
Ремонт гбц приора 126 мотор
Добавил пользователь Владимир З. Обновлено: 19.09.2024
Если на поршне есть задиры, следы прогара, глубокие царапины, трещины, замените поршень.
Прочистите канавки под поршневые кольца.
2. Прочистите отверстия для стока масла подходящим куском проволоки.

3. Проверьте зазоры между кольцами и канавками на поршне, предварительно очистив кольца от нагара.

Номинальный зазор, мм:
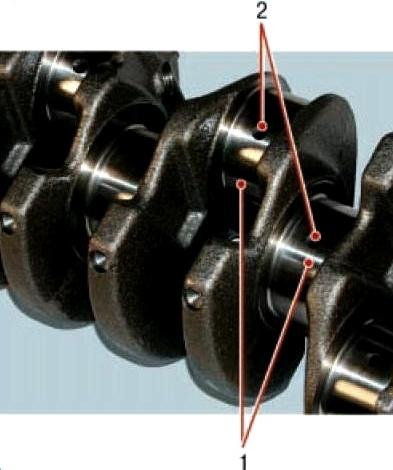
0,04–0,075 – верхнее компрессионное кольцо 1;
0,03–0,065 – нижнее компрессионное кольцо 2;
0,02–0,055 – маслосъемное кольцо 3.
Предельно допустимый зазор для всех колец 0,15 мм.

4. Наиболее точно зазоры можно определить замером колец и канавок на поршне.
Для этого замерьте микрометром толщину колец в нескольких местах по окружности, затем с помощью набора щупов замерьте ширину канавок также в нескольких местах по окружности.
Вычислите средние значения зазоров (разница между толщиной кольца и шириной канавки).
Если хотя бы один из зазоров превышает предельно допустимый, замените поршень с кольцами.

5. Измерьте зазоры в замках колец, вставив кольцо в специальную оправку.
При отсутствии оправки вставьте кольцо в цилиндр, в котором оно работало (или будет работать, если кольцо новое), продвиньте поршнем как оправкой кольцо в цилиндр, чтобы оно установилось в цилиндре ровно, без перекосов и измерьте щупом зазор в замке кольца.
Номинальный зазор должен быть 0,25–0,45 мм, предельно допустимый (в результате износа) – 1,0 мм.
Если зазор превышает предельно допустимый, замените кольцо.

6. Если зазор меньше 0,25 мм, аккуратно сточите надфилем торцы кольца.

7. Измерьте диаметры цилиндра в двух перпендикулярных плоскостях (рис. 7) (В — вдоль, А — поперек блока цилиндров) и в четырех поясах (1, 2, 3 и 4).
Для этого необходим специальный прибор — нутромер.
Номинальный размер цилиндра (см. таблицу), овальность и конусность не должны превышать 0,05 мм.
Если максимальное значение износа больше 0,15 мм или овальность превышает указанное значение, расточите цилиндры до ближайшего ремонтного размера поршней, оставив припуск 0,03 мм на диаметр под хонингование.
Затем отхонингуйте цилиндры, выдерживая такой диаметр, чтобы при установке поршня расчетный зазор между ним и цилиндром был 0,025–0,045 мм.
Дефектовку, расточку и хонингование блока проводите в мастерских, имеющих специальное оборудование.
Номинальные размеры цилиндров и поршней
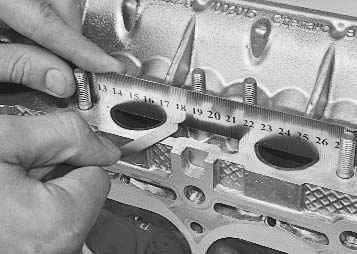
8. Проверьте отклонение от плоскостности поверхности разъема блока с головкой цилиндров.
Приложите штангенциркуль (или линейку) к плоскости:
– в середине блока;
– в продольном и поперечном направлениях;
– по диагоналям плоскости.
В каждом положении плоским щупом определите зазор между линейкой и плоскостью.
Это и есть отклонение от плоскости.
Если отклонение превышает 0,1 мм, замените блок.

9. Проверьте зазоры между поршнями и цилиндрами.
Зазор определяется как разность между замеренными диаметрами поршня и цилиндра.
Номинальный зазор равен 0,025–0,045 мм, предельно допустимый – 0,15 мм.
Если зазор не превышает 0,15 мм, можно подобрать поршни из последующих классов, чтобы зазор был как можно ближе к номинальному.
Если зазор превышает 0,15 мм, расточите цилиндры и установите поршни соответствующего ремонтного размера. Измерьте диаметр поршня на расстоянии 10 мм от нижнего края юбки в плоскости, перпендикулярной поршневому пальцу.
10. При замене деталей шатунно-поршневой группы необходимо подобрать поршни к цилиндрам по классу и одной группы по массе, а также поршневые пальцы к поршням по классу и шатуны по массе.
Для подбора поршней к цилиндрам вычислите зазор между ними.
Для удобства подбора поршней к цилиндрам их делят в зависимости от диаметров на пять классов через 0,01 мм: A, B, C, D, E (таблица).
В запасные части поставляют поршни номинального размера трех классов: A, C, E и двух ремонтных размеров (1-й ремонтный размер — увеличенный на 0,4 мм, 2-й — на 0,8 мм).
По массе поршни разбиты на три группы: нормальную, увеличенную на 5 г и уменьшенную на 5 г.
На двигатель должны быть установлены поршни одной группы.

11. Обозначения класса цилиндров выбиты на нижней плоскости блока (привалочная поверхность под масляный картер) напротив каждого цилиндра.

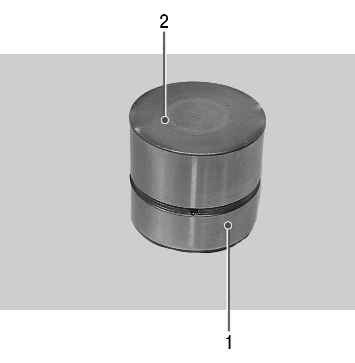
12. На днище поршня выбиты следующие данные:
1 – класс поршня по диаметру;
2 – стрелка, показывающая направление установки поршня;
3 –модель двигателя.
13. Пальцы с трещинами замените.
Палец должен легко входить в поршень от усилия большого пальца руки.
Вставьте палец в поршень.
Если при покачивании пальца ощущается люфт, замените поршень. При замене поршня подберите к нему палец по классу.


14. Замените сломанные кольца и расширитель маслосъемного кольца
13. Пальцы с трещинами замените. Палец должен легко входить в поршень от усилия большого пальца руки.
Вставьте палец в поршень.
Если при покачивании пальца ощущается люфт, замените поршень.
При замене поршня подберите к нему палец по классу.
14. Замените сломанные кольца и расширитель маслосъемного кольца.
15. Замените сломанные или треснувшие стопорные кольца, удерживающие поршневой палец.
Концы стопорных колец должны находиться в одной плоскости.
Погнутые кольца замените.

16. Замените погнутые шатуны.
Замените шатун, если во втулке 1 верхней головки есть задиры и глубокие царапины.
Замените шатун, если при разборке двигателя обнаружено, что шатунные вкладыши провернулись в шатуне.
Предупреждение Шатуны обрабатывают совместно с крышками, поэтому их нельзя разукомплектовывать.

17. Вставьте палец в верхнюю головку шатуна.
Если при покачивании пальца ощущается люфт, замените шатун.
Шатуны в сборе с крышками по массе верхней и нижней головок разделены на классы.

18. В двигатель должны быть установлены шатуны одного класса.
Маркировка шатуна нанесена на нижней головке и крышке шатуна.


19. Если на поверхностях, по которым работают сальники, есть глубокие риски, царапины, забоины, коленчатый вал необходимо заменить.
20. Измерьте коренные и шатунные шейки коленчатого вала.
Номинальные диаметры шеек коленчатого вала, мм:
– шатунных – 47,830–47,850. Если износ или овальность шеек превышает 0,03 мм, нужно прошлифовать их до ближайшего ремонтного размера.
Существует четыре ремонтных размера с уменьшением диаметра шеек, мм:
21. Если на коренных и шатунных шейках 1 есть незначительные задиры, риски, царапины, нужно прошлифовать их до ближайшего ремонтного размера.
Эту работу рекомендуется выполнять в специализированной мастерской.
После шлифования отполируйте шейки и притупите острые кромки фасок масляных каналов 2 абразивным конусом.
Промойте коленчатый вал и продуйте масляные каналы сжатым воздухом.
Овальность и конусность всех шеек после шлифования не должны превышать 0,005 мм.
После шлифования шеек установите вкладыши ремонтных размеров.

22. Если на рабочих поверхностях упорных полуколец есть задиры, риски и отслоения, замените полукольца. На полукольцах запрещается проводить любые подгоночные работы
23. Измерьте осевой зазор коленчатого вала.
Для этого установите коленчатый вал и упорные полукольца в блок цилиндров и затяните болты крепления крышек коренных подшипников.

24. Установите индикатор так, чтобы его ножка упиралась во фланец вала.
Сдвиньте коленчатый вал от индикатора до упора и установите стрелку индикатора на ноль.
Сдвиньте вал в обратную сторону.
Индикатор покажет величину зазора.
Номинальный осевой зазор коленчатого вала 0,06–0,26 мм, предельно допустимый – 0,35 мм.
Если зазор превышает предельно допустимый, замените упорные полукольца.
В запчасти поставляются упорные полукольца двух размеров: номинального – 2,31–2,36 мм и ремонтного (увеличенного на 0,127 мм) – 2,437–2,487 мм.

25. Осмотрите шатунные и коренные вкладыши.
Замените вкладыши с трещинами, задирами, выкрашиванием.
На вкладышах запрещается проводить любые подгоночные работы.
Номинальная толщина вкладышей, мм:
Вкладыши поставляются в запасные части четырех ремонтных размеров, увеличенной толщины, мм:
– четвертый — на 1,00.
26. Проверьте зазоры между вкладышами коренных подшипников и шейками коленчатого вала.
Эту работу рекомендуется выполнять в специализированной мастерской.
Измерьте диаметры шеек и коренных подшипников, установив крышки с вкладышами на блок и затянув их со ответствующими моментами. Вычислите зазор.
Зазоры между вкладышами и шейками коленчатого вала:
– коренные подшипники (номинальный 0,026–0,073 мм, предельно допустимый 0,15 мм);
– шатунные подшипники (номинальный 0,02–0,07 мм, предельно допустимый 0,1 мм).
Если зазор превышает предельно допустимый, коленчатый вал необходимо прошлифовать под следующий ремонтный размер.
При перешлифовке шатунных и коренных шеек коленчатого вала на ремонтный размер на первой щеке коленчатого вала необходимо поставить соответствующее клеймо, например Ш 0,25 и К 0,25 соответственно.
27. В специализированной мастерской можно измерить биение шеек коленчатого вала.
Биение должно составлять:
– коренные шейки и посадочная поверхность под ведущую шестерню масляного насоса не более 0,03 мм;
– посадочная поверхность под маховик не более 0,04 мм;
– посадочная поверхность под шкивы и сальники не более 0,05 мм.


28. Тщательно прочистите и промойте масляные каналы коленчатого вала.
29. Не рекомендуется выпрессовывать заглушки самостоятельно, для этого обратитесь в специализированную мастерскую

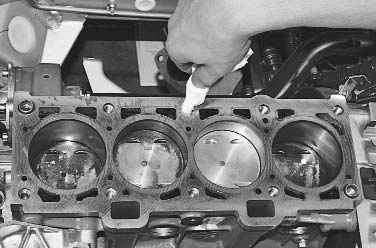
30. Тщательно очистите поверхности блока цилиндров от остатков старых уплотнительных прокладок.
Внимательно осмотрите блок. Если обнаружите трещины, блок надо заменить в сборе с крышками коренных подшипников.
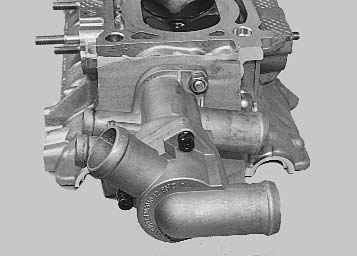
Проверьте герметичность рубашки охлаждения блока цилиндров.
Для этого заглушите отверстие под водяной насос (установив насос с прокладкой) и залейте антифриз в рубашку охлаждения. Если в каком-нибудь месте заметна течь, значит, блок негерметичен и его надо заменить.

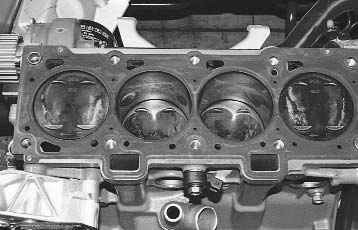
Если на зеркале цилиндров есть царапины, задиры, раковины и другие дефекты, расточите цилиндры под ремонтный размер (эту работу рекомендуется выполнять в специализированной мастерской) или замените блок цилиндров.
При различных дефектах глубиной более 0,8 мм блок ремонту не подлежит и его надо заменить.


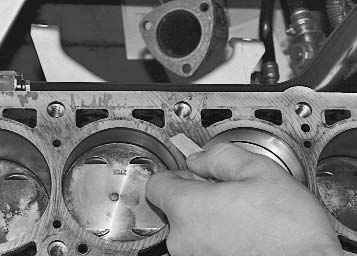
Очистите нагар в верхней части цилиндров. Если там образовался поясок вследствие износа цилиндров, снимите его шабером
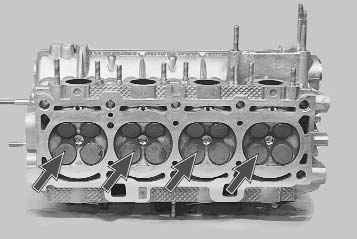
Проверьте наличие форсунок для охлаждения днища поршня и прочность их посадки в отверстиях постелей блока цилиндров.
После проведения дефектации и подгонки деталей двигателя можно приступать к сборке двигателя.
При обнаружении течи моторного масла или охлаждающей жидкости в местах соединения головки с блоком цилиндров снимите головку и замените ее прокладку. Течь может возникнуть и вследствие коробления головки блока из-за перегрева.
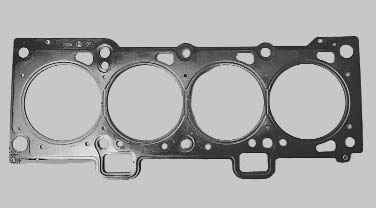
Прокладка головки блока — однократного использования, поэтому при каждом снятии головки блока прокладку необходимо заменять.


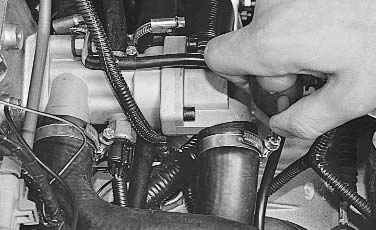


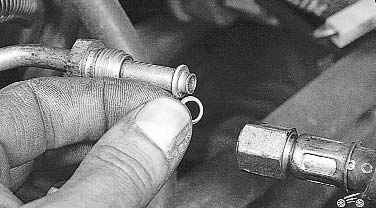
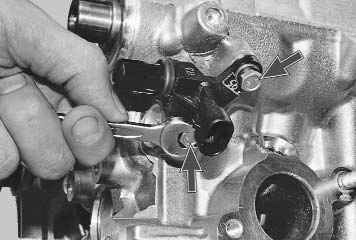
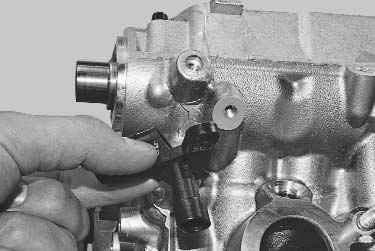
Наконечник трубки топливопровода уплотнен резиновым кольцом. Не потеряйте его при разборке. Сильно обжатое или надорванное уплотнительное кольцо замените.
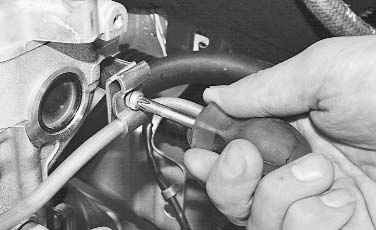
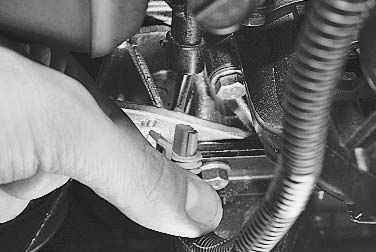
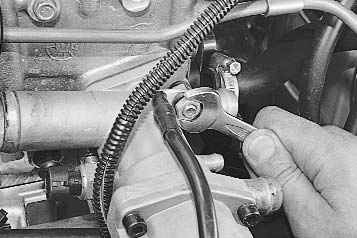
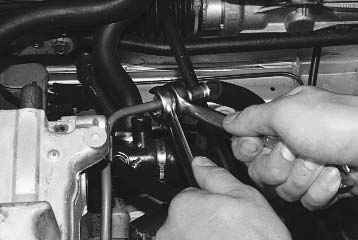
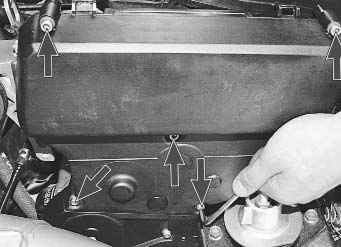
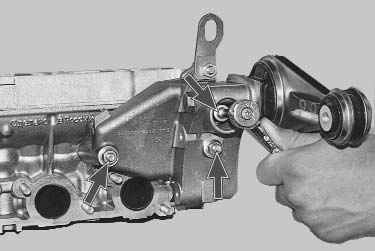
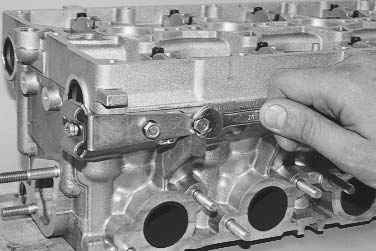
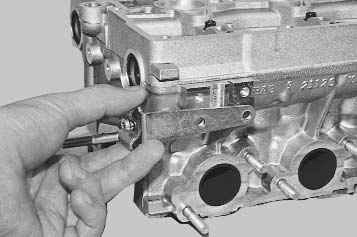
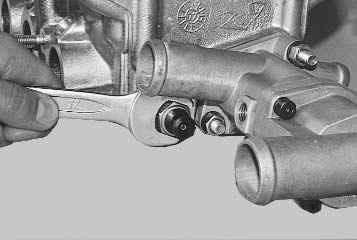
18. Выверните винт прижимной пластины кронштейна крепления топливопровода к головке блока цилиндров и снимите пластину.



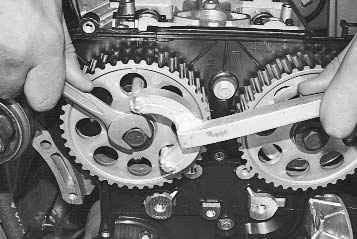
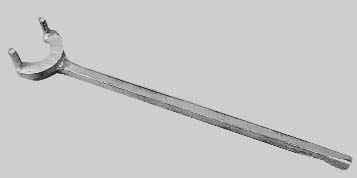
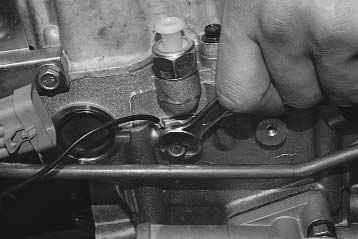
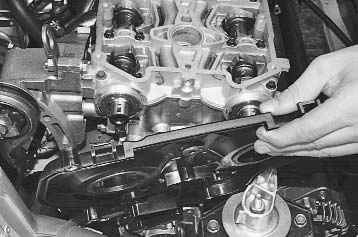
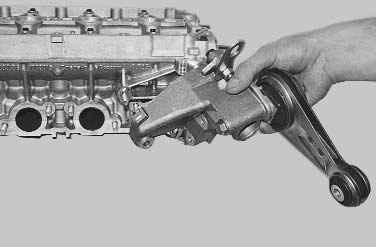
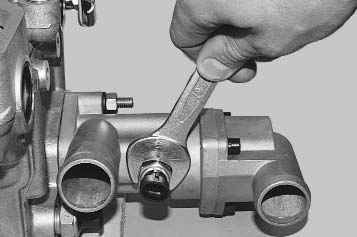
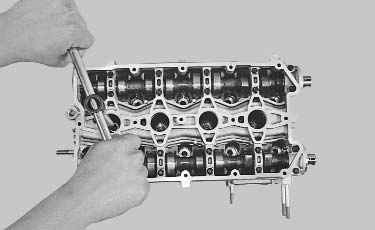
Для удерживания от проворачивания распределительных валов при выворачивании болтов крепления зубчатых шкивов распределительных валов рекомендуем пользоваться приспособлением, показанным на фото.
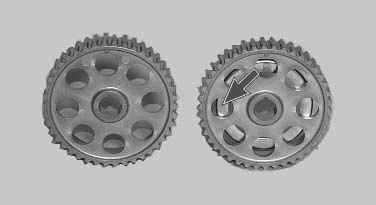
У шкивов впускного и выпускного распределительных валов одинаковые посадочные размеры, но на шкиве впускного распределительного вала закреплен диск, обеспечивающий работу датчика фаз.





Болты крепления головки блока цилиндров вытягиваются при многократном использовании. Болты, длина которых (без учета высоты головки) превышает 98 мм, замените новыми. Перед установкой головки блока смажьте болты тонким слоем моторного масла.
39. Очистите привалочные поверхности головки блока и блока цилиндров (они должны быть сухими и чистыми).
Если не удалить масло из резьбовых отверстий под болты крепления головки блока, при затяжке болтов в блоке цилиндров могут появиться трещины, так как масло не сжимается.

41. Проверьте наличие двух установочных втулок в гнездах крайних отверстий блока цилиндров под болты крепления головки. Если при снятии головки втулки остались в головке или вышли из гнезд блока, запрессуйте их в блок до упора.
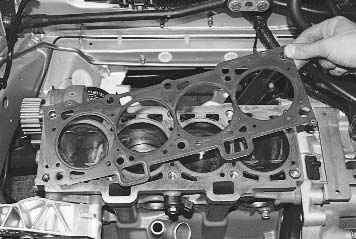
42. Установите на блок новую прокладку головки. Использование бывшей в употреблении прокладки не допускается. Перед установкой прокладки необходимо удалить масло с привалочных поверхностей блока и его головки. Прокладка должна быть чистой и сухой. Попадание масла на поверхность прокладки не допускается.
43. Установите головку на блок, предварительно убедившись, что коленчатый и распределительные валы находятся в положении ВМТ (оба клапана 1-го цилиндра должны быть закрыты). Затяните болты крепления головки блока в последовательности, указанной на рис. 5.6, в четыре этапа:
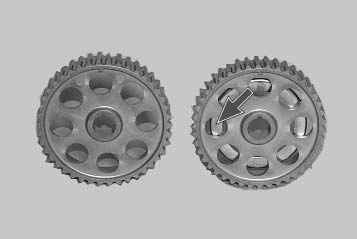
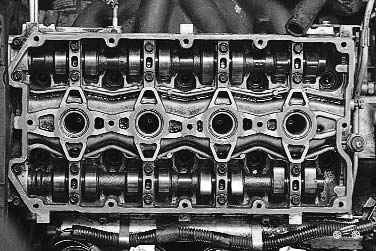
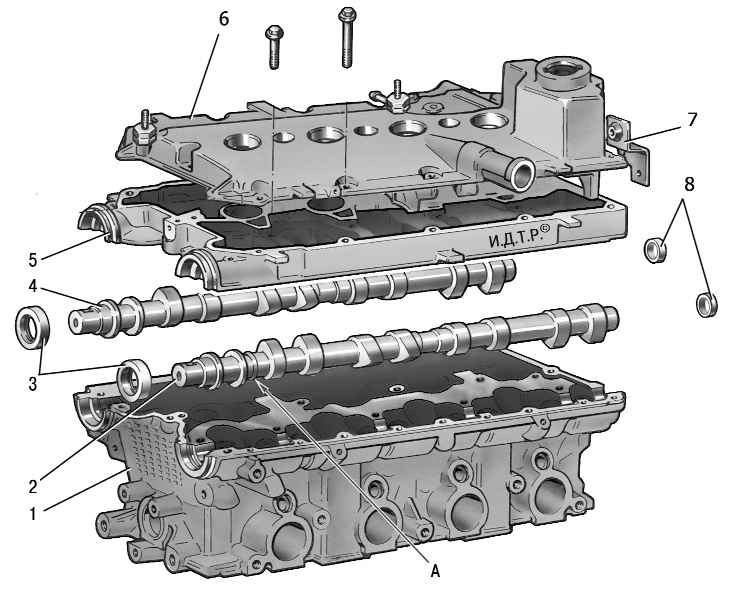
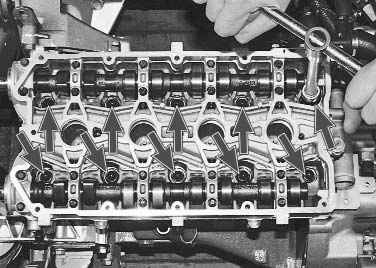
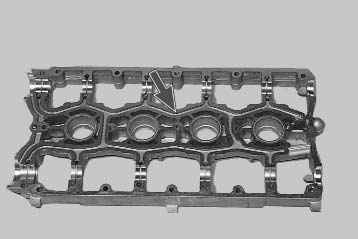
Рис. 5.9 . Детали головки блока цилиндров: 1 – головка блока; 2 – впускной распределительный вал; 3 – сальник; 4 – выпускной распределительный вал; 5 – корпус подшипников распределительных валов; 6 – крышка головки блока; 7 – кронштейн крепления жгута проводов; 8 – заглушки; А – отличительный поясок впускного распределительного вала
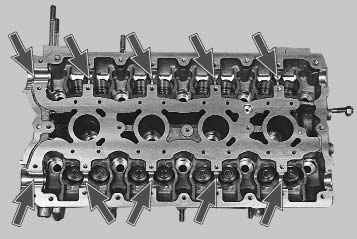
Головка 1 ( рис. 5.9) блока цилиндров общая для четырех цилиндров, отлита из алюминиевого сплава, с камерами сгорания шатровой формы. Впускные и выпускные каналы выведены на разные стороны головки блока. Клапаны расположены V-образно в два ряда: с одной стороны впускные, с другой — выпускные.
В головку запрессованы металлокерамические седла клапанов и латунные направляющие втулки клапанов. Внутренний диаметр направляющих втулок (7±0,015) мм, наружный (для втулок, поставляемых в запасные части) – 12,079–12,090 мм и 12,279–12,290 мм (втулка, увеличенная на 0,2 мм).
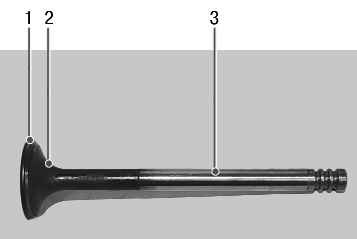
Диаметр тарелки впускного клапана 29 мм, выпускного – 25,5 мм. Диаметр стержня впускного клапана (6,975±0,007) мм, выпускного – (6,965±0,007) мм.
На каждый клапан установлено по одной пружине. Длина пружины в свободном состоянии 38,19 мм, под нагрузкой (240±9,6) Н [(24,5±0,98) кгс] должна быть 32 мм, а под нагрузкой (550±27,5) Н [(56,1±2,8) кгс] – 24 мм.
Клапаны приводятся в действие кулачками распределительных валов через цилиндрические гидротолкатели, расположенные в направляющих отверстиях головки блока цилиндров по оси отверстий под клапаны. Гидротолкатели автоматически устраняют зазор в клапанном механизме, поэтому при техническом обслуживании автомобиля проверять и регулировать зазор в клапанном механизме не требуется.
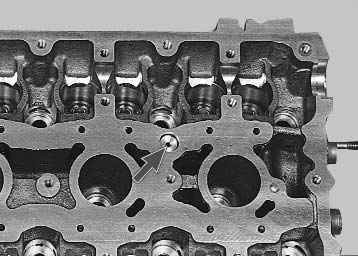
Масло для работы гидротолкателей подводится из системы смазки по вертикальному каналу в блоке цилиндров к каналу в головке блока цилиндров около 5-го болта крепления, а затем по верхним каналам, выполненным на нижней плоскости корпуса подшипников. По этим же каналам подводится масло и для смазки шеек распределительных валов. В вертикальном канале головки блока цилиндров расположен обратный шариковый клапан, не допускающий слива масла из верхних каналов после остановки двигателя.
Для привода клапанов служат два распределительных вала: впускной и выпускной. Валы отлиты из чугуна и снабжены пятью опорными шейками, которые вращаются в гнездах, выполненных в головке блока цилиндров и в одном общем корпусе подшипников распределительного вала. Для повышения износостойкости рабочие поверхности кулачков и шейка под сальник отбелены. Для того чтобы отличить впускной распределительный вал от выпускного, на впускном валу около первой опоры выполнен отличительный поясок А.
От осевых перемещений валы удерживаются упорными буртиками, расположенными по обе стороны от передней опоры. Передние концы распределительных валов уплотнены самоподжимными резиновыми сальниками. Задние отверстия, расположенные по оси валов в головке блока цилиндров и корпусе подшипников, закрыты обрезиненными колпачковыми заглушками.
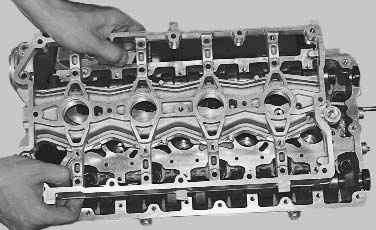
2. Установите головку блока распределительными валами вверх, подложив под нее деревянные прокладки, чтобы не повредить клапаны.


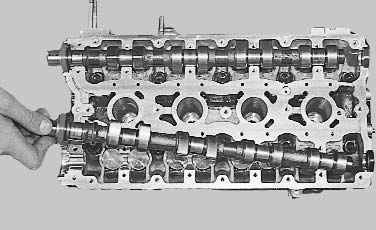
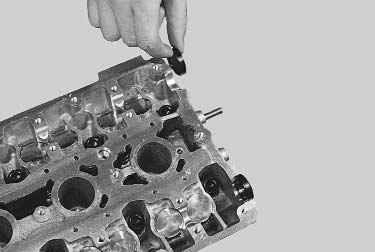
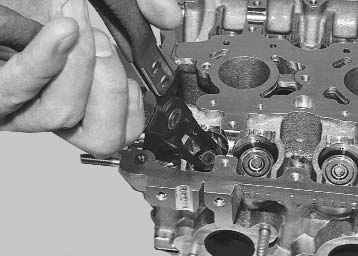
18. Выньте распределительные валы из опор головки блока цилиндров и снимите с их передних концов сальники.

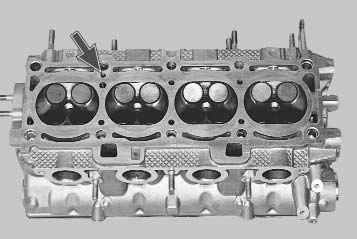
21. Очистите камеры сгорания от нагара. Осмотрите головку блока. Если на ней есть трещины или следы прогара в камерах сгорания, замените головку. Удалите заусенцы и забоины на плоскости головки блока.


22. Проверьте плоскостность поверхности, прилегающей к блоку цилиндров. Для этого поставьте линейку ребром на поверхность головки сначала посередине вдоль, а затем по диагоналям и измерьте щупом зазор между поверхностью головки и линейкой. Если зазор больше 0,1 мм, можно прошлифовать привалочную поверхность. Для этого обратитесь в специализированную мастерскую.
23. Аналогично проверьте плоскостность привалочных поверхностей головки блока под впускной коллектор…
25. Для проверки герметичности головки блока заглушите отверстие в головке под гнездо термостата. Это можно сделать, например, установив глухую прокладку из плотного картона под гнездо и завернув гайки его крепления. Вверните на место датчик указателя температуры охлаждающей жидкости, если его выворачивали.
26. Залейте керосин в каналы водяной рубашки. Если уровень керосина при выдержке 15–20 мин понижается, значит, в головке есть трещины и ее надо заменить. После проверки не забудьте снять картонную прокладку и извлечь пробки.

28. …и корпусе подшипников. Если хотя бы на одной из них есть следы износа, задиры или глубокие риски, замените головку и корпус подшипников.
29. Промойте масляные каналы. Для этого заглушите вертикальный масляный канал со стороны камеры сгорания (канал находится между 3-м и 4-м цилиндрами).
31. …и корпуса подшипников распределительных валов и выдержите 15–20 мин. Вылейте бензин, выньте заглушку и окончательно промойте каналы бензином с помощью груши.
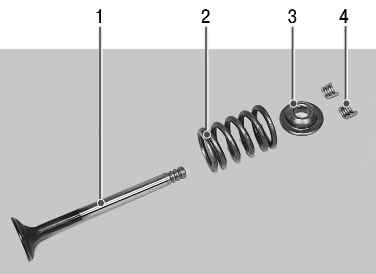
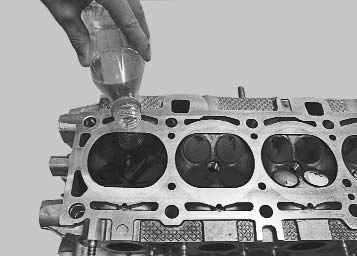
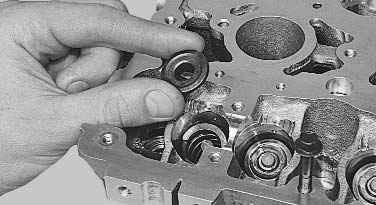
Для замены или притирки клапанов снимите с головки блока цилиндров следующие детали: 1 – клапан; 2 – пружина; 3 – тарелка; 4 – сухари.
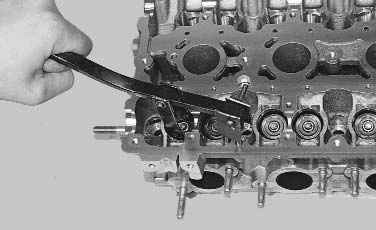
34. Установите приспособление для сжатия пружин клапанов, ввернув в одно из отверстий головки блока болт крепления крышки подшипника распределительного вала и зацепив приспособление за этот болт. Сожмите приспособлением пружину клапана.
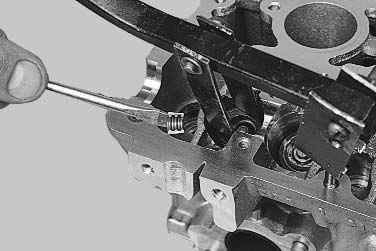
35. Выньте два сухаря из верхней тарелки пружины с помощью пинцета или намагниченной отвертки. Затем снимите приспособление.
Если усилие перемещения рычага приспособления значительно увеличивается, а сухари не выходят из проточки клапана, нанесите легкий удар молотком по тарелке пружин, чтобы сухари освободились.
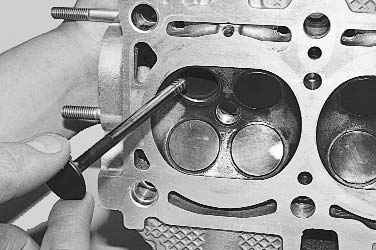
40. Очистите нагар с клапана подходящим инструментом (например, металлической щеткой). Затем внимательно осмотрите клапан.
42. Если повреждения рабочей фаски клапанов невозможно вывести притиркой, можно прошлифовать фаску на специальном станке в специализированной мастерской.

44. Более значительные дефекты седел клапанов устраняют шлифованием. Седла рекомендуется шлифовать в специализированной мастерской.

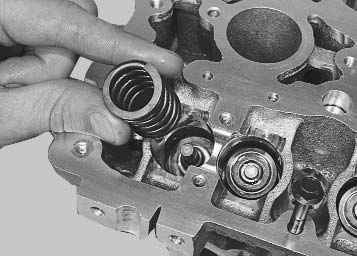
46. Проверьте состояние пружин клапанов. Искривленные, сломанные или имеющие трещины пружины замените.
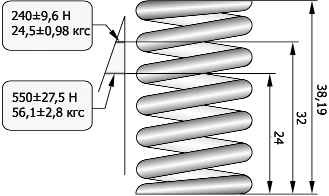
47. Для проверки упругости наружной пружины измерьте ее высоту в свободном состоянии, а затем под двумя различными нагрузками ( рис. 5.11). Если пружина не соответствует требуемым параметрам, замените ее.
48. Осмотрите гидротолкатели клапанов. Если на рабочей поверхности 1 есть задиры, царапины и прочие дефекты, замените гидротолкатели. Измерьте наружные диаметры толкателей, изношенные толкатели замените. На рабочих поверхностях 2 не должно быть задиров, забоин, царапин, следов ступенчатого или неравномерного износа, натира металла. Гидротолкатели с такими дефектами надо заменить. На поверхностях 2 допускаются концентрические следы приработки с кулачками распределительного вала.

49. Проверьте зазоры между направляющими втулками и клапанами. Зазор вычисляют как разность между диаметром отверстия во втулке и диаметром стержня клапана ( рис. 5.12). Проверку зазора рекомендуется выполнять в специализированной мастерской, так как для измерения диаметра втулок нужен специальный инструмент (нутромер).
50. Если зазор не достиг предельно допустимого, можно попробовать устранить его заменой клапана. Если это не удается сделать или зазор превышает предельно допустимый, замените направляющую втулку. Для этого выпрессуйте со стороны камеры сгорания дефектную втулку специальной оправкой, предварительно замерив высоту выступания верхней части втулки над поверхностью головки блока.
51. Охладите новую втулку (например, с помощью углекислотного огнетушителя), смажьте ее моторным маслом, вставьте в специальную оправку и запрессуйте со стороны распределительного вала так, чтобы высота выступания верхней части втулки соответствовала замеренному значению. Разверните отверстие во втулке с помощью развертки до 7,000–7,015 мм для впускных и выпускных клапанов.

53. Установите клапаны в головку блока в соответствии с ранее сделанной маркировкой, предварительно смазав стержни моторным маслом.

Иногда случается так, что необходимо срочно заменить прокладку или поменять ГБЦ. Подобные работы на СТО стоят немало и чтобы сэкономить, можно попробовать самому. Работа эта несложная, но требует внимательности, главное, соблюдать последовательность и момент затяжки ГБЦ Приора 16 клапанов.
Здесь также нужно знать, что последовательность затягивания на 16 кл и 8 кл агрегатах отличается, поэтому нужно быть внимательным. Момент на 16 и 8 клапанном силовом агрегате одинаков и проходит в четыре круга.
В каких случаях нужна затяжка блока?
Затяжка болтов необходима в первую очередь после того, как вы демонтировали ГБЦ и устанавливаете ее снова. Также затягивание может помочь в некоторых случаях, если в течение эксплуатации она ослабла и есть необходимость ее провести. В некоторых случаях, например, когда начала немного пропускать прокладка это может помочь.
Регулировка момента затяжки болтов для 16 клапанного авто
Регулировка момента затягивания — несложный процесс, и ознакомившись с материалом и видео в этой статье, вы справитесь с ним сами. Достаточно раз провести затягивание и далее вы сами сможете выполнять ее и еще при этом сможете помочь свои друзьям в случае необходимости. Важно придерживаться схемы для автомобилей с 19-ти клапанным мотором и соблюдать момент.
Необходимые инструменты
- набор ключей;
- динамометрический ключ (покупать не нужно, лучше одолжить на день-два);

Штенгель циркуль
Схема
Этапы
Для того чтобы самостоятельное затягивание болтов завершилась успешно и держалась длительное время следует соблюдать ряд нехитрых правил:
-
Лучше использовать новые болты, так как во время эксплуатации они находятся под постоянным напряжением и со временем утрачивают свои свойства. Нет гарантии, что старый болт не выдержит напряжения и лопнет.

Длина не должна быть более 9,5 см
Соблюдая эти нехитрые правила, вы сможете гарантировать наилучшую затяжку и надежное герметичное соединение.
Поставьте ГБЦ на блок, предварительно удостоверившись, что колен и распредвалы выставлены в положение верхней мертвой точки (ВМТ).

Правильное закручивание
Непосредственно сам процесс затягивания происходит в 4-е круга:
- 1-й круг — момент 20 Н·м (2 кгс/м);
- 2-й круг — момент 69,4–85,7 Н·м (7,1–8,7 кгс·м);
- 3-й круг — доворот болты на 90 градусов;
- 4-й круг — еще один поворот на 90 градусов.
Как видите, все просто если остались вопросы, то посмотрите видео. По времени эта работа не занимает больше двадцати минут, но позволяет сэкономить приличную сумму, которую возьмут с вас на станции технического обслуживания.
В этом видео мастер с большим опытом показывает и подробно описывает, как правильно проводится закручивание болтов ГБЦ. На автомобиле Лада приора с 16-ти кл агрегатом работы выполняются по такой же схеме.

Многие владельцы Лада Приора в процессе обслуживания и ремонта автомобиля проводят самостоятельную замену прокладки головки блока или притирку клапанов. В ходе выполнения таких работ важно соблюдать последовательность и момент затяжки ГБЦ на Приоре.
В каких случаях нужна затяжка блока?
Инструменты и материалы
Комментарии и Отзывы
В каких случаях нужна затяжка блока?
В процессе эксплуатации любого автомобиля, в том числе и ВАЗ 2170 Приора, на головку двигателя оказывается долговременное циклическое воздействие газов, находящихся в цилиндрах мотора. На старых силовых агрегатах затяжка винтов ГБЦ могла ослабевать от таких нагрузок и ее периодически требовалось доводить до нормального уровня. Сегодня на всех моторах ВАЗ Приора применяются болты из специальной стали, которые затягиваются один раз на весь срок своей службы.
При появлении утечки охлаждающей жидкости и масла дополнительно подтягивать и протягивать эти болты не имеет смысла, поскольку это не улучшит герметичность стыка. Единственным правильным способом борьбы с течью является снятие головки, проверка ровности сопрягаемых поверхностей и замена прокладки. После выполнения любых ремонтных работ, связанных со снятием головки с двигателя, требуется ее обтяжка с соблюдением всех необходимых условий.
На видео от автора Alex ZW показан процесс установки головки блока на 8 клапанный мотор.
Нюансы работы
На автомобилях Лада Приора в разное время устанавливались двигатели с рабочим объемом 1,6 и 1,8 литра и различным числом клапанов в головках — V8 (или 8V) и V16 (или 16V). Тип головки агрегата определяет размер болтов, порядок их установки и момент затяжки ГБЦ на Приоре.
Если на машине стоит 8 клапанный двигатель, то на нем могут применяться разные по размеру крепежные болты головки:
При установке снятой головки необходимо использовать новые винты, поскольку старые будут растянуты и иметь внутренние повреждения.
Также на моторах используются разные по конструкции прокладки — комбинированная на старом агрегате и полностью железная на новом. Процедура затяжки болтов для двигателей с металлической и комбинированной прокладкой абсолютно идентична.
Основными нюансами при выполнении работ является проверка длины крепежных элементов, соблюдение последовательности закручивания винтов и контроль усилия при затяжке. Нарушение этих условий приводит к повреждениям деталей и необходимости выполнения дополнительных ремонтных работ. Сама процедура не является сложной и может быть сделана самостоятельно в любом удобном месте — в гараже или на открытой стоянке, за исключением случая монтажа головки на двигатель, которую желательно устанавливать в закрытом помещении.
Инструменты и материалы
Перед началом проведения процедуры затяжки следует подготовить все необходимое для выполнения:
- ключ со встроенным динамометром до 100 H⋅м;
- набор головок и обычных ключей;
- ключ Тогх Е14;
- штангенциркуль для замера остаточной длины болтов;
- пластина с размеченной шкалой до 180 градусов;
- новые болты.

Динамометрический ключ — важный инструмент для самостоятельного ремонта
Пошаговая инструкция
Последовательность выполнения операции на 8 клапанном двигателе:
- Протереть поверхности ГБЦ и осушить отверстия под болты в блоке мотора.
- Установить прокладку на блок, выставить ее по направляющим.
- Смонтировать сверху головку и вставить 10 крепежных болтов М10 или М12. Если владелец решил сэкономить и оставить старые винты, то они должны иметь длину не более 135,5 мм.
- Затянуть элементы по схеме. Сила затяжки должна составлять не выше 20 H⋅м.
- Затем нужно повторно протянуть болты. Усилие второй затяжки должно быть в пределах от 70 до 85 H⋅м.
- Далее нужно затягивать винты с доворотом на 90 градусов в той же последовательности. Угол доворота можно контролировать по специальному приспособлению, представляющему собой пластину с приделанной шкалой от 0 до 180 градусов.
- В соответствии с регламентом, нужно довернуть болты еще раз на 90 градусов.
- Крепление 8 клапанной головки к блоку закончено.
- После сборки мотора необходимо проверить качество работы, запустив и прогрев двигатель. Надежно затянутый стык головки и блока не должен пропускать рабочих жидкостей из картера силового агрегата.

Самодельное приспособление для контроля угла доворота
В случае установки на машине более мощного и современного мотора на шестнадцать клапанов, например, модели ВАЗ 21126 или сокращенно 126 процедура протягивания болтов имеет свои особенности.
Для того чтобы правильно выполнить затяжку винтов ГБЦ на таких агрегатах нужно:
- Убрать замасливание с сопрягаемых поверхностей и проверить отсутствие жидкости в отверстиях болтов.
- Осуществить установку прокладки, отцентрировать ее и уложить сверху головку.
- Вставить в направляющие отверстия 10 крепежных винтов М10*1,25, предварительно смазав резьбу моторным маслом. Если решено использовать старые болты, что допустимо для 16 клапанных головок, то их остаточная длина не должна превышать 98 мм.
- Выполнить предварительную протяжку по схеме с моментом 12-20 H⋅м.
- Увеличить степень затяжки до 26-34 H⋅м и повторно пройти все болты в такой же последовательности.
- Затем необходимо довернуть винты на 90 градусов, при этом усилие составит около 50 H⋅м.
- Повторить затяжку на 90 градусов еще раз, момент на ключе будет примерно 80 H⋅м. Некоторые инструкции рекомендуют выдерживать между доворотами до 20 минут, но на практике не выявлено никаких преимуществ такой схемы.
- После сборки силового агрегата следует проверить качество выполненной работы.
Процедура протяжки головки на двигателях 1,8 литра, которые представляют собой моторы 1,6 л с увеличенным цилиндром, полностью идентична описанной выше.
Если в процессе выполнения работы к болтам приложен правильный момент усилия, соответствующий конструкторским расчетам, то прокладка будет равномерно и плотно прижата по стыку, обеспечивая надежное и герметичное соединение. Важно отметить, что если требуется снимать головку блока с двигателя, то ослабление винтов также производится по установленной регламентом схеме. Хаотичное откручивание элементов приведет к деформации головки и появлению невидимых микротрещин.
Фотогалерея
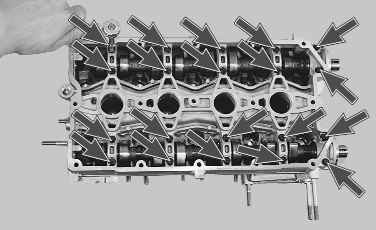
На фото ниже показан порядок отворачивания болтов и их затяжки, который необходимо учитывать при ремонте головки блока цилиндров на ВАЗ 2170 Приора.
Сборка верхней части 16 клапанного двигателя представлена на видео от канала Expert R.

Столкнулся с такой проблемой:
Поменял поршневую на автрамат безвтык. Дизеление ушло. Но на горячем двигателе появился стучек, который напрямую зависит от прогрева. Ощущение такое что уводит блок и вылазиет зазор поршень-цилиндр (при установке сделал 3 сотки). Итак суть вопроса есть два метода затяжки с которыми я столкнулся в литературе,
1-й — моментом 20 Н·м (2 кгс·м);
2-й — моментом 69,4–85,7 Н·м (7,1–8,7 кгс·м);
3-й — доверните болты на 90°;
4-й — окончательно доверните болты на 90°.
или
Динамометрическим ключом затягиваем болты крепления головки в три приема – сначала моментом 20 Н·м (2 кгс·м) затем доворачиваем болты на 90° и потом еще раз доворачиваем болты на 90°.
сам тянул по первому. Вопрос правильно ли? Если есть ссылки на источнкии поделитесь плиз.
Комментарии 51

В официальной ВАЗовской технологической инструкции по ремонту двигателей ТИ 3100. 25100.40157 на странице 49 написано, что болты на двигателях 2112, 21124, 21126 и 11194 надо затягивать в 4 приема:
1. Затяжка моментом 12…20 Нхм;
2. Затяжка моментом 26…34 Нхм;
3. Доворот на 90 градусов;
4. Доворот на 90 градусов.

здесь различия в приведенных моторах прокладка, для металла один способ, для паранита другой. осталось узнать какой из примеров для чего.
Для указанных моторов никаких различий нет, вне зависимости от прокладки. Различие есть для моторов "классического" семейства: если усадочная прокладка, то применяются болты 2101 и затяжка в 2 приема, если безусадочная, то болты 21213 и затяжка в 4 приема. Для 16-клапанных моторов применяются только безусадочные прокладки и момент затяжки для них одинаков — в 4 приема, как указано в моем комментарии.
тогда в чем разница?две книги — разные способы. еще есть подозрения на липового автора, хотя как можно пустить в тираж с заведомо не верной информацией. может быть такое, например для 8кл и 16?вобщем загадка.
извееняюсь за глупый вопрос, ссылочкой на оф руководство не поделитесь?на запрос в поиске 10 страниц сомнительных сайтов, ни одной ссылки на официальный источник.
Ссылочки нет, но сама технологическая инструкция есть. Пиши почту в личку — пришлю.

Как и еще один метод 30-60 -90 и это не идеальная талия это моменты в ньютонах )))

так как тянуть то?
Первым способом. Сначала 2кг — куришь. Потом 7 кг (болт при этой нагрузке начинает крутится без увеличения усилия. А потом 2 раза по 90 градусов. С перекуром, чтобы прокладка равномерно осела.

Читайте также: