
Замена направляющих втулок клапанов приора
Добавил пользователь Владимир З. Обновлено: 19.09.2024

После запила каналов ГБЦ было принято решение заменить направляющие клапанов на впуске . Причиной послужило то что направляющие стали короче после запила новая направляющяя 39 мм после запила 32 мм итог минус 7 мм что есть 20 % от общей длинны . Хотя люди не меняют ставит и со спиленными . Но если даже смирится с тем фактором что они стали короче есть еще один немаловажный фактор . это то что после того как направляющие спилены край направляйки не ровный и нарезать нормальную фаску на седлах невозможно в силу того что идет перекос .
Для выпресовки был выточен выпресовщик по принципу как у Евгения Травникова тока со своими размерами
Всякие варварские методы выбивания были откинуты дабы не повредить ГБЦ
Для выпресовки ГБЦ по любому греть я грел в духовке до той температуры когда смог сорвать первую направляющюю температура составила порядка 250 градусов в самой духовке . какая при этом была температура ГБЦ неизвестно .
После нагрева ГБЦ выпресовщик вставлялся на место предварительно подложив под него прокладку из под пружины клапанов и двумя ключиками на 24 все это выпресовывалось . Сначала идет небольшой натяг усилия потом щелочек и тянем до момента пока идет . Некоторые направляющие выходили за один подход некоторые приходилось подогревать ГБЦ т.к в какой то момент усилие резко возрастало т.к ГБЦ слишком быстро остывает буквально за минуты 3 если не успел значит придется опять греть . Самое геморройное это то что за один нагрев не получается больше 2 направляющих вытянуть . в силу того что коэффициент расширения у алюминия больше чем у латуни . но если долго греть остальные направляющие тоже расширялись и их сильно зажимало в ГБЦ .
Удивило то что при общей длине направляющей 39 мм в ГБЦ запрессована она не по всей длине а всего 20 мм остальные 19 со стороны камеры сгорания просто в воздухе этот факт отчетливо видно на фото .
Сам выпресовщик был изготовлен с минимальными затратами из подручных материалов .
Подшипник для выпресовщика был куплен на рынке от колес тачки с которыми бабушки ездят за картошкой с внутренним диаметром 17 мм . Болт М6 под шестигранник длинной 45 мм . нужен именно с круглой шляпкой и черного цвета т.к серые с квадратной будут головкой портить канал направляющей и они слабые его просто порвет и все .
Т.к диаметр внутренний направляйки 7 мм а болта 6 мм в самой старой направляющей было проточен маленький потай для центровки
После выпресовки в итоге все отверстия под направляющие получились 12,00 — 12,02
отверстие под направляющие мерял направляющей мерником дабы не покупать нутромер по цене 110 евро
взял одну направляйку и стачивал ее по 1 сотке до тех пор пока не начала залазить в отверстие, потом ее замерял микрометром .
Ремонтные втулки имеют следующие артикулы
21120-1007032-20 Втулка направляющая +0,02 мм.
21120-1007032-22 Втулка направляющая +0,22 мм.
Размеры натяга для новых направляющих процитирую от известного автора рекомендации Хрулева ( дядька пишит книги по ремонту двигателей ) по поводу натяга втулок
В то же время для направляющих втулок клапанов и сталебронзовых втулок верхней головки шатуна (ВГШ) вполне достаточно натяга 0,03-0,05 мм.
Внутренний диаметр направляющих втулок равен 7+0,015мм, а наружный (для втулок, поставляемых в запасные части) — 12,079-12,090 и 12,279-12,290мм (втулка увеличенная на 0,2мм)
Диаметр стержня впускного клапана равен 6,975±0,007мм, а выпускного -6,965±0,007мм
Всем привет
сегодня напишу про кап ремонт головки машины. а именно калина с мотором 21126 "приора". вся молодежь, да и не только любят этот мотор. нивоводы блещут записями про свап на этот мотор. типа он едет. и я решил найти машину с таким мотором, дабы на себе проверить это высказывание. тем более жене нужна машина. так я и купил калину с мотором 21126. сразу скажу, динамика просто супер. Тазик тазиком, но он пуляет! и практически не "думает". нажал — поехал! не иномарка, конечно ))) ехать в таком режиме жесть как напряжно. и все кто пишут, да херня! я поеду 140 на тазике не напрягаясь. поверьте на слово, ехать НАПРЯЖНО! ее начинает кидать, тормоза прожимаешь (возьмет\не возьмет), а там пустовато! вам просто не с чем сравнивать! иномарка класса С и выше, 140 км\ч идет по трассе как влитая, можно даже не заметить как 140 миновало и уже на спидометре почти 200 км/ч! так что, это все самовнушение и дело привычки. но по городу до 80-ти км очень даже удобно передвигаться. можно "натянуть" пару солярисов или логанов на светофор ))).
ладно. не об этом. в общем машина меня устроила, а как первая машина жене, ее и вовсе устроило. сравнивать же не с чем (пара выездов на лансере — это не опыт!). я решил машину полностью подготовить к езде девушкой. по типу сел — поехал! замена всех расходников (все фильтра, свечи, ремень ГРМ, если на машине ремень, масла) — это как правило. купил тачку — замена расходников. заменил. и черт меня дернул на моторе акцентрироваться. стал про него читать и изучать. что за зверь такой. чего его все лелеют. итак!
мотор 21126. это форсированный мотор с десятки. но разрабатывался он параллельно от 124-го. 126-й мотор получил облегченную поршневую группу (поршень-шатун). при чем шатун в нижней его части (где колено) не составной с бугелем, а цельно литой. по этому бугель от шатуна является неотемлемой его частью (бугель не отпиливают от шатуна, путем локального местного очень сильного охлаждения сламывают от шатуна. что обеспечивает максимальное прилегание частей шатун-бугель). поршня мотор получил практически плоские с очень короткой юбкой.

плюсы — быстрое раскручивание мотора. минус — при износе поршневой группы начнет греметь (цокать), т.е. задевает этой юбкой о стенки цилиндра (поршень начнет болтаться на пальце шатуна). следствие задиры и кап.ремонт всего мотора. послушайте свой мотор. звук похож на цоканье гидриков, но это заблуждение. гидрики щелкают в 2 раза реже. т.е. за 1 рабочий ход поршень поднимается 2 раза, а клапан открывается 1 раз! а звук этот крайне похож. ну если у вас не п**ц всем гидрикам, то на слух различимо. про гидрики (а именно ГБЦ с гидриками моторов этого семейства) это отдельная тема. подобный мотор АВТОВАЗ создал как 1,4. тот же хер, но "стучит" чаще. и тоже из-за этого типа поршня. обыграть как со 126-м мотром не знаю (точно говорю. а может и знал не факт, что сказал бы), т.к. такого мотора ко мне не попадало и опыта по нему не было. возможно от чего то можно подобрать и заменить отличите 1,4 и 1,6 я предположил, что именно снизу. почему пошел износ поршневой — это частный случай с каждым авто (или его наездником) по разному.

что касается мотора 126, то это можно обыграть поршневой от 21124 с цековками под клапана. многие их ставят после обрыва ГРМ, немногие до обрыва (те кто решил перебдеть и располагают финансами. т.к. по прочтенному мною опыту, пользователи этих моторов, обычно люди не склонные к "вложениям в работающий мотор". по типу едет и ладно, многие даже толком не обслуживают, а ЭТО ДЕЛАТЬ НАДО!)
в кратце по мотору. тонкости останутся при мне. это же опыт механика )))
1. обрыв ремня. последствия. минимум загиб клапанов (это если повезло). максимум — ТОТАЛ всего мотора.
2. ремонтопригодность мотора реальна. можно заменить практически все. весь мотор завязан на головке. главное, чтоб не повело голову. про перегрев головы. мотор сильно сжат! плюсы — динамика (высокая компрессия, топливо ВНИМАНИЕ, октан 95!), часты случаи локального перегрева (следите за состоянием ОЖ, ее тоже нужно менять).
3. обслуживание. мотор требователен к качеству з\ч и не так дешев в обслуживании. (можно отремонтировать мотор бюджетной иномарки дешевле, чем этот мотор)
4. бензин с октаном 95 и выше. напоминаю КОМПРЕССИЯ, мотор зажат. поршень с низкой юбкой и детонация от 92-го бенза кончат вам мотор. физику никто не отменял.
итого скажу. мотор хорош! едет отлично. нужно лишь вовремя обслуживать. и это выходит дороже всех моторов из семейства 2112.
что было в моем случае. при диагностике выяснилось, что есть пропуски на всех клапанах, компрессия 1- 15.8, 2- 15.5, 3- 9.0, 4- 16.0.
9 единиц — это капиталка! снимаем голову. снятие башки сразу дает картину о моторе и его истории. что мы видим.
бляха картинку не в этот тел-н положил. это фото уже в процессе сборки с новой прокладкой. но поршня видно.

поршня свежие и стоят от 21124! как? откуда они там? далее надпись на поршнях. 82,0 Е. это значит, что кто их ставил, ставил как последнее, что можно поставить на размер 82. категория Е. ладно. далее. смотрим голову. клопы выпуск подгорелый (мотор не новый, это ожидаемо). но и впуск пропускал при диагностике. а впуск не подгорает! разбираем далее. рассухарили. клопы сток. не мятые., но все в раковинках. напоминаю про детонацию! пред хозяин ездил на? 92-м, правильно! замена клопов уже. далее. вопрос про поршня? идем к снятому ГРМ. и видим, что ремень свежий, а ролики и помпа убиты. вывод? кто что предположил? правильно проебали ремень. но вопрос, поршня уже поезжены и точно не 10 тыс. там. ответ. не догадаетесь. нужно было сопоставить седло клапана и эти поршня и прошлого НАЕЗДНИКА. ответ. ГРМ про**бали 2 раза! до прошлого наездника, когда заменили ГРМ весь (помпа не так стара оказалась, даже не жужжала), клопы и поршневую группу. это был тот вариант когда обрыв ГРМ унесло не только клопы, но и поршня с шатунами. машину сделали и продали. прошлый наездник рвет ремень ГРМ, его меняет (ремень кстати подъеба, хотя надпись Gatecs, таких полно. хотите про него инфы, найдете. ее полно. я кстати тоже попал на такой же наеб ремня. ролики ориг., а ремень говно. хотя все в одной коробке). меняет ремень и срочно продает ее, т.к. думал, что попал на мотор (помните про последствия ГРМ на 126-м моторе). но у него машина завелась. он думал, что ему повезло, но так не бывает. там просто стояли уже безстыковые поршня, поэтому "повезло" в кавычках. т.к. могло и их загнуть. это не панацея! опыт — он такой опыт!
ладно. делаем голову. все как обычно. дефекторвка, покупка деталей. плюсом я решил проверить наследие обрыва ГРМ — направляйки! и не зря. они под замену! это то, что в 3-м цилиндре было 9 единиц! опять же это не каждый скажет. а тут просто открываю глаза на говноремонт от горемеханика. ПРАКТИЧЕСКИ НИКТО ПРО ЭТО НЕ ГОВОРИТ! это крайне ебатное дело связываться с направляйкой! да чего направляки, притереть нормально не могут! снимаем все навесное с головки и везем в Механику. там же блок с коленом точили при капиталке мотора на ниве.
в Механике нам благополучно поменяли направляйки и поправили седла, сделали плоскость под блок. направляйки обещали поставить SM латунь. работа их меня в очередной раз порадовала. на первый взгляд все хорошо. лично как делают они не видел, мастер говорит, что на ЧПУ. головку забрал, помыли. дефектовка. цифры, которые получены до замены направлющих и после, писать не буду. работу они свою выполнили отлично. разница очевидна и заметна (была разработана целая таблица и спец инструмент для получения этих замеров — люфта в цифрах часового механизма, а не "на глаз"). работу они сделали, но седлда клапанов все равно немного завалили, торцевание нужного нам клапа решает эту проблему (на сколько торцевать, (все по реальным замерам с зазорами допуска, было изготовлено) чтоб гидрик не зажало, тоже было придумано). все это делалось не от балды, а по реальным приспособлениям. головка эта была как бы явилась эталоном максимально полученным опытом. делалось все по максимуму и именно "для себя", чтоб в будущем проблем не возникало. мало ли кто приедет делать головку. а тут все по пунктам. что делаем, что нет. стоимость для человека. и что из этой проделаной работы выйдет. т.е. можно делать работу всю или что то упускать, это будет дешевле, но это скажется на конечной работе. каждому по своим финансам. обслуживание и ремонт этой головки очень дорогого стоит!
прикладываю несколько фото и видео.

шлифовка оборотной стороны головки, та что под промежуточную плиту. делается все только в ручную. есть несколько нюансов почему так.

Направляющая втулка служит определенным каналом для хода клапана. Ее замена в гаражных условия практически не возможна, поскольку требуются специальные знания, навыки и инструмент, но все-же автомобилисты умудряются это делать. Конечно, рекомендуется проводить замену направляющих втулок ВАЗ-2112 с 16-клапанным двигателем на специализированных автосервисах. Этот процесс довольно сложный и займет день, а то и два.
Видео о замене направляющих втулок и о том, как распознать поддельную запчасть:
Видео материал расскажет, как провести замену направляющих втулок, приведены рекомендации и советы.
Процесс замены направляющих втулок клапанов

Направляющие втулки сделанные с металла и бронзы
Прежде, чем приступить к замене направляющих втулок, стоит понимать, что существует несколько изделий для 16-клапанного двигателя ВАЗ-2112. Можно заменить полностью ремонтную втулку в сборе, или установить бронзовую гильзу. Оба варианта идеально подходят для этого автомобиля. Рассмотрим оба процесса по отдельности. Обычно, направляющие втулки меняются с клапанами в сборе, но как показывает практика, меняются выпускные, которые прогорают, а впускные шлифуются и ставятся на место.
Демонтаж ГБЦ
Прежде, чем приступить к замене направляющих втулок, необходимо демонтировать головку блока цилиндров. Этот процесс не такой уж и сложный, как кажется на самом деле. Для начала стоит собрать необходимый инструментарий. Что же понадобится:
- Набор ключей.
- Динамометрический ключ.
- Тара для охлаждающей жидкости.
- Ветошь.
- Непосредственно сама новая прокладка.

Демонтаж клеммы АКБ для ремонта

Через специальный клапан сбрасываем давление в топливной системе
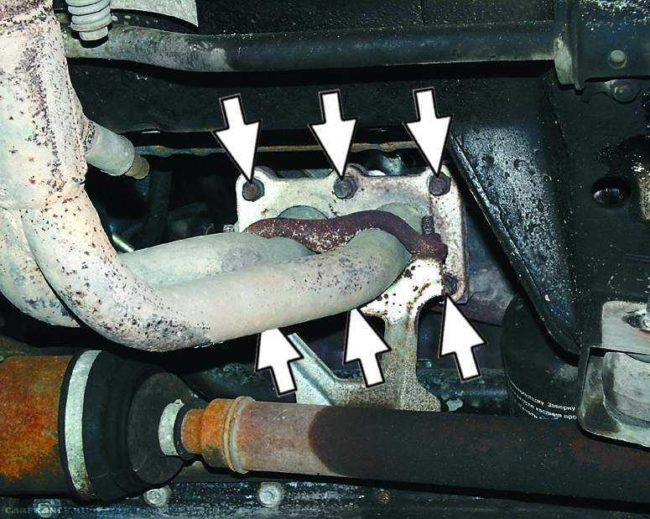
Выкрутив болты крепления отсоединяем выпускной коллектор и приемную трубу
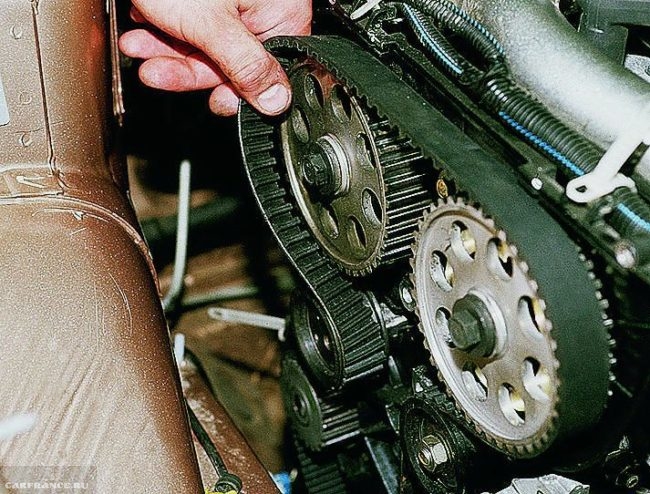
Снимаем ремень ГРМ

Фиксируем распределительные валы и демонтируем шкивы
Демонтируем датчик охлаждения
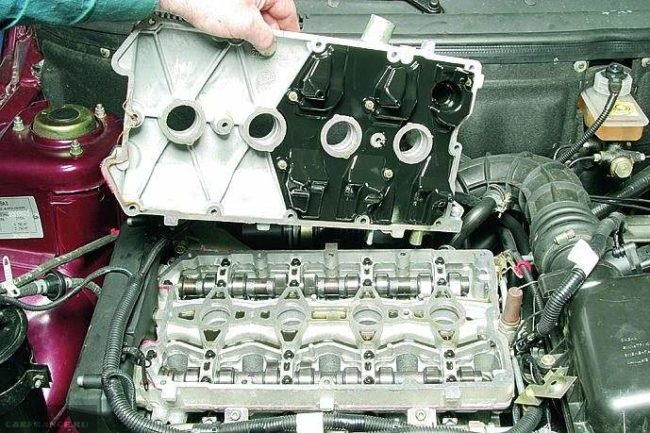
Выкрутив болты снимаем клапанную крышку
Когда все отсоединили проводим демонтаж ГБЦ
Демонтаж направляющих втулок
Теперь, когда головка блока цилиндров снятая, ее необходимо помыть. Для этого используется специальная ванна с горячим керосином, но как показывает практика, все заканчивается мойкой керосином под давлением. Когда ГБЦ – чистая, ее необходимо разобрать. Рассмотрим, последовательный процесс:
-
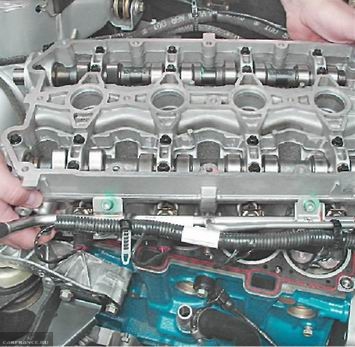
Демонтируем распределительные валы.
Снимаем распределительные валы с головка

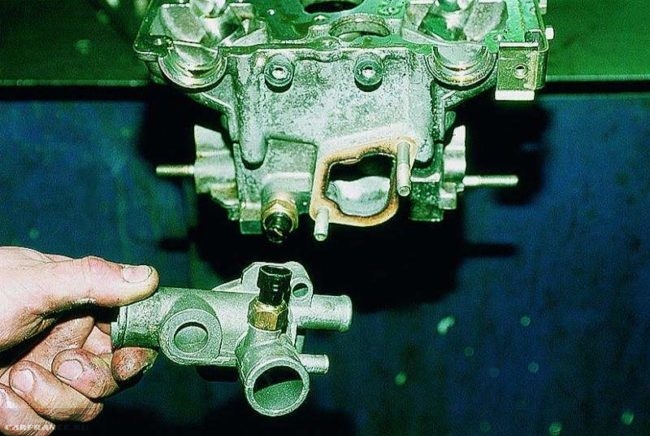
Открутив хомут снимаем отводящий патрубок

Рассухариваем клапанов головки блока
Проводим демонтаж маслосъемных колпачков при помощи отвертки или специнструменты

Выбиваем втулку клапана молотком
Этот способ подходит только тогда, когда будут устанавливаться вместо старых втулок металлические или латунные.
Установка металлических втулок клапана
Прежде, чем приступить к установке новых направляющих втулок, необходимо их подогнать по размеру. Обычно, для установки используют ремонтные изделия с зазором +0,22+0,25 мм. Но, существуют втулки с размерностью +0,5 мм, которые при новых технологиях уже не в ходу, но в продаже их можно найти.
Теперь, втулки необходимо подогнать под клапан и посадочное место. Конечно, для этого понадобится токарный станок. Прежде, чем провести расточку изделий, клапана шлифуются и промеряются, а посадочные места диагностируются на наличие эллипсов и царапин. После проведенных замеров на токарном станке втулки протачиваются, как внутренняя поверхность под клапан, так и наружная – под посадочное место.
Установка втулок проводится методом запрессовки. Она надевается на специальный инструмент и по немного забивается в посадочное место. Конечно, некоторые автомобилисты их устанавливают при помощи молотка и набойник круглой формы с наковальней поверхностью. Когда направляющая втулка села на посадочное место проводится монтаж стопорного кольца и сборка головки.
Когда все собрано, можно установить на место ГБЦ и подключить ее к всей системе.
Установка бронзовых направляющих втулок
Установка направляющих бронзовых втулок отличается от стандартной процедуры. Здесь, не требуется демонтаж направляющих втулок. Итак, рассмотрим, пошаговый процесс установки бронзовых деталей на стандартные изделия:
-
При помощи ручной шарошки, направляющие втулки рассверливаются. Как правило, убирается -0,15-0,2 мм с внутренней поверхности.

Притирка клапана головки блока цилиндров при помощи дрели со специальной насадкой
Специальный инструмент для установки бронзовых гильз K-line в направляющее втулки
Конечно, не всегда имеется возможность установить бронзовые втулки. Невозможно совершить данный процесс, когда выработка по внутреннему диаметру превысила показатель -0,25 мм. Но, с другой стороны, ресурс этих изделий будет выше.
Причины выхода из строя
Причин выхода со строя направляющих втулок мало, поэтому рассмотрим каждую по отдельности:
- Износ или выработка внутренней поверхности . В процессе эксплуатации наружная часть клапана трется о внутреннюю часть направляющей втулки, при этом хоть и присутствует смазка, но выработка все равно идет. Для мотора 2112 ресурс этих изделий составляет 200 000 км согласно сервисным мануалам завода изготовителя.
- Нередко, замене направляющих втулок способствуют гнутые клапана . Зачастую на внутренней поверхности появляются задиры, но деформация втулки или ее разлом тоже встречаются.
- Недостаточная смазка или малый уровень масла также сказывается на внутренней поверхности втулки, где образуется большая выработка и клапан начинает болтаться.
Выбор направляющих втулок
Существует несколько производителей, кроме АвтоВАЗ, которые производят направляющие втулки на ВАЗ-2112. Обычно в комплекте идут отдельно изделия для впускных и выпускных клапанов, но их классифицируют комплектами. Итак, рассмотрим, какие направляющие втулки можно приобрести на автомобильном рынке запасных частей:

Направляющее втулки производства АвтоВАЗ

Бронзовые направляющие втулки производства ДМЗ
Видео о замене и снятии прокладки ГБЦ
Видео по снятию головки блока цилиндров, в котором пишется о процессе, нюансах и рекомендациях.
Выводы
Замена направляющих втулок клапанов на 16-клапанном ВАЗ-2112 дело довольно тяжелое и непростое, поэтому рекомендуется для проведения этой операции обратиться в автосервис. Конечно, особое внимание следует обратить на качество изделий. Как показывает практика, попадаются втулки с деформациями и заводскими браками.
Попалась втулка с деформацией, не знал, как быть, если бы не запасная. Обратился в сервис, так как направляющая отслужила уже порядка 230000 км, что для неё много. Никому не советую задерживать с этим, чтоб не встать посреди дороги

Для чего нужна направляющая втулка
Причины и последствия деформации

Внешний вид бронзовых направляющих втулок для моделей ВАЗ 2108–2109
Почему не стоит пренебрегать проверкой
В процессе ремонта двигателя его головке лучше уделить особое внимание. Нередко именно эта часть мотора виновна в том, что уровень компрессии в цилиндрах далёк от желаемого. Автомобилисты порой при ремонте ГБЦ ограничиваются только притиркой клапанов к их сёдлам, считая, что в цельнометаллических втулках особо изнашиваться особо-то нечему. В то же время проверить, насколько велик зазор между деталью и её клапаном будет совсем нелишним делом. Когда полученные цифры зазора выходят за рамки рекомендуемых автопроизводителем, то никакая притирка клапанов или замена маслосъёмных колпачков не уберегут от проблем в дальнейшем.
Материалы, используемые для изготовления втулок
Для изготовления втулок применяют материалы с хорошей износостойкостью и уровнем теплопроводности. Среди таких можно найти:
- специальные сплавы чугуна;
- бронзУ;
- латунь;
- металлокерамику.
По теплопроводности и себестоимости латунь наряду с бронзой находятся в лидерах, поэтому подавляющее большинство втулок изготовлено из сплавов этих металлов.
Нюансы, которые необходимо учитывать
Большинство втулок имеют специальный опорный буртик на наружной стороне, призванный обеспечить надлежащую фиксацию детали по вертикали в ГБЦ. Если же деталь гладкая, то установка осуществляется с использованием специальной оправки.

Внешний вид и расположение направляющей втулки клапана в ГБЦ
Точность изготовления втулок очень высока. Это необходимо для получения максимально выверенной соосности и наилучшего прилегания клапанной тарелки и седла при функционировании двигателя. Снаружи корпус детали, которую предстоит запрессовать в ГБЦ, должен быть максимально чисто обработан, на нём должны отсутствовать какие-либо царапины или риски. Этим обеспечивается оптимальный отвод тепла от этой хапчасти в головку блока.
Видео: обзор направляющих втулок клапанов для ВАЗ 2108–2109
Определение износа
-
С использованием микрометра в паре с нутромером. С помощью этих инструментов у втулки измеряется минимальное значение внутреннего диаметра, а также максимальный диаметр зоны хода клапанного стержня. Разность между полученными диаметрами и даст нам ширину искомого зазора. При проведении измерений не нужно забывать о конусном и бочкообразном характере износа стержня, а также о том, что с высотой у втулки меняется диаметр. Все поверхности перед началом замеров необходимо хорошо очистить от пыли и грязи.

Набор из Нутромера и микрометра для определения износа втулок
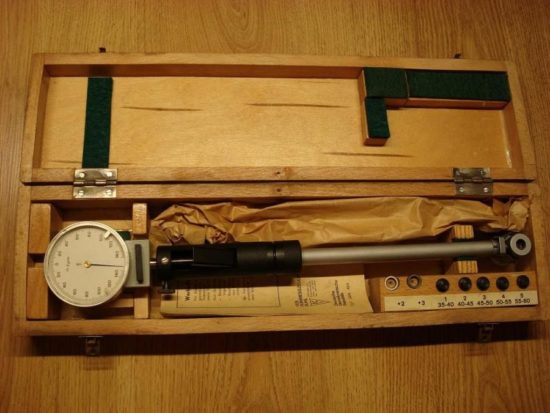
Нутромер с индикатором часового типа для измерения зазоров между втулкой и клапаном
Замена направляющих втулок клапанов
Извлечение
- Здесь настоятельно рекомендуется перед процедурой разогреть головку блока цилиндров где-то до 100 градусов по Цельсию. Алюминий, из которого изготовлена ГБЦ, имеет больший коэффициент расширения, чем материал направляющей втулки. Вследствие нагревания натяг соединения втулка-ГБЦ существенно уменьшается и направляющие можно спокойно, без повреждения посадочного места, выпрессовать лёгкими ударами молотка или кувалды.
- Для извлечения применяют специальный инструмент-выколотку (оправку). Несмотря на свою узкоспециализированность и дороговизну, этот инструмент даёт возможность выпрессовки точно по оси направляющей втулки. Нередко опытные автомастера для подобных процедур обзаводятся пневмомолотками и специальными насадками-выколотками для них.

Инструмент для выпрессовки и запрессовки направляющих втулок
Видео по выпрессовке
Установка новых
- Перед тем как ставить новые запчасти, нужно определить значение фактического натяга. Для этого измеряется диаметр посадочного гнезда в ГБЦ и диаметр втулки. Разница между первым и вторым не должна превышать 0,03–0,05 мм.
- В случае если гнездо заметно больше, чем выбранная для него втулка, то следует поискать деталь диаметром побольше. Если же диаметр гнезда недостаточен, то можно воспользоваться услугами сверлильного станка для его увеличения.
- Перед процедурой запрессовки новых втулок головку блока цилиндров также необходимо нагреть. А вот новые запчасти вообще рекомендуют охладить в жидком азоте, что сильно уменьшит их внешний диаметр и позволит легче войти в расширенные от нагрева посадочные гнёзда, также снизит риск получения повреждений при запрессовке.
- Но так как не у всех в гараже найдётся жидкий азот, то можно предварительно поместить новые втулки в морозилку. Опять же при наличии последней в зоне доступности. Для простоты, можно взять в качестве необходимой разницу температур между ГБЦ и направляющей втулкой равной 150 градусам Цельсия. Ещё при запрессовке втулок рекомендуют смазывать трущиеся поверхности жидким машинным маслом, особенно если детали не нагревались/охлаждались.
- Сам процесс запрессовки проходит по тому же сценарию, что и выпрессовки. В качестве инструмента оправка и молоток (или пневмомолоток с насадкой). Далее, чередой последовательных ударов забиваем деталь в посадочное гнездо.
Видео по запрессовке
Финальная стадия — развёртки
Бывает так, что при установке клапанов они не входят в новые втулки. Это вызвано тем, что при запрессовке направляющие могут немного изменить свой внутренний диаметр. Здесь на помощь приходят развёртки, которыми наша запчасть растачивается до нужного диаметра. Применяем последовательно одну за другой по нарастающей. Параллельно снимаются замеры после каждого использования. Развёртки лучше брать сразу алмазные, так как стальные значительно быстрее приходят в негодность.

Развёртка направляющих втулок 8,022 мм
Как говорилось в самом начале, направляющие втулки клапанов, несмотря на их внешнюю кажущуюся простоту, являются одними из базисных элементов газораспределительного механизма. Понимание этого момента, а также возможных последствий в случае неисправности позволит сохранить немало нервов, времени и денежных средств.
Ранее для изготовления головки блока цилиндров использовался чугун. В нем высверливались отверстия, в которые вставляли клапаны. Потребность в направляющих втулках отсутствовала, так как чугун стоек к износу. К концу 20 века автопроизводители отказались от чугунных ГБЦ. Связано это было с большим весом чугуна и плохим теплоотведением. Преимущество алюминиевых сплавов: хорошая теплопроводность, легкий вес и легкая обработка, но они быстро изнашиваются от трения. Поэтому в конструкцию ГБЦ внесена дополнительная деталь – направляющая втулка клапана.

Причины преждевременного износа втулки клапана
Так как направляющие клапанов установлены внутри ГБЦ и изготавливаются (в зависимости от модели мотора) из чугуна, бронзы, латуни или сплавов, не каждый автолюбитель знает об их существовании. Вызвано это тем, что ресурс втулок составляет от 200000 км пробега.
Единственной неисправностью является механический износ внутренней поверхности в результате трения. На скорость износа влияют следующие факторы:
- своевременность замены и качества моторного масла;
- температурный режим работы ДВС;
- качество горючей смеси;
- исправность системы питания;
- правильность регулировки системы зажигания;
В результате износа направляющей стержень клапана теряет центрированность и двигается с перекосом, что не обеспечивает необходимую герметичность между седлом и тарелкой клапана. В итоге в камеру сгорания попадает масло, во впускной или выпускной коллектор прорывается горящая горючая смесь, что приводит к преждевременному износу узлов и деталей.
Симптомы износа
Главный симптом изношенности направляющих втулок — повышенный расход моторного масла. Связано это с тем, что при децентрированном ходе клапана маслосъемные колпачки перестают выполнять работу и через увеличенный зазор между клапаном и внутренней частью втулки в цилиндры попадает моторное масло.
Признаки повышенного расхода масла из-за изношенных втулок следующие:
- сизый дым из выхлопной трубы;
- повышенная дымность работающего двигателя;
- нагар на электроде свечи зажигания светлого пушистого вида;
- наличие на юбке или резьбе масла.
Как определить, что направляющие втулки изношены
Масло в цилиндры попадает и по причине неисправности деталей цилиндро-поршневой группы. Чтобы исключить данную причину, необходимо замерить компрессию. Это исключит неисправность поршневых колец.
Осмотрите свечи зажигания. Наиболее загаженная свеча говорит о проблемах в данном цилиндре.
Далее осматриваем мотор на предмет износа направляющих в следующем порядке:
- Открутите гайки, крепящие клапанную крышку к ГБЦ, и снимите ее.
- Ослабьте цепь и, совместив метки, открутите и снимите шестерню распредвала.
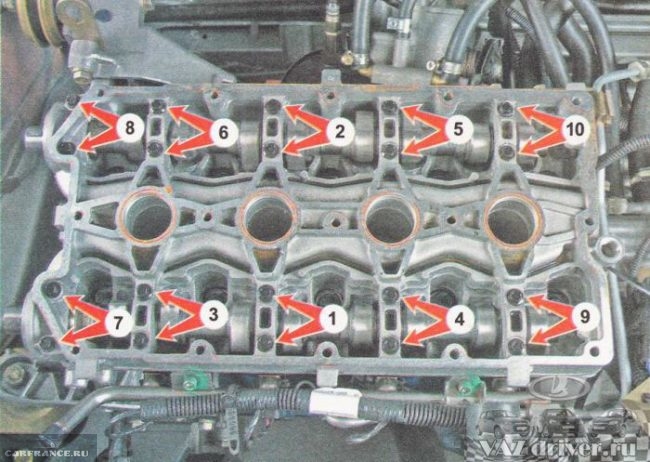
- Постепенно и поочередно открутите постель распредвала и снимите ее.
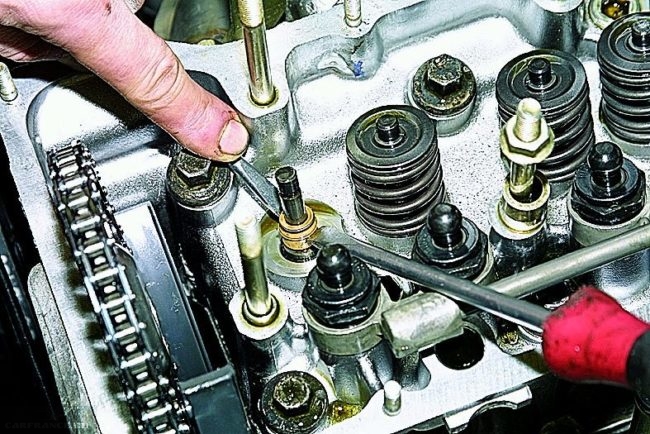
- Демонтируйте коромысла, разблокируйте пружины клапанов цилиндра, в котором свеча больше всего покрыта нагаром.
- Аккуратно снимите маслосъемный колпачок и покачайте клапан в стороны, двигая вверх-вниз. Если при движении имеется боковой люфт, то требуется замена втулки.
В рабочем состоянии зазор между клапаном и направляющей минимален и не позволяет клапану двигаться в горизонтальном направлении (только вверх или вниз). Поэтому любое боковое качание означает износ втулки.
Прежде чем покупать новые направляющие, желательно снять клапаны и вместе с ними прийти в магазин. И при выборе обязательно пробуйте их посадку на шток клапана.
Направляющая втулка на штоке клапана должна двигаться легко, но при этом она не должна болтаться.
Необходимо это для того, чтобы в дальнейшем вам не пришлось снова идти в магазин, если втулки по каким-то причинам не подойдут.
Порядок замены направляющих втулок клапанов автомобилей ВАЗ
Для замены надо демонтировать ГБЦ и дополнительно иметь специальную наставку для снятия и установки. Однако не стоит пугаться, так как конструкция наставки проста, и вместо нее используйте подходящие по параметрам втулки подручные средства.
- Снимаем навесное оборудование, которое мешает снятию головки блока цилиндров.
- Снимаем клапанную крышку.
- Ослабляем цепь газораспределительного механизма и снимаем шестерню распредвала (не забудьте совместить метки).
- Демонтируем головку блока цилиндров и ставим ее на чистую ровную поверхность.
- Снимаем распредвал с постелью (гайки откручивайте постепенно, иначе постель встанет на перекос и вы ее не снимете).
- Снимаем коромысла и пружины.
- Проверяем люфт клапанов. Там, где он есть, клапаны удаляем, там, где его нет, устанавливаем на место пружины.
- Переворачиваем ГБЦ и со стороны камеры сгорания наставкой выбиваем направляющие.
- Устанавливаем новые втулки и собираем двигатель (при сборке не забудьте соблюсти момент затяжки гаек и ее порядок).
Процесс замены
Как уже говорилось выше, для снятия и установки направляющих необходима специальная наставка. Рассмотрим, что она из себя представляет и как ей пользоваться.
1. Описание наставки
Оправка для снятия и установки направляющей состоит из двух частей.
Первая часть представляет собой шток определенной длины, обработанный на токарном станке и имеющий в определенных местах разный диаметр. Самый большой диаметр штока занимает основную его длину и составляет 18 мм. За эту часть шток удерживается рукой, и она ограничивает проскакивание штока на другую сторону при снятии втулки, что предохранит поверхность головки блока от удара молотком. Диаметр второй части штока равен диаметру втулки. Длина этой части равняется глубине отверстия, в котором размещена втулка. Третья часть штока самая короткая — ее диаметр соответствует внутреннему диаметру штока клапана (диаметру внутренней поверхности направляющей). Ее предназначение заключается в том, чтобы при выбивании втулки направление штока строго соответствовало направлению втулки и не создавался перекос штока при ударе по нему молотком.
Вторая часть штока похожа на торцевую головку. Отличает ее от торцевой головки отсутствие внутри граней (цилиндрическое отверстие с диаметром и длиной, равной диаметру и длине верхней части направляющей). В верхней части головки имеется отверстие с диаметром, равным внутреннему диаметру втулки и внешнему размеру штока с рабочей стороны.
Как видно из описания оправки, найти ей замену из подручных средств не так сложно. Для этого как минимум понадобится цилиндрический стержень удобной длины, диаметр которого с одной стороны равняется внешнему диаметру втулки. В качестве наставки можно использовать старый шток маслонасоса от ВАЗ, предварительно сточив шестерню.
2. Процесс снятия изношенной направляющей и установка новой
Для снятия втулки переворачиваем ГБЦ рабочей частью вверх. Далее берем шток, вставляем в отверстие клапана и молотком аккуратно выпрессовываем.


В данном процессе важна точность удара. Если вы попадете молотком по поверхности головки блока, то это приведет к нарушению плоскости ГБЦ. Чтобы выбить втулку, удар должен быть сильным, а для этого лучше использовать тяжелый молоток.
Чтобы установить новую втулку, разместите ГБЦ на поверхности в положении, в котором она размещается на двигателе. Затем возьмите новую втулку, смажьте внешнюю поверхность маслом и установите ее в нужное отверстие.

Далее наденьте на нее головку и вставьте шток. Аккуратно ударяя молотком по верху штока, запрессуйте направляющую втулкуна место.
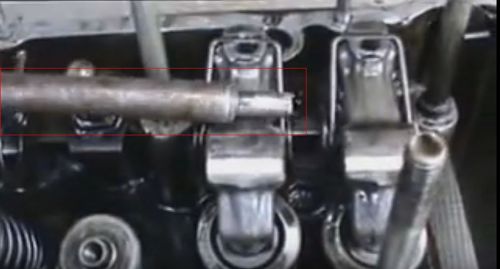
При установке обратите внимание, чтобы выбранные подручные средства не касались верха седла сальника (отмечен стрелочкой 1), так как при ударе седло деформируется или от него отколется кусок. Головка должна упираться в основание седла сальника (отмечено стрелочкой 2).

Со снятием и установкой направляющей втулки проблем не возникает. Это простая процедура, которая требует определенных знаний, аккуратности и точности при работе.
Читайте также: