
Замена направляющих втулок клапанов нива 21213 своими руками
Добавил пользователь Евгений Кузнецов Обновлено: 20.09.2024
при замене маслосьемного колпачка обломилась фтулка на который м.сьемник одевается.что делать?
как это сделать?
Пардом, мадам(или мадемуазель?), не сразу пол увидел Боюсь, нежными женскими ручками эту процедуру не выполнить.
Технология процесса-снять головку, выбить старую втулку, купить ремонтного размера втулку, шарошкой подогнать посадочное место в головке под размер новой втулки, подогреть паяльной лампой или горелкой газовой посадочное место, окунуть втолку в жидкий азот, и поставить ее на место(не трамвируя рук, жидкий азот обжигает не хуже соляной кислоты). После замены втулка должна сидеть мертво в посадочном месте.
А вообще то, самым разумным шагом будет обратиться к специалисту.
А КАК так получилось ее сломать, она же вроде бронзовая?
А еще способы есть?))
Увы, мадам, увы. Можно конечно новую просто молотком вогнать на место, но сколько она будет работать-и ежу понятно.
стали менять колпачки.дернули колпачек и конец фтулки остался в колпачке.фтулка обломилась.она не бронзовая.
саня66
Ты ещё забыл сказать, что после замены втулки её нужно развернуть под стержень клапана, зенковать седло и притереть к нему клапан.
А сломать втулку клапана при неаккуратном снятии колпачка - элементарно. И бронза тут ни при чём. В стоке втулки стальные.
я просто давно это делал, может че и попутал Но все равно, Как ее сломать можно? Только молотком по-моему. Хотя я понял, наверное снимали пассатижами и тянули вверх. А надо было плоской отверткой поковырнуть и снять.
раз такая шняга произошла, может имеет смысл полноценный ремонт головки сделать?
пасатижами снимали.и про то что женщины ниче не понимают в машинах вы ошибаетесь.мужчины щас диградируют или ломают машины. поэтому нам приходиться заниматься ремонтом своего авто,ну конешно же не без мужской силы.
Забиваю без азота, в морозильник кладу минут на 5. А головку грею феном чтоб рука терпела гр. 60.
Оправки нужны специальные и опыт, без специалиста не обойтись. Хрупкое это дело.
я с глубоким душевным трепетом отношусь к дамам, эксплуатирующих (и особенно ремонтирующих) Ниву, это мужественные дамы, которые и в избу. и коня. и т.д но есть такие тонкости, где дамам лучше не лезть, грубыми мужскими мозгами и руками лучше получается. И обижаетесь Вы зря.
саня66
вы меня не обидели.просто это так и есть.если не халатное отношение "мастеров" машина бы была на ходу. а я и не лезу.я просто контролирую сам процес. саму работу делают грубые мужские мозги и руки-крюки
Это - да, азот мало кто использует. Но 5 минут в морозилке, считаю, маловато.
У меня в гараже стоят старый холодильник и электроплита с духовкой. Духовка как специально под размер жигулёвской головки сделана - чётко влезает туда и плотно закрывается крышкой. Так получается более равномерный нагрев, чем феном. Грею до первого шипения воды на головке (чуть больше 100 градусов, передерживать нельзя). Всё это время (около получаса) втулки лежат в морозилке. Запрессовка получается довольно быстрой и прочной. Наличие оправок обязательно.
Можно, конечно, сказать и так. Но мой опыт подсказывает другое.
На моей "Ниве" прикипевший колпачок тоже снялся вместе с установочным пояском направляющей втулки. По всей видимости, эта втулка до меня менялась уже не раз без всяких нагревов и охлаждений, т.к. сошла она с места после лёгкого постукивания (не удара!) по выколотке 150-граммовым молотком. Посадочная поверхность под втулку в головке была с продольными царапинами, а новая втулка (самая большая по диаметру из десятка ремонтных, которые я промерял микрометром), влетела на место со свистом после охлаждения в морозилке, без нагрева головки. При этом втулки, которые я менял раньше (да, впрочем, и позже), вставлялись в нагретую головку путём несильного постукивания через оправку тем же небольшим молотком.
Это - одна из причин, по которой сейчас у меня стоит не родная 2130-я головка, а отремонтированная нормальным способом 21011-я. Вторая причина такой замены - вытертые сёдла клапанов. Ещё не полностью, но в совокупности с такими втулками это привело к тому, что от той головки я предпочёл избавиться. Правда, она работает и сейчас. На расточенном до беспредела двигателе, установленном на машине с порванным и сгнившим кузовом, которая эксплуатируется в режиме убивания.

Для чего нужна направляющая втулка
Причины и последствия деформации

Внешний вид бронзовых направляющих втулок для моделей ВАЗ 2108–2109
Почему не стоит пренебрегать проверкой
В процессе ремонта двигателя его головке лучше уделить особое внимание. Нередко именно эта часть мотора виновна в том, что уровень компрессии в цилиндрах далёк от желаемого. Автомобилисты порой при ремонте ГБЦ ограничиваются только притиркой клапанов к их сёдлам, считая, что в цельнометаллических втулках особо изнашиваться особо-то нечему. В то же время проверить, насколько велик зазор между деталью и её клапаном будет совсем нелишним делом. Когда полученные цифры зазора выходят за рамки рекомендуемых автопроизводителем, то никакая притирка клапанов или замена маслосъёмных колпачков не уберегут от проблем в дальнейшем.
Материалы, используемые для изготовления втулок
Для изготовления втулок применяют материалы с хорошей износостойкостью и уровнем теплопроводности. Среди таких можно найти:
- специальные сплавы чугуна;
- бронзУ;
- латунь;
- металлокерамику.
По теплопроводности и себестоимости латунь наряду с бронзой находятся в лидерах, поэтому подавляющее большинство втулок изготовлено из сплавов этих металлов.
Нюансы, которые необходимо учитывать
Большинство втулок имеют специальный опорный буртик на наружной стороне, призванный обеспечить надлежащую фиксацию детали по вертикали в ГБЦ. Если же деталь гладкая, то установка осуществляется с использованием специальной оправки.

Внешний вид и расположение направляющей втулки клапана в ГБЦ
Точность изготовления втулок очень высока. Это необходимо для получения максимально выверенной соосности и наилучшего прилегания клапанной тарелки и седла при функционировании двигателя. Снаружи корпус детали, которую предстоит запрессовать в ГБЦ, должен быть максимально чисто обработан, на нём должны отсутствовать какие-либо царапины или риски. Этим обеспечивается оптимальный отвод тепла от этой хапчасти в головку блока.
Видео: обзор направляющих втулок клапанов для ВАЗ 2108–2109
Определение износа
-
С использованием микрометра в паре с нутромером. С помощью этих инструментов у втулки измеряется минимальное значение внутреннего диаметра, а также максимальный диаметр зоны хода клапанного стержня. Разность между полученными диаметрами и даст нам ширину искомого зазора. При проведении измерений не нужно забывать о конусном и бочкообразном характере износа стержня, а также о том, что с высотой у втулки меняется диаметр. Все поверхности перед началом замеров необходимо хорошо очистить от пыли и грязи.

Набор из Нутромера и микрометра для определения износа втулок
Нутромер с индикатором часового типа для измерения зазоров между втулкой и клапаном
Замена направляющих втулок клапанов
Извлечение
- Здесь настоятельно рекомендуется перед процедурой разогреть головку блока цилиндров где-то до 100 градусов по Цельсию. Алюминий, из которого изготовлена ГБЦ, имеет больший коэффициент расширения, чем материал направляющей втулки. Вследствие нагревания натяг соединения втулка-ГБЦ существенно уменьшается и направляющие можно спокойно, без повреждения посадочного места, выпрессовать лёгкими ударами молотка или кувалды.
- Для извлечения применяют специальный инструмент-выколотку (оправку). Несмотря на свою узкоспециализированность и дороговизну, этот инструмент даёт возможность выпрессовки точно по оси направляющей втулки. Нередко опытные автомастера для подобных процедур обзаводятся пневмомолотками и специальными насадками-выколотками для них.

Инструмент для выпрессовки и запрессовки направляющих втулок
Видео по выпрессовке
Установка новых
- Перед тем как ставить новые запчасти, нужно определить значение фактического натяга. Для этого измеряется диаметр посадочного гнезда в ГБЦ и диаметр втулки. Разница между первым и вторым не должна превышать 0,03–0,05 мм.
- В случае если гнездо заметно больше, чем выбранная для него втулка, то следует поискать деталь диаметром побольше. Если же диаметр гнезда недостаточен, то можно воспользоваться услугами сверлильного станка для его увеличения.
- Перед процедурой запрессовки новых втулок головку блока цилиндров также необходимо нагреть. А вот новые запчасти вообще рекомендуют охладить в жидком азоте, что сильно уменьшит их внешний диаметр и позволит легче войти в расширенные от нагрева посадочные гнёзда, также снизит риск получения повреждений при запрессовке.
- Но так как не у всех в гараже найдётся жидкий азот, то можно предварительно поместить новые втулки в морозилку. Опять же при наличии последней в зоне доступности. Для простоты, можно взять в качестве необходимой разницу температур между ГБЦ и направляющей втулкой равной 150 градусам Цельсия. Ещё при запрессовке втулок рекомендуют смазывать трущиеся поверхности жидким машинным маслом, особенно если детали не нагревались/охлаждались.
- Сам процесс запрессовки проходит по тому же сценарию, что и выпрессовки. В качестве инструмента оправка и молоток (или пневмомолоток с насадкой). Далее, чередой последовательных ударов забиваем деталь в посадочное гнездо.
Видео по запрессовке
Финальная стадия — развёртки
Бывает так, что при установке клапанов они не входят в новые втулки. Это вызвано тем, что при запрессовке направляющие могут немного изменить свой внутренний диаметр. Здесь на помощь приходят развёртки, которыми наша запчасть растачивается до нужного диаметра. Применяем последовательно одну за другой по нарастающей. Параллельно снимаются замеры после каждого использования. Развёртки лучше брать сразу алмазные, так как стальные значительно быстрее приходят в негодность.

Развёртка направляющих втулок 8,022 мм
Как говорилось в самом начале, направляющие втулки клапанов, несмотря на их внешнюю кажущуюся простоту, являются одними из базисных элементов газораспределительного механизма. Понимание этого момента, а также возможных последствий в случае неисправности позволит сохранить немало нервов, времени и денежных средств.
Меняли недавно направляющие gm поставили развернули ,чуть зенканули посадочные места клапанов, клапана новые притирал в ручную с вечера залил керосином держат до утра,поставили солдатики нового образца,новые рокера новый распредвал и сальники клапанов итальянские фирму изготовитель не помню,результат отличный .
Черт, старею. Не правильно настроил нутрометр. Не поленился, перемерил. Но результат не многим лучше 8,2. Все равно под замену. Но спасибо, разобрался с измерениями.
Здравствуйте! Направляющая втулка выпускного клапана не держит керосин, нутрометра нету. Клапана в пределах нормы. Есть ли увеличенные клапана, чтобы не менять втулку, т.к. нахожусь в деревне?
RussoMax
скажу честно, представляю себе с трудом, как и каким образом направляющая втулка должна держать керосин и где.
немного не так,сам клапан после притирки должен держать керосин,а во втулке не должно быть большого люфта.
Собираю двигатель.
ГБЦ от Шевинивы. Пробег порядка 40. 50 тыс. км.
Менял маслосъемные колпачки.
В процессе обнаружил, что четыре клапана в 1-2-м цилиндрах имеют заметный люфт, а 4 клапана в 3-4-м цилиндрах люфта почти не имеют.
Как могла получится такая загогулина?
cvarc
а на заводах кто када делал тем же разверткам ОТК.
если они развертками то пользуются.
а как на заводах новый мотор имеет разные поршневые группы в совем составе.
вот и ответ на вопросы.
Поршни как раз были нормальные.
Клапаны болтается явно за гранью допуска даже на изношенную развертку.
И, уж я думаю, что маловероятно, что одну ГБЦ будут калибровать разными развертками.
Сегодня продолжу изыскания. Надо притирать клапаны.
5 из восьми протекают.
cvarc
они все практически текут, со свистом.
я к чему, никто не заморачивался никада зазорами незазорами, втулку тук, разверткой брык и поехал клапан, все.
как легла направляющая, кривая она или нет, соосность относительно седел клапанов - плевать.
может стержень клапана был чуть уже, может сточился за это время. смысла притирать нет.
нужно просто сменить направляшки, развернуть под новые клапана, прирезать-притереть к седлам и тогда будет хорошо
Взял клапан из тех цилиндров, где люфта нет и проверил люфтящие направляющие.
"Провалены" именно они. Клапаны в норме.
Поменять направляющие уже нет возможности из-за цейтнота.
Буду притирать клапаны и собирать, как есть.
Интересно узнать, на заводе притирают клапаны или вообще нет?
Сегодня еще раз все клапаны подергал.
Реально в 4-х левых зазор на грани ощущений.
А в 4-х правых побольше, но по-моему не критический.
На моей ГБЦ клапаны 100% не притирались.
Кромка вся равномерно блестящая.
Притерлись быстро, хотя и ширина притертого кольца получилась больше оптимальной - примерно 3. 4 мм.
Это реально по ширине седла.
Седла тоже притерлись хорошо, хотя по нагару на клапанах было видно, что они (седла-клапаны) стояли друг относительно друга не совсем ровно.
Еще, что меня сильно удивило.
Нагар на впускных клапанах очень толстый и черный.
Аналогично в нагаре все впускные каналы, так же как и выпускные.
При этом выпускные клапаны практически чистые.
О чем это говорит?
А о том, что из маслосъёмных колпачков масло лилось ручьем и обгорало на клапане и вокруг.
Головка относительно новая и не ремонтировалась.
Колпачки по-моему стоят с завода - "Резерв".
Внешне выглядят отлично, не задубели.
Снялись без проблем. Кромка не имеет явных следов износа, хотя не видно, что кромка шире, чем должны бы быть на новых.
Я менял на VR и у меня, к сожалению, нет нового "Резерва", что бы сравнить степень износа.
Вообщем, может действительно на моем полудвигателе поменяли просаженную развертку на новую.
Продолжил капремонт двигателя, как то с боями дается ремонт- то времени нет, то проблема за проблемой. Решил заменить гидрики на болты-купил все необходимое.При тщательном осмотре обнаружили трещину на одной из направляющих.Было принято решение менять. Купил направляющие, нагрели голову и тут очередная печалька-направляющая болтается в посадочном месте (((((( померили диаметр старой и новой и тут то оказалось - новая 14.06мм, старая 14.25мм. Объездил все магазины , а диаметр у всех 14.05-14.07мм. Что теперь делать. Не менять же всю голову. ((((( Очень-очень нужен совет

Рекомендуем также прочитать статью о том, как заварить трещину блока цилиндров или головки блока цилиндров. Из этой статьи вы узнаете о доступных способах ремонта трещин БЦ и ГБЦ.
Немного более правильным вариантом является использование специальной ступенчатой оправки из латуни или бронзы вместо зубила. Такая оправка устанавливается со стороны седла на направляющую втулку, далее по ней ударяют молотком. Указанный способ выпрессовки втулок снижает риск повреждений ГБЦ, но не исключает полностью. Оптимальным же способом выпрессовки втулок является использование специального съемника. Указанный съёмник для снятия направляющих втулок клапанов также используется для последующей установки новых втулок в ГБЦ. Далее мы рассмотрим способы замены направляющих втулок клапанов при помощи оправки и съемника.
Как самому менять направляющие втулки клапанов

Сначала рассмотрим способ выпрессовки направляющих втулок клапанов при помощи оправки, так как указанный способ является распространенным. Перед заменой втулок снимаются пружины и сами клапана. Как уже было сказано выше, оправка для выпрессовывания втулок клапанов используется ступенчатая. Ступенька необходима для того, чтобы снизить риск повреждений посадочного гнезда в головке блока. Меньший диаметр оправки позволяет ей войти во втулку на 3-4 см, причем с зазором. Больший диаметр позволяет свободно пройти через гнездо в ГБЦ.
Отметим, что зачастую бронзовые втулки достаточно легко выпрессовываются из головки, так как установлены с относительно слабым натягом. Если же необходимо выпрессовать направляющую втулку клапана из более жесткого материала, тогда ГБЦ следует предварительно нагреть до температуры 140-160 градусов Цельсия в электропечи или до 80-90 градусов в емкости с горячей водой. Нагрев головки блока цилиндров позволит уменьшить натяг.
В крайних случаях плотно запрессованную втулку нужно высверливать. Обратите внимание, делать это разрешается только на станке, так как попытки высверлить втулку клапана дрелью приведут к перекосу и повреждениям посадочного гнезда. Втулку также желательно высверливать не до конца, то есть оставлять стенки толщиной около 1-го миллиметра. Так снижается риск повреждений гнезда, а сам остаток втулки легко удаляется оправкой.
Следующим шагом становится обязательный замер натяга новой втулки перед установкой в головку, так как строго запрещается производить запрессовку новых втулок до измерения натяга. Для замеров натяга понадобится определить диаметр гнезда и направляющей втулки. Допускается показатель на отметке от 0.03 до 0.05 мм. Этот показатель следует понимать как то, что диаметр новой втулки превышает диаметр посадочного гнезда на указанную величину.
Слабый натяг по причине гнезда потребует увеличения диаметра гнезда, куда потом устанавливается ремонтная втулка увеличенного размера. Рассверливать гнездо в ГБЦ также нужно исключительно на станке, что позволит избежать возможного перекоса при выполнении нового отверстия. Что касается степени натяга ремонтной втулки, данный показатель следует максимально увеличить, так как в новом отверстии материал более твердый и имеет большую шероховатость на поверхности стенок.
Чтобы запрессовать новые втулки клапанов головку блока следует повторно нагреть в печи аналогично способу снижения натяга при снятии. Параллельно с этим новые втулки охлаждают. Запрессовка новых втулок без нагрева ГБЦ является неправильной. Это касается алюминиевого сплава ГБЦ, в котором происходит деформация при наличии сильного натяга. После такой установки итоговый натяг будет меньше необходимого. В результате после сборки мотора и его нагрева при работе направляющая втулка клапана не будет иметь плотной посадки, а сам клапан в указанной втулке начнет страдать от перегревов. Перегрев клапана будет происходить в результате того, что эффективность отвода избыточного нагрева от стержня клапана к ГБЦ существенно снизится. Неисправность будет быстро прогрессировать, втулка начнет болтаться в посадочном гнезде, что потребует повторной разборки двигателя для проведения ремонта.
Теперь перейдем к тому, как установить направляющие втулки клапанов в головку блока цилиндров. Саму запрессовку реализуют при помощи описанной выше оправки, по которой следует нанести молотком пару резких ударов. Учтите, наличие на новой втулке специального тонкого пояса для размещения маслосъемного колпачка обязывает к тому, чтобы оправка ни с одной стороны не опиралась на данный пояс. Игнорирование данной рекомендации может привести к тому, что втулка деформируется или окажется сломанной.
Завершением процесса установки направляющих втулок клапанов ударным способом является финальная калибровка отверстий. Данную процедуру выполняют при помощи разверток. Рекомендуется использовать алмазные развертки, так как данный инструмент более долговечен и обеспечивает стабильный предсказуемый результат сравнительно с обычными стальными развертками. После обработки отверстий необходимо выполнить проверку зазоров клапанов во втулках с учетом рекомендуемых параметров. Зазоры впускных клапанов должны быть на 0.01 мм меньше по сравнению с выпускными, которые сильнее нагреваются при работе ДВС (например, 0.02 — 0.04 против 0.03 — 0.04 мм). Отметим, что добиваться минимально допустимых зазоров не обязательно. Следует добавить, что данное утверждение особенно актуально для выпускных клапанов, так как малые зазоры в направляющих втулках могут привести к их заклиниванию.
Выпрессовка и установка направляющих втулок клапанов съемником

Далее рассмотрим наиболее оптимальный способ выпрессовки направляющих втулок клапанов специальным съемником-выпрессовщиком втулок. Начнем с того, что съемники бывают разными и являются универсальными инструментами. При помощи данного решения можно снимать втулки клапанов на разных ГБЦ без риска повредить посадочную плоскость в головке блока. Другими словами, наличие съемника сводит к минимуму возможные задиры или другие дефекты отверстия по сравнению с использованием молотка и оправки.
Работа со съемником предполагает:
- под инструмент подкладывается втулка подходящего размера. Подбор такой втулки осуществляется с учетом того, чтобы при установке съёмника резьбовая часть вышла из направляющей клапана на 20-30 мм;
- далее съемник устанавливается и фиксируется парой гаек, которые специально обточены. Также допускается использование одной гайки, если таковая предусмотрена конструкцией съемника;
- следующим шагом становится необходимость придержать верхним ключом съёмник в его центральной части;
- одновременно с этим нижним ключом выпрессовывается направляющая втулка клапана;
После того, как к съемнику прикладывается определенное усилие, можно услышать явный щелчок. Такой звук укажет на то, что втулка клапана сорвана с посадочного места и движется наружу из отверстия в ГБЦ. Далее нужно крутить винт съемника до того момента, пока втулка не будет извлечена. Затем необходимо приготовить новые втулки для запрессовывания. Далее следует повторить все подготовительные процедуры, описанные выше при установке втулок оправкой. Дополнительно можно смазать втулку клапана моторным маслом для облегчения посадки в гнездо.
Чтобы запрессовать втулки съемником понадобятся 2 проставки, которые имеют коническую фаску и упираются в седло клапана. Одна деталь должна иметь больший диаметр, а другая меньший (в соответствии с тем, что посадочное место впускного клапана больше, а выпускного клапана меньше). Также снова понадобиться осуществить подбор распорных втулок съёмника, учитывая при этом необходимость выхода резьбовой части съемника на 20-30 мм при установке новой втулки клапана.
Параллельно с этим нужно избежать повреждения пояса (буртика) на направляющей втулке, так как данный пояс служит местом крепления резинового колпачка. Если пояс повредить при установке, герметичность колпачка-сальника будет нарушена. Чтобы не повредить пояс, используется отдельная гайка, которая упирается в направляющую без риска повреждения пояса. Получается, данная гайка поджимает направляющую втулку клапана. Обратите внимание, установка дополнительной гайки уменьшает количество резьбы на шпильке съемника. По этой причине для уменьшения нагрузки на резьбу следует накрутить еще одну втулку съемника.
Рекомендуем также прочитать статью о том, какой зазор должен быть у поршневого кольца. Из этой статьи вы узнаете о правильном подборе теплового зазора поршневых колец во время их замены или в процессе капитального ремонта двигателя.
Теперь можно запрессовать втулку съемником. Окончанием запрессовки является момент, когда прокручивать съемник станет тяжелее. Это будет говорить о том, что втулка опустилась на посадочное место и уперлась стопорным кольцом, которое выполнено на направляющей для регулировки правильной посадки. После появления усилия крутить съемник дальше не нужно, так как можно повредить направляющую. Съёмник пора разбирать и снимать, так как новая втулка уже запрессована в головку блока.
Далее втулки понадобится подгонять по посадочным размерам. Это необходимо в том случае, если направляющую слегка сдавило при запрессовке. Выполняется данная процедура аналогично описанной выше, то есть при помощи развертки. Развертка вставляется в отверстие и без давления прокручивается, благодаря чему происходит аккуратное развёртывание. По окончании следует выдуть остатки стружки при помощи сжатого воздуха.
Завершающим этапом становятся обязательные замеры диаметра полученного отверстия в направляющей втулке. Для проверки используется специальный индикаторный нутромер. Также следует измерить толщину стержня клапана при помощи микрометра. Если все выполнено правильно, тогда зазор будет находиться в допустимых пределах.
Затем можно вставить клапан и проверить качество его прилегания к седлу. В том случае, если клапан не полностью прилегает к седлу, тогда очевидна потеря соосности между центром втулки и центром седла клапана. Такое явление иногда возникает после замены направляющих втулок клапанов. Для решения данной проблемы потребуется осуществить притирку клапанов. Чтобы притереть клапана, нужно обработать специальной шарошкой седло клапана. После притирки клапанов можно считать процесс замены направляющих втулок полностью завершенным.

Началось все с того, что около года ездил на трех цилиндрах… Замер компрессии показал что в Цилиндре №4 — 0, в Цилиндре №2 — 5.5/6. Демонтаж и дальнейший осмотр ГБЦ показал, прогар (дыру) в впускном клапане Цилиндра №4 и прогар (трещину) в впускном клапане Цилиндра №2. После разсухаривания клапанов установил, что седла клапанов расклепаны в тело корпуса ГБЦ, дальнейшей прирезке уже не подлежали…






-выпрессовывал седла с помощью э/дуговой сварки и слесарного молотка, более бюджетного и надежного способа посоветовать не могу

-ГБЦ после выпрессовки седел и новые седла, которые как оказалось позже пришлось дорабатывать, других седел я не нашел, думаю что на ГБЦ ВАЗ 21011 Вы не найдете тоже

-седла которые есть в продаже и на заказ имеют высоту 9.5 мм, посадочное место под седло ГБЦ ВАЗ 21011 имеет глубину около 7 мм

-размечал штанген-циркулем заготовку для снятия 2 мм и стачивал на шлифовальном круге УШМ, после снятия 2 мм полировал на наждачной бумаге крупностью зерна 1000

-готовое к запрессовке седло слева, то что из магазина справа (имейте это ввиду при выборе седел) быстрее всего эту работу можно выполнить на токарном станке, но обзвонив несколько объявлений был огорчен ответом, токаря за такую работу браться не хотели… .


-запрессовывал новое седло на холодную не нагревая ГБЦ и не остужая седло, сперва пригласил седло в посадочное место слесарным молотком через проставку, так что бы седло в посадочное место зашло равномерно, а потом запрессовывал приспособлением для запрессовки направляющих втулок, постоянно контролируя равномерность осадки седла

-приспособление с усиленным подшипником (подшипник покупал отдельно), будьте внимательны гайки на конце шпильки должно быть две, иначе сорвете резьбу

-процесс запрессовки седел клапанов, аналогичен процессу запрессовки направляющих втулок, только требует большей внимательности и аккуратности

-после замены седла, выбиваю старую направляющую (выбивать лучше кувалдой 1.7 кг — наиболее подходящая для этого вида работ), и запрессовываю новую направляющую втулку клапана, обратите внимание, на конце шпильки две упорные гайке (с одной гайкой оборвете резьбу)

-направляющие втулки выбрал SM, они укомплектованы упорным кольцом что упрощает работу с ними, после установки они не требуют развертки, все встает как надо (лично у меня вышло так) клапан ходит свободно, люфта нет

-в камере сгорания Цилиндра №4 седла заменены, остальные я запрессовал по аналогии, с последовательностью действий: 1. Запрессовываю седло. 2. Выбиваю старую направляющую. 3. Запрессовываю новую направляющую.
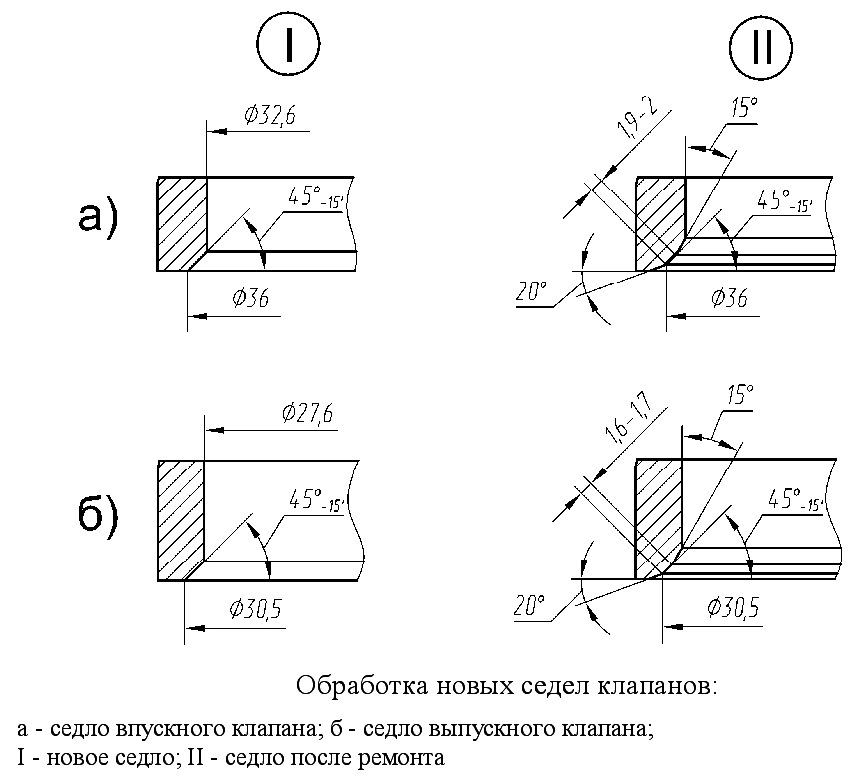

-при прирезке придерживался предложенной ширине фаски клапана, в зависимости от его назначения, ширину фаски поверял с помощью штангена, качество с помощью пленки от пачки сигарет по четырем секторам


-седла клапанов прирезаны, в моем случае оказалось достаточно одной рабочей фаски (рабочей) как Вы видете из фото сделанных ранее клапан не просажен (седло не провалено)
По просьбам читателей добавляю информацию о стоимости запасных частей и токарных работ по восстановлению ГБЦ ВАЗ 21011:
1. Клапана 2101,21213,2123 (к-т 8шт) SM (оригинал) 2101100701012 — 1557.0 р.;
2. Направляющие втулки клапанов 2101-07,2121-2123 (к-т 8шт) "SM" (2805/2806) (оригинал) 21011007033 — 543.0 р.;
3. Седло клапана ВАЗ-21083 (ВолгаАвтоПром) в уп. 21083100708082 — 500.0 р.;
4. Фрезеровка прилегающей поверхности ГБЦ — 780 р.;
Итого: 3380 p.
Запчасти
Лада 4x4 3D 1980, двигатель бензиновый 1.6 л., 65 л. с., полный привод, механическая коробка передач — своими руками
Машины в продаже
Комментарии 72

-на копеечные головки сёдел не выпускают, я брал обычные восмерочные. Брал чугунные т.к. их легче прирезать и притереть. Втулки тоже брал чугунные. Из цветного металла втулки ставить нет смысла если ножка клапана не хромированная. Если стержень клапана без хрома, то бронзовая втулка может оказаться даже менее ресурсной чем обычная.

Поищу адрес где в Нижнем втулки и седла или делали, или торгуют, не помню. Если нужно конечно.

На седлах есть заходная фаска, вот стружка остается в том пространстве. Я написал не с целью по стебаться. Сам экспериментировал, гбц нагрел до 90гр примерно, седло охлаждал огнетушителем, нагрева не хватило, либо охлаждения-по оправке подбивал молотком. Потом ради интереса выбил седло и стружка была в небольшом количестве. Сейчас же разогреваю гбц до 150гр, седла так же охлаждаю огнетушителем-залетают с оправкой от руки выпускные, по впускным приходится по некоторым еще по стучать. Смысл в том, что при охлаждении седел и нагреве гбц в последующем запрессовывании не происходит контакта поверхностей и натяг остается положенный. В вашем же случае натяг соток 5 будет, остальное все срезало скорее всего. А про то что вы говорите, что гбц разогревается при работе и седло быстрее вывалится- гбц при работе разогревается вместе с седлом, и натяг как раз нужен потому что у седла из чугуна/металлокерамики/сплава линейное расширение при нагреве значительно меньше, отсюда рекомендованный натяг в 0,1-0,15 для седел данного размера. С натягом соток 5 очень большая вероятность вываливания седла, в случае алюминиевой гбц. Для направляющей клапана запрессовка на холодную еще прокатывает-там натяг меньше от завода, плюс не та температура как в камере сгорания, и поверхность соприкосновений длиннее. Дело ваше конечно) просто много инфы перелопатил по этому в свое время
Читайте также: