
Установка заглушки распредвала камаз 740
Добавил пользователь Дмитрий К. Обновлено: 20.09.2024
Ремонт двигателей КАМАЗ 740.11-240, 740.13-260, 740.14-300
Для разборки рекомендуется использовать поворотный стенд Р-770, на котором двигатель имеет возможность поворачиваться вокруг вертикальной и горизонтальной оси
Перед установкой двигателя на стенд снимите масляный фильтр с теплообменником, вентилятор, выпускные коллекторы, кронштейны передних опор, стартер;
- - трущиеся поверхности деталей, кроме оговоренных особо, при сборке смазывайте моторным маслом;
- - при креплении деталей посредством резьбовых соединений, обеспечьте соответствующий момент затяжки;
- - неметаллические прокладки для удобства сборки, при необходимости, ставьте с нанесением на одну из сопрягаемых деталей консистентной смазки. Следите, чтобы прокладки равномерно прилегали к сопрягаемым поверхностям, были плотно зажаты и не выступали за контур сопряженных поверхностей;
- - при установке резиновые уплотнительные кольца и заходные фаски сопрягаемых деталей смазывайте консистентной смазкой;
- - не подгибайте шпильки при надевании на них деталей.
Рекомендации по снятию, установке и дефектовке деталей и узлов двигателя
Для снятия шестерни привода топливного насоса в сборе с валом:
- - выверните четыре болта крепления компрессора и снимите компрессор;
- - выверните три болта крепления насоса гидроусилителя руля и снимите насос;
- - ослабьте затяжку стяжного болта 10 (рис. Установка угла опережения впрыскивания топлива двигателя 740.13-260) или 6 (рис. Установка угла опережения впрыскивания топлива двигателей 740.11-240 и 740.14-300).
- - снимите корпус заднего подшипника в сборе с манжетой;

- снимите шестерню привода топливного насоса высокого давления в сборе с валом (рис. Снятие шестерни привода ТНВД в сборе с валом).
При сборке совместите метки на торцах шестерни привода и шестерни распределительного вала.
Для снятия гильзы цилиндра съемником 801.05.000 (рис. Снятие гильзы цилиндров съемником) сложите захват вдоль винта 1 и в таком виде вставьте его внутрь гильзы.
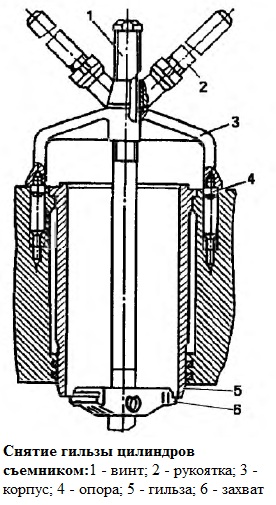
Зацепив захват за нижний торец гильзы 5, установите его перпендикулярно винту, после этого установите опоры 4 в отверстие на привалочной плоскости блока и, вращая рукоятку 2, выверните винт до полного снятия гильзы.
Для снятия картера маховика:
- - снимите компрессор;
- - снимите насос гидроусилителя руля;
- - выверните три болта и снимите рым задний;
- - снимите скобы крепления трубки отвода топлива от форсунок;
- - выверните болт крепления масляного щупа; выверните болты крепления маховика и монтажными болтами с резьбой М8

- - снимите маховик;
- - выверните болты крепления картера маховика, снимите картер.
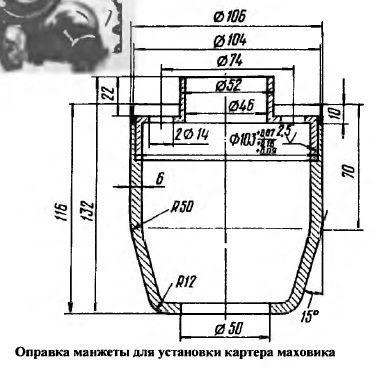
При установке картера маховика, для предохранения манжеты уплотнения хвостовика коленчатого вала, используйте оправку (рис. Оправка манжеты для установки картера маховика):
- при этом манжету обильно смажьте моторным маслом.
Для ремонта коленчатого вала, блока и шатуна предусмотрено семь ремонтных размеров вкладышей. Обозначение вкладышей нанесено на его тыльной стороне.
Для снятия и разборки шатунно-поршневой группы:
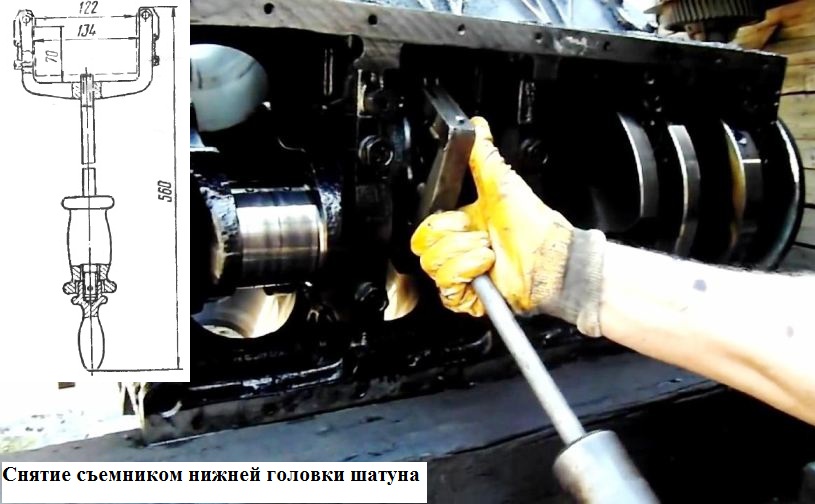
- - снимите крышку нижней головки шатуна съемником (рис. Снятие съемником нижней головки шатуна):
- - извлеките поршень в сборе с шатуном из цилиндра;

- - снимите поршневые кольца приспособлением (рис. Снятие поршневых колец съемником);
- - выньте стопорные кольца из бобышек поршня щипцами И801.23.000;
- - нагрейте поршень в масляной ванне до температуры 80-100° С;
- - выньте поршневой палец.
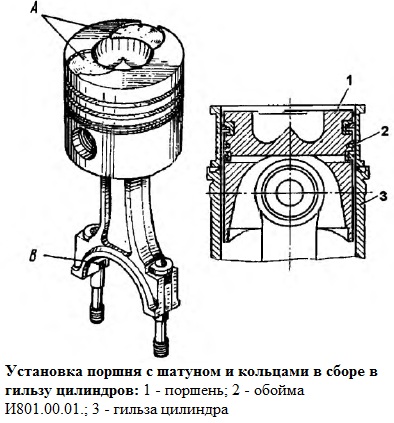
При сборке и установке шатунно-поршневой группы:
- - компрессионные кольца устанавливайте конической поверхностью (с клеймом ВЕРХ) к днищу поршня, на двигателях 740.13-260 и 740.14-300 верхнее кольцо устанавливается так, чтобы внутренняя выборка была расположена со стороны днища;
- - маслосъемные кольца устанавливайте так: сначала встаньте в канавку пружинный расширитель, затем наденьте маслосъемное кольцо таким образом, чтобы стык расширителя находился диаметрально противоположно замку кольца;
- смежные кольца направьте замками в противоположные стороны;
Клейма спаренности из цифр на шатуне и крышке шатуна должны быть одинаковыми.
Для снятия коленчатого вала демонтируйте:
- - шатунно-поршневую группу;
- - картер маховика;
- - переднюю крышку блока с гидромуфтой в сборе;
- - масляный насос с маслозаборником в сборе;
- - крышки коренных опор;
- - снимите коленчатый вал подъемником или талями, зацепив латунными крюками за первую и четвертую шатунные шейки.
При установке коленчатого вала на двигатель:
- - совместите метки на шестернях привода агрегатов;
- - обеспечьте соответствие размеров вкладышей размерам шеек вала;

- - установите полукольца упорного подшипника так, чтобы стороны с канавками прилегали к упорным торцам вала (см. рис. Установка полуколец упорного подшипника коленчатого вала):

- - проследите за совпадением номеров крышек коренных подшипников с порядковыми номерами опор на блоке цилиндров (см. рис. Установка крышек коренных опор) – номера начинаются от переднего торца;
- - болты крепления крышек коренных подшипников и стяжные болты блока затягивайте в такой последовательности:
Очистите от грязи резьбу в отверстиях блока и на болтах, смажьте моторным маслом резьбу на болтах, избыток масла удалите.
Установите по посадочным поверхностям плотно, без перекоса крышки коренных подшипников.
Вверните с установкой шайб 16x3 болты M 16 крепления крышек, обеспечив предварительный момент затяжки 95 -120 Нм (9,6 - 12 кгс.м).
Затяните окончательно болты крепления крышек, обеспечив момент затяжки 275-295 Нм (28 - 30 кгс.м)
Вверните и затяните стяжные болты блока, обеспечив момент затяжки 147-167 Нм (15-17 кгс.м).

При затяжке болтов динамометрическим ключом сопротивление должно нарастать плавно, без рывков. Момент отсчитывайте при движении ключа.
По окончании затяжки коленчатый вал должен свободно проворачиваться от усилия руки, приложенного к установочным штифтам маховика, осевой зазор в упорном подшипнике должен быть не менее 0,05 мм.
Примечание: В переходный период освоения выпуска в составе двигателя может быть использован блок цилиндров с привертными направляющими толкателей, с втулками распределительного вала увеличенной размерности, без увеличенных маслоканалов, с моментами затяжки болтов крепления крышек коренных подшипников:
- - предварительная затяжка - 95-120 Нм (9,6-12 кгс.м);
- - окончательная затяжка - 206-230 Нм (21-23,5 кгс м).
- - стяжные болты затягиваются моментом 81-91 Нм (8,2-9.2 кгс м).
Для разборки и сборки коленчатого вала:
- - снимите передний и задний противовесы, а также ведущую шестерню коленчатого вала и шестерню привода масляного насоса съемником И801.01.000.
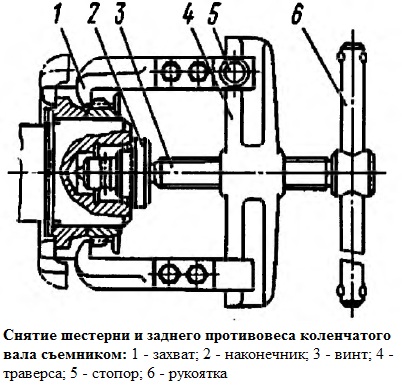
Для снятия шестерни коленчатого вала и заднего противовеса лапы захватов 1 (см. рис. Снятие шестерни и заднего противовеса коленчатого вала съемником) заведите за край шестерни противовеса и зафиксируйте стопорами 5.
Винт 3 через наконечник 2 уприте в торец коленчатого вала и, вращая рукоятку 6. вверните винт 3 в траверсу 4 до полного снятия шестерни.
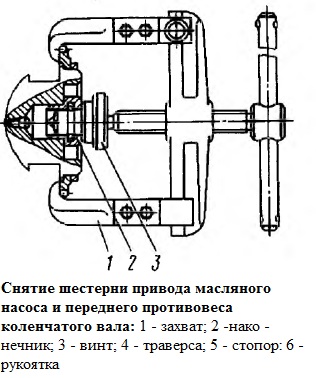
Для снятия шестерни привода масляного насоса и переднего противовеса коленчатого вала (рис. Снятие шестерни привода маслонасоса и заднего противовеса коленвала) на наконечник 3 установите наконечник 2 и снимите шестерню аналогично снятию шестерни коленчатого вала;
- - выверните ввертыш;
- - перед сборкой очистите маслоподводящие отверстия от отложений;
- - промойте вал и продуйте каналы сжатым воздухом;
Примечание: при применении нового коленчатого вала необходимо вывернуть ввертыш, промыть вал, продуть каналы сжатым воздухом.
Сборку коленчатого вала производите в обратной последовательности, перед напрессовкой на коленчатый вал передний противовес, шестерню привода масляного насоса, задний противовес и ведущую шестерню коленчатого вала нагревайте до температуры 105 °С.
Размеры деталей, мм
- Зазор в замке компрессионных поршневых колец * 0,4-0,6
- Зазор в замке маслосъемного поршневого кольца * 0,30-0,60
- Торцовый зазор верхнего компрессионного кольца 0,12-0,17
- Торцовый зазор нижнего компрессионного кольца*. 0,09-0,14
- Торцовый зазор маслосъемного кольца* 0,077-0,112
- Диаметр отверстий под палец. 44,987 - 44,994
- Зазор в сопряжении поршень — гильза (на длине поршня 104 мм от днища) 0,119-0,162
- * Зазор поршневых колец замеряйте в калибре 0 (120+0,03) мм
Внутренний диаметр 120,0 0 - 120,021
Диаметр поршневого пальца 44,993-45,000
Зазор в сопряжении поршневой палец — верхняя головка шатуна 0,017-0,031
Толщина вкладышей подшипников коренных опор 2,440-2,452
Толщина вкладышей подшипников шатунных шеек. 2,453-2,465
- Диаметр коренных шеек 94,989-95,011
- Зазор в подшипниках коренных шеек 0,085-0,152
- Диаметр шатунных шеек 79,9905-80,0095
- Зазор в подшипниках шатунных шеек 0,06-0,104
- Осевой зазор 0,100-0,195
- Диаметр шейки вала под передний противовес и шестерню привода масляного насоса: 125,080-125,110
- Диаметр шейки вала под задний противовес и заднюю шестерню коленчатого вала: 105,070-105,096
- Диаметр шейки вала под заднюю манжету: 104,86-105,00
- Диаметр гнезда под подшипник первичного вала коробки передач: 51,977-52,008
- Диаметр отверстия под установочную втулку маховика: 51,977-52,008
Полукольца упорного подшипника пятой коренной опоры коленчатого вала
- Диаметр промежуточных опорных шеек 59,895 - 59,915
- Диаметр втулки промежуточных опорных шеек 60,00 - 60,03
- Диаметр задней опорной шейки. 41,930 - 41,950
- Диаметр втулки задней опорной шейки. 42,000 -42,015
- Зазор в сопряжении втулка — промежуточные опорные шейки распределительного вала: 0,135 -0,085
- Зазор в сопряжении втулка — задняя опорная шейка распределительного вала: 0,085 - 0,050
- Зазор в сопряжении торец корпуса заднего подшипника - ступица шестерни: 0,15-0,30
Диаметр стержня толкателя. 21,993 -21,972
Диаметр отверстия направляющей толкателя 22,000 - 22,023
Зазор между стержнями толкателя и направляющей: номинальный 0,007 - 0,051
Зазор между стержнем и направляющей клапана, мм:
Угол α фаски седла (впуска, выпуска) 45° - 45°15'
Угол γ фаски клапана (впуска, выпуска) 44°45' - 45°
Для снятия головки цилиндра при замене, а также устранения неисправностей клапанного механизма и цилиндро-поршневой группы:
- - слейте охлаждающую жидкость из системы охлаждения двигателя;
- - выверните болты крепления выпускного коллектора и снимите коллектор;
- - выверните из снимаемой головки болты крепления впускного воздухопровода и водосборной трубы, ослабьте крепления этих же болтов
На других головках с целью получения необходимого зазора для снятия;
Для снятия головок цилиндров правого ряда предварительно снимите с двигателя компрессор.
- - снимите соединительный патрубок впускных воздухопроводов;
- - отсоедините от головки все трубопроводы и защитите их полости от попадания пыли и грязи;
- - снимите форсунку, предохраняя распылитель от ударов и засорения отверстий, крышку головки цилиндра, стойки вместе с коромыслами и штанги;
- - ослабьте болты крепления головки цилиндра, соблюдая ту же последовательность, что и при затяжке (рис. Последовательность затяжки болтов крепления головки цилиндра), затем выверните их;
- - снимите головку цилиндра с двигателя.
При установке головки цилиндра обратите внимание на правильность монтажа прокладок.
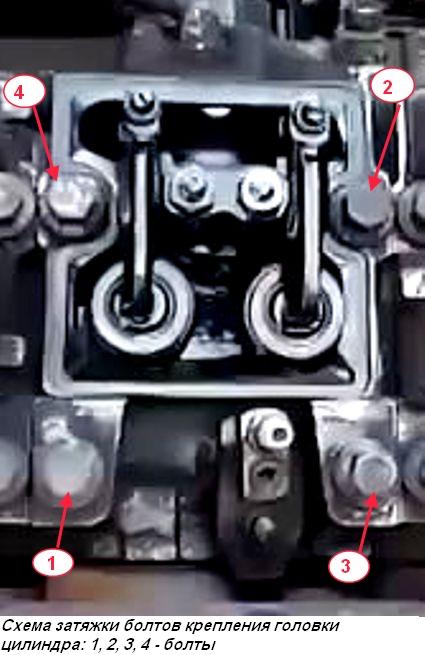
Болты крепления головки цилиндра затяните в три приема в последовательности, указанной на рис. Последовательность затяжки болтов крепления головки цилиндра.
После затяжки болтов проверьте и, если необходимо, отрегулируйте тепловые зазоры между клапанами и коромыслами.
Для разборки и сборки клапанного механизма приспособлением И801.06.000 (см. рис. Разборка головки цилиндра в приспособлении И801.06.000):
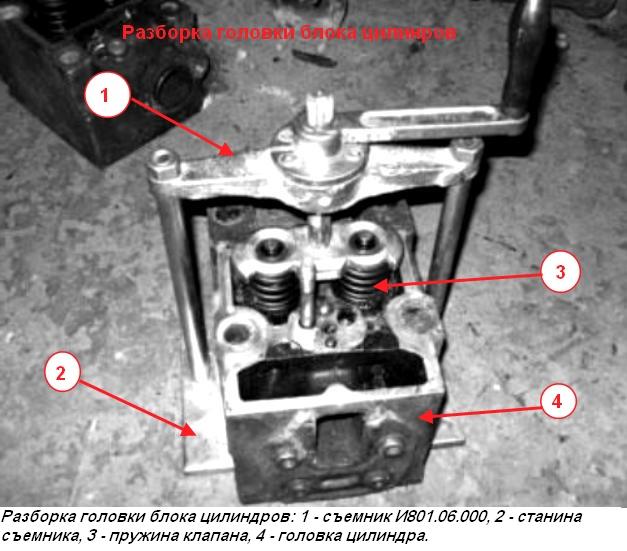
- - установите на основание головку блока цилиндров так, чтобы штифты вошли в штифтные отверстия головки;
- - вращая вороток, вверните винт и тарелкой отожмите, пружины клапанов;
- - снимите сухари и втулки;
- - выверните винт из траверсы, снимите тарелку и пружины клапанов;
- - выньте впускной и выпускной клапаны.
При сборке клапанного механизма стержни клапанов смажьте дизельным маслом.
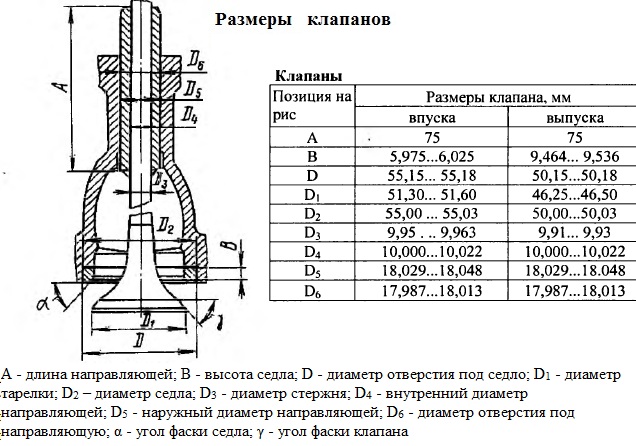
Размеры клапанов даны на рисунке
Для притирки клапанов:
- - разберите клапанный механизм, как описано выше;
- - приготовьте пасту из 1.5 частей (по объему) микропорошка карбида кремния зеленого, одной части дизельного масла и 0.5 части дизельного топлива. Перед применением притирочную пасту перемешайте (микропорошок способен осаждаться);
- - нанесите на фаску седла клапана тонкий равномерный слой пасты, смажьте стержень клапана моторным маслом. Притирку производите возвратно-вращательным движением клапана дрелью с присоской или приспособлением.
Нажимая клапан, поверните его на 1/3 оборота, затем — на 1/4 оборота в обратном направлении. Не притирайте клапаны круговыми движениями.
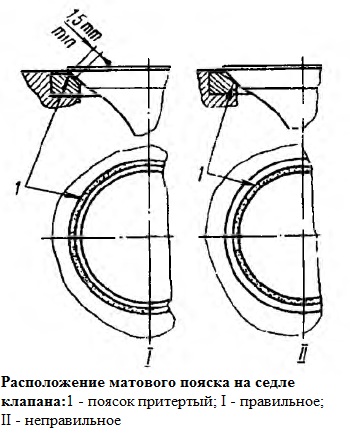
Притирку продолжайте до появления на фасках клапана и седла равномерного матового пояска шириной не менее 1.5 мм (рис. Расположение матового пояска на седле клапана);
- по окончании притирки клапаны и головку цилиндра промойте дизельным топливом и обдуйте воздухом.
Соберите клапанный механизм, как указано выше, и определите качество притирки клапанов проверкой на герметичность:
- установите головку цилиндра поочередно впускными и выпускными окнами вверх и залейте в них дизельное топливо. Хорошо притертые клапаны не должны пропускать его в местах уплотнения в течение 30 секунд.
При подтекании топлива постучите резиновым молотком по торцу клапана. Если подтекание не устраняется, клапаны притрите повторно.
Осторожно вставьте клапан в седло и. сильно нажав, проверните на ¼ оборота, все черточки должны быть стертыми, в противном случае притирку повторите.
При правильной притирке матовый поясок на седле головки должен начинаться у большего основания конуса седла, как показано на рисунке
Течь масла из под заглушки распредвала. ⇐ РАФ 2203-22038. Двигатель
Модератор: Шмель
Не секрет что на форуме есть хорошие специалисты своего дела-вопрос к ним:
после долгих поисков я нашол очаг течи масла в задней части двигателя-это заглушка распредвала.
ДВС 402 модели,все разобрано и подготовлено для чего-то,а вот для чего-это я и хочу узнать у спецов.
Течь происходит из нижней части заглушки-это видно невооружонным глазом.
Как "малой кровью" можно решить эту проблему?
Спасибо.
Нет-этот ремонт я не потяну.
Один слесарь в тел.режиме посоветовал использавать "холодную сварку".
Как вам такой вариант.
Спасибо.
Холодная сварка в принципе тоже не плохой выход,но нужно брать не всякую сварку,а которая вытерпит нагрев двига,вариант отличный.
Авто: РАФ 2203 1991 г.в. УМЗ 4215. Профессия: автомеханик Ко мне обращаться: на "ты" Откуда: Cанкт-Петербург Возраст: 54
В этом месте масло под давлением, сомневаюсь, что холодная сварка удержит. Почему бы не поменять заглушку? Не продаётся, или боишься вынимать старую?
Проблемно вынимать старую.
Слесарь сказал что нужно приварить болт шляпкой на заглушку потом через гайку как-то выпресовывать.
У меня в гараже такой возможности нет.Хотя в принципе все можно зделать,только я это лично никогда не делал и где взять новую заглушку то-же не знаю.
Пака время терпит может что и получится.
Спасибо.


Реально поможет только замена ,и не обязательно варить.Вынь вал, просверли заглушку ,вставь в отверстие крючёк подходящего диаметра и айда обратный молоток.Новую запресуй с герметиком.
Сам не делал ,но на работе видел.
Вал снимать не обязательно.А КПП и кожух придется. чтобы выдернуть "обратным молотком " можно приварить гайку либо просто просверлив нарезать резьбу коротким метчиком и выдавить болтом о вал.
сегодня поговорил с мотористом и вот ; бьёшь строго по центру заглушки и выбиваешь в ней сферическую лунку и заглушка должна высвободиться после новую заглушку вбиваешь в обратном порядке, также можно использовать и старую но на остнастках придать форму полу сферы и при вбивании распремляешь её но перед установкой пробиваешь возле краёв чтобы метал увеличилсь в диаметре и также можно помочь герметиком при установке,всё это напоминает заглушки шкворней с пяти копеешной монетой (гайка с подходящим диаметром по краю и по ней старым шаровым чтобы получилась сфера а потом по сфере еблысь и края упёрлись) если чё задавай вопросы поясню
При ремонте двигателя пользуйтесь следующими рекомендациями:
— до истечения гарантийного срока не разбирайте двигатель (не снимайте головки цилиндров, масляный картер, не нарушайте пломбы топливного насоса высокого давления и не разбирайте его), в противном случае утрачивается право на гарантийный ремонт двигателя. При необходимости допускается заменять топливопроводы высокого и низкого давления, шланги, фильтры очистки масла, топлива, и воздуха, водяной насос, вентилятор, выключатель
гидромуфты, внешние крепежные детали, впускные воздухопроводы и допускные коллекторы, водосборные трубы, форсунки, штанги толкателей, турбокомпрессоры;
— разберите двигатель на поворотном стенде Р-770 (рис. 76). Перед установкой двигателя на стенд снимите полнопоточный фильтр очистки масла, вентилятор, выпускные коллекторы в сборе с патрубками, кронштейны передних опор, стартер. Для установки двигателя на стенд в отверстия для трубопроводов предпускового подогревателя в блоке цилиндров установите и закрепите кронштейны, после этого вверните пальцы 7 до упора. Вокруг горизонтальной оси стенда двигатель поворачивайте вращением рукоятки червячного редуктора. Перед поворотом двигателя вокруг вертикальной оси стенда нажмите на педаль 3 фиксатора;
— трущиеся поверхности деталей, кроме оговоренных особо, при сборке смазывайте моторным маслом;
— при креплении деталей посредством резьбовых соединений, кроме указанных в тексте особо, обеспечьте момент затяжки согласно табл. 6;
— уменьшайте моменты затяжки на 10%, если
моторное масло применяется в качестве смазочного
материала;
— неметаллические прокладки для удобства сборки, при необходимости, вставьте с нанесением на одну из сопрягаемых деталей консистентной смазки. Следите, чтобы прокладки равномерно прилегали к сопрягаемым поверхностям, были плотно зажаты и не выступали за контур сопряженных поверхностей;
— при установке резиновые уплотнительные кольца и заходные фаски сопрягаемых деталей смазывайте консистентной смазкой;
— не подгибайте шпильки при надевании на них деталей;
— после ремонта сборочных единиц и замены их обкатайте двигатель на стенде, укомплектованном согласно требованиям ГОСТ 14846—69, в одном из приведенных ниже режимов в зависимости от замененных деталей:
Выбрасывание и подтекание воды и топлива, а также прорыв газов в местах соединений не допускаются.
3. После замены головки цилиндра или других деталей, замена которых требует снятия головки, после снятия ее для осмотра деталей цилиндро-поршневой группы, а также замены масляного, водяного или топливного насосов, привода топливного насоса, шестерен распределения, манжет коленчатого вала, картера маховика, передней крышки блока проведите приработку двигателя в режиме, указанном в табл. 9.
4. После переборки без замены агрегатов, сборочных единиц, деталей проведите приработку двигателя в режиме согласно п. 3.
Для снятия шестерни привода топливного насоса в сборе с валом:
— выверните четыре болта 4 (рис. 77) крепления компрессора и снимите компрессор; выверните три болта 3 крепления насоса гидроусилителя руля и снимите насос
— выверните два болта 4 (рис. 78) и два болта 1 крепления задних пластин, ослабьте затяжку стяжного болта 8 и снимите ведущую полумуфту 9 в сборе с фланцем 7 и передними пластинами 6, выверните два болта 3 и снимите задние пластины 11;

Рис. 78. Привод топливного насоса высокого давления: 1-болты крепления задних пластин; 2 - фланец задний ведущей полумуфты; 3, 4 - болты; 5 - болты крепления передних пластин; 6 - пластины передние; 7 - фланец передний полумуфты; 8 - болт стяжной; 9 - полумуфта ведущая; 10 - гайка; 11 - пластины задние
— отверните гайку 10 (см. рис. 78) и съемником 2 (рис. 79) снимите фланец 1 ведущей полумуфты 9 (см. рис. 78); — снимите корпус 1 (см. рис. 77) заднего подшипника в сборе с манжетой;
— снимите шестерню привода топливного насоса высокого давления в сборе с валом (рис. 80).

Рис. 79. Снятие фланца ведущей полумуфты съемником: 1 - фланец ведущей полумуфты; 2 - съемник

Рис. 81. Снятие гильзы цилиндра съемником И801.05.000: 1 - винт; 2 -рукоятка; 3 - корпус; 4 -опора; 5 - гильза; 6 - захват
При сборке совместите метки на торцах шестерни привода и шестерни распределительного вала. Стяжной болт 8 (см. рис. 78) затяните после установки сборочной единицы на двигатель.
Для снятия гильзы цилиндра съемником И80 1.05.000 (рис. 81) сложите захват 6 вдоль винта 1 и в таком виде вставьте его внутрь гильзы.
Зацепив захват за нижний торец гильзы 5, установите его перпендикулярно винту, после этого установите опоры 4 в отверстие на привалочной плоскости блока и, вращая рукоятку 2, выверните винт до полного снятия гильзы.
Для снятия картера маховика:
— снимите компрессор (см. выше);
— снимите насос гидроусилителя руля (см. выше);
— выверните три болта 2 (см. рис. 77) и снимите рым задний; снимите скобы крепления трубки 5 отвода топлива от форсунок;
— выверните болт крепления масляного щупа; выверните болты крепления маховика и монтажными болтами с резьбой М8 (рис. 82) снимите маховик;

Технические условия на сборку двигателя КамАЗ-740
Установка гильз цилиндров и направляющих толкателей.
Верхние уплотнительные кольца необходимо устанавливать на гильзы цилиндров без скручивания и излишнего растягивания.
Перед установкой гильз в блок на заходные фаски блока и гильз необходимо нанести смазку типа ЦИАТИМ . Гильзы следует вставлять в блок осторожно усилием руки, не допуская срезания выступающих из канавок уплотнительных колец.
Рекламные предложения на основе ваших интересов:
Дополнительные материалы по теме:
На верхнем нерабочем торце каждой гильзы на стороне, обращенной к вентилятору, необходимо нанести номер цилиндра.
Направляющие толкателей должны поступать на сборку в комплекте с толкателями. Все направляющие и толкатели, устанавливаемые на один двигатель, должны иметь размер по рабочему чертежу или ремонтный. Направляющие следует устанавливать на штифты блока цилиндров и крепить болтами. Момент затяжки болтов должен быть 7,5—9,5 кгс-м.
Сборка и установка распределительного вала. Вал распределительный должен быть собран с корпусом подшипника и шестерней. Перед сборкой с корпусом подшипника заднюю опорную шейку вала и втулку корпуса необходимо протереть салфеткой и смазать чистым маслом для двигателя.
Шестерню, предварительно нагретую до температуры (100±10) °С, напрессовать на шейку вала до упора. Зазор между шестерней и корпусом подшипника должен быть 0,25—0,30 мм.
При установке распределительного вала в блок цилиндров втулки опор и опорные шейки вала смазать чистым маслом для двигателя. Распределительный вал следует устанавливать аккуратно; повреждение рабочих поверхностей втулок не допускается.
Сборка и установка коленчатого вала. Коленчатый вал перед сборкой необходимо тщательно обдуть сжатым воздухом. В полости вала запрессовать и развальцевать заглушки, а в масляный канал переднего торца вставить ввертыш, Как показано на рис. 2. Глубина торца ввертыша от торца вала должна быть не менее 56,5 мм. Момент затяжки ввертыша должен быть 5—6 кгс-м. Герметичность заглушек проверить опрессовкой полостей дизельным топливом под давлением 2 кгс/см2. Допускается подтекание топлива не более 20 г/мин для одной заглушки. После проверки для удаления топлива необходимо продуть каналы и полости вала. Проверку герметичности заглушек допускается производить маслом при температуре 40—50° С под давлением 10 кгс/см2; подтекание масла для одной заглушки не должно быть более 20 г/мин. Повторная установка использованных заглушек не допускается.
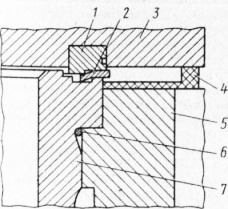
Рис. 1. Стыки головки цилиндра и гильзы, головки и блока цилиндров двигателя КамАЗ: 1 — опорное кольцо; 2 — прокладка головки цилиндра; 3—головка цилиндра; 4 — резиновая уплотнительная прокладка головки; 5 — блок цилиндров; 6 —- уплртнительное кольцо гильзы; 7— гильза
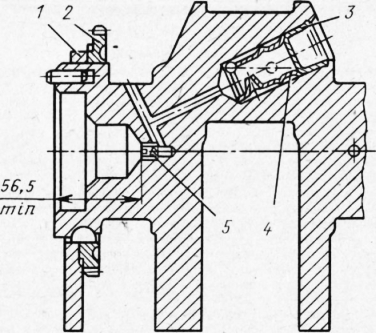
Рис. 2. Установка заглушек каналов коленчатого вала: 1 — передний противовес; 2—шестерня привода масляного насоса; 3—заглушка; 4 — втулка; 5 — ввертыш-заглушка
Установочные штифты необходимо запрессовать в коленчатый вал так, чтобы штифт переднего конца вала выступал на 7 мм, а заднего на 10 мм.
Шестерни и противовесы перед напрессовкой нагреть до температуры 105 °С. Напрессовку производить до упора. Противовесы изготовлены с дисбалансом 13 500 г-см относительно оси отверстия с направлением действия вдоль оси симметрии противовеса. Отклонение от заданного дисбаланса не должно превышать 15 гс-см в любом направлении.
Размеры вкладышей коренных подшипников должны соответствовать размерам шеек коленчатого вала и гнездам в блоке цилиндров. Перед установкой коленчатого вала в блок рабочая поверхность вкладышей коренных подшипников и коренные шейки должны быть смазаны чистым маслом для двигателя. Упорные полукольца коленчатого вала установить в выточках задней коренной опоры так, чтобы стороны с канавками прилегали к упорным торцам вала. Болты крепления крышек коренных подшипников затянуть в соответствии с инструкцией, приведенной в ТУ на ремонт дбигателя.
Установка распределительных шестерен. Шестерни должны быть установлены по меткам, как показано на рис. 78. Затяжку болтов крепления оси ведущей шеЛерни привода распределительного вала- к блоку производить в два приема (предварительно и окончательно) моментом 5,0—6,2 кгс-м. Болт крепления роликоподшипника ведущей шестерни распределительного вала затянуть моментом 9—10 кгс-м.
Окружной зазор в зацеплении шестерен газораспределения при рабочем состоянии двигателя должен быть 0,1—0,3 мм. Замер окружного зазора производить щупом в трех точках (не менее).
Сборка и установка картера маховика. Картер собирается с корпусом переднего подшипника и манжетой заднего конца колен-’ чатого вала. Перед установкой картера блок цилиндров по периметру прокладки картера маховика допускается смазывать тонким слоем консталина УТ-2 или смазками 1-13, ЦИАТИМ -201. Затяжку болтов крепления картера маховика производить моментом 9—11 кгс-м.
Радиальное биение посадочного диаметра и осевого торца картера маховика под картер сцеплени^ относительно оси коленчатого вала не должно превышать 0,4 мм.
Сборка и установка поршня с пальцем и шатуном. Поршень с пальцем и шатуном собирается после нагрева поршня до 80—)(10° С. Отверстие в шатуне под палец и. сам палец должны быть обильно смазаны маслом для двигателя. Палец устанавливается усилием руки (запрессовка не допускается).
Выточки под клапаны на поршне и пазы под усы вкладышей на шатуне необходимо расположить в одну сторону. Стопорные кольца поршневого пальца должны надежно фиксировать его в поршне от осевого перемещения.
На крышке шатуна необходимо выбить порядковый номер цилиндра, предварительно проверив спаренность крышки с шатуном.
Установку компрессионных и маслосъемных колец на поршень производить с помощью специального приспособления. Маслосъемноё кольцо устанавливать последовательно: сначала вставить в канавку пружинный расширитель, затем надеть кольцо так, чтобы стык расширителя находился под углом 180° к замку кольца.
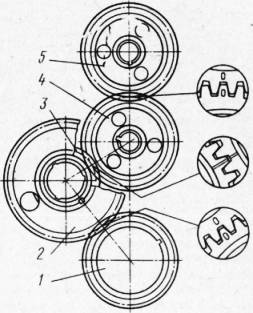
Рис. 3. Установка распределительных шестерен: 1 — шестерня ведущая; 2,3 — шестерни промежуточные; 4 — шестерня распределительного вала; 5 — шестерня привода ТНВД
Затем установить компрессионное кольцо, покрытое мплийя^и, и последним — компрессионное, покрытое хромом. Замки смежных колец развести в противоположные стороны.
Комплекты с поршнями и кольцами в сборе устанавливать на двигатель в соответствии с номерами цилиндров, выбитыми на крышке шатуна. Нумерация цилиндров приведена на рис. 4. При установке поршня в гильзу выточки под клапаны на поршне должны быть смещены ближе к оси коленчатого вала.
Суммарный зазор между торцами нижних головок шатунов и щеками коленчатого вала (осевой люфт) должен быть не менее 0,15 мм. Выступание днища поршня над буртом гильзы должно быть в пределах 0,5—0,7 мм.
Болты креплении крышек шатунов должны быть затянуты до удлинения на 0,25—0,27 мм.
Сборка и установка маховика. Маховик должен быть собран с зубчатым ободом и установочной втулкой. При установке на маховик зубчатый обод необходимо нагреть до температуры 230° С. Установочная втулка должна быть собрана с манжетой первичного вала и запрессована до упора стопорного кольца в маховик.
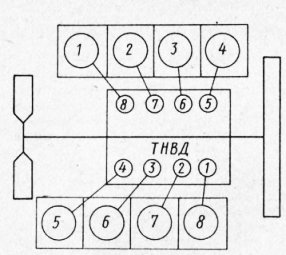
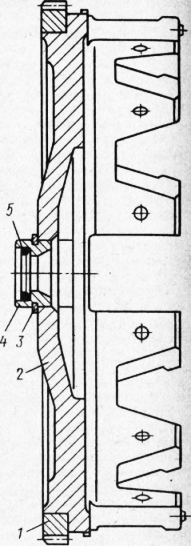
Рис. 5. Маховик в сборе двигателя КамАЗ: 1 — зубчатый венец; 2 — маховик; 3 — упорное кольцо; 4 — установочная втулка; 5 — сальник первичного вала коробки передач
Перед установкой маховика на двигатель в отверстие заднего торца коленчатого вала запрессовать подшипник первичного вала коробки передач и заложить 15 г смазки № 153. Затяжку болтов крепления маховика производить последовательно в два приема (предварительно и окончательно) моментом 15— 17 кгс-м. Биение рабочей поверхности маховика и при-валочной поверхности под кожух сцепления, замеренное на максимальных диаметрах относительно оси коленчатого вала, не должно превышать 0,25 мм.
Сборка и установка головок цилиндров. Головку цилиндра перед сборкой необходимо тщательно обдуть сжатым воздухом. Опорное кольцо газового стыка после установки в головку необходимо обжать усилием 4500 кгс. Выступание плоскости кольца из головки после обжатия должно, быть 0,122—0,230 мм. Разность замеров для одной головки не должна превышать 0,08 мм. Выступ кольца газового стыка не должен иметь заусенцев и забоин.
Посадка клапанов на седла должна быть герметичной. Проверку герметичности производить сухим воздухом при давлении 1.5 кг/см2. Допустимая утечка воздуха не должна превышать 3.6 см /мин. Клапаны должны быть надежно зафиксированы сухарями.
Перед установкой головки цилиндра плоскости сопряжения блока и головки, а также прокладки необходимо протереть и обдуть сжатым воздухом. Резиновые уплотнительные кольца головки цилиндров следует устанавливать плоской стороной к блоку цилиндров. Головка цилиндра должна свободно без ударов садиться на установочные штифты. Резьба болтов крепления головки цилиндра должна быть смазана тонким слоем графитной смазки. Болты затягиваются в, последовательности, указанной на рис. 81. Затяжку болтов необходимо производить не менее чем в три приема: 1-й – 4 кгс-м; 2-й — 124-15; 3-й — 19-Н21 кгс-м (предельные значения).
Ремонт блока цилиндров двигателя КАмаЗ
Блок цилиндров двигателя КамАЗ-740 V-образной конструкции показан на рис. 27.
Наиболее распространенными дефектами блоков цилиндров двигателей могут быть:
– трещины на стенках водяной рубашки блока цилиндров; трещины перемычек между цилиндрами;
– задиры, прижоги, деформация, износ или несоосность гнезд вкладышей коренных подшипников коленчатого вала;
– износ торцов 5 опоры коренной шейки коленчатого вала; износ отверстий во втулках распределительного вала; износ посадочных поверхностей под втулки распределительного вала;
– износ или деформация посадочных гнезд под гильзы цилиндров;
– коробление поверхностей сопряжения блока цилиндров с головками цилиндров;
– трещины в каналах масляной магистрали. Блок цилиндров двигателя КамАЗ-740 имеет 8 штук отдельных головок, изготовленных из алюминиевого сплава А1-4, которые устанавливают на каждый цилиндр.
Рекламные предложения на основе ваших интересов:
Дополнительные материалы по теме:
Рис. 27. Возможные дефекты блока цилиндров двигателя КамАЗ-740: 1 — трещины водяной рубашки; 2 — места коробления поверхностей сопряжения плоскостей разъема блока цилиндров с головками цилиндров; 3 — поверхность деформации или износа посадочных гнезд под гильзы цилиндров; 4 — поверхность деформации или износа гнезд вкладышей коренных подшипников; 5 — поверхность износа втулок распределительного вала; 6—гильза цилиндра
Наиболее распространены такие дефекты головок цилиндров:
– обрыв шпилек крепления форсунок и стоек коромысел;
– ослабление посадок седел клапанов;
– износ фасок седел клапанов;
– кавитационный износ отверстий (втулок), через которые проходит охлаждающая жидкость.
Трещины на стенках водяной рубашки блока цилиндров заваривают. Клеевые композиции для заделки трещин на стенках водяной рубашки блока цилиндров при их капитальном ремонте не применяют, так как под влиянием высокого теплового режима двигателя прочность клеевого состава нарушается.
Для заделки трещин на стенках блока цилиндров двигателя клеевые композиции могут быть применены только на непродолжительный период работы двигателя.
Заварку трещин на стенках водяной рубашки могут производить без подогрева и с подогревом блока по правилам сварки деталей, изготовленных из чугуна. Заварку трещин блока без подогрева производят электродуговой сваркой постоянным током обратной полярности. В процессе заварки нельзя допускать нагрев.
Для предотвращения распространения трещины по поверхности водяной рубашки она на конце засверливается. Диаметр сверла 3—5 мм. Трещину после засверливания разделывают под углом 90—120° на 1/3 толщины стенки по всей длине трещины с помощью шлифовальной машинки. Заварку трещины производят обратноступенчатым способом. Сначала заваривают концы трещины. Для этого отступают от засверленных концов на 8— 10 мм, накладывают небольшие участки швов по направлению к середине трещины. Далее трещину заваривают обратноступенчатым способом в любом удобном для сварщика направлении. После наложения каждого участка, сразу же после гашения дуги, шов следует проковать легкими ударами конусной части молотка. Очередной участок шва накладывают после того, как металл в зоне сварки остынет ниже температуры 50…60 °С. При сварке электрод наклоняют под углом 10- 15° от вертикали в сторону направления сварки. При таком положении электрода лучше просматривается сварочная ванна и легче вести процесс.
При сварке чугуна длина дуги должна быть равна диаметру электрода. Чем короче длина дуги, тем меньше глубина провара, и, наоборот, с удлинением дуги возрастает напряжение тока, увеличивается глубина расплавленного металла, возрастают его объем и ширина шва. Это в свою очередь приводит к повышению температуры стенок блока цилиндров более 60 °С и образованию трещин.
Заварку трещин могут производить в среде защитного газа (аргона) с применением полуавтомата А-547 или без него. Режимы заварки трещин при применении защитного газа (аргона): сила сварочного тока— 125—150 А; напряжение — 27—30 В. Давление аргона в зоне сварочной дуги 0,3—0,5 МПа; электродная проволока марки МНЖКТ; диаметр электродной проволоки 1,2 мм.
Заварку трещин без применения защитного газа производят электродами со специальной обмазкой, защищающей зону сварного шва от окисления при ее плавлении в виде оболочки.
Режимы заварки трещин без применения защитного газа: сила сварочного тока — 130 А; напряжение — 36 В; марка электродов: МНЧ-1, ОЗЧ-1, АНЧ-1, ЦЧ-3 или ЦЧ-4.
Заварка трещин этими электродами обеспечивает образование аустелитовой структуры наплавленного металла, которая способна противостоять возникновению сварных трещин. Шов после наплавки этими электродами легко обрабатывается режущим инструментом.
Институтом электросварки им. Е. О. Патона АН УССР разработан эффективный способ сварки проволокой ПАНЧ-11.
Полуавтоматическая сварка проволокой ПАНЧ-11 не требует специального оборудования. Для полуавтоматической сварки проволокой ПАНЧ-11 пригодны шланговые полуавтоматы А-547, А-547У, А-825, подающие проволоку диаметром от 1 до 1,6 мм в комплекте с выпрямителями ВС-200, ВС-300 или сварочными преобразователями с жесткой характеристикой.
Заварку трещин на стенках водяной рубашки блока с подогревом производят ацетиленовым пламенем горелки. В качестве присадочного материала используются чугунные прутки диаметром 5 мм. От окисления шов предохраняется бурой. Подогрев блока цилиндров производится до температуры 600…650 °С. Понижение температуры ниже 600 °С не допускается. В интервале температур 60…600 °С во время заварки трещины при быстром нагреве в результате соединения углерода с железом происходит образование карбида железа (белый чугун). В этом случае при охлаждении блока образуются большие внутренние напряжения с трещинами.
Задиры, прижоги, износ или несоосность гнезд вкладышей коренных подшипников коленчатого вала в блоке цилиндров двигателя устраняют расточкой в блоке гнезд под ремонтный размер на станке нижней борштанги для расточки постелей блока и втулок распределительного вала.
Овальность средних гнезд вкладышей относительно оси крайних гнезд должна быть не более 0,025 мм.
Изношенные отверстия под втулки распределительного вала восстанавливают расточкой на станке для расточки постелей блока под ремонтный размер верхней борштанги. После этого в отверстия для блока цилиндров запрессовывают втулки ремонтного распределителя.
При запрессовке втулок необходимо обеспечить совпадение масляных отверстий в блоке и втулках. После запрессовки в блок цилиндров втулки растачивают под ремонтный размер с учетом обеспечения размера диаметра опорных шеек распределительного вала и зазора между шейкой вала и втулкой.
Расточку постелей блока цилиндра под вкладыши коленчатого вала и втулки распределительного вала производят на станке одновременно двумя борштангами.
Вкладыши перед установкой b постели блока цилиндров и их крышки подвергают контролю в приспособлении. На посадочную поверхность вкладыша наносят слои краски, после чего вкладыш устанавливают в контрольное приспособление, как показано на рис. 28, извлекают из него и осматривают, пятно контакта от краски по наружной поверхности вкладыша должно быть не менее 90% от общей ее площади.
Рис. 28. Установка вкладышей в контрольное приспособление:
1 — вкладыш; 2 — упор; 3 — контрольное приспособление; 4 — постель контрольного приспособления; 5 — точка приложения силы; Н — размер для коренных вкладышей 50,01 ±0,01 мм; шатунных вкладышей 42,51+0,01 мм; Р— сила, прижимающая вкладыш к постели контрольного приспособления
Изношенные посадочные пояски под гильзы в блоке цилиндров растачиваются под ремонтный размер.
Блоки цилиндров, имеющие коробление поверхности сопряжения с головками цилиндров более 0,08 мм, восстанавливают шлифованием. Блок цилиндров устанавливают в приспособление и производят шлифование плоскости горизонтальным плоскошлифовальным станком до устранения коробления плоскости разъема.
Неплоскостность поверхностей головок цилиндров контролируется на поверочной плите щупом. Щуп, вставленный между головкой и поверочной плитой, по толщине должен быть не более 0,07 мм.
Изношенные внутренние поверхности отверстий под толкатели восстанавливают развертыванием под ремонтный размер на ра-диально-сверлильном станке.
Повреждение резьбы в блоке цилиндров восстанавливают постановкой резьбовых ввертышей.
После восстановления блок цилиндров должен отвечать следующим техническим требованиям:
– крышки коренных подшипников не должны быть разукомплектованы с блоком цилиндров;
– при испытании на герметичность водой под давлением не менее 0,4 МПа подтекание воды не допускается.
Расстяние между осями коленчатого вала и промежуточной шестерни (157,5 + 0,03) мм, а распределительного вала и промежуточной шестерни— (112,5 + 0,03) мм (замеряется индикаторным приспособлением).
Выпавшие заглушки водяной рубашки головок цилиндров заменяют новыми; оборванные шпильки вывертывают и вместо них ввертывают новые; ослабевшие седла клапанов извлекают; гнездо развертывают под ремонтный размер и вместо него запрессовывают гнездо ремонтного размера; изношенные фаски шлифуют и клапаны притирают по месту их посадки в гнездах.
Изношенные отверстия (втулки) для прохода охлаждающей жидкости восстанавливают запрессовкой в расточенное отверстие бронзовых втулок.
После восстановления головки цилиндров подвергают испытаниям в соответствии с требованиями ТУ на сборку и испытания.
Масляную магистраль головки цилиндра испытывают под давлением воздуха 0,6 МПа. Утечка воздуха допускается не более 8 см3/мин. Водяную рубашку головки цилиндра испытывают под давлением 0,3 МПа. Утечка воздуха допускается не более 15 см /мин.
Читайте также: