
Установка шестерни привода тнвд камаз евро 2
Добавил пользователь Дмитрий К. Обновлено: 19.09.2024
До истечения гарантийного срока не разбирайте двигатель (не снимайте головки цилиндров, масляный картер, не нарушайте пломбы топливного насоса высокого давления и не разбирайте его), в противном случае утрачивается право на гарантийный ремонт двигателя. При необходимости допускается заменять топливопроводы высокого и низкого давления, шланги, фильтры очистки масла, топлива и воздуха, водяной насос, вентилятор, выключатель гидромуфты, внешние крепежные детали, впускные воздухопроводы и выпускные коллекторы, водосборные трубы, форсунки, штанги толкателей, турбокомпрессоры;
Для разборки рекомендуется использовать поворотный стенд Р-770, на котором двигатель имеет возможность поворачиваться вокруг вертикальной и горизонтальной оси.
Перед установкой двигателя на стенд снимите масляный фильтр с теплообменником, вентилятор, выпускные коллекторы, кронштейны передних опор, стартер;
трущиеся поверхности деталей, кроме оговоренных особо, при сборке смазывайте моторным маслом;
при креплении деталей посредством резьбовых соединений, кроме указанных в тексте особо, обеспечьте момент затяжки согласно приложению 9;
неметаллические прокладки для удобства сборки, при необходимости, ставьте с нанесением на одну из сопрягаемых деталей консистентной смазки. Следите, чтобы прокладки равномерно прилегали к сопрягаемым поверхностям, были плотно зажаты и не выступали за контур сопряженных поверхностей;
при установке резиновые уплотнительные кольца и заходные фаски сопрягаемых деталей смазывайте консистентной смазкой;
не подгибайте шпильки при надевании на них деталей.
Рекомендации по снятию, установке и дефектовке деталей и узлов двигателя.
Для снятия шестерни привода топливного насоса в сборе с валом:
-выверните четыре болта крепления компрессора и снимите компрессор;
-выверните три болта крепления насоса гидроусилителя руля и снимите насос;
-ослабьте затяжку стяжного болта 10 (рис. Установка угла опережения впрыскивания топлива двигателя 740.13-260) или 6 (рис. Установка угла опережения впрыскивания топлива двигателей 740.11-240 и 740.14-300).
-снимите корпус заднего подшипника в сборе с манжетой;
-снимите шестерню привода топливного насоса высокого давления в сборе с валом (рис. Снятие шестерни привода ТНВД в сборе с вапом ).
При сборке совместите метки на торцах шестерни привода и шестерни распределительного вала.
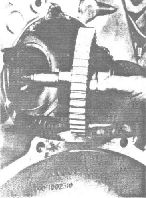
Снятие шестерни привода ТНВД в сборе с валом
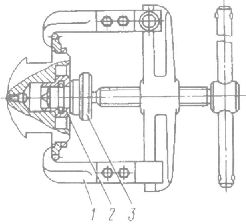
Для снятия гильзы цилиндра съемником 801.05.000 (рис. Снятие гильзы цилиндров съемником ) сложите захват вдоль винта 1 и в таком виде вставьте его внутрь гильзы.
Зацепив захват за нижний торец гильзы 5, установите его перпендикулярно винту, после этого установите опоры 4 в отверстие на привалочной плоскости блока и, вращая рукоятку 2, выверните винт до полного снятия гильзы.
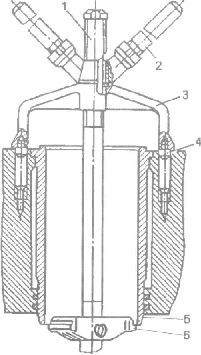
Снятие гильзы цилиндров съемником: 1 - винт; 2 - рукоятка; 3 - корпус; 4 - опора; 5 - гильза; 6 - захват.
Для снятия картера маховика:
-снимите компрессор (см. выше);
-снимите насос гидроусилителя руля (см. выше);
-выверните три болта и снимите рым задний;
-снимите скобы крепления трубки отвода топлива от форсунок;
-выверните болт крепления масляного щупа;
-выверните болты крепления маховика и монтажными болтами с резьбой М8 (рис. Снятие маховика монтажными болтами );

Снятие маховика монтажными болтами
-выверните болты крепления картера маховика, снимите картер.
При установке картера маховика, для предохранения манжеты уплотнения хвостовика коленчатого вала, используйте оправку (рис. Оправка манжеты для установки картера маховика) : при этом манжету обильно смажьте моторным маслом.
Оправка манжеты для установки картера маховика
Для ремонта коленчатого вала, блока и шатуна предусмотрено семь ремонтных размеров вкладышей (см. приложения 1 и 2). Обозначение вкладышей нанесено на его тыльной стороне.
Для снятия и разборки шатунно-поришевой группы:
-удалите нагар с верхнего пояса гильзы;
-снимите крышку нижней головки шатуна съемником (рис . Снятие съемником нижн е й головки шатуна );
-извлеките поршень в сборе с шатуном из цилиндра;
-снимите поршневые кольца приспособлением (рис. Снятие поршневых колец съемником И801.08.000);
-выньте стопорные кольца из бобышек поршня щипцами И801.23.000;
-нагрейте поршень в масляной ванне до температуры 80 - 100°С;
-выньте поршневой палец.
При сборке и установке шатунно-поришевой группы:
-компрессионные кольца устанавливайте конической поверхностью (с клеймом ВЕРХ) к днищу поршня, на двигателях 740.13-260 и 740.14-300 верхнее кольцо устанавливается так, чтобы внутренняя выборка была расположена со стороны днища;
-маслосъемные кольца устанавливайте так: сначала встаньте в канавку пружинный расширитель, затем наденьте маслосъемное кольцо таким образом, чтобы стык расширителя находился диаметрально противоположно замку кольца; смежные кольца направьте замками в противоположные стороны;
Снятие съемником нижнем головки шатуна

Снятие поршневых колец съемником И801.08.000: 1 - поршень; 2 - кольцо; 3 - съемник
-поршень и шатун при сборке устанавливайте так, чтобы выточки А под клапаны в днище поршня и паз В в шатуне под замковый ус вкладыша были на одной стороне (см. рис. Установка поршня с шатуном и кольцами в сборе в гильзу цилиндров ):
-не запрессовывайте палец в холодный поршень;
-при установке поршня в цилиндр предварительно вставьте его в обойму И801.00.000 (см рис. Установка поршня с шатуном и кольцами в сборе в гильзу цилиндров );
-индекс, выбитый на днище поршня, должен быть одинаковым с индексом, выбитым на торце гильзы, если не было замены поршня. Выточки под клапаны на днище поршня смести те в сторону развала блока цилиндров. Клейма спаренности из цифр на шатуне и крышке шатуна должны быть одинаковыми.
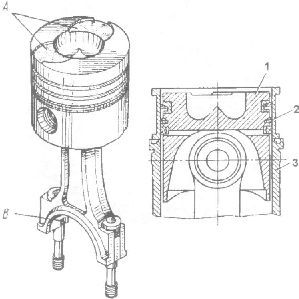
Установка поршня с шатуном и кольцами в сборе в гильзу цилиндров: 1 - поршень; 2 - обойма И801.00.01; 3 - гильза цилиндра
Для снятия коленчатого вала демонтируйте:
-шатунно-поршневую группу (см. выше);
-переднюю крышку блока с гидромуфтой в сборе;
-масляный насос с маслозаборником в сборе;
-крышки коренных опор;
-снимите коленчатый вал подъемником или талями, зацепив латунными крюками за первую и четвертую шатунные шейки.
При установке коленчатого вала на двигатель: совместите метки на шестернях привода агрегатов;
-обеспечьте соответствие размеров вкладышей размерам шеек вала;
-установите полукольца упорного подшипника так, чтобы стороны с канавками прилегали к упорным торцам вала (см. рис. Установка полуколец упорного подшипника коленчатого вала );
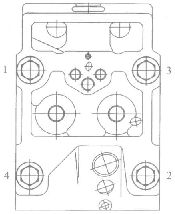
-проследите за совпадением номеров крышек коренных подшипников с порядковыми номерами опор на блоке цилиндров (см. рис. Установка крышек коренных опор )
-номера начинаются от переднего торца;
-болты крепления крышек коренных подшипников и стяжные болты блока затягивайте в такой последовательности:
1 Очистите от грязи резьбу в отверстиях блока и на болтах, смажьте моторным маслом резьбу на болтах, избыток масла удалите.
2. Установите по посадочным поверхностям плотно, без перекоса крышки коренных подшипников.
3. Вверните с установкой шайб 16x3 болты M16 крепления крышек, обеспечив предварительный момент затяжки 95-120 Н.м (9,6 - 12 кгс.м).
Установка полуколец упорного подшипника коленчатого вала: 1 - полукольцо; А - канавка.
4.Затяните окончательно болты крепления крышек, обеспечив момент затяжки 275-295 Н.м (28 - 30 кгс.м)
5.Вверните и затяните стяжные болты блока, обеспечив момент затяжки 147-167 Н.м (15-17 кгс.м). При затяжке болтов динамометрическим ключом сопротивление должно нарастать плавно, без рывков. Момент отсчитывайте при движении ключа. По окончании затяжки коленчатый вал должен свободно проворачиваться от усилия руки, приложенного к установочным штифтам маховика, осевой зазор в упорном подшипнике должен быть не менее 0,05 мм.
Установка крышек коренных опор: 1 - порядковый номер на крышке коренной опоры
Примечание: В переходный период освоения выпуска в составе двигателя может быть использован блок цилиндров с привертными направляющими толкателей, с втулками распределительного вала увеличенной размерности, без увеличенных маслоканалов, с моментами затяжки болтов крепления крышек коронных подшипников:
-предварительная затяжка - 95-120 Н.м (9,6-12 кгс.м);
-окончательная затяжка - 206-230 Н.м (21-23.5 кгс.м);
-стяжные болты затягиваются моментом 81-91 Н.м (8.2-9.2 кгс.м).
Для разборки и сборки коленчатого вала:
снимите передний и задний противовесы, а также ведущую шестерню коленчатого вала и шестерню привода масляного насоса съемником И801.01.000. Для снятия шестерни коленчатого вала и заднего противовеса лапы захватов 1 (см. рис. Сн ятне шестерни и заднего противовеса коленчатого вала съемником ) заведите за край шестерни противовеса и зафиксируйте стопорами 5. Винт 3 через наконечник 2 уприте в торец коленчатого вала и, вращая рукоятку 6, вверните винт 3 в траверсу 4 до полного снятия шестерни.
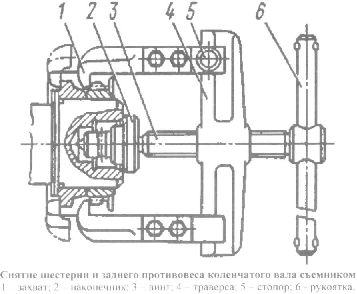
Для снятия шестерни привода масляного насоса и переднего противовеса коленчатого вала (рис. Снятие шестерни и заднего противовеса коленвала. ) на наконечник 3 установите наконечник 2 и снимите шестерню аналогично снятию шестерни коленчатого вала;
Снятия шестерни привода масляного насоса и переднего противовеса коленчатого вала: 1- захват; 2 - наконечник; 3 - винт; 4 - траверса; 5 - стопор: 6 - рукоятка.
-перед сборкой очистите маслоподводящие отверстия от отложений;
-промойте вал и продуйте каналы сжатым воздухом;
Примечание: при применении нового коленчатого вала необходимо вывернуть ввертыш, промыть вал, продуть каналы сжатым воздухом.
Сборку коленчатого вала производите в обратной последовательности, перед напрессовкой на коленчатый вал передний противовес, шестерню привода масляного насоса, задний противовес и ведущую шестерню коленчатого вала нагревайте до температуры 105 °С.
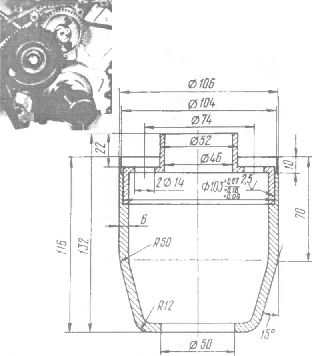
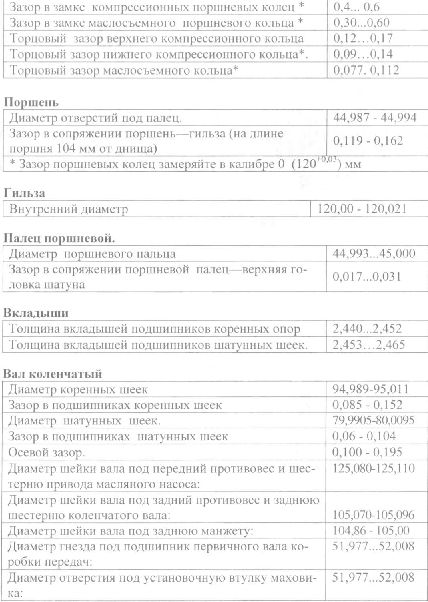
РАЗМЕРЫ ДЕТАЛЕЙ, мм

Для снятия головки цилиндра при замене, а также устранения неисправностей клапанного механизма и цилиндро-поршневой группы:
-слейте охлаждающую жидкость из системы охлаждения двигателя:
-выверните болты крепления выпускного коллектора и снимите коллектор;
-выверните из снимаемой головки болты крепления впускного воздухопровода и водосборной трубы,
-ослабьте крепления этих же болтов на других головках с целью получения необходимого зазора для снятия *;
* Для снятия головок цилиндров правого ряда предварительно снимите с двигателя компрессор.
-снимите соединительный патрубок впускных воздухопроводов;
-отсоедините от головки все трубопроводы и защитите их полости от попадания пыли и грязи;
-снимите форсунку, предохраняя распылитель от ударов и засорения отверстий, крышку головки цилиндра, стойки вместе с коромыслами и штанги;
-ослабьте болты крепления головки цилиндра, соблюдая ту же последовательность, что и при затяжке (рис. Последовательность затяжки болтов крепления головки цилиндра ), затем выверните их;
-снимите головку цилиндра с двигателя.
Последовательность затяжки болтов крепления головки цилиндра
При установке головки цилиндра обратите внимание на правильность монтажа прокладок. Болты крепления головки цилиндра затяните в три приема в последовательности, указанной на рис. Последовательность затяжки болтов крепления головки цилиндра . После затяжки болтов проверьте и, если необходимо, отрегулируйте тепловые зазоры между клапана ми и коромыслами.
Для разборки и сборки клапанного механизма приспособлением И801.06.000 (см. рис. Разборка головкицилиндра в приспособлении И801.06. 000 ):
-установите на основание головку блока цилиндров так, чтобы штифты вошли в штифтовые отверстия головки;
-вращая вороток 2, вверните винт 1 и тарелкой 3 отожмите пружины клапанов;
-снимите сухари и втулки;
-выверните винт 1 из траверсы, снимите тарелку и пружины клапанов;
-выньте впускной и выпускной клапаны.
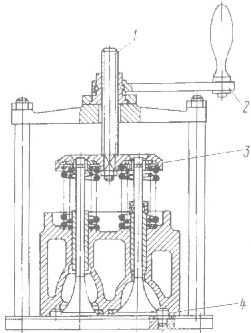
Разборка головки цилиндра в приспособлении И801.06.000: 1 - винт; 2 - вороток; 3 - тарелка; 4 - штифт.
При сборке клапанного механизма стержни клапанов смажьте дизельным маслом.
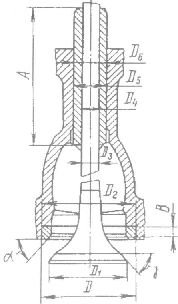
Размеры клапанов: А - длина направляющей; В - высота седла; Д - диаметр отверстия под седло; Д1| - диаметр тарелки; Д2- диаметр седла; Д3 - диаметр стержня; Д4 - внутренний диаметр направляющей; Д5 - наружный диаметр направляющей; Д6 - диаметр отверстия под направляющую; а - угол фаски седла; у - угол фаски клапана.
Для притирки клапанов:
-разберите клапанный механизм, как описано выше:
-приготовьте пасту из 1.5 частей (по объему) микропорошка карбида кремния зеленого, одной части дизельного масла и 0.5 части дизельного топлива. Перед применением притирочную пасту перемешайте (микропорошок способен осаждаться):
-нанесите на фаску седла клапана тонкий равномерный слой насты, смажьте стержень клапана моторным маслом. Притирку производите возвратно-вращательным движением клапана дрелью с присоской или приспособлением. Нажимая клапан, поверните его на 1/3 оборота, затем на 1/4 оборота в обратном направлении. Не притирайте клапаны круговыми движениями. Притирку продолжайте до появления на фасках клапана и седла равномерного матового пояска шириной не менее 1.5 мм (рис. Расположение матового пояска на седле клапана);


Большинство грузовых машин Камского производства укомплектованы дизельными моторами, которые не могут обеспечить появление электроискры для воспламенения топливовоздушной смеси в цилиндрах. Автоматическое зажигание происходит не через свечи, а через топливное сжатие и нагрев. Поэтому считается, что установка зажигания на КамАЗе, отвечающая за запуск двигателя, его дальнейшую работу в оптимальном режиме, — это регулировка и выставление поршня в такое положение, при котором обеспечивается впрыск горючего в цилиндры.
Когда и зачем нужна регулировка
Во время работы системы поршень подходит к верхней мертвой точке, в камере образуется высокое давление и подается топливо. Если угол опережения впрыска выставлен неправильно, топливная смесь загорается с опозданием (поздний впрыск) или опережением (ранний впрыск). Это приводит к неполному сгоранию горючего и неисправностям в работе цилиндров, соответственно, к снижению эффективности мотора и повышению износа деталей.
При сгорании смеси с опережением поршень еще не доходит до верхней точки, в это время горючее поступает в камеру. Происходит излишняя трата энергии на его поднятие, выделяющиеся газы и сгорающая смесь оказывают сопротивление. При позднем зажигании горение завершается при такте расширения и закрывающемся выпускном клапане. В результате поршень не получает импульса, энергия распределяется между толкателем и блочными стенками, что приводит к перегреву.
Признаки раннего и позднего воспламенения:
- невозможность запустить двигатель;
- большой расход топлива;
- понижение приемистости и мощности;
- неравномерная работа мотора на холостых оборотах;
- неисправности регулятора количества горючей смеси.
Поэтому необходимо производить регулировку системы зажигания (СЗ).
Инструмент требующийся для регулировки клапанов
Здесь, опишу стандартный метод регулировки клапанов на двигателе ЯМЗ-238. Чтобы выполнить данную операцию, вам понадобится следующий инструмент
- Ключ на 30 (желательно накидной) с возможностью надеть на него усилитель из трубы;
- Отвертки с широким шлицом;
- Накидной ключ на 17;
- Щуп на 0,25 мм.
Также, желательно иметь канаву для проворачивания коленчатого вала. Однако, если ее нет в наличии, то вполне можно обойтись и без нее, хоть и будет это несколько не удобно.
Как выставить зажигание на КамАЗе
Для проверки состояния СЗ разработаны специальные обозначения — метки, или градусы.
Если систему отрегулировать точно по отметкам, агрегат будет работать на номинальном режиме и иметь стандартные характеристики топливного насоса высокого давления (ТНВД), силового мотора и топлива.
Для проверки СЗ необходимо:
- детали выставить по меткам;
- затянуть приспособления для фиксации;
- запустить двигатель.

Наличие неисправности механизма указывает на нарушение расстановки узлов. Детали ставятся правильно так:
- ТНВД — с боковой части коробки передач на шпонку;
- муфта — в 2 положениях, отличающихся на 180° друг от друга;
- прижимной приводной винт — сверху;
- отметки ТНВД и муфты — противоположно друг другу.
Для исправления ситуации все элементы откручивают, выставляют на 180° и повторно включают двигатель.

Настройка зажигания КамАЗ 5320
Если знать, как правильно выставить порядок зажигания на модели 5320 без дополнительной аппаратуры, можно быстро настроить механизм в полевых условиях, когда нет возможности добраться до мастерской.
Как мы уже знаем, для рациональной работы двигателя СЗ необходимо регулировать строго по меткам-ориентирам.
В рассматриваемой модели грузовика ТНВД ставится на шпонку сбоку коробки, а муфта может фиксироваться в 2-ух положениях с различием в 180o. С большей долей вероятности можно предположить, если прижимающий винт привода будет в высшей точке, значит ориентиры расположены друг напротив друга — система выставлена верно. Заведите мотор для проверки после закручивания гаек.
В случае, если произведена неправильная регулировка, куда раньше зажигание, куда позже срабатывает можно понять по характерным признакам, описанным в начале статьи. Если вы ошиблись на 180o, двигатель не заведется, а из выхлопной трубы пойдет белый дым. В этом случае открутите детали и разверните их на 180o.
Евро-1
Настройки, установленные на заводе, больше относятся к позднему впрыску. В качестве примера для Евро-1 рассмотрим КамАЗ-740. Если необходимо поставить ТНВД и установить угол момента впрыска, выполняют следующее:
- поднимают кабину и защелкивают фиксаторы на опорах;
- находят шток, приподнимают его, проворачивают на 90° на кожухе маховика и отпускают в прорезь корпуса;
- отпускают 2 болта для фиксации ключом на 17 мм;
- изымают защитный щиток;
- вставляют стальной стержень размером 10х400 мм сквозь прорезь кожуха в маховик;
- коленвал вращают по часовой стрелке до блокировки;
- проверяют состояние приводного вала ТНВД в блочно-цилиндровом развале;
- при расположении муфты ТНВД шкалой вверх соединяют исходную точку с отметкой и скрепляют 2 болтами;
- при обратном состоянии механизма приподнимают стопорное устройство, проворачивают коленчатый вал на 1 оборот и повторяют процедуры.

Евро-2
Для КамАЗа Евро-2 процедура установки зажигания аналогична предыдущей. Разница заключается в завершающей фазе. После крепления болтами стопор поднимают, поворачивают на 90° и устанавливают в паз для посадки детали. Снизу кожуха маховика осуществляется монтаж грязезащитного щитка. Кабина занимает исходное состояние. Фиксаторы располагают сверху.
Помимо вышеописанного способа существует любительский. На видео показано, как можно легко выставить ТНДВ простой лампочкой на 12 В, патрона и привода (для подключения к питанию КамАЗа).
- Подключить лампочку к проводу, идущего от трамблера, и заземлить на массу грузовика.
- Трамблер повернуть в обратную сторону.
- В момент включения лампы остановиться, зафиксировав положение корпуса, фиксирующие гайки затянуть.
Таким нехитрым способом можно настроить СЗ своими руками без специальных инструментов.
Евро-3
Евро-3 характеризуется наличием замка зажигания (ЗЗ) — коммутирующего выключателя двигателя и всей бортовой системы.
Эксплуатационные особенности ЗЗ:
- Активация бортовой сети к аккумулятору и генератору, отключение выполняется после запуска мотора.
- Включение-отключение СЗ, первичной цепи с малым током к источнику.
- Усиление стартерного узла при проворачивании ключа.
- Функция противоугонного механизма.
- Наличие нескольких позиций во время работы:
-
начальное — все механизмы отключены, бортовая система обесточена;
- положение 1 — включение отдельных узлов при отключенном двигателе;
- конечное — запуск мотора.
Чтобы правильно установить зажигание на КамАЗ Евро-3 ТНВД БОШ, выполните следующее:
- открутите болты на планке регулятора при помощи шестигранника-трубки на 8 мм и откройте отверстие;
- вращайте кулачковый вал, до появления зуба;
- заблокируйте в этом месте вал, оно и будет указывать на точку подачи топлива для первого цилиндра двигателя КамАЗа с бошевским ТНВД.
Механизм газораспределения двигателя 740.10
Механизм газораспределения (рисунок 19) предназначен для обеспечения впуска в цилиндры свежего воздушного заряда и выпуска из них отработавших газов. Впускные и выпускные клапаны открываются и закрываются в определенных положениях поршня, что обеспечивается совмещением меток на шестернях привода агрегатов при их монтаже.
Механизм газораспределения — верхнеклапанный с нижним расположением распределительного вала. Кулачки распределительного вала 24 в соответствии с фазами газораспределения приводят в действие толкатели 23. Штанги 19 сообщают качательное движение коромыслам 16, а они, преодолевая сопротивление пружин 4 и 5, открывают клапаны 25. Закрываются клапаны под действием силы сжатых пружин.
Рисунок 19. Механизм газораспределения: 1 — головка цилиндра; 2 — втулка направляющая; 3 — шайба пружин клапана; 4, 5 — пружины клапана; 6 — манжета клапана; 7 — шайба; 8 — болт крепления головки; 9 — тарелка пружин; 10 — втулка тарелки пружин; 11 — сухарь клапана; 12 — болт крепления крышки; 13 — шайба; 14 — шайба виброизоляционная; 15 — крышка головки цилиндра; 16 — коромысло клапана; 17 — стойка коромысел; 18 — прокладка крышки; 19 — штанга; 20 — ввертыш крепления впускного коллектора; 21 — ввертыш крепления водяной трубы; 22 — прокладка уплотнительная; 23 — толкатель; 24 — распредвал; 25 — выпускной клапан; 26 — седло выпускное; 27 — гильза цилиндра; 28 — кольцо газового стыка; 29 — блок цилиндров; А — тепловой зазор.
Распределительный вал (рисунок 20) стальной, кулачки и опорные шейки подвергнуты термообработке ТВЧ, устанавливается в развале блока цилиндров на пяти подшипниках скольжения, представляющих собой стальные втулки, залитые антифрикционным сплавом. Диаметр втулок на 6 мм больше по сравнению со втулками двигателя 740.10.
Рисунок 20. Распределительный вал: 1 — распределительный вал; 2 — корпус подшипника; 3 — шестерня; 4 — шпонка.
Распределительный вал увеличенной размерности, измененными фазами газораспределения и ходом клапанов по сравнению с распределительным валом двигателя 740.10. На задний конец распределительного вала напрессована прямозубая шестерня 3. Привод распределительного вала осуществляется от шестерни коленчатого вала через блок промежуточных шестерен. Для обеспечения заданных фаз газораспределения, шестерни при сборке устанавливаются по меткам выбитым на их торцах (см. рисунок 7). Шестерни стальные, штампованные с термообработанными зубьями. От осевого перемещения вал фиксируется корпусом 2 (рисунок 20) подшипника задней опоры, который крепится к блоку цилиндров тремя болтами. Посадочный диаметр корпуса подшипника задней опоры больше по сравнению с корпусом подшипника двигателя 740.10. Маркировка на распределительном вале 740.21-1006015 выполняется ударным способом на торце.
Установка корпуса подшипника задней опоры двигателя 740.10 недопустима, так как приведет к аварийному снижению давления масла в системе и преждевременному выходу из строя двигателя.
Клапаны 25 (рисунок 19) из жаропрочной стали. Угол рабочей фаски клапанов 90°. Диаметр тарелки впускного клапана 51,6 мм, выпускного 46,6 мм, высота подъема впускного клапана — 14,2 мм, выпускного- 13,7 мм. Геометрия тарелок впускных и выпускных клапанов обеспечивает соответствующие газодинамические параметры впуска-выпуска газов и поэтому замена клапанов на клапана двигателя 740.10 не рекомендуется.
Клапаны перемещаются в направляющих втулках, изготовленных из металлокерамики. Для предотвращения попадания масла в цилиндр, на направляющие клапанов устанавливаются резиновые уплогнительные манжеты.
Толкатели 23 (рисунок 19) тарельчатого типа с профилированной направляющей частью, (в переходный период возможно цилиндрической). Изготовлены из стали с последующей наплавкой поверхности тарелки отбеленным чугуном. Толкатель подвергнут химико-термической обработке.
Направляющие толкателей прилитые к блоку цилиндров. В переходный период возможна установка привертных направляющих толкателей (с подрезкой болтов и резьбовых бобышек направляющей), как на двигателе 740.10. В этом случае установка направляющей толкателей двигателя 740.10 без специальной подрезки не допускается.
Штанги 19 (рисунок 19) толкателей стальные, пустотелые, с запрессованными наконечниками. Штанги на 3 мм короче штанг двигателя 740.10 и с ними невзаимозаменяемы.
Коромысла 16 (рисунок 19) клапанов стальные, штампованные, представляют собой двуплечий рычаг, у которого отношение большого плеча к меньшему составляет 1,55. Коромысла впускного и выпускного клапанов устанавливаются на общей стойке и фиксируются в осевом направлении пружинным фиксатором. Коромысла клапанов в отличие от коромысел двигателя 740.10 не имеют бронзовой втулки, вследствие чего с ними не взаимозаменяемы.
Стойка коромысел 17 (рисунок 19) чугунная, цапфы подвергнуты термической обработке ТВЧ. Диаметр цапф на 2 мм больше по сравнению с цапфами стойки коромысел двигателя 740.10.
Пружины 4 и 5 (рисунок 19) клапанов винтовые, устанавливаются по две на каждый клапан. Пружины имеют различные направления навивки. Диаметр проволоки наружной пружины — 4,8 мм, внутренней- 3,5 мм. Предварительно устанавливаемое усилие пружин 355 Н, суммарное рабочее 821 Н. Пружины взаимозаменяемы с пружинами двигателя 740.10.
Головки цилиндров 1 (рисунок 19) отдельные на каждый цилиндр, изготовлены из алюминиевого сплава, для охлаждения имеют полость сообщающуюся с полостью охлаждения блока. Днище головки усилено за счет увеличения толщины в зоне выпускного канала и дополнительного ребра по сравнению с головкой цилиндра двигателя 740.10.
Каждая головка цилиндра устанавливается на два установочных штифта, запрессованные в блок цилиндров, и крепится четырьмя болтами из легированной стали. Один из установочных штифтов одновременно служит втулкой для подачи масла на смазку коромысел клапанов. Втулка уплотнена резиновыми кольцами. В головке увеличено отверстие слива моторного масла из-под клапанной крышки в штанговую полость.
Окна впускного и выпускного каналов расположены на противоположных сторонах головки цилиндров. Впускной канал имеет тангенциальный профиль для обеспечения оптимального вращательного движения воздушного заряда, определяющего параметры рабочего процесса двигателя и токсичность отработавших газов, поэтому замена на головки цилиндров 740.1003014-20 не допускается.
В головку запрессованы чугунные седла и металлокерамические направляющие втулки клапанов. Седла клапанов имеют увеличенный натяг в посадке по сравнению с седлами двигателя 740.10 и фиксируются острой кромкой. Выпускные седла и клапан профилированы для обеспечения меньшего сопротивления выпуску отработавших газов.
Применение выпускного клапана двигателя 740.10 не рекомендуется.
Прокладка-заполнитель разового применения.
Для уплотнения перепускных каналов охлаждающей жидкости в отверстия днища головки установлены уплотнительные кольца 2 (рисунок 21) из силиконовой резины.
Рисунок 21. Газовый стык: 1 — головка цилиндра; 2 — кольцо уплотнительное перепуска охлаждающей жидкости; 3 — кольцо газового стыка; 4 — прокладка-заполнитель; 5 — гильза цилиндра; 6 — кольцо уплотнительное; 7 — прокладка уплотнительная; 8 — блок цилиндров; 9 — экран.
Пространство между головкой и блоком, отверстия стока моторного масла и штанговые отверстия уплотнены прокладкой головки цилиндра 7 (рисунок 20) из термостойкой резины. На прокладке дополнительно выполнены уплотнительные бурт втулки подачи масла и канавка слива масла в штанговые отверстия.
При сборке двигателя болты крепления головки цилиндра следует затягивать в три приема в последовательности указанной на рисунке 22.
Есть два момента неправильно отрегулированного впрыска:
Поскольку неправильной настройки может быть две, то у каждой из них свои признаки. Важно правильно различать симптомы, свидетельствующие об этих сбоях.
Поздний впрыск
Это ситуация, при которой обратный клапан ТНВД КамАЗа 740 уже опускается от максимальной верхней точки, а топливо только начинает поступать, взрыв идет следом.
В функционировании силового агрегата это показывается несколькими признаками.
- Белые выхлопные газы, особенно на холодном моторе.
- Возрастает количество оборотов.
- Мягко работает.
- Спокойное нажатие педали газа сопровождается тряской мотора на средних оборотах. После его как бы прорывает, и тряска исчезает на повышенных.
- КамАЗ плохо тянет.
- Увеличенный расход горючего.
- Перегрев.
Ранний впрыск
Ситуация, при которой поршень не подошел до максимальной точки, а горючая смесь уже поступает, взрыв направлен в сторону поршня. О проблеме свидетельствуют такие признаки:
- жесткая работа мотора;
- при резкой перегазовке и увеличенной нагрузке отмечается звон, а с увеличением температуры звук усиливается;
- если впрыск наступает слишком рано, то отмечается белый дым из выхлопной трубы;
- слабая тяга;
- увеличенный расход топлива.
Справка! Момент, установленный на заводе, обычно чуть запаздывает.
.jpg)
Есть несколько правил установки момента впрыска, которых следует придерживаться.
- Предпочтительнее начинать манипуляции при рабочей температуре мотора. Однако если симптомы явные, то можно начинать работу и на холодном.
- Устанавливаем привод таким образом, чтобы метка была сверху, затем два болта опустить на 17 градусов.
- Если впрыск ранний, то двигать привод насоса по ходу движения или по часовой стрелке.
- Если впрыск поздний, то наоборот.
- Двигать привод нужно по чуть-чуть, и постоянно затягивать болты.
После всех манипуляций запускаем двигатель КамАЗа, такой как арт.337 1111005 20 . Важно, чтобы при его активации во время резкой газовке послышался звон. В этом случае привод чуть-чуть отодвигаем назад. Звон пропадет, а момент будет установлен.
Установка момента впрыска
Для выполнения процедуры требуется подготовить металлический стержень диаметром 10 мм, длиной 30-40 см и гаечный ключ на 17 мм.
Справка! Компоненты дизельного мотора топливной аппаратуры являются высокоточными приборами, и при установке ТНВД V-образного типа на двигателе требует безупречного определения угла момента впрыска форсункой дизтоплива в рабочий цилиндр на такте сжатия. Ошибка ценой в один градус может спровоцировать выход силового агрегата из строя и повлечь за собой проведение его капитального ремонта.
.jpg)
Процедура установки ТНВД КамАЗа 5320 с одновременной установкой угла момента впрыска основывается на следующем:
- поднять и зафиксировать кабину;
- с левой стороны мотора, сверху, в задней части, на корпусе кожуха маховика механическое устройство, шток которого требуется приподнять и повернуть на 90 градусов, затем опустить в прорезь на корпусе;
- снизу КамАЗа ключом на 17 мм снять 2 болта и извлечь грязезащитный щиток;
- вставьте металлический стержень через прорезь кожуха в отверстие маховика и поворачивайте коленвал двигателя слева направо до тех пор, пока шток фиксатора сверху не заблокирует дальнейшее его перемещение;
- проверьте положение вала привода топливного насоса, расположенного в развале блока цилиндров двигателя (сверху);
- в том случае, когда приводная муфта ТНВД КамАЗа 55111 повернута установочной шкалой вверх, тогда совместите нулевую метку привода с риской на фланце топливного насоса и затяните два крепежных болта;
- в противном случае, стопор поднимается, и коленвал двигателя проворачивается на один оборот, и затем вновь выполняются вышеописанные действия.
После затяжки болтов приводной муфты на фланце ТНВД, стопор маховика поднимается, поворачивается на 90 градусов и опускается в паз. Снизу на кожухе маховика устанавливается грязезащитный щиток. После чего кабина грузовика опускается, и фиксаторы поднимаются в верхнее положение.
На этом этапе все манипуляции для того, чтобы поставить ТНВД заканчиваются.
Читайте также: