
Установка коленвала уаз 402
Добавил пользователь Alex Обновлено: 19.09.2024
Установить поршень 1-го цилиндра в в.м.т. такта сжатия.
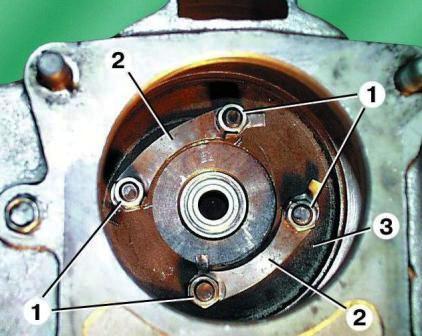
Съемником спрессовать звездочку 1 с конца коленчатого вала.
Снять упорную шайбу 2.
Отвернуть четыре гайки 1, предварительно отогнув края стопорных пластин 2, и снять маховик 3, вынув его снизу из картера сцепления.
Если не нужно вынимать поршни из цилиндров, можно не снимать головку блока цилиндров, достаточно отвернуть гайки шатунных болтов, снять крышки шатунов и осторожно продвинуть поршни в цилиндры.
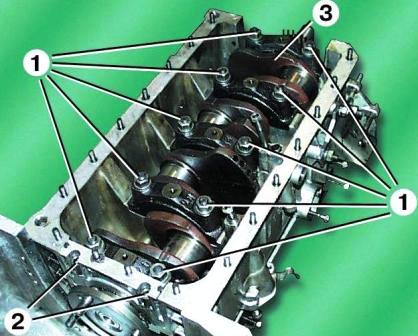
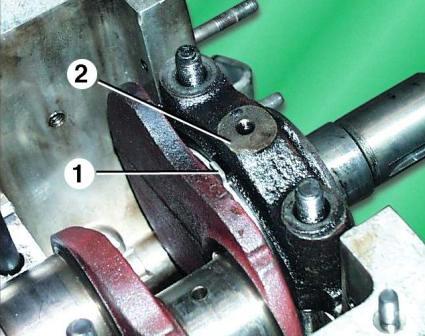
Отвернуть гайки 1 и болты 2 и снять крышки коренных подшипников.
Так как крышки сидят плотно, сбить их несильными ударами молотка.
Вынуть коленчатый вал 3 из постелей коренных подшипников.
Снять с конца коленчатого вала вторую упорную шайбу.

Вынуть из постелей коренных подшипников и крышек вкладыши коренных подшипников.
Вкладыши легче вынуть, если их сдвинуть отверткой так, чтобы конец вкладыша выступал над краем постели.
Дефектовка и ремонт
1. Промыть все детали бензином и просушить.
2. Осмотреть коленчатый вал. Если на нем есть трещины, его необходимо заменить.

3. Вывернуть пробки, прочистить, промыть бензином и продуть сжатым воздухом масляные каналы коленвала.
Завернуть пробки и затянуть моментом 38–42 Нм (3,8–4,2 кгс·м).
4. Если на коренных и шатунных шейках есть незначительные риски, царапины, задиры или овальность шеек превышает 0,01 мм, шейки нужно прошлифовать под ремонтный размер.
После шлифовки шейки необходимо отполировать.
Острые кромки фасок масляных каналов притупить абразивным конусом.
После шлифовки промыть вал и продуть сжатым воздухом масляные каналы.
После шлифовки шеек коленчатого вала нужно устанавливать вкладыши коренных и шатунных подшипников соответствующего ремонтного размера.
5. Осмотреть вкладыши коренных подшипников. Если на них есть риски, задиры, царапины, отслоения, вкрапления твердых частиц и т.д., вкладыши заменить.
6. Осмотреть маховик. Если повреждены зубья венца маховика, есть задиры, царапины и т.д. на поверхности, прилегающей к ведомому диску сцепления, маховик заменить. Если на маховике есть трещины, его также нужно заменить.
7. В отверстие коленчатого вала со стороны маховика запрессован подшипник носка первичного вала, закрытого типа.
Осмотреть подшипник, при обнаружении дефектов (большой люфт, заедание, повреждение защитных колец и т.д.) выпрессовать его из коленвала при помощи съемника.
Запрессовать новый подшипник заподлицо с нижней гранью фаски отверстия в коленвале

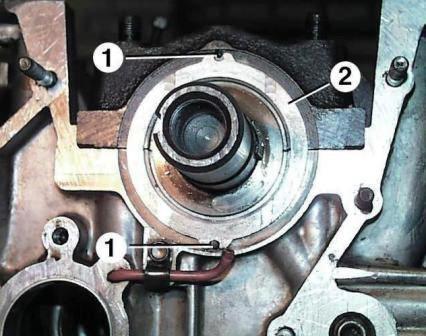
8. Осмотреть сальник коленвала в крышке распределительных звездочек.
Если сальник поврежден (надрывы, вырывы, большой износ рабочей кромки и т.д.), его нужно вынуть из крышки с помощью отвертки и запрессовать новый.
При большом пробеге автомобиля рекомендуется заменить сальник.
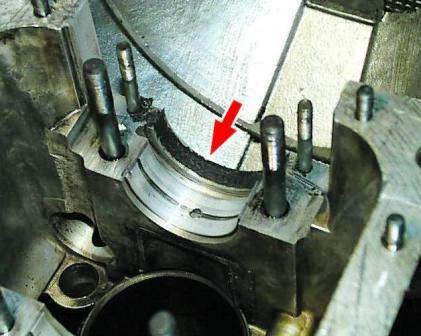
9. Заменить набивку заднего уплотнения коленчатого вала в постели коренного подшипника и в держателе.
Удалить старую набивку и вложить новую длиной примерно 120 мм.
Обрезать концы набивки так, чтобы она выступала над плоскостью постели и держателя на 0,5–1,0 мм.
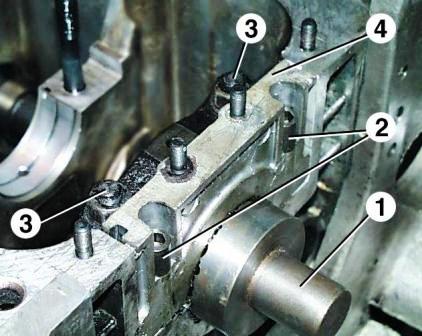
10. Обжать набивку, для этого уложить в постель подшипника оправку 1, установить держатель 4 и крышку коренного подшипника и затянуть гайки 3 и болты 2.
Размеры оправки показаны на рисунке.
11. Проверить состояние резиновых уплотнителей 1 в держателе набивки.
Если они потеряли упругость, потрескались, порваны и т.д., уплотнители нужно заменить.
Установка
Устанавливают коленчатый вал в порядке, обратном снятию, с учетом следующего:
1. Перед установкой смазать коренные и шатунные шейки коленчатого вала, вкладыши коренных подшипников и упорные шайбы моторным маслом и одеть на передний конец коленвала заднюю упорную шайбу антифрикционным слоем к щеке коленвала.
2. При установке крышки 2 первого коренного подшипника выступ задней упорной шайбы 1 должен войти в паз крышки 2.
3. Установить переднюю упорную шайбу 2 на штифты 1, антифрикционным слоем наружу.
4. Распорная шайба между шестерней коленчатого вала и передней упорной шайбой устанавливается фаской в отверстии в сторону упорной шайбы.
После установки шестерни коленчатого вала замерить его осевой зазор, который должен быть в пределах 0,125– 0,325 мм.
Зазор измеряют между торцом задней упорной шайбы и щекой коленвала, при этом вал должен быть отжат до предела в сторону маховика.
6. Затянуть гайки крепления маховика моментом 76–83 Нм (7,6–8,3 кгс·м) и законтрить, загнув край стопорной пластины на грань гайки.
7. Перед присоединением шатунов провернуть коленчатый вал. Он должен вращаться легко, без заеданий.
Установить поршень 1-го цилиндра в в.м.т. такта сжатия.
Съемником спрессовать звездочку 1 с конца коленчатого вала.
Снять упорную шайбу 2.
Отвернуть четыре гайки 1, предварительно отогнув края стопорных пластин 2, и снять маховик 3, вынув его снизу из картера сцепления.
Если не нужно вынимать поршни из цилиндров, можно не снимать головку блока цилиндров, достаточно отвернуть гайки шатунных болтов, снять крышки шатунов и осторожно продвинуть поршни в цилиндры.
Отвернуть гайки 1 и болты 2 и снять крышки коренных подшипников.
Так как крышки сидят плотно, сбить их несильными ударами молотка.
Вынуть коленчатый вал 3 из постелей коренных подшипников.
Снять с конца коленчатого вала вторую упорную шайбу.
Вынуть из постелей коренных подшипников и крышек вкладыши коренных подшипников.
Вкладыши легче вынуть, если их сдвинуть отверткой так, чтобы конец вкладыша выступал над краем постели.
Дефектовка и ремонт
1. Промыть все детали бензином и просушить.
2. Осмотреть коленчатый вал. Если на нем есть трещины, его необходимо заменить.
3. Вывернуть пробки, прочистить, промыть бензином и продуть сжатым воздухом масляные каналы коленвала.
Завернуть пробки и затянуть моментом 38–42 Нм (3,8–4,2 кгс·м).
4. Если на коренных и шатунных шейках есть незначительные риски, царапины, задиры или овальность шеек превышает 0,01 мм, шейки нужно прошлифовать под ремонтный размер.
После шлифовки шейки необходимо отполировать.
Острые кромки фасок масляных каналов притупить абразивным конусом.
После шлифовки промыть вал и продуть сжатым воздухом масляные каналы.
После шлифовки шеек коленчатого вала нужно устанавливать вкладыши коренных и шатунных подшипников соответствующего ремонтного размера.
5. Осмотреть вкладыши коренных подшипников. Если на них есть риски, задиры, царапины, отслоения, вкрапления твердых частиц и т.д., вкладыши заменить.
6. Осмотреть маховик. Если повреждены зубья венца маховика, есть задиры, царапины и т.д. на поверхности, прилегающей к ведомому диску сцепления, маховик заменить. Если на маховике есть трещины, его также нужно заменить.
7. В отверстие коленчатого вала со стороны маховика запрессован подшипник носка первичного вала, закрытого типа.
Осмотреть подшипник, при обнаружении дефектов (большой люфт, заедание, повреждение защитных колец и т.д.) выпрессовать его из коленвала при помощи съемника.
Запрессовать новый подшипник заподлицо с нижней гранью фаски отверстия в коленвале
8. Осмотреть сальник коленвала в крышке распределительных звездочек.
Если сальник поврежден (надрывы, вырывы, большой износ рабочей кромки и т.д.), его нужно вынуть из крышки с помощью отвертки и запрессовать новый.
При большом пробеге автомобиля рекомендуется заменить сальник.
9. Заменить набивку заднего уплотнения коленчатого вала в постели коренного подшипника и в держателе.
Удалить старую набивку и вложить новую длиной примерно 120 мм.
Обрезать концы набивки так, чтобы она выступала над плоскостью постели и держателя на 0,5–1,0 мм.
10. Обжать набивку, для этого уложить в постель подшипника оправку 1, установить держатель 4 и крышку коренного подшипника и затянуть гайки 3 и болты 2.
Размеры оправки показаны на рисунке.
11. Проверить состояние резиновых уплотнителей 1 в держателе набивки.
Если они потеряли упругость, потрескались, порваны и т.д., уплотнители нужно заменить.
Установка
Устанавливают коленчатый вал в порядке, обратном снятию, с учетом следующего:
1. Перед установкой смазать коренные и шатунные шейки коленчатого вала, вкладыши коренных подшипников и упорные шайбы моторным маслом и одеть на передний конец коленвала заднюю упорную шайбу антифрикционным слоем к щеке коленвала.
2. При установке крышки 2 первого коренного подшипника выступ задней упорной шайбы 1 должен войти в паз крышки 2.
3. Установить переднюю упорную шайбу 2 на штифты 1, антифрикционным слоем наружу.
4. Распорная шайба между шестерней коленчатого вала и передней упорной шайбой устанавливается фаской в отверстии в сторону упорной шайбы.
После установки шестерни коленчатого вала замерить его осевой зазор, который должен быть в пределах 0,125– 0,325 мм.
Зазор измеряют между торцом задней упорной шайбы и щекой коленвала, при этом вал должен быть отжат до предела в сторону маховика.
6. Затянуть гайки крепления маховика моментом 76–83 Нм (7,6–8,3 кгс·м) и законтрить, загнув край стопорной пластины на грань гайки.
7. Перед присоединением шатунов провернуть коленчатый вал. Он должен вращаться легко, без заеданий.

Внутренние полости двигателя были сильно загрязнены смесью солидола с сажей, почти в сантиметр под клапанной крышкой. При вскрытии картера обнаружилась открученная гайка коренного.
Гайка хранилась в поддоне.
Процесс разборки ЗМЗ-402

Набивка порядком подношена, была установлена ёлкой по вращению, т.е. наоборот.
Выпускные клапана развальцованы грибком.

Забоины на коромыслах.


Забоины на толкателях.
Больше всех огорчил распредвал, на 4 кулачках забоины, кулачки сточены на 1 мм.

Забоины на распредвале.
На впускных клапанах в верхней части пропилы.
Для замера жесткости пружин был сделано такое приспособление.

По итогам разбора распредвал под замену, колено шлифовать, клапана под замену. Голову ЗМЗ-402 буду пилить под 92 бензин.
Пружины внутренние в допуске, внешние слабоваты (46 мм, 23-25 кг).
Поршневая в допуске, хоть что-то не менять, поменяю тока кольца.

Итак, на данный момент собрал блок. Первым делом устранил заводские ошибки при изготовлении блока, канал после помпы забит облоем и деффектами литья.

Но после использования напильника всё проходит.
Далее выкручиваем пробки масляных каналов, и прочищаем проводом и компрессором внутренности, в трёх каналах обнаружилось остатки сверловки, похоже ещё заводской.

Ровняем острые кромки на масляных каналах коленвала, чтобы они не срезали вкладыши, тут главное не сделать бугорок по кромке.

Раскручиваю коленвал, не над головой, а пробки шатунных шеек.

Должно быть вот так.

Это с коленвала набралось.
Усаживаю набивку в блок.

Ставим колено и вгоняю поршня, все сопрягаемые детали жирно мажу маслом, которое потом залью для обкатки.

Стяжка на двух хомутах и полоски жести 30*290мм


Установка распредвала ЗМЗ-402 .
Поставил переходник на жигулёвский фильтр, масляный канал рассверлил, был совсем маленький.

Переходник на жигулёвский фильтр.
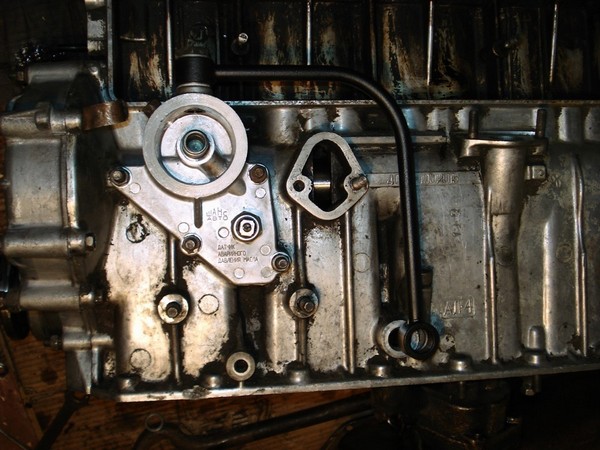
Трубка не совпала

Шкив расползался пришлось сбить и прихватить.
Покрасил крышки от ЗМЗ-402 .

Всё, закрыл поддон.

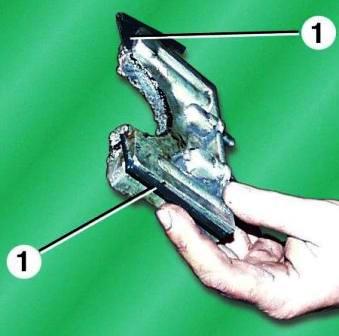
Слева волговский кронштейн, справа УАЗовский, для сравнения

Вот так на данный момент.
Была подобрана корзина Fenox, ведомый любой УАЗовский под нужный вал (они тоже разные).

Для сравнения слева старая волговская, справа новая, сзади рычажная. Точно не скажу откуда она с УАЗа или ГАЗа, 6 пружин, с виду мощней чем с УАЗа. Читал по отзывам, что диафрагменная сцепа слабее рычажной, небольшой тест наступая пяткой в место прижима выжимного подшипника своим чахлым тельцем в 100 кг могу сказать, что старая волговская и рычажная прогнулись на 1-1,5 см, а новая нифига не прогнулась.

Вот три подопытных.
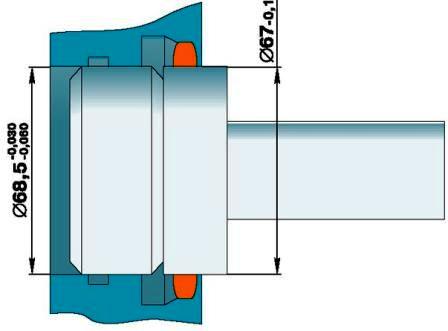
Читал, что маховик на ЗМЗ-402 легче чем на УАЗе (8 кг против 13 кг), ну фиг знает может у меня он от старости такой, но весит он 13 кг.
Это с ключём на 13.
А диаметр у него вот такой.

Колокол желательно что бы был универсальный, как у меня.

Обобщая, можно сказать, что бы внедрить ЗМЗ-402 с волги в УАЗ достаточно купить нажимной диск, и передние кронштейны крепления двигателя. Ну выхлоп ещё переделать, управление педалью газа… это мелочи.
Мне пришлось ещё зубчатый венец поменять, сбил старый молотком, новый положил в духовку на 10 минут под 250 градусов, ну как десять минут. Заранее смазал маховик фиксатором резьбы и надел венец. После остывания собрал.
Закрыл ещё одну полость.
Бывает убегает тосол через дыру в блоке по шпильке, вот эту

Секретная дыра с резьбой на 10.
Проверять я не стал, а просто вкрутил туда болт.

Болт, хранитель тосола.
Собрал ГБЦ. Голову шлифовал под 92 бензин срезали 3,5 мм, высота ГБЦ была 98 мм стала 94,5 мм (стандарт 94,4 мм).
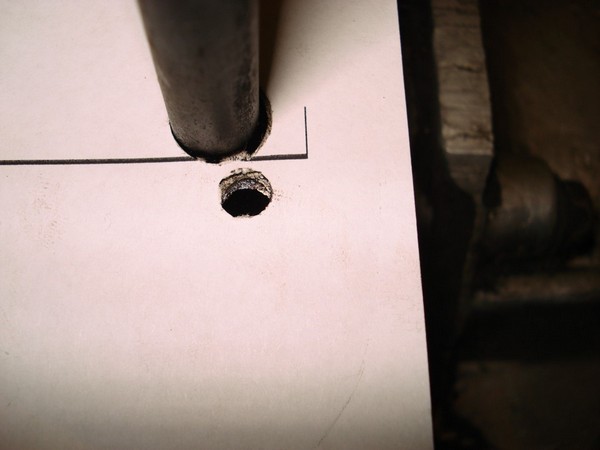
Отвод на печку, так называемый танчик, в задней части ГБЦ упирается в стенку подкапотного пространства и его нужно снимать, и встаёт вопрос откуда брать отвод на печку. Хорошо если в верхней части ГБЦ стоит датчик, то вопрос отпадает, у меня же на этом месте был лишь технологический прилив алюминия. Короче дыры нет. Но нормальных пацанов отсутствие дыры не остановит, нужно сделаю, я так женился вообще. Ладно хватит демагогии ближе к делу.
ГБЦ была вот такая:

Взял сверло на 19мм (на 18мм надо было брать, но и так нормально вышло) и метчики полдюймовые для трубной резьбы, их видно на фото, и понеслась.
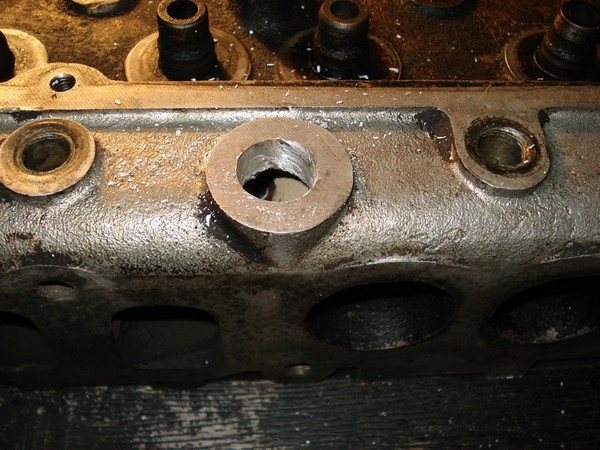
Сверлим и режу резьбу, всё просто места хватает.
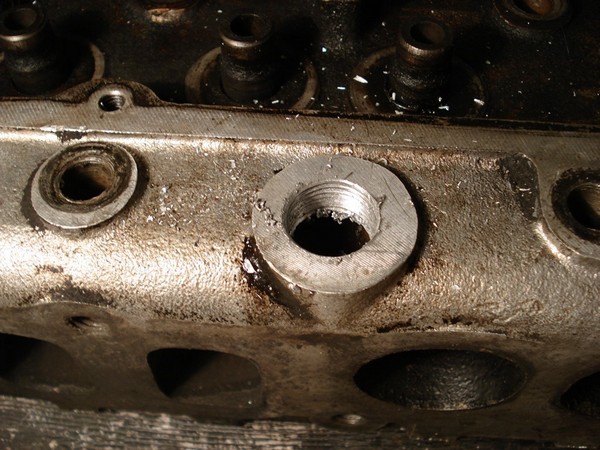
Далее проверил масленый канал, он немного не совпадал с блоком, был подпилен напильником.
Шлифанул привалочную плоскость.


Проверил каналы входа-выхода на совпадение с пауком, подпилил.
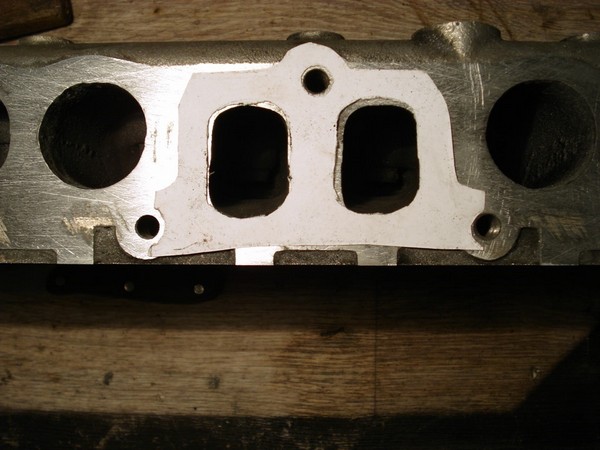

С обратной стороны.

На клапанах от покупной притирки не осталось ни царапины, хотя поясок на седле набился уже почти 2 мм, повторил с самодельной из абразива, немного пошло.

Но на остальных я так и не добился такого же эффекта, пролил растворителем, вроде не течет и засухарил.

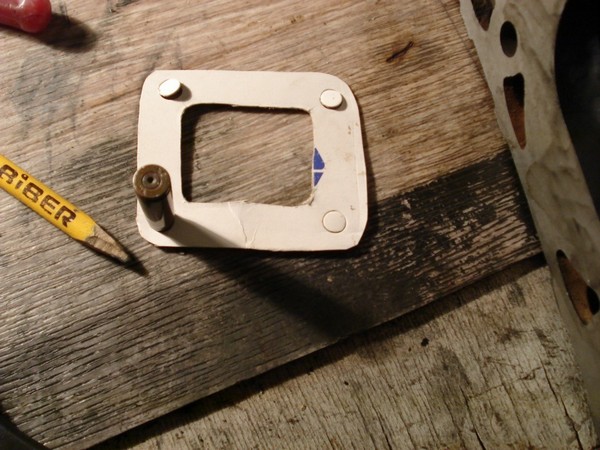
В наборе прокладок были прокладки под всё, окрамя задней заглушки ГБЦ пришлось делать самому. Дырки удобно бить гильзой 7,62,
Для набива колпачков чётко подошёл ёршик.
Ну и завершение.

Проходной диаметр уголка на 15 примерно 14,5 мм, танчика 9,5 мм, т.е. порход в уголке больше чем в 2 раза.
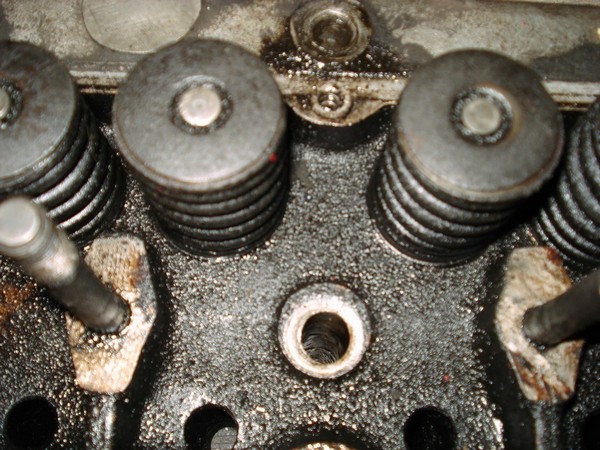
Отверстия под шпильки двигателя прогнал сверлом 13 мм вычистил много грязи и удалил сплюснутый к резьбе алюминий.
В идеале бы направляющие поменять (зазор 0,5 при допуске max 0,25 мм), но дорого, а самому нет подходящего набора инструментов. В продаже развёртки плохие.
Двигатель собран и сохнет. Голова прикручена, клапана отрегулированы. Просверлил в помпе дырку под полдюймовый ёршик, чтоб отток ОЖ из печки был равен притоку.
В тройник вогнал втулку от амортизатора, чтоб уменьшить ход жидкости по малому кругу, чтобы помпа больше с печки подсасывала.



Заткнул пока отвёрткой.
Все гайки, шпильки и болты закручивал на фиксатор резьбы, где красный, где синий, что-то очень мне он в последнее время нравится.
Читайте также: