
Замена поршневой на газели 402 двигатель
Добавил пользователь Алексей Ф. Обновлено: 20.09.2024
Как правильно установить поршневые кольца 402 двигатель
А вот основной причиной, определяющей необходимость замены поршней, является износ канавок под поршневые кольца. Увеличенный зазор между канавкой и кольцом способствует интенсивному перекачиванию масла в надпоршневое пространство. При больших изнашиваниях поршневых канавок замена одних только колец не даст положительных результатов, поэтому, если зазоры между торцом кольца и канавкой в поршне больше 0,15 мм, заменяют поршни и кольца новыми. Поршни заменяют с подбором по гильзам (если, конечно, Вы не меняете всю поршневую группу), в которых они будут работать. Подбирают поршни по усилию протягивания ленты-щупа толщиной 0,05 мм, шириной 10 мм и длиной 250 мм между поршнем и гильзой.
Подбор поршней по гильзам.
Ленту-щуп закладывают между гильзой и поршнем со стороны, противоположной прорези на юбке поршня по всей его длине. Усилие при протягивании ленты-щупа должно быть 35— 45 Н для новых гильз и поршней и 20 — 30 Н для гильз и поршней, бывших в употреблении. Подбирают поршни обязательно без поршневых пальцев при нормальной комнатной температуре (+20 °С). Если по каким-либо причинам подбор приходится делать при температуре, отличной от комнатной, то усилие протягивания ленты должно быть ближе к верхнему пределу при температуре выше 20 °С и ближе к нижнему пределу при температуре ниже 20 °С. После подбора поршни маркируют в соответствии с номерами цилиндров, к которым они подобраны.
Если Вы ставите уже всю поршневую группу, новую, то конечно же будет легче. Но все же я Вам рекомендую ставьте поршень со своей гильзой как были упакованы. Поршневые кольца тоже нужно будет подобрать и проверить. Поочередно устанавливаем кольца в цилиндр на глубину 20–30 мм и щупом измеряем зазоры. Компрессионные кольца должны иметь зазор в замке 0,3–0,6 мм, маслосъемные — 0,3–1,0 мм.
Показания к капитальному ремонту
В моём случае, расход был 25-30 литров, масла же приходилось доливать по литру в месяц, при пробеге менее 400 км. Расход бензина замерялся по одометру. Как показало дальнейшее развитие событий, в повышенный расход помимо износа непосредственно двигателя, свой вклад вносили также буксующее сцепление и подклинивающая тормозная колодка, а также заглушенная система ЭПХХ.
Капиталка была сделана год назад, по завершении обкатки получилось, что зимой при нормальной езде (без буксовок) укладывался в 20 литров, летом расход был 14-16 литров при езде средней степени агрессивности. Во время обкатки активно решалась проблема течей масла и к моменту завершения обкатки двигатель был переведён на синтетику, на которой и ездит до сих пор.
Какой зазор поршневых колец на 402 двигателе
Зазор между маслосъемным поршневым кольцом и канавкой на поршне должен быть в пределах 0,135– 0,335 мм.
Зазоры в замках поршневых колец должны быть в пределах 0,3–0,7 мм для компрессионных колец и 0,3–1,0 мм — для маслосъемных
Размерные группы поршней, шатунов и пальцев приведены в таблице в конце статьи
Пальцы и шатуны маркируют краской: палец в отверстии, шатун на стержне около верхней головки.
На днище поршня выбивается римская цифра, показывающая группу поршня.
Палец не должен выпадать из головки шатуна, если его наклонить примерно под 45°.
Разница по массе между поршнями в сборе с шатунами, пальцами, поршневыми кольцами, устанавливаемыми на один двигатель, должна быть не более 12 г.
Разборка и осмотр шатунно-поршневой группы
С помощью съемника снять поршневые кольца. Если съемника нет можно вынуть кольца, осторожно разгибая кольца у замков.
Снять стопорные кольца с двух сторон поршня
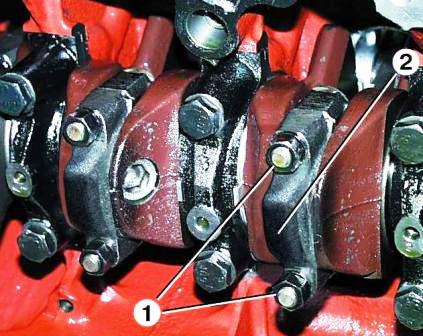
Выбиваем поршневые пальцы легкими ударами молотка через оправку 1. Вынуть шатун 2 из поршня 3
Таким же образом снять остальные поршни с шатунов.
1. Осмотреть поршни. Если на них есть задиры, следы прогара, глубокие царапины, поршни заменить.
Измерить диаметр поршня. Если он меньше 91,9 мм, поршень заменить.
Диаметр поршня измеряют в плоскости, перпендикулярной оси поршневого пальца, на 8,0 мм ниже оси поршневого пальца.
Поршень установлен в цилиндре с зазором 0,024–0,048 мм.
Для того чтобы обеспечить величину зазора, поршни разбиты по диаметру на пять размерных групп А, Б, В, Г и Д.
Буквенная маркировка выбивается на днище поршня.
При подборе поршня к цилиндру нужно обеспечить указанный выше зазор.
Предельно допустимый зазор между поршнем и цилиндром равен 0,25 мм.
Зазор между поршнем и цилиндром можно определить промером поршня и цилиндра.
В запасные части поставляются поршни двух ремонтных размеров: с увеличенным на 0,5 мм диаметром и на 1,0 мм.
2. Измерить зазор между поршневым кольцом и канавкой на поршне в нескольких местах по окружности поршня.
Зазор должен быть в пределах 0,05–0,087 мм для компрессионных колец и 0,115–0,365 мм для маслосъемного кольца.
Если зазоры превышают указанные, нужно заменить кольца или поршни.
3. Измерить зазоры в замках поршневых колец. Для этого вставить кольцо в цилиндр и продвинуть поршнем как оправкой, чтобы кольцо встало в цилиндре ровно, без перекосов.
Измерить щупом зазор в замке кольца, он должен быть в пределах 0,3–0,6 мм для компрессионных колец и 0,5–1,0 мм для дисков маслосъемных.
Если зазор превышает указанный, кольцо заменить. Если зазор меньше, можно спилить концы кольца напильником, зажатым в тисках. При этом кольцо перемещают по напильнику вверх- вниз.
4. Проверить посадку поршневого пальца в верхней головке шатуна.
Зазор между пальцем и втулкой верхней головки шатуна должен быть в пределах 0,0045–0,0095 мм.
Пальцы, поршни и шатуны разбиты на четыре размерные группы и маркируются краской.
Палец маркируется на внутренней поверхности с одного конца, шатун — на стержне, поршень — на нижней поверхности одной из бобышек или выбивается римская цифра на днище поршня.
Слегка смазать поршневой палец моторным маслом и вставить в верхнюю головку шатуна.
Палец должен входить в головку от усилия большого пальца руки ровно, без заеданий.
Шатун должен проворачиваться на пальце под действием собственного веса из горизонтального положения.
Палец не должен выдвигаться или выпадать из головки шатуна под действием собственного веса, если шатун повернуть так, чтобы палец встал вертикально.
Отмывка деталей
Следующим этапом капитального ремонта является отмывка деталей от смолистых отложений. Вот так ГБЦ выглядела за год до капитального ремонта, после 1,5 лет на полусинтетике:
Отмывка осуществлялась средством для мытья посуды (пойдёт любое) при помощи зубной щётки. Технология такая – капаем средством для мытья посуды и трём зубной щёткой, как жижа почернеет бумажной салфеткой вытираем насухо. И так далее, таким образом отмыть удалось почти все детали:
Как правильно установить поршневые кольца змз 402. Как самостоятельно заменить поршневые кольца
2. Измерить зазор между поршневым кольцом и канавкой на поршне в нескольких местах по окружности поршня. Зазор должен быть в пределах 0,05–0,087 мм для компрессионных колец и 0,115–0,365 мм для маслосъемного кольца. Если зазоры превышают указанные, нужно заменить кольца или поршни.
Если зазор превышает указанный, кольцо заменить. Если зазор меньше, можно спилить концы кольца напильником, зажатым в тисках. При этом кольцо перемещают по напильнику вверх- вниз.
4. Проверить посадку поршневого пальца в верхней головке шатуна. Зазор между пальцем и втулкой верхней головки шатуна должен быть в пределах 0,0045–0,0095 мм. Пальцы, поршни и шатуны разбиты на четыре размерные группы и маркируются краской. Палец маркируется на внутренней поверхности с одного конца, шатун — на стержне, поршень — на нижней поверхности одной из бобышек или выбивается римская цифра на днище поршня.
Слегка смазать поршневой палец моторным маслом и вставить в верхнюю головку шатуна. Палец должен входить в головку от усилия большого пальца руки ровно, без заеданий. Шатун должен проворачиваться на пальце под действием собственного веса из горизонтального положения. Палец не должен выдвигаться или выпадать из головки шатуна под действием собственного веса, если шатун повернуть так, чтобы палец встал вертикально. Поршневой палец и шатун должны быть одной или соседних размерных групп.
Ремонт шатунно-поршневой группы ЗМЗ-402 автомобиля ГАЗ-2705
Снятие и разборка 2. Снять масляный насос.
3. Отвернуть гайки 1 шатунных болтов и снять крышку шатуна 2.
Так как крышка сидит плотно, сбить ее несильными ударами молотка.
Вынуть из крышки вкладыш шатунного подшипника.
4. Протолкнуть поршень в цилиндр так, чтобы он вышел из цилиндра, а затем вынуть его вместе с шатуном.
Вынуть из нижней головки шатуна вкладыш шатунного подшипника.
Вынимать поршень с шатуном из цилиндра нужно осторожно, чтобы не повредить зеркало цилиндра.
Проверить метки на шатуне и крышке шатуна. Если метки не видны, пометить шатун и крышку номером цилиндра.
5. Таким же образом вынуть остальные поршни с шатунами.
6. С помощью съемника снять поршневые кольца.
7. Снять стопорные кольца с двух сторон поршня.
8. Выпрессовать специальным приспособлением поршневые пальцы.
Если нет приспособления, можно выбить поршневые пальцы легкими ударами молотка через оправку 1 — это необходимо делать на весу, чтобы не повредить поршень. Вынуть шатун 2 из поршня 3.
9. Таким же образом снять остальные поршни с шатунов.
10. После разборки промыть все детали в бензине. Очистить поршни от нагара. Прочистить канавки под поршневые кольца старым поршневым кольцом или обломком кольца.
Осмотр
Осмотр, проверка и ремонт деталей шатунно-поршневой группы производятся аналогично операциям на двигателе мод. 406. Отличающиеся данные приведены ниже.
1. Зазор между маслосъемным поршневым кольцом и канавкой на поршне должен быть в пределах 0,135– 0,335 мм.
2. Зазоры в замках поршневых колец должны быть в пределах 0,3–0,7 мм для компрессионных колец и 0,3–1,0 мм — для маслосъемных.
3. Пальцы и шатуны маркируют краской: палец в отверстии, шатун на стержне около верхней головки.
На днище поршня выбивается римская цифра, показывающая группу поршня.
Палец не должен выпадать из головки шатуна, если его наклонить примерно под 45°.
4. Разница по массе между поршнями в сборе с шатунами, пальцами, поршневыми кольцами, устанавливаемыми на один двигатель, должна быть не более 12 г.
Сборка и установка
Снятие ГБЦ
Для снятия ГБЦ сперва снимаем ось коромысел, затем аккуратно откручиваем 10 гаек. У меня парочка гаек шла со скрипом, так что откручивать надо плавно. Важно! Чтобы не перекосить ГБЦ гайки надо откручивать в том же порядке, как и при затяжке, по-немногу.
То есть сперва сдергиваем гайки с места. Затем последовательно откручиваем все гайки, откручивая их по трети оборота. Далее вся надежда на то, что колхоза при прошлой установке ГБЦ не было (типа прикипевшего солидола). Однако, даже при отсутствии прикипевшей прокладки скорее всего будет проблема с предпоследней шпилькой со стороны пассажира:

В этой записи я расскажу о некоторых тонкостях при сборке поршневой в мотор.
Перед сборкой нужно сделать подготовку и развесовку поршней. Отбалансировать шатуны для приведения центра масс в одну точку.
Отбалансировать коленвал динамическим способом, либо хотя бы для начала проверить на статике .
Когда все подготовлено, можно собирать все в одно целое.
Немного повторюсь с прошлых записей.
Так как гильзы у меня получаются тонкостенные то при расточке-хонинговке они немного деформируются, и поршни в одном положении ходят чуть чуть потуже. Поэтому гильзы надо ориентировать так, что бы поршень был в самом свободном положении. Это положение нужно определить когда гильзы сняты и потом пометить как то для себя где перед, для ориентации в блоке. Так же может быть и со стандартными гильзами. Так что при сборке нужно все хорошо проверять…

Выступание гильз над блоком должно быть 0,1-0,15мм (по камасутре 0,05-0,1мм). 0,1мм маловато. Между 0,1мм и 0,15мм само то. Разница в высоте выступания между гильзами не должна быть больше 0,05мм. Иначе прокладка плохо обжимает гильзы и газам проще пробить прокладку при перегревах.
Далее что бы собрать поршня с шатунами их нужно подогреть, а пальцы охладить. Погода как раз позволяет охладить пальцы =)
Посадка пальцев на моторах ЗМЗ плавающая и в поршнях и в шатунах. Поэтому греть сильно нет необходимости. Достаточно до 70-80градусов. На вазах, где посадка пальца в шатун осуществляется внятяг, шатуны нужно греть очень сильно.
Поршни и шатуны положил на тен.

А пальцы вынес на улицу

После минут пяти ожидания, собрал. Палец смазал маслом. Так же нужно не перепутать ориентацию поршня относительно шатуна. В основном на отечественных моторах это выглядит так. Если смотреть на поршень спереди, где есть надпись — "перед" или буква П, или стрелка на днище, то замок на вкладышах шатуна будет расположен справа.

Если все подогрето а палец охлажден, то палец заходит от руки без лишних усилий. Можно конечно и выколоткой собрать, но тогда неизбежно с поршня будет содран алюминий и появятся царапины — а это не есть хорошо. Ну и стопорные кольца пальцев не забываем.
Вот они, все в сборе =) красавчики на 100,5мм =)

Далее нужно одеть кольца.
Кольца взял типа SM, сейчас они называются NPREurope. Маслосъемные кольца у них наборные.
Каталожный номер 9-5660-50. У колец диаметром 100мм номер 9-5660-00


Раньше в бж я подробно их описывал.
На вид кольца очень высокого качества. Верхнее чем то покрыто. С торца же покрыто хромом, как и положено. Второе кольцо чугунное.
Проверяем зазор в замках внутри цилиндров.

Что бы проверить зазор, нужен плоский щуп. Вставляем кольцо в цилиндр и выравниваем его засовывая поршень в цилиндр до середины юбки. Кольцо должно стоять ровно, плотно к цилиндру. Если есть просветы между кольцом и стенкой гильзы, то такие кольца в мусор, если конечно заведомо известно что цилиндр не яйцом. С наборными же маслосъемными просветы будут, так как они должны распираться сепаратором.
Зазор в замках нормальный. Около 0,45мм компрессионные, и 0,35мм наборные маслосъемные. В предыдущей записи я писал что зазор в маслосъемных очень маленький и их нужно подпилить, но это не так =). Расжав кольцо к гильзе зазор стал около 0,35. В сборе это делает сепаратор. Так что все ок.
Теперь непосредственно одеваем на поршня. Начинать нужно с сепаратора, а затем тонкие маслосъемные. И уже потом второе компрессионное и затем первое компрессионное.
Но прежде нужно сделать следующее.
Очень важный момент! Который почему то почти ни где не описывают. Не в мануалах, не с инструкцией к кольцам.
Что бы масло мотор не расходовал с наборными кольцами, необходимо что бы кольца правильно работали их нужно правильно сориентировать на поршнях.
Постараюсь объяснить доступно =)
Нужно взять в руки "лапшу" и сжать, состыковав замок. Вот так.

Прогибаются такие кольца только в одну сторону, такая у них особенность конструкции.
Далее, нужно пометить одну из сторон, например маркером. Я помечал выпуклую сторону на всех маслосъхемных кольцах.
Относительно поршня кольца должно быть сориентированы таким образом

Для чего это нужно?
Сейчас попробую объяснить.
При ходе поршня вверх, верхнее наборное кольцо изгибается и не плотно прилегает к цилиндру, пропуская оставшееся масло на цилиндре к нижнему наборному кольцу. Нижнее же наборное кольцо при этом (при ходе поршня вверх) выпрямляется и соскребает масло со стенок в канавку поршня с отверстиями для дренажа масла в картер. При ходе поршня в низ, все происходит с точностью да наоборот.
Вот схематично накидал картинку для наглядности.

Если кольца установить не правильно, то возможно будет расход масла выше нормы. Так как кольца будут соскребать масло не в дренажные отверстия а в сторону камеры сгорания, либо в сторону юбки.
После того как кольца наборные установлены, устанавливаются вторые компрессионные кольца. Они чугунные, очень хрупкие, сильно разжимать нельзя — лопнут. Оно работает как компрессионное и частично как маслосъемное. Для этого у них бывает либо выточка, либо срез торца под углом. Так же обязательно присутствует надпись "ВВЕРХ" или "ТОР". Ее нужно ориентировать к днищу поршня, в сторону к камере сгорания. Для проверки можно еще ориентироваться на выточки. Если выточка внутренняя (по внутреннему диаметру кольца), то такой выточкой кольцо должно смотреть в сторону камеры сгорания, если выточка по наружному диаметру — то такой стороной ориентируем в сторону картера.
Верхнее кольцо стальное, я ставлю надписями вверх (обычно пишут че нить на кольцах), хотя разницы особой нет.
После того как кольца одеты, их нужно развернуть относительно друг друга на 180 градусов. Но не как попало.
Маслосъеные наборные относительно замков друг друга на 180гр, а относительно замка сепаратора на 90гр.
Замки всех колец нельзя ориентировать в сторону холодильника ( в сторону пальца).
Собственно показаний к капитальному ремонту 2 - это повышенный расход бензина и/или масла. В принципе всё. Любая неисправность двигателя (и не только, а также ходовой, например) так или иначе приведёт к тому, что возрастёт расход ГСМ. При этом в динамике авто не потеряет (ну если только не всё крайне запущено, вроде прогоревшего поршня\клапана). Для любого авто производитель указывает нормальный расход как бензина так и масла. В случае Волги с ЗМЗ 402 расход бензина в городе должен быть 13,8 литра на 100 км, а масла должно расходоваться не более 250 грамм на 100 км.
В моём случае, расход был 25-30 литров, масла же приходилось доливать по литру в месяц, при пробеге менее 400 км. Расход бензина замерялся по одометру. Как показало дальнейшее развитие событий, в повышенный расход помимо износа непосредственно двигателя, свой вклад вносили также буксующее сцепление и подклинивающая тормозная колодка, а также заглушенная система ЭПХХ.
Капиталка была сделана год назад, по завершении обкатки получилось, что зимой при нормальной езде (без буксовок) укладывался в 20 литров, летом расход был 14-16 литров при езде средней степени агрессивности. Во время обкатки активно решалась проблема течей масла и к моменту завершения обкатки двигатель был переведён на синтетику, на которой и ездит до сих пор.
Инструмент и запчасти
Давление масла у меня до капиталки было удовлетворительным, поэтому снимать коленвал не планировал. Как не планировал и менять вкладыши. Из запчастей я взял комплект клапанов:
Новые пружины клапанов. Их при капиталке менять обязательно, об этом Евгений Травников постоянно твердит, дескать уставшие пружины клапанов просаживают мощность на высоких оборотах. Похоже на правду, после 3000 мотор с новыми пружинами стал тянуть гораздо веселее.
Также планировалось перевтуливание, для чего был куплен комплект втулок.
Также был приобретён комплект прокладок для капитального ремонта ЗМЗ Золотая серия. Данный набор оказался редкостным гамном, поэтому советую купить отдельно маслосъёмные колпачки, передний сальник коленвала, пробковые прокладки картера, клапанной крышки и крышки толкателей. Для всех остальных прокладок советую купить маслобензостойкий паронит и вырезать необходимые прокладки по месту самостоятельно.
Из инструмента обязательно потребуются:
Динамометрический ключ на 1\2 и неободима головка на 17.
Приспособление для притирки клапанов:
Оправка для поршневых колец:
Не помешает оправка для напрессовки маслосъёмных колпачков:
Обязательно нужна развёртка на 9мм:
Облегчит жизнь и сохранит втулки рассухариватель клапанов:
Одна из самых затратных статей - шарошки:
Читал много страшилок про твёрдость сёдел головки 402, но у меня дак с данными шарошками никаких проблем не возникло, на одно седло уходило не более 2-3 минут. Правда, я не перевтуливал.
Снятие ГБЦ
Для снятия ГБЦ сперва снимаем ось коромысел, затем аккуратно откручиваем 10 гаек. У меня парочка гаек шла со скрипом, так что откручивать надо плавно. Важно! Чтобы не перекосить ГБЦ гайки надо откручивать в том же порядке, как и при затяжке, по-немногу. То есть сперва сдергиваем гайки с места. Затем последовательно откручиваем все гайки, откручивая их по трети оборота. Далее вся надежда на то, что колхоза при прошлой установке ГБЦ не было (типа прикипевшего солидола). Однако, даже при отсутствии прикипевшей прокладки скорее всего будет проблема с предпоследней шпилькой со стороны пассажира:
Причина судя по-всему в том, что она расположена между 3 и 4 цилиндрами и подвергается хроническому перегреву, и бонусом туда поступает ОЖ. В результате между шпилькой и ГБЦ возникает очень плотный слой окисла. Причём руками, без инструмента сдёрнуть ГБЦ не получится. Поскольку и ГБЦ и блок из алюминия, то пользоваться фомками и прочими металлическими рычагами крайне не рекомендуется, так как может быть повреждена привалочная поверхность, что может привести к течам. Я опытнвм путём пришёл к такой схеме:
Я сделал из подручных материалов, но смысл вот какой - берём металлический уголок, сверлим отверстия под шпильки крепления оси коромысел, а между шпильками оси коромысел этот уголок упирается в шпильку крепления ГБЦ, предпоследнюю со стороны водителя. Таким образом, затягивая гайки шпилек оси коромысел уголок прижимается к ГБЦ, а за счёт упирания в шпильку ГБЦ потихоньку сдергивается вверх. Таким образом мне удалось наполовину сдернуть ГБЦ, далее орудовал фомкой, но не советую этого делать. Видно, что сама шпилька условно целая, то есть окислялся преимущественно алюминий:
Отмывка деталей
Следующим этапом капитального ремонта является отмывка деталей от смолистых отложений. Вот так ГБЦ выглядела за год до капитального ремонта, после 1,5 лет на полусинтетике:
Отмывка осуществлялась средством для мытья посуды (пойдёт любое) при помощи зубной щётки. Технология такая - капаем средством для мытья посуды и трём зубной щёткой, как жижа почернеет бумажной салфеткой вытираем насухо. И так далее, таким образом отмыть удалось почти все детали:
Ось коромысел разбираться не пожелала, я и не настаивал :) . Мелкий крепёж, тарелки клапанов, регулировочные болты я замачивал на ночь в средстве для мытья посуды. Клапанную крышку сперва изнутри скоблил строительным мастерком, отложений было реально много. Потом отмывал всё тем же средством для мытья посуды в ведре.
Ремонт ГБЦ
Первым делом отмытую ГБЦ необходимо отшлифовать:
Самое сложное в этом деле - это найти контору, где этим занимаются. Я обзвонил с десяток сервисов, и только в одном мастер раскололся, что на шлифовку они головки возят в пожарную часть. В результате съездил туда и ГБЦ шлифанули при мне за 200 рублей. Как я понял, весь город шлифует ГБЦ там. Причём в одном из сервисов мне предлагали оставить головку у них и шлифануть за 400 :). Результат на фото:
Камера сгорания была покрыта толстым слоем нагара:
Внутри прошёлся металлической щеткой - насадкой для дрели, в труднодоступных местах (вокруг сёдел) нагар выковыривал часовой отверткой:
Кстати, после шлифовки все заусенцы, кромки в камере сгорания надо срезать, сгладить во избежание создания очагов детонации.
Далее удаляем старые маслосъёмные колпачки. У меня они мало что были дубовые, дак парочка была вообще треснутой:
Следующим этапом планировалось перевтуливание. Хотел воспользоваться технологией Евгения Травникова. Но пройдясь по всем втулкам развёрткой 9,01 мм люфта не обнаружил. Более того, в некоторых втулках исхитрился даже что-то соскрести. Настоятельно рекомендую перед развёртыванием заменённых втулок потренироваться на нескольких подопытных втулках, потому что это не так просто, как кажется. Также напомню, что развёртывать необходимо строго руками, без какого либо электрического инструмента. Справедливости ради следует отметить, что в одной из втулок износ небольшой был, то есть после равёртки идеального зеркала не получилось, но пятно было небольшое и в середине и значительного люфта клапана не было. Так что я решил не перевтуливать. Помимо экономии времени и нервов неперевтуливание также значительно облегчает прирезание сёдел, так как ось не смещается.
Следующий этап ремонта ГБЦ - прирезка сёдел. Мне показалось, что с завода прирезается только фаска 45 градусов, я же нарезал все 3, отчего и клапан должен плотнее закрываться и газообмен должен улучшиться. Немало был наслышан про твёрдость сёдел ГБЦ змз 402, но вышеуказанным набором шарошек у меня сёдла прирезались быстро и легко. Центральную фаску делал в районе 1 мм с тем, чтобы она после притирки увеличилась до положенных 1.5 мм.
Следующим этапом является притирка клапанов - это самый нудный этап. Я особо не заморачивался по поводу проверки соляркой и т.д. оценивал визуально по ровному рисунку по окружности седла. Не забываем подписывать клапана, чтобы не перепутать при сборке.
Также для улучшения газораспределения сточил ступеньки у сёдел клапанов:
В завершение ремонта ГБЦ напрессовываем новые маслосъёмные колпачки при помощи оправки. ВАЖНО! Перед напрессовкой МСК оденьте нижние тарелки клапанов, потом они не налезут :). После этого можно засухаривать клапана. Ещё раз напомню, пружины обязательно менять при капитальном ремонте. Клапана старые были грязные и сношенные - имели как потёртости на штоке, так и недостаточно выпирали над тарелкой, то есть по мере износа коромысла начнёт давить не на клапан, а на тарелку:
Сборка
Сборку я начал с замены танчика на новый от газели, вкрутив в него штуцер на 18:
Однако самое забавное, что теплее в машине зимой не стало. Причина мне видится в росте КПД двигателя после капиталки. То есть до капиталки расход зимой был более 25 литров и даже с тонким штуцером тепла хватало, после капиталки расход упал раза в полтора, отчего и тепла стало в полтора раза меньше. Так что несмотря на увеличенный штуцер теплее в машине не стало. Однако, я так понимаю, если бы штуцер не поменял зимой было бы несколько прохладно.
В термостате напильником сточил дефекты литья, что на доли % улучшит циркуляцию ОЖ :
При откручивании крышки термостата один из болтов обломился, так что нарезал там резьбу на 10 и заменил болты:
Также слегка "раздрючил" канал подачи масла из отвестия до опоры оси коромысел (видно на фото), там были небольшие заусенцы:
Далее приступил к замене поршневых колец. Перед этим аккуратно соскоблил нагар с поршня (он, оказывается, алюминиевый):
Ощутимого износа на гильзах не было, хотя при первичной притирке, когда все поршни были в центральном положении, усилие на шарманке ощутимо возрастало, так что износ таки имел место быть и сто тыс. км не прошли бесследно для гильз. На поршнях износа не было, только мелкие потёртости, вероятно из-за попавшего нагара:
Самое забавное, что старые кольца пружинили ненамного хуже новых, но имели износ в сечении. После замены колец устанавливаем поршень обратно, не забыв про правильную ориентацию - надпись вперёд - вперёд, как ни странно, отверстие в шатуне должно писять в сторону коллекторов, пассажира:
Гайки шатунов садим на резьбовой герметик. Крышку садим как была. Перед тем, как загонять поршень, сперва обстукиваем по периметру оправку, а потом ручкой молотка аккуратно заталкиваем поршень.
Далее меняем сальниковую набивку. Я купил дешёвую за 15 рублей, поменял только в нижнем держателе, так как коленчатый вал не снимал. Несмотря на всё на это эта 15 рублёвая набивка уже год держит синтетику ТНК 5в40 при периодической раскрутке движка до 5000 об\мин. Насколько я понимаю набивка течёт при больших биениях, при сильном износе шеек и вкладышей.
Следующим этапом является установка ГБЦ на шпильки я намотал фум-ленты, по причине того, что это тефлон (фторопласт), а он чрезвычайно химически стоек и достаточно термостоек. Вообще, на все шпильки/болты, склонные к закисанию я наматываю фум-ленту, в нагруженных местах она порвётся, а полости заполнит, отчего в них не образуется ржавчина. Сама же фум-лента никуда не денется:
Прокладку я поставил с треугольными окошками. С завода стояла такая же:
Прокладки с тонкими круглыми отверстиями действительно несколько улучшают циркуляцию ОЖ в районе 3-4 цилиндров, но их я рекомендую тем, кто любит ездить на ХХ, и для кого 2500 - это запредельные обороты. Я же при езде страюсь держать движок между 2 и 3 тыс. об\мин, холостые у меня 1000 об\мин.
Также применил небольшое ноу-хау, написал на башке порядок затяжки гаек :) :
Оперативно протянул на 10 кг, течь прекратилась. Всё таки фомкой башку лучше не снимать :). Башку второй раз протянул после первого прогрева на следующий день и потом через неделю. На десерт как положено через 1000 км. После каждой протяжки, само-собой, регулируем клапана.
Обкатка
Первичная притирка колец осуществлялась шарманкой (кривым стартером), то есть когда ещё гбц не была установлена, я налил масла сверху в гильзы и крутил. То есть выдалась какая пауза, я подход - 50 обротов. Особенно туго стало после замены набивки, суммарно я руками сделал в районе 500-1000 оборотов, в результате движок стартером запустился без напряга. Обкатывал я на том же масле, на котором ездил до капиталки - полусинтетике ТНК 10в40. При езде старался держать 2100 оборотов, не раскручивая более 2500. Без каких бы то ни было динамичных обгонов. Неделю покатавшись по городу, затем сделал круг почёта вокруг города, примерно 80 км по объездной дороге. При этом ехал строго 2100 оборотов на 5й передаче - это примерно 80 км\ч по жпс, по спидометру было 90. Всё время обкатки я воевал с течами масла, и к моменту завершения 1000 км все каналы течи были устранены и я со спокойной совестью перешёл на синтетику.
Работа над ошибками
Собственно, причина вскрытия двигателя, это очередной успешный тюнинг - Портинг и ломатинг ГБЦ. По итогу повторной обработки ГБЦ поделюсь своими наблюдениями. Отложения минералки относительно просто отмываются средством для мытья посуды. Лак от синтетики удалить по простому не удалось, но я особо и не усердствовал. При разворачивании втулок нашёл технологию их идеального разворачивания в домашних условиях - сперва любым способом разворачивается одна втулка, там по-любому будет минимальный люфт. После этого зажимаем уголками две втулки, используя первую развёрнутую как кондуктор. В итоге развёртка идёт по идеальной траеткории с минимальными отклоненями. Далее, что касается нарезки сёдел - фаску лучше делать широкую 2 - 2,5 мм, дело в том, что если фаска будет узкой - расклепается не она, а клапан. В итоге получится вогнутая фаска, плохо работающая на холодную. Кроме того, фаска должны быть по внешнему краю клапана - это улучшит наполнение цилиндров. Более подробно читайте в статье про тюнинг ГБЦ. Также не следует пренебрегать регулировкой зазора клапанов, у меня впускные довольно сильно сточились. Я думаю, причина в недостаточном зазоре. У меня установлены стальные штанги, я высчитал требуемый зазор в 0,15. Сейчас же я впускные клапана заменил и теперь зазор со стальными штангами буду выставлять 0,1 мм. Ну и при снятии ГБЦ значительные сложности вызывает сдёргивание с направляющих. При данной сборке двигателя, я покрыл дальнюю направляющуюю теплопроводящей пастой. Кировочепецкие маслосъёмные колпачки показали себя отлично, поставил новые такие же. Одна из причин уменьшения зазора от коромысла до тарелки - это расклёпывание тарелки и углубление сухарей вглубь. Поэтому все тарелки клапанов сменил.
3. Отвернуть гайки 1 шатунных болтов и снять крышку шатуна 2.
Так как крышка сидит плотно, сбить ее несильными ударами молотка.
Вынуть из крышки вкладыш шатунного подшипника.
4. Протолкнуть поршень в цилиндр так, чтобы он вышел из цилиндра, а затем вынуть его вместе с шатуном.
Вынуть из нижней головки шатуна вкладыш шатунного подшипника.
Вынимать поршень с шатуном из цилиндра нужно осторожно, чтобы не повредить зеркало цилиндра.
Проверить метки на шатуне и крышке шатуна.
Если метки не видны, пометить шатун и крышку номером цилиндра.
5. Таким же образом вынуть остальные поршни с шатунами.
6. С помощью съемника снять поршневые кольца.


7. Снять стопорные кольца с двух сторон поршня.
8. Выпрессовать специальным приспособлением поршневые пальцы.
Если нет приспособления, можно выбить поршневые пальцы легкими ударами молотка через оправку 1 — это необходимо делать на весу, чтобы не повредить поршень.
Вынуть шатун 2 из поршня 3.
9. Таким же образом снять остальные поршни с шатунов.
10. После разборки промыть все детали в бензине.

очистить днища поршней и канавки для поршневых колец от нагара, как показано на рис. 6;
- в случае замены поршня, поршневого пальца или шатуна необходимо:
- вынуть с помощью плоскогубцев стопорные кольца поршневого пальца;
- на приспособлении вынуть поршневой палец (поршневые кольца перед этим должны быть сняты);
- подобрать новые поршни по гильзам с зазором 0,012—0,024 мм.
Подбор проверяется протягиванием при помощи пружинного безмена ленты-щупа, заложенного между поршнем и цилиндром.
Щуп располагается в плоскости, перпендикулярной оси поршневого пальца.
Поршень должен быть без поршневых колец.
Усилие протягивания при нормальной комнатной температуре (+20°с) должен быть в пределах 3,5—4,5 кг.
Размеры ленты: толщина —0,05 мм, ширина — 13 мм, длина — 250 мм;
- подобрать поршневой палец к шатуну так, чтобы при нормальной комнатной температуре он плавно перемещался в отверстии верхней головки под легким усилием большого пальца руки.
Поршневой палец, должен быть слегка смазан маслом.
Цвет маркировки пальца должен соответствовать цвету маркировки на бобышках поршня;
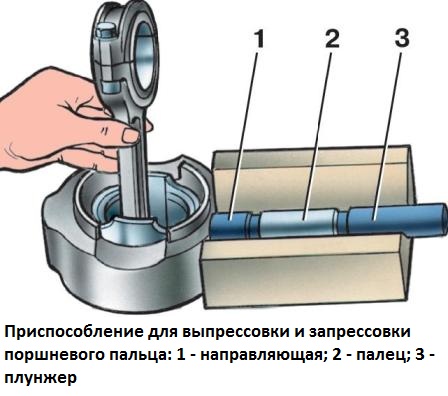
- произвести подсборку шатунно-поршневой группы на приспособлении (рис. 7).
Поршень перед запрессовкой в него поршневого пальца необходимо нагреть в горячей воде до температуры 70°С; запрессовка пальца о холодный поршень может привести к повреждению поверхности отверстий в бобышках поршня, а также к деформации самого поршня.
Вставить стопорные кольца поршневого пальца в кольцевые канавки бобышек поршня;
- подобрать по цилиндру поршневые кольца; зазор; замеренный в стыке кольца с помощью щупа, должен быть 0,3 — 0,5 мм.
В изношенных цилиндрах наименьший зазор следует делать 0,3 мм;
- щупом проверить боковой зазор между кольцом и стенкой поршневой канавки (рис. 8).

Проверку произвести по окружности поршня в нескольких точках.
Величина бокового зазора должна быть для верхнего компрессионного кольца в пределах 0,050—0,082 мм, а для нижнего компрессионного и маслосъемного колец — 0,035 — 0,067 мм;
- надеть с помощью приспособления на поршень поршневые кольца.
Компрессионные кольца ставят внутренней фаской к днищу поршня, как показано на рис. 12, кольца в канавках должны перемещаться свободно;
- протереть салфеткой постели шатунов и их крышек, протереть и вставить в них вкладыши;
- повернуть коленчатый вал так, чтобы кривошипы первого и четвертого цилиндров заняли положение, соответствующее нижней мертвой точке;
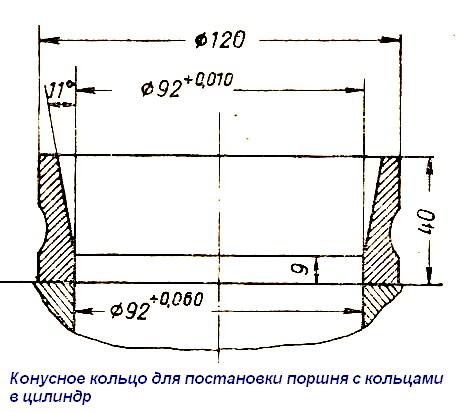
- смазать вкладыши, поршень, шатунную шейку вала и гильзу первого цилиндра чистым маслом для двигателя, развести стыки поршневых колец под углом 120° друг к другу, надеть на болты шатунов предохранительные латунные наконечники, сжать кольца обжимкой или, пользуясь конусным кольцом (рис. 9), вставить поршень в цилиндр.
Размерные группы поршней, шатунов и пальцев

Номинальные и предельно допустимые размеры, посадка сопрягаемых деталей шатунно-поршневой группы двигателя мод. 402
Упругость поршневых компрессионных колец, сжатых стальной лентой до зазора в стыке 0,4 мм, должна быть 17,5 — 25,0 Н. С увеличением изнашивания нарушается правильная геометрическая форма гильз цилиндров, увеличиваются зазоры в стыках колец, зазоры между кольцами и кольцевыми канавками в поршне; упругость колец сильно падает. Все это приводит к нарушению их герметизирующих свойств. С увеличением изнашивания возрастает и количество газов, проникающих в картер двигателя, начинается повышенный расход масла.
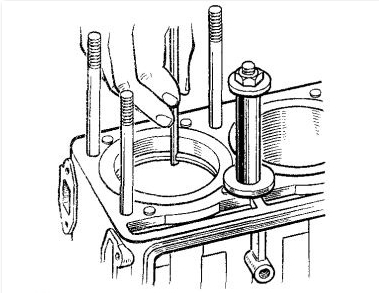
А вот основной причиной, определяющей необходимость замены поршней, является износ канавок под поршневые кольца. Увеличенный зазор между канавкой и кольцом способствует интенсивному перекачиванию масла в надпоршневое пространство. При больших изнашиваниях поршневых канавок замена одних только колец не даст положительных результатов, поэтому, если зазоры между торцом кольца и канавкой в поршне больше 0,15 мм, заменяют поршни и кольца новыми. Поршни заменяют с подбором по гильзам (если, конечно, Вы не меняете всю поршневую группу), в которых они будут работать. Подбирают поршни по усилию протягивания ленты-щупа толщиной 0,05 мм, шириной 10 мм и длиной 250 мм между поршнем и гильзой.
Подбор поршней по гильзам.
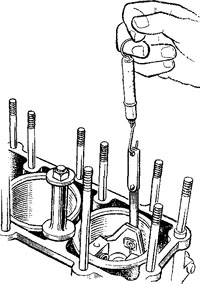
Ленту-щуп закладывают между гильзой и поршнем со стороны, противоположной прорези на юбке поршня по всей его длине. Усилие при протягивании ленты-щупа должно быть 35— 45 Н для новых гильз и поршней и 20 — 30 Н для гильз и поршней, бывших в употреблении. Подбирают поршни обязательно без поршневых пальцев при нормальной комнатной температуре (+20 °С). Если по каким-либо причинам подбор приходится делать при температуре, отличной от комнатной, то усилие протягивания ленты должно быть ближе к верхнему пределу при температуре выше 20 °С и ближе к нижнему пределу при температуре ниже 20 °С. После подбора поршни маркируют в соответствии с номерами цилиндров, к которым они подобраны.
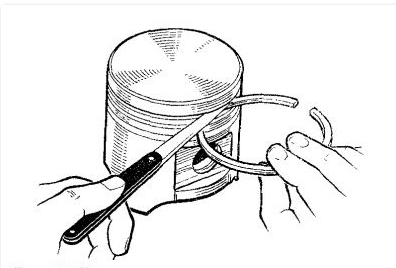
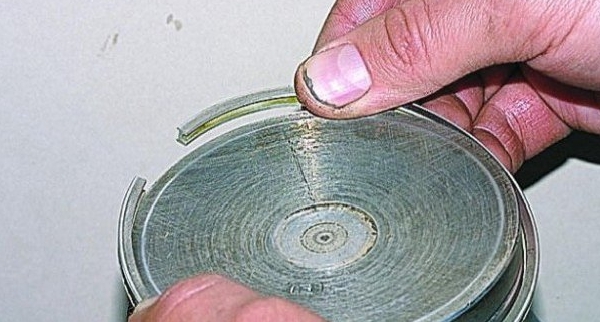
Если Вы ставите уже всю поршневую группу, новую, то конечно же будет легче. Но все же я Вам рекомендую ставьте поршень со своей гильзой как были упакованы. Поршневые кольца тоже нужно будет подобрать и проверить. Поочередно устанавливаем кольца в цилиндр на глубину 20–30 мм и щупом измеряем зазоры. Компрессионные кольца должны иметь зазор в замке 0,3–0,6 мм, маслосъемные — 0,3–1,0 мм.
Проверка зазора в стыках поршневых колец.
Если Вы ставите, поршневую группу, бывшие в употреблении, то нужно обязательно померить нутромером не изношены ли гильзы, согласно таблице. Нужно будет проверить еще зазоры между торцами и стенками поршневых канавок при помощи новых поршневых колец. Зазор проверяем в нескольких точках по окружности поршня. Величина бокового зазора для компрессионных колец должна быть 0,050–0,082 мм, для сборного маслосъемного кольца 0,135–0,335 мм.
Проверяем зазоры колец в поршневых канавках.
Теперь же нужно будет все кольца надеть на свои места в поршневых канавках. Обычно на упаковке, поршневых колец, производитель показывает в какой последовательности надевать поршневые кольца. Если же окажется, что инструкции нет, то нужно будет проделать следующее:
- Надеваем кольца на поршень, начиная с маслосъемного кольца;
- Раскрыв замок расширителя маслосъемного кольца, устанавливаем его в нижнюю канавку кольца, после чего сводим концы расширителя;

- Надеваем на расширитель маслосъемное кольцо, надписью к днищу поршня, угол между замками расширителя и кольца — 45 градусов;

- Устанавливаем нижнее компрессионное кольцо, надписью и фаской с внутренней стороны кольца, так же к днищу поршня;

- И наконец, устанавливаем верхнее компрессионное кольцо.

Нужно знать что для авторемонтного производства выпускают поршни номинального и трех ремонтных размеров. Для обеспечения подбора по гильзам поршни рассортированы на пять размерных групп, которые обозначены буквами русского алфавита. Обозначение размерной группы выбито на днище поршня. Размерные группы поршней номинального и ремонтного размеров, а также их обозначения приведены в таблице 1.
Читайте также: