– износ впускных и выпускных кулачков по высоте;
– износ передней, средней и задней опорных шеек.
Восстановление опорных шеек распределительного вала производят шлифованием под ремонтный размер, а его кулачков под свободный ремонтный размер шлифованием по копиру с целью восстановления профиля кулачков на копировально-шлифоваль-ных станках 3A433 шлифовальным кругом ПП 600X20X305 марки Э46—60 СМ1—СМ2К. После шлифования шейки и кулачки распределительного вала полируются полировальной лентой ЭБ220 или пастой ГОИ № 10.
Рис. 36. Номинальный и восстановленный размеры кулачка распределительного вала:
Н, W, — высоты нового и восстановленного кулачка; t — величина съема металла с кулачка; R, г—радиусы тыльной части нового и восстановленного кулачка; Л, Лв — высоты подъема толкателя новым и восстановленным кулачком; i — величина износа кулачка
После восстановления кулачков габарит их уменьшается, как показано на рис. 36, а высота подъема клапана и фазы газораспределения не изменяются. Это подтверждается следующим расчетом (обозначения показаны на рис. 36): h = H — 2R: hB — HB — 2r; hB= (H — 26) — (2R — 2o) =H — 2o — 2R-\-2d = H — 2R.
Следовательно, hB = h. Количество снятого с кулачка металла увеличит зазор между стержнем клапана и носком коромысла, поэтому после восстановления кулачков требуется регулировка зазора клапанов.
Техническое обслуживание механизма газораспределения
Механизм газораспределения двигателя должен обеспечивать своевременный впуск в цилиндры двигателя свежего заряда воздуха или горячей смеси и выпуск из цилиндров отработавших газов. Возникновение неисправностей в механизме газораспределения нарушает нормальную работу двигателя, уменьшает его мощность и ухудшает экономичность.
Основными неисправностями механизма газораспределения являются: нарушение тепловых зазоров между стержнями клапанов и носками коромысел, подгорание рабочих фасок клапанов и седел, потеря упругости или поломка пружин клапанов, повышенный износ толкателей, штанг, коромысел, направляющих втулок клапанов, опорных шеек, втулок и кулачков распределительного вала, его упорного фланца и зубьев распределительной шестерни.
Тепловой зазор в клапанном механизме обеспечивает плотную посадку клапана на седло и компенсирует тепловое расширение деталей механизма в процессе работы двигателя.
Рекламные предложения на основе ваших интересов:
Дополнительные материалы по теме:
При увеличенном тепловом зазоре в механизме впускного клапана уменьшается высота подъема и соответственно проходное сечение клапана, в результате чего уменьшается наполнение цилиндра свежим зарядом воздуха или горючей смеси. Увеличение теплового зазора в механизме выпускного клапана приводит к ухудшению очистки цилиндра от отработавших газов, что в свою очередь ухудшает процесс сгорания. При данной неисправности происходит повышенное изнашивание стержней клапанов и снижение мощности двигателя. Характерным признаком увеличенного теплового зазора является резкий звонкий стук, который хорошо прослушивается при работе двигателя без нагрузки с малой частотой вращения коленчатого вала. При уменьшенном тепловом зазоре клапанов нарушается герметичность их посадки в седлах, а как результат уменьшается компрессия в цилиндрах, подгорают фаски клапанов и их седла, двигатель работает с перебоями, падает мощность.
Признаками неплотного закрытия клапанов являются периодические хлопки в впускном или выпускном трубопроводе. У карбюраторных двигателей при уменьшенных тепловых зазорах впускных клапанов возникают хлопки в карбюраторе, а выпускных клапанов — в глушителе. Причинами указанной неисправности могут быть также отложения нагара на седлах клапанов, поломки пружин клапанов, обгорания рабочих поверхностей клапанов и седел. Зазоры между стержнями клапанов и носками коромысел следует систематически проверять и при необходимости регулировать в последовательности, показанной на рис. 7 и 8.
Рис. 7. Механизм газораспределения двигателя КамАЗ-740:
а — устройство механизма: А — тепловой зазор; 1 — распределительный вал; 2 — толкатель; 3 — направляющая толкателя; 4 — штанга; 5 — прокладка крышки; 6 — коромысло 7 — гайка; 8 — регулировочный винт; 9 — болт крепления крышки головки; 10 — сухарь; 11 — втулка тарелки; 12 — тарелка пружины; 13 и 14— клапанные пружины; 15 — направляющая клапана; 16 — упорная шайба; 17 — клапан; б — регулировка тепловых зазоров в клапанном механизме
Рис. 8. Механизм газораспределения двигателя ВАЗ-2101:
а — устройство механизма: 1 — клапан; 2 — направляющая втулка клапана; 3 — уплотнительный колпачок; 4 и 5 — клапанные пружины; б — сухарь; 7 — тарелка пружины; 8 — шпилечная пружина рычага; 9 — рычаг; 10 — корпус распределительного вала; 11 — кулачок; 12 — крышка клапанного механизма; 13 — сферическая опора рычага; 14 — регулировочный болт; 15 — контргайка регулировочного болта; 16 — стальная втулка; 17 — нижняя опорная шайба; 18 — стопорное кольцо; 6— последовательность регулировки тепловых зазоров клапанов: А и Б — метки, при совмещении которых поршень в четвертом цилиндре достигает в. м. т. в такте сжатия; В — регулировочный болт; Г — контргайка; 1—4 — очередность регулировки клапанов
Стуки распределительных шестерен и шум в крышке распределительных шестерен сливаются с общим шумом, но они прослушиваются в крышке распределительных шестерен, в зоне зацепления зубьев.
Неисправности, вызванные повышенным износом деталей механизма газораспределения, устраняются при ремонте двигателя.
Регулировка тепловых зазоров в клапанных механизмах (на холодном двигателе)
Двигатели ЗИЛ-130, -375, -375ЯТ, -375Я5
Первый способ (регулировка зазоров по цилиндрам согласно порядку их работы): – отвернуть гайки крепления крышек головок цилиндров, снять крышки, установить поршень первого цилиндра в положение в. м. т. в такте сжатия. Для этого провернуть коленчатый вал до совмещения отверстия на шкиве коленчатого вала с меткой в. м. т. указателя установки момента зажигания, расположённом на датчике ограничителя максимальной частоты вращения коленчатого вала (см. табл. 18, а). В этом положении коленчатого вала оба клапана первого цилиндра полностью закрыты, между стержнем клапана и носком коромысла образуется зазор; – для этого, придерживая отверткой (см. рис. 7, б) регулировочный винт, ослабить контргайку, затем вложить щуп в зазор между стержнем клапана и носком коромысла и вращать отверткой регулировочный винт до начала закусывания щупа в зазоре, – оставить щуп в зазоре и, придерживая винт отверткой, затянуть контргайку; вытащить щуп и проверить установку зазора (щуп 0,25 мм должен входить в зазор свободно, а щуп 0,30 мм проходить не должен); – отрегулировать зазоры в клапанных механизмах остальных цилиндров согласно порядку их работы – 1-5-4-2-6-3-7-8, последовательность регулировки показана сплошными стрелками на рис. 9. После регулировки зазоров в клапанных механизмах очередного цилиндра следует провернуть коленчатый вал на четверть оборота.
Рис. 9. Схема нумерации и порядок работы цилиндров двигателя КамАЗ-740
После окончания регулировки зазоров тем или иным способом поставить и закрепить крышки головок цилиндров, пустить двигатель и прослушать его работу.
Двигатель 3M3-53
Отвернуть болты крепления и осторожно, чтобы не повредить прокладки, снять крышки головок блоков цилиндров.
Установить поршень первого цилиндра в положение в. м. т. в такте сжатия. Для этого вывернуть свечу, закрыть плотно отверстие для свечи бумажной пробкой и поворачивать коленчатый вал до тех пор, пока не вылетит пробка. Затем снять крышку люка на картере сцепления и, вращая коленчатый вал, через отверстие люка наблюдать за появлением установочных меток на маховике. Осторожно проворачивать коленчатый вал до совпадения указателя на корпусе сцепления с шариком, запрессованным в маховик, или до совпадения риски на шкиве коленчатого вала с центральной риской указателя в. м. т. на крышке распределительных шестерен.
Отрегулировать зазоры в клапанных механизмах 1-го цилиндра способом, указанным выше.
Зазоры в клапанных механизмах остальных цилиндров регулировать согласно порядку работы двигателя (1-5-4-2-6-3-7-8), проворачивая коленчатый вал на 90° после регулировки зазоров в механизмах очередного цилиндра.
Двигатель КАМАЗ- 740
Тепловые зазоры в клапанных механизмах регулируются одновременно в двух цилиндрах, следующих согласно порядку работы друг за другом, при тактах сжатия или рабочего хода в них. Клапаны регулируемых механизмов в это время должны быть закрыты.
При регулировке зазоров коленчатый вал последовательно устанавливается в положения I, II, III и IV. Положение I определяется относительно начала впрыс-ка топлива в первом цилиндре, остальные – поворотом коленчатого вала от первого положения на углы 180, 360 и 540°.
Для регулировки зазоров необходимо: – снять крышки головок цилиндров; – проверить момент затяжки (он должен быть в пределах 40-50 Н • м) и при необходимости затянуть гайки крепления стоек коромысел и болты крепления головок цилиндров, соблюдая установленную последовательность; – установить фиксатор маховика в нижнее положение (см. рис. 57, б); снять крышку люка в нижней части картера сцепления; – вставить ломик в отверстия на маховике и поворачивать коленчатый вал до тех пор, пока фиксатор не войдет в зацепление с маховиком; – проверить положение меток I и II (см. рис. 59) на фланце ведущей полумуфты привода топливного насоса высокого давления в торце корпуса муфты опережения впрыска топлива. Если риски находятся внизу, вывести фиксатор из зацепления с маховиком и повернуть коленчатый вал на один оборот. При этом фиксатор должен войти в паз на маховике; – установить фиксатор маховика в верхнее положение; – повернуть коленчатый вал на угол 60° (поворот маховика на угловое расстояние между двумя соседними отверстиями соответствует повороту коленчатого вала на 30°), т. е. в положение I. В этом положении клапаны регулируемых 1-го и 5-го цилиндров закрыты (штанги указанных цилиндров должны легко поворачиваться от руки); – проверить щупом зазор между носками коромысел и стержнями клапанов 1-го и 5-го цилиндров. Щуп толщиной 0,30 мм для впускного и 0,40 мм для выпускного клапанов должен входить с усилием (передние клапаны правого ряда цилиндров – впускные, левого ряда – выпускные). Щуп толщиной 0,25 мм для впускного клапана и 0,35 мм для выпускного должен входить свободно, а толщиной 0,30 мм для впускного и 0,40 мм для выпускного – с небольшим усилием. Момент затяжки гайки регулировочного винта должен быть в пределах 40-50 Н * м.
После регулировки пустить двигатель и проверить его работу на слух. Если клапанные механизмы отрегулированы правильно, то стука в механизмах не должно быть. Затем установить крышку люка картера маховика и крышки головок цилиндров. Фиксатор маховика должен находиться в верхнем положении.
Двигатель ЯМЗ-236
Для регулирования тепловых зазоров в клапанных механизмах необходимо: – выключить подачу топлива скобой регулятора; – отвернуть гайки-барашки крепления крышек головок цилиндров и гнять обе крышки – проверить динамометрическим ключом момент затяжки болтов крепления стоек осей коромысел, который должен находиться в пределах 120-150 Н • м, и затяжку гаек шпилек крепления головок цилиндров; – вращать коленчатый вал по ходу часовой стрелки (если смотреть со стороны вентилятора) ломиком, вставленным в отверстие маховика, или ключом за болт крепления и, внимательно наблюдая за движением впускного клапана первого цилиндра, установить момент, когда он полностью поднимется (т. е, полностью закроется), после чего повернуть вал еще на 1/4-1/3 оборота. Это положение вала соответствует такту сжатия в первом цилиндре и оба клапана этого цилиндра закрыты.
При правильно отрегулированном зазоре щуп толщиной 0,25 мм должен входить в зазор при легком нажиме, а толщиной 0,30 мм – с некоторым усилием. Это требование соблюдается при регулировке зазоров в клапанных механизмах всех цилиндров.
Для регулировки тепловых зазоров в клапанных механизмах следующего цилиндра необходимо провернуть коленчатый вал по направлению его вращения до момента полного закрытия впускного клапана, а затем еще на 1/4-1/3 оборота.
Регулировку зазоров в клапанах остальных цилиндров выполнять в последовательности, изложенной для первого цилиндра, согласно порядку работы цилиндров двигателя: 1-4-2-5-3-6.
Приобретя необходимые навыки, зазоры в клапанных механизмах двигателя ЯМЭ-236 можно регулировать одновременно для двух цилиндров: 1-го и 4-го;
2-го и 5-го; 3-го и 6-го. Для регулировки зазоров в клапанных механизмах 1-го и 4-го цилиндров коленчатый вал нужно провернуть по ходу вращения на 40° после совмещения метки “20” на маховике 2 (см, рис. 57, в) с указателем на крышке картера сцепления. При этом клапаны регулируемых механизмов должны быть закрыты, что проверяется проворачиванием штанг этих клапанов рукой. В таком положении коленчатого вала можно регулировать зазоры в клапанных механизмах 1-го и 4-го цилиндров. Последовательно проворачивая коленчатый вал в направлении вращения на 240°, далее следует отрегулировать зазоры в клапанных механизмах 2-го и 5-го, 3-го и 6-го цилиндров.
На маховике и крышке шестерен механизма газораспределения имеется только по одной метке, поэтому проворачивать коленчатый вал на нужное число градусов можно с достаточной точностью по числу отверстий в маховике. Угол между двумя соседними отверстиями составляет 30°.
Двигатель ЗИЛ-645
Снять крышки головок цилиндров и люка в нижней части картера маховика; установить фиксатор маховика на его картере в нижнее положение и поворачивать коленчатый вал монтажной лопаткой, вставляя ее во впадины между зубьями венца маховика, до совпадения фиксатора с прорезью в маховике.
Двигатель РАБА-МАН
Открыть надмоторный люк, снять опоры впускного трубопровода; отвернуть болты крепления крышек головок цилиндров и снять крышки; вывернуть болты крепления стоек коромысел и снять стойки с коромыслами; затянуть болты крепления головок цилиндров в порядке, указанном на рис. 6, е, прилагая момент 180 Н • м и установить на место стойки коромысел клапанов; провернуть коленчатый вал до совмещения метки на маховике с меткой на его картере, при этом клапаны 1-го цилиндра (со стороны маховика) находятся в закрытом положении (конец такта сжатия); проверить и при необходимости отрегулировать тепловые зазоры в клапанном механизме 1-го цилиндра (щупы толщиной 0,2 мм для впускного клапана и 0,25 мм для выпускного должны проходить с некоторым усилием); проворачивая коленчатый вал по ходу вращения на 180°, проверить и при необходимости отрегулировать тепловые зазоры в клапанных механизмах остальных цилиндров согласно порядку их работы: 1-5-3-6-2-4; поставить на место крышки головок цилиндров с прокладками и завернуть болты крепления; установить и закрепить опоры впускного трубопровода.
Двигатель “Москвич-2140”
Отсоединить трубку вентиляции картера, снять гибкий шланг с приемного патрубка воздушного фильтра, отвернуть от карбюратора штуцер трубки вакуумного регулятора распределителя, отвернуть гайки крепления крышки головки цилиндров и снять ее с двигателя.
Установить поршень 1-го цилиндра в положение в. м. т. в такте сжатия, совместив метку на шкиве коленчатого вала с острием установочного штифта (см. табл. 15).
Проверить при помощи плоского щупа толщиной 0,15 мм тепловые зазоры между торцами наконечников коромысел и стержней впускного и выпускного клапанов и если нужно отрегулировать. Щуп должен протаскиваться легким усилием руки.
Провернуть по часовой стрелке коленчатый вал на 180° и проверить зазоры в клапанном механизме 3-го цилиндра, а затем, проворачивая коленчатый вал на 180°, последовательно проверить зазоры в клапанных механизмах 4-го и 2-го цилиндров.
Двигатель ВАЗ
Отсоединить тягу дроссельной заслонки от рычага провода и трос управления воздушной заслонкой, снять воздушный фильтр, крышку головки цилиндров, крышку распределителя, не вытаскивая из нее проводов, а вместо крышки установить приспособление для измерения угла поворота бегунка.
Повернуть коленчатый вал на 180° и отрегулировать зазоры для выпускного клапана 2-го цилиндра (4-й кулачок) и впускного клапана 4-го цилиндра (7-й кулачок). Затем после очередного поворота коленчатого вала на 180° регулируют зазоры для впускного клапана 2-го цилиндра (3-й кулачок) и выпускного клапана 1-го цилиндра (1-й кулачок), после поворота коленчатого вала еще на пол-оборота регулируют зазоры для впускного клапана 1-го цилиндра (2-й кулачок) и выпускного клапана 3-го цилиндра (5-й кулачок).
Закончив регулировку, все снятые детали следует установить на место и закрепить.
Регулировка натяжения цепи привода механизма газораспределения двигателей автомобилей ВАЗ, кроме ВАЗ-2105, осуществляется натяжным устройством при помощи специального ключа (или ключом 13 мм). Для регулировки натяжения цепи следует ослабить колпачковую гайку натяжителя цепи, провернуть коленчатый вал на 1-1,5 оборота, чтобы пружины натяжителя подействовали на башмак и автоматически установили необходимое натяжение цепи. Завершив эту операцию, затянуть колпачковую гайку.
На автомобилях ВАЗ-2105 следует снять защитную крышку, ослабить болты крепления натяжного ролика и провернуть коленчатый вал на 2-3 оборота. При этом пружина натяжного ролика без какой-либо помощи натягивает приводной ремень. После этого затянуть болты и установить крышку.
Блок шестерен, расположенный на заднем торце блока двигателя, является приводом вала газораспределительного механизма, топливного насоса высокого давления, компрессора и насоса гидроусилителя рулевого управления автомобиля. Газораспределительный механизм приводится во вращение промежуточной шестерней 2, связанной с прямозубчатой шестерней 1, установленной с натягом на коленчатом валу. Блок промежуточных шестерен вращается на сдвоенном коническом роликоподшипнике. Ведомая шестерня 4 привода газораспределительного механизма установлена на шейку вала с натягом и находится в зацеплении с шестерней 5 привода топливного насоса. Сборка шестерен выполнена так, что метки находящихся в зацеплении шестерен (показано в кружочках) совмещены. Вал привода топливного насоса высокого давления — карданный, с, упругими элементами диафрагменного типа, компенсирующими несоосность установки вала топливного насоса и вала шестерни.
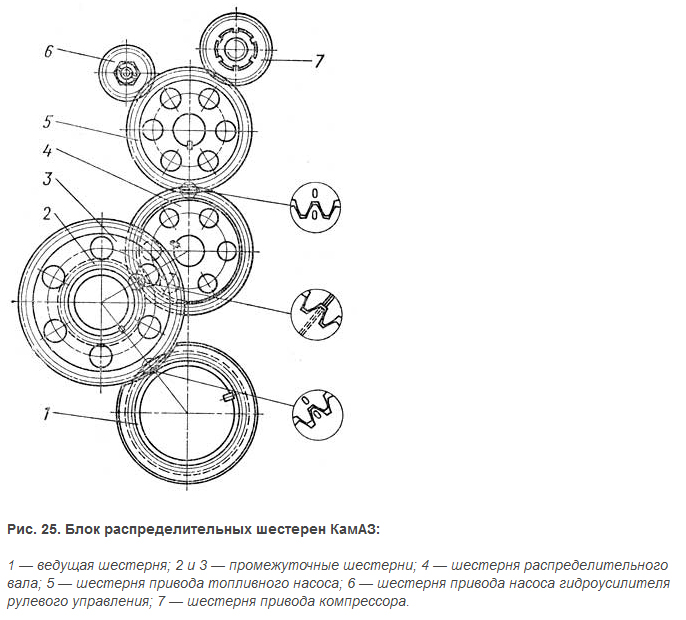
С шестерней 5 находятся в зацеплении установленные на валах шестерни 7 и 6 приводов компрессора и насоса гидроусилителя руля.
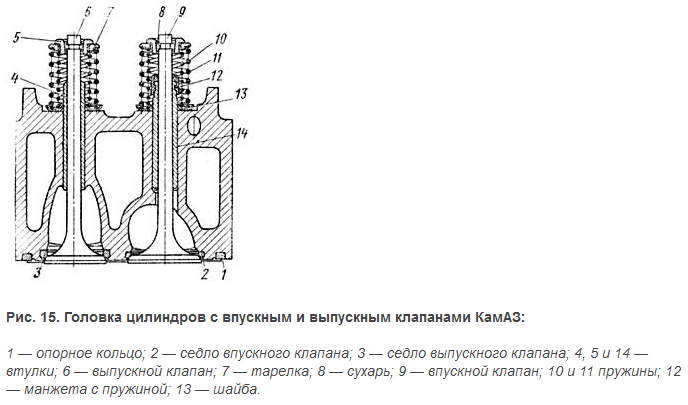
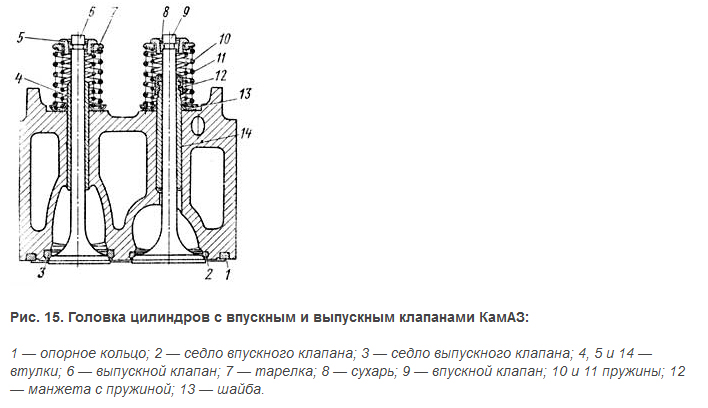
Клапаны изготовлены из жаропрочной стали. Каждый цилиндр имеет один впускной 9 и один выпускной 6 клапаны. Конструктивно исполнение впускного и выпускного клапанов одинаковое. Стержень клапана перед установкой графитируют. Угол рабочей фаски клапанов 91°. Диаметр тарелки впускного клапана 51,5 мм, выпускного 46,5 мм; высота подъема клапанов 13,5 мм.
Клапаны перемещаются в изготовленных из металлокерамики направляющих втулках 4. Для предотвращения попадания масла в цилиндр по зазору стержень — втулка на втулке впускного клапана установлена манжета 12.
Привод клапанов состоит из толкателей, штанг, коромысел. Клапаны при работе двигателя проворачиваются.
Коромысла клапанов КамАЗ
Коромысла клапанов стальные, штампованные двуплечие рычаги, у которых отношение большего плеча к меньшему составляет 1,55. Коромысла впускного и выпускного клапанов устанавливаются на общей стойке и фиксируются в осевом направлении пружинным фиксатором. Подшипниками коромысел служат бронзовые втулки.
Стойки коромысел фиксируют двумя штифтами и крепят на головке цилиндра двумя шпильками.

Пружины клапанов КамАЗ
Пружины клапанов винтовые (по две на каждый клапан) с различным направлением навивки. Диаметр проволоки: наружной пружины 4,8 мм, внутренней 3,5 мм. Предварительно устанавливаемое усилие пружин 36 кгс, суммарное рабочее — 83 кгс. Нижними концами пружины опираются через стальную шайбу 13 на головку блока, верхними — на тарелку 7 клапана. Тарелка в свою очередь опирается на стальную втулку 5, которая соединяется со стержнем клапана двумя конусными сухарями 8. Во время работы двигателя под действием вибрации клапан проворачивается относительно седла.
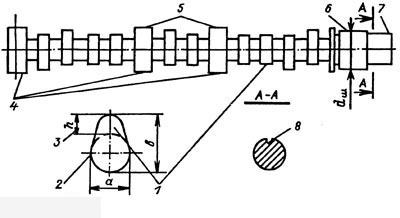
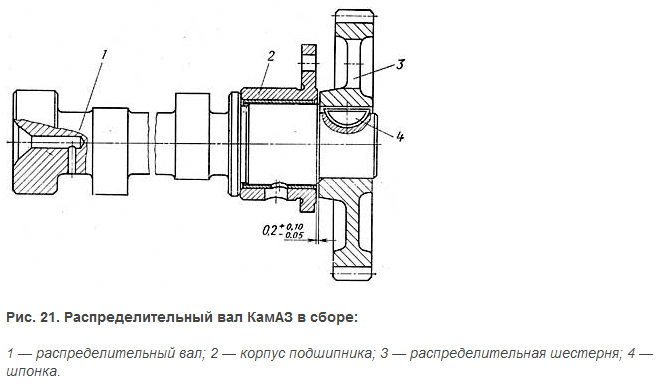
Распределительный вал КамАЗ
Распределительный вал стальной; поверхностный слой кулачков цементирован, а опорные шейки подвергнуты термообработке ТВЧ. Он установлен в развале блока цилиндров на пяти подшипниках скольжения, представляющих собой стальные залитые антифрикционным сплавом втулки.
Профиль кулачков безударный, неодинаковый для впускных и выпускных кулачков. На задний конец распределительного вала напрессована прямозубая шестерня 3. Распределительный вал приводится во вращение промежуточными шестернями, связанными с шестерней коленчатого вала. Шестерни имеют на торцах метки, которые используют при сборке для обеспечения заданных фаз газораспределения. Шестерни ,стальные, штампованные с термообработанными зубьями. Осевому перемещению вала препятствует корпус 2 подшипника задней опоры, который крепится к блоку цилиндров тремя болтами.
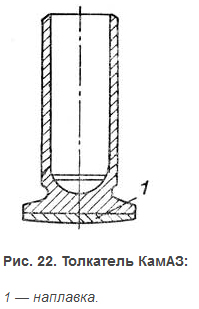
Толкатели, штанга толкателя КамАЗ
Толкатели тарельчатого типа с цилиндрической направляющей частью, изготовлены из стали с последующей наплавкой на поверхность тарелки отбеленного чугуна.
Направляющие толкателей, изготовленные из серого чугуна, съемные, что обеспечивает технологичность и ремонтоспособность блока. На двигатель устанавливают четыре направляющих, в которых размещены четыре толкателя. Каждая направляющая зафиксирована двумя штифтами и прикреплена к блоку двигателя двумя болтами. Болты зафиксированы стопорными шайбами.
Штанги толкателей стальные, пустотелые, со вставными наконечниками 1 и 3.
Читайте также: