
Регулировка грм камаз 740
Добавил пользователь Morpheus Обновлено: 20.09.2024
Проверка и регулировка тепловых зазоров в газораспределительном механизме двигателя КамАЗ
Тепловые зазоры в механизме газораспределения регулируйте на холодном двигателе не ранее чем терез 30 мин после его останова.
При регулировании тепловых зазоров коленчатый вал устанавливайте последовательно в положения I, II, III, IV ( табл. 3 ), которые определяются поворотом коленчатого вала относительно начала впрыскива-топлива в первом цилиндре на угол, указанный в таблице. При каждом положении регулируйте одновременно зазоры клапанов двух цилиндров в порядке работы: 1—5—4—2—6—3—7—8.
Таблица 3. Углы поворота коленчатого вала относительно начала впрыскивания топлива в первом цилиндре при регулировании тепловых зазоров
| Параметр | Значение параметра при положениях коленчатого вала | |||
| I | II | III | V | |
| Уголповорота коленчатого вала | 60° | 240° | 420° | 600° |
| Цилиндры регулируемых клапанов | 1; 5 | 4; 2 | 6; 3 | 7; 8 |
Регулируйте тепловые зазоры в следующем порядке:
- снимите крышки головок цилиндров;
- проверьте момент затяжки и при необходимости втяните болты крепления головок цилиндров;
- установите фиксатор маховика в нижнее поение;
- снимите крышку люка в нижней части картера пления;
- вставляя ломик в отверстия на маховике, проворачивайте коленчатый вал до тех пор, пока фиксатор не войдет в зацепление с маховиком;
- проверьте положение меток на торце корпуса муфты опережения впрыскивания топлива и фланце ведущей полумуфты привода топливного насоса высокого давления. Метки должны находиться в верхнем положении. Если риски находятся внизу, выверите фиксатор из зацепления с маховиком, проверни коленчатый вал на один оборот, при этом фиксатор ен войти в зацепление с маховиком;
- установите фиксатор маховика, в верхнее положение;
- проверните коленчатый вал по ходу вращения (против часовой стрелки, если смотреть со стороны маховика) на угол 60° (поворот маховика на угловое стояние между двумя соседними отверстиями соответствует повороту коленчатого вала на 30°), т. е. в положение I. При этом клапаны 1-го и 5-го цилиндров закрыты (штанги клапанов легко проворачиваются от руки);
- проверьте момент затяжки гаек крепления стоек коромысел регулируемых цилиндров и при необходимости затяните их;
- проверьте щупом зазор между носками коромысел и торцами стержней клапанов 1-го и 5-го цилиндров. Щуп толщиной 0,3 для впускного и 0,4 для выпускного клапанов должен входить с усилием (передние клапаны правого ряда цилиндров впускные, левого ряда — выпускные);
- для регулирования зазора приспособлением И801.14.000 ( рис. 63 ) ослабьте гайку регулировочного винта, вставьте в зазор щуп и, вращая винт отверткой 2, установите требуемый зазор. Придерживая винт отверткой, затяните гайку и проверьте величину зазора;
- дальнейшее регулирование зазоров в клапанном механизме проводите попарно в цилиндрах 4 и 2 (положение II), 6 и 3 (положение III), 7 и 8 (положение IV), проворачивая коленчатый вал по ходу вращения каждый раз на 180° ( см. табл. 3 );
- пустите двигатель и проверьте его работу, при правильно отрегулированных зазорах стука в клапанном механизме не должно быть;
установите крышки люка картера сцепления и головок цилиндров.
Рис. 63. Регулирование тепловых зазоров приспособлением И801.14.000: 1 - ключ; 2 — отвертка
Для смены фильтрующих элементов фильтра тонкой очистки топлива:
- выверните на два-три витка сливные пробки 10 ( см. рис. 32 ) и слейте топливо из фильтра, затем вверните пробки;
- выверните болты крепления колпаков фильтра, снимите колпаки ( рис. 64 ) и удалите загрязненные фильтрующие элементы;
- промойте колпаки дизельным топливом;
- установите в каждый колпак новый фильтрующий элемент;
- установите колпаки с элементами и затяните болты;
- пустите двигатель и убедитесь в герметичности фильтра.
Рис. 64. Обслуживание фильтра тонкой очистки топлива
Подтекание топлива устраните подтяжкой болтов крепления колпаков.
Для технического обслуживания фильтра грубой очистки топлива:
- слейте топливо из фильтра, ослабив сливную пробку 1 ( см. рис. 36 );
- выверните четыре болта 7 крепления стакана к корпусу фильтра и снимите стакан 2 вместе с фланцем 8;
- выверните фильтрующий элемент из корпуса;
- промойте сетку фильтрующего элемента и полость стакана бензином или дизельным топливом, продуйте сжатым воздухом;
- наденьте на фильтрующий элемент уплотнительную шайбу, распределитель 6 и вверните фильтрующий элемент в корпус;
- установите стакан фильтра и закрепите его болтами;
- затяните сливную пробку;
- убедитесь в отсутствии подсоса воздуха через фильтр на работающем двигателе; при необходимости устраните подтягиванием болтов крепления стакана к корпусу.
Рис. 65. Установка начала впрыскивания топлива в первом цилиндре двигателя по меткам: 1 - муфта автоматическая опережения впрыскивания; 2 - полумуфта ведомая; 3 -болт стяжной; 4 - фланец задний ведущей полумуфты; I - метка на заднем фланце полумуфты; II - метка на муфте опережения впрыскивания; III - метка на корпусе топливного насоса высокого давления
Для двигателей 740.11-240 проверка e регулировка угла опережения впрыскивание-топлива производится с помощью моментоскопа!
Установка моментоскопа приведена на рис. 65-b . Схема нумерации цилиндров двигателя и расположения секций топливного насоса высокого давлений (ТНВД) приведены на рисунке 65-b .
- Отсоедините трубку высокого давления восьмой секции ТНВД.
- На штуцер восьмой секции установите моментоскоп согласно рисунков.
- Рычаг управления регулятором переведите в среднее положение.
- Заполните стеклянную трубю моментоскопа топливом, вращая коленчаты вал двигателя.
- Переведите фиксатор в глубокий паз медленно поворачивайте коленчатый вал двигателя по ходу вращения до моменте начала движения топлива в стеклянной трубке моментоскопа. Если в этот момент фиксатор войдет в паз маховика, то угол опережения впрыскивания топлива установлено правильно.
При этом допускается несовпадение (S) не более 2 мм метки на фланце ведомое полумуфты и указателя на корпусе ТНВД сторону опережения впрыскивания топливе ( см. рис. 65-а ). Фиксатор переведите в верхнее положение. - Если паз на маховике двигателя не дошел до фиксатора, а движение топлива в стеклянной трубке началось, ослабьте болт крепления ведомой полумуфты и доведите паз маховика до фиксатора, затянуте болты. Фиксатор переведите в верхнее положение. Проверьте точность установки угла согласие п. 5.
- Если фиксатор вошел в паз на маховике а движение топлива в трубке не началось то ослабьте болты крепления ведомой полумуфты и медленно поворачивайте кулачковый вал ТНВД за фланец ведомой полумуфты (для двигателей с МОВТ за муфту опережения) по ходу вращения до моменте начала движения топлива в стеклянной трубке моментоскопа. Закрепите болты и повторите действия по п 5.Фиксатор переведите в верхнее положение.
Рис. 65-а. Установка угла опережения впрыскивания топ-ливадвигателейс муфтой опережения впрыскивания топлива 1 - корпус ТНВД; 2 - автоматическая муфта опережения впрыскивания топлива; 3 - полумуфта ведомая; 4 -вал привода; 5 - полумуфта ведущая; 6 - стяжной болт; 7 - шпонка; 8 - фланец центрирующий; 9 - втулка центрирующая; 10, 11 - пакет пластин; 12 -болт.
Рис. 65-b. Схема нумерации цилиндров двигателя и расположения секцийтопливного насоса высокого давления: 1 - двигатель; 2 - топливный насос высокого давления: 3 - маховик.
Рис. 65-с. Схема установки моментаскопа: 1 - стеклянная трубка; 2 - переходная трубка; 3 -отрезок топливопровода высокого давления; 4 - накидная гайка.
Механизм газораспределения дизеля КАМАЗ 740.11-240, 740.13-260, 740.14-300
Механизм газораспределения предназначен для обеспечения впуска в цилиндры свежего воздушного заряда и выпуска из них отработавших газов
Впускные и выпускные клапаны открываются и закрываются в определенных положениях поршня, что обеспечивается совмещением меток на шестернях привода агрегатов при их монтаже.

Механизм газораспределения - верхнеклапанный с нижним расположением распределительного вала.
Кулачки распределительного вала 24 в соответствии с фазами газораспределения приводят в действие толкатели 23. Штанги 18 сообщают качательное движение коромыслам 16, а они, преодолевая сопротивление пружин 7 и 8, открывают клапаны 25. Закрываются клапаны под действием силы сжатия пружин.
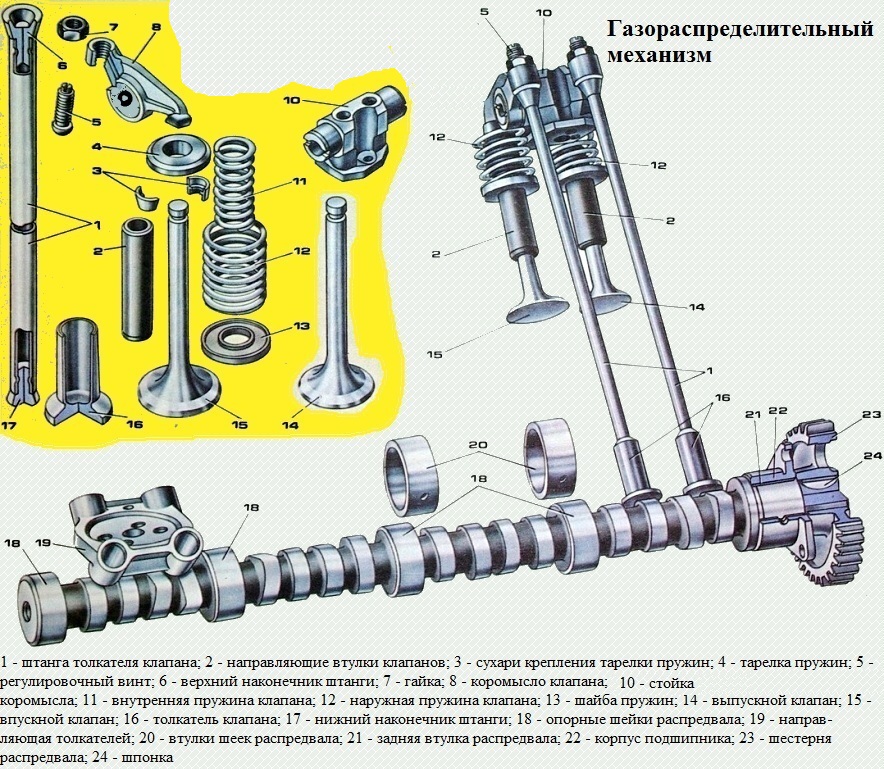
Распределительный вал стальной, кулачки и опорные шейки подвергнуты термообработке ТВЧ; устанавливается в развале блока цилиндров на пяти подшипниках скольжения, представляющих собой стальные втулки, залитые антифрикционным сплавом.
Диаметр втулок на 6 мм больше по сравнению со втулками двигателя мод. 740.10.
Распределительный вал увеличенной размерности, измененными фазами газораспределения и ходом клапанов по сравнению с распредвалом двигателя мод. 740.10.
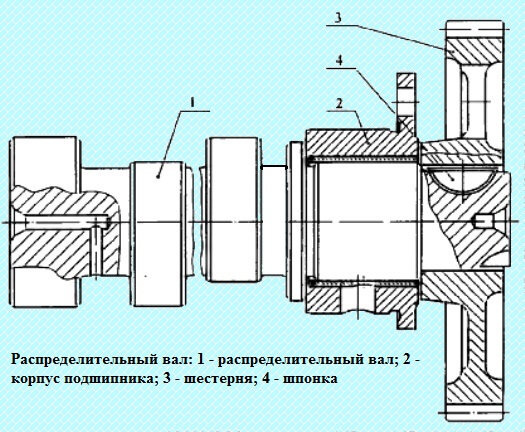
На задний конец распределительного вала напрессована прямозубая шестерня 3.
Привод распределительного вала осуществляется от шестерни коленчатого вала через промежуточные шестерни.
Шестерни стальные, штампованные с термообработанными зубьями.
Для обеспечения заданных фаз газораспределения шестерни при сборке устанавливаются по меткам, выбитым на торцах (см. статью "Техническая характеристика двигателя КАМАЗ 740.11-240").
От осевого перемещения вал фиксируется корпусом 2 подшипника задней опоры, который крепится к блоку цилиндров тремя болтами.
Посадочный диаметр корпуса подшипника задней опоры больше по сравнению с корпусом подшипника двигателя мод. 740.10.
Установка корпуса подшипника задней опоры распределительного вала двигателя мод. 740.10 не допустима, так как приведет к аварийному снижению давления масла в системе и преждевременному выходу из строя двигателя.
Клапаны из жаропрочной стали.
Угол рабочей фаски клапанов 90°. Диаметр тарелки впускного клапана 51,6 мм, выпускного - 46,6 мм, высота подъема впускного клапана - 14,2 мм, выпускного - 13,7 мм.
Геометрия тарелок впускных и выпускных клапанов обеспечивают соответствующие газодинамические параметры впуска-выпуска газов и поэтому их замена на клапаны двигателя мод. 740.10 не рекомендуется.
Клапаны перемещаются в направляющих втулках изготовленных из металлокерамики.
Для предотвращения попадания масла в цилиндр и снижения его расхода на угар, на направляющих клапанов устанавливаются резиновые уплотнительные манжеты.
Толкатели тарельчатого типа с профилированной направляющей частью, изготовлены из стали с последующей наплавкой поверхности тарелки отбеленным чугуном.
Толкатель подвергнут химико-термической обработке.
Коромысла клапанов стальные, штампованные, представляют собой двуплечий рычаг, у которого отношение большого плеча к меньшему составляет 1.55.
Коромысла впускного и выпускного клапанов устанавливаются на общей стойке и фиксируются в осевом направлении пружинным фиксатором.
Коромысла клапанов двигателя 740.11-240. в отличие от коромысел двигателя мод. 740.10, не имеют бронзовой втулки.
Направляющие толкателей отлиты заодно с блоком цилиндров.
Штанги толкателей стальные, пустотелые с запрессованными наконечниками. Штанги на 3 мм короче штанг двигателя мод. 740.10 и не взаимозаменяемы с ними.
Стойка коромысел чугунная, её цапфы подвергнуты термической обработке ТВЧ.
Диаметр цапф на 2 мм больше по сравнению с цапфами стойки коромысел двигателя мод. 740.10.
Пружины клапанов винтовые, устанавливаются по две на каждый клапан.
Пружины имеют различные направления навивки. Диаметр проволоки наружной пружины 4,8 мм, внутренний - 3,5 мм.
Предварительно устанавливаемое усилие пружин 355 Н, суммарное рабочее - 821 Н. Пружины взаимозаменяемы с пружинами двигателя мод. 740.10.
Порядок регулировки зазоров между носиками коромысел и клапанами описан в разделе "Техническое обслуживание".
Головки цилиндров 1 (рис.1) отдельные на каждый цилиндр, изготовлены из алюминиевого сплава. Головка цилиндра имеет полость охлаждения, сообщающуюся с полостью охлаждения блока.
Для усиления днища головки увеличена ее толщина в зоне выпускного канала и выполнено дополнительное ребро по сравнению с головкой цилиндра двигателя мод. 740.10.
Каждая головка цилиндров устанавливается на два установочных штифта, запрессованные в блок цилиндров, и крепится четырьмя болтами из легированной стали.
Один из установочных штифтов одновременно служит втулкой для подачи масла на смазку коромысел клапанов. Втулка уплотнена резиновыми кольцами.
В головке, по сравнению с головкой двигателя 740.10, увеличено отверстие слива моторного масла из-под клапанной крышки в штанговую полость.
Окна впускного и выпускного каналов расположены на противоположных сторонах головки цилиндров.
Впускной канал имеет тангенциальный профиль для обеспечения оптимального вращательного движения воздушного заряда, определяющего параметры рабочего процесса и экологические показатели двигателя, поэтому замена на головки цилиндров двигателя мод. 740.10 не допускается.
В головку запрессованы чугунные седла и металлокерамические направляющие втулки клапанов.
Седла клапанов имеют увеличенный натяг в посадке по сравнению с седлами двигателя мод. 740.10, и фиксируются острой кромкой.
Выпускное седло и клапан профилированы для обеспечения меньшего сопротивления выпуску отработавших газов.
Применение выпускного клапана мод. 740.10 не рекомендуется.
Стык "головка цилиндра - гильза" (газовый стык) - беспрокладочный (рис. Газовый стык).
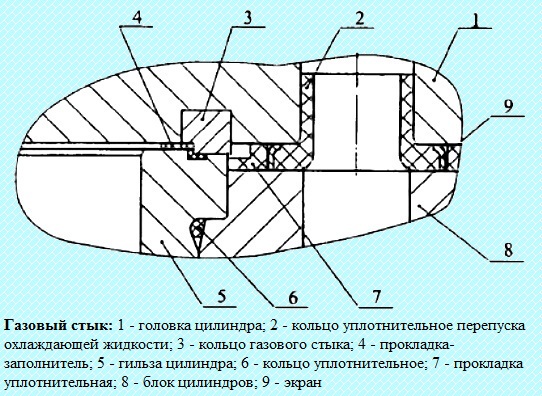
В расточенную канавку на нижней плоскости головки запрессовано стальное уплотнительное кольцо 3. Посредством этого кольца головка цилиндра устанавливается на бурт гильзы.
Герметичность уплотнения обеспечивается высокой точностью обработки сопрягаемых поверхностей уплотнительного кольца и гильзы цилиндра 5.
Уплотнительное кольцо дополнительно имеет свинцовистое покрытие для компенсации микронеровностей уплотняемых поверхностей.
Для уменьшения вредных объемов в газовом стыке установлена фторопластовая прокладка - заполнитель 4.
Прокладка - заполнитель фиксируется на выступающем пояске кольца газового стыка за счет обратного конуса с натягом.
Применение прокладки заполнителя снижает удельный расход топлива и дымность отработавших газов. Прокладка-заполнитель разового применения.
Для уплотнения перепускных каналов охлаждающей жидкости в отверстия днища головки установлены уплотнительные кольца 2 из силиконовой резины.
Пространство между головкой и блоком, отверстия стока моторного масла и отверстия прохода штанг уплотнены прокладкой 7 головки цилиндра из термостойкой резины.
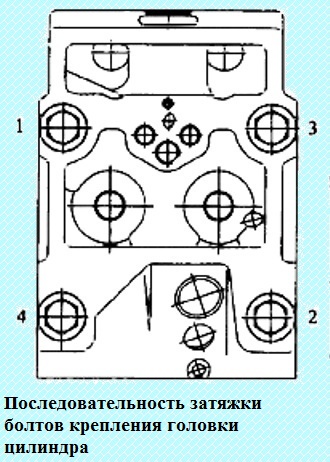
При сборке двигателя болты крепления головки цилиндра следует затягивать в три приема в порядке возрастания номеров, указанном на рис. 5
Величины моментов затяжки должны быть:
Перед ввертыванием смазать резьбу болтов слоем графитовой смазки.
После затяжки болтов необходимо отрегулировать зазоры между клапанами и коромыслами (регулировка зазоров клапанов описана в статье - Общие сведения о техническом обслуживании двигателя Камаз.
Клапанный механизм закрыт алюминиевой крышкой 15 (см. рис. 1). Для шумоизоляции и уплотнения стыка крышка - головка цилиндра применены виброизоляционная шайба 14 и резиновая уплотнительная прокладка 19.
Болты крепления крышек головок цилиндров затянуть с крутящим моментом 12,7-17,6 Нм (1,3-1,8 кгс.м).
Основные неисправности механизма газораспределения
Отклонения в работе механизма газораспределения при естественном износе деталей вызывают ухудшение динамики механизма, способствуют ускоренному износу сопряжений. Из общего числа отказов всех систем двигателя 25-27 % приходится на ГРМ.
Основными неисправностями двигателя, обуславливаемые неисправностями ГРМ, могут быть следующие:
- - уменьшение мощности двигателя, увеличение расхода топлива и масла;
- - повышение дымности отработавших газов;
- - уменьшение давления масла в системе двигателя при температуре выше 0° С;
- - неустойчивая работа двигателя на холостом ходу;
- - работа двигателя с перебоями или перегревом;
- - подтекания жидкости в соединениях системы охлаждения.
Признаками неисправностей ГРМ являются стуки в головке цилиндра.
Звонкий стук в головке цилиндра вызывается стуком клапанов о коромысла из-за большого теплового зазора между клапаном и носком коромысла.
Глухой металлический стук на холостом ходу и усиление его при подаче топлива являются признаком поломки клапанных пружин или заедании клапанов.
Неплотная посадка клапана на седло возникает при отсутствии или уменьшении теплового зазора между носком коромысла и клапаном, а так же при нарушении несущей способности неподвижного соединения головка цилиндров – седло клапана.
При неплотной посадке клапана на седло на отдельных участках между клапаном и седлом образуются зазоры.
Раскалённые газы под давлением и с большой скоростью проходят в образовавшиеся щели, поэтому поверхности фаски в этом месте интенсивно коррозируют, ухудшается прилегание фаски к седлу.
На поверхности фаски накапливаются продукты сгорания, вследствие чего нарушается герметичность соединения.
Анализ характерных повреждений клапанов и их сёдел показывает, что примерно 90% всех повреждений возникает при нарушении герметичности соединения седло – клапан.
При увеличении теплового зазора уменьшается высота подъёма клапанов, вследствие чего ухудшается наполнение и очистка цилиндров, растут ударные нагрузки и износ деталей ГРМ.
При очень маленьких тепловых зазорах, в результате сгорания или износа рабочих фасок клапана или седла клапана, не обеспечивается герметичность камеры сгорания, двигатель теряет компрессию, перегревается и не развивает полной мощности.
Наиболее часто встречающиеся неисправности ГРМ следующие:
- – преждевременный износ посадочных поверхностей седла и клапана; износ направляющей втулки клапана;
- – нарушение стабильности посадки в сопряжении седло клапана - головка цилиндров;
- – деформация головки цилиндров;
- – деформация седла и стержня клапана;
- – деформация тарелки клапана; обрыв стержня клапана и коррозия; износ отверстий под толкатели;
- – износ втулок распределительного вала; износ кулачков распределительного вала; износ коромысел клапанов.
Перед выполнением технических обслуживаний необходим индивидуальный контроль состояния ГРМ, позволяющий при помощи специального оборудования, без разборки двигателя заблаговременно выявить указанные выше скрытые неисправности и определить перечень профилактических и ремонтных воздействий.
Оценивать техническое состояние ГРМ следует по диагностическим параметрам, а определить необходимость выполнения операций обслуживания и ремонта – по предельным значениям этих параметров.
Характерный дефект штанг: ослабление посадки наконечников и погнутость стержня штанги.
Характерными дефектами клапанов являются износ рабочих фасок, погнутость стержня, облом тарелки клапана, износ торца клапана
Характерными дефектами толкателей являются износ тарелки, раковины на рабочей поверхности, износ стержня
Регулирование зазоров проводят на холодном двигателе не ранее чем через 30 мин после его остановки, при этом подачу топлива выключают, а автомобиль затормаживают стояночным тормозом.

Зазоры одновременно регулируют на двух головках попарно в порядке работы цилиндров двигателя.
Вначале коленчатый вал поворачивают до совпадения выемки на маховике.
Вначале коленчатый вал двигателя проворачивают и устанавливают его в положение, характеризующееся поворотом его по ходу вращения на 60° относительно начала впрыскивания топлива в первом цилиндре.
В этом положении клапаны регулируемых цилиндров (1 и 5) закрыты (штанги свободно проворачиваются).
Для регулирования клапанов, следующих по порядку работы цилиндров, проворачивают коленчатый вал по ходу вращения каждый раз на 180°.
Порядок работы цилиндров 1—5—4—2—6—3—7—8.
Если снизу крутить маховик за отверстия в маховике, то сначала крутим от ВМТ в сторону расположения аккумуляторов на два отверстия в маховике.
Крутим маховик по часовой стрелке, если смотреть спереди двигателя (против часовой стрелке, если смотреть сзади двигателя). И регулируем зазоры в 1 и 5-ом цилиндрах.
Затем через 6 отверстий в маховике следующие два цилиндра 4 и 2ой, и т д. Так как на маховике 12 равнорасположенных отверстия для прокрутки, то 6 отверстий, как раз соответствуют 180° поворота коленчатого вала.

Перед проверкой зазора следует подтянуть гайки крепления стоек коромысел и болты крепления головки; при этом, чтобы исключить возможную деформацию штанг, рекомендуется увеличить зазор, выворачивая регулировочные винты из коромысел.

Требуемый зазор устанавливаем щупом толщиной 0,30 мм для впускного и 0,40 мм для выпускного клапанов.
Удерживая контргайку, поворачивают отверткой винт так, чтобы щуп с ощутимым усилием перемещался в зазоре.
После этого, удерживая винт отверткой, затягивают контргайку, еще раз щупом проверяют зазор и, не вынимая его и поворачивая штангу, убеждаются, что она вращается свободно.
-
__/catalog/__
-
__/catalog/tehinfo/__
-
__/catalog/tehinfo/rukovodstvokamaz/__
-
__/catalog/tehinfo/rukovodstvokamaz/dvigatel-kamaz/__
-
__/catalog/tehinfo/rukovodstvokamaz/dvigatel-kamaz/to-dvigatel/__

Проверка и регулирование тепловых зазоров в газораспределительном механизме.
Тепловые зазоры двигателя в механизме газораспределения регулируйте на холодном двигателе не ранее чем через 30 мин после его останова.
Таблица 3. Углы поворота коленчатого вала относительно начала впрыскивания топлива в первом цилиндре при регулировании тепловых зазоров
Значение параметра при положениях коленчатого вала
Угол поворота коленчатого вала
Цилиндры регулируемых клапанов
Регулировка тепловых зазоров производится в следующем порядке:
- снимите крышки головок цилиндров;
- проверьте момент затяжки и при необходимости затяните болты крепления головок цилиндров;
- установите фиксатор маховика в нижнее положение;
- снимите крышку люка в нижней части картера сцепления;
- вставляя ломик в отверстия на маховике, проворачивайте коленчатый вал до тех пор, пока фиксатор не войдет в зацепление с маховиком;
- проверьте положение меток на торце корпуса муфты опережения впрыскивания топлива и фланце ведущей полумуфты привода топливного насоса высокого давления. Метки должны находиться в верхнем положении. Если риски находятся внизу, выведите фиксатор из зацепления с маховиком, проверните коленчатый вал на один оборот, при этом фиксатор должен войти в зацепление с маховиком;
- установите фиксатор маховика, в верхнее положение;
- проверните коленчатый вал по ходу вращения (против часовой стрелки, если смотреть со стороны маховика) на угол 60° (поворот маховика на угловое расстояние между двумя соседними отверстиями соответствует повороту коленчатого вала на 30°), т. е. в положение I. При этом клапаны 1-го и 5-го цилиндров закрыты (штанги клапанов легко проворачиваются от руки);
- проверьте момент затяжки гаек крепления стоек коромысел регулируемых цилиндров и при необходимости затяните их;
- проверьте щупом зазор между носками коромысел и торцами стержней клапанов 1-го и 5-го цилиндров. Щуп толщиной 0,3 для впускного и 0,4 мм для выпускного клапанов должен входить с усилием (передние клапаны правого ряда цилиндров — впускные, левого ряда — выпускные);
- для регулирования зазора приспособлением И801.14.000 (рис. 63) ослабьте гайку регулировочного винта, вставьте в зазор щуп и, вращая винт отверткой 2, установите требуемый зазор. Придерживая винт отверткой, затяните гайку и проверьте величину зазора;
- дальнейшее регулирование зазоров в клапанном механизме проводите попарно в цилиндрах 4 и 2 (положение II), 6 и 3 (положение III), 7 и 8 (положение IV), проворачивая коленчатый вал по ходу вращения каждый раз на 180° (см. табл. 3);
- пустите двигатель и проверьте его работу, при правильно отрегулированных зазорах стука в клапанном механизме не должно быть;
- установите крышки люка картера сцепления и головок цилиндров.
Рис. 63. Регулировка тепловых зазоров приспособлением И801.14.000: 1 - ключ; 2 - отвертка
Для смены фильтрующих элементов фильтра тонкой очистки топлива:
- выверните на два-три витка сливные пробки 10 (см. рис. 32) и слейте топливо из фильтра, затем вверните пробки;
- выверните болты крепления колпаков фильтра, снимите колпаки (рис. 64) и удалите загрязненные фильтрующие элементы;
- промойте колпаки дизельным топливом;
- установите в каждый колпак новый фильтрующий элемент;
- установите колпаки с элементами и затяните болты;
- пустите двигатель и убедитесь в герметичности фильтра.
Рис. 64. Обслуживание фильтра тонкой очистки топлива
Подтекание топлива устраните подтяжкой болтов крепления колпаков.
Для технического обслуживания фильтра грубой очистки топлива:
- слейте топливо из фильтра, ослабив сливную пробку 1 (см. рис. 36);
- выверните четыре болта 7 крепления стакана к корпусу фильтра и снимите стакан 2 вместе с фланцем 8;
- выверните фильтрующий элемент из корпуса;
- промойте сетку фильтрующего элемента и полость стакана бензином или дизельным топливом, продуйте сжатым воздухом;
- наденьте на фильтрующий элемент уплотнительную шайбу, распределитель 6 и вверните фильтрующий элемент в корпус;
- установите стакан фильтра и закрепите его болтами;
- затяните сливную пробку;
- убедитесь в отсутствии подсоса воздуха через фильтр на работающем двигателе; при необходимости устраните подтягиванием болтов крепления стакана к корпусу.
Для проверки и регулирования угла опережения впрыскивания топлива:
- Проверните коленчатый вал ломиком за отверстие на маховике через люк в нижней части картера сцепления до совмещения меток на корпусе топливного насоса высокого давления и автоматической муфте опережения впрыскивания топлива (рис. 65).
- Проверните коленчатый вал двигателя на пол-оборота против хода вращения (по часовой стрелке, если смотреть со стороны маховика).
- Установите фиксатор маховика в нижнее положение и проворачивайте коленчатый вал по ходу вращения до тех пор, пока фиксатор не войдет в паз маховика. Если в этот момент метки на корпусах топливного насоса и автоматической муфты совместились, то угол опережения впрыскивания установлен правильно: фиксатор переведите в верхнее положение.
- Если метки не совместятся:
- ослабьте верхний болт 3 ведомой полумуфты привода, поверните коленчатый вал по ходу вращения и ослабьте второй болт;
- разверните муфту опережения впрыскивания топлива за фланец ведомой полумуфты привода в направлении, обратном ее вращению, до упора болтов в стенки пазов (рабочее вращение муфты правое, если смотреть со стороны привода);
- опустите фиксатор в нижнее положение и поворачивайте коленчатый вал двигателя по ходу вращения до совмещения фиксатора пазом маховика;
- медленно поворачивайте муфту опережения впрыскивания топлива за фланец ведомой полумуфты привода только в направлении вращения до совмещения меток на корпусах насоса и муфты опережения впрыскивания. Закрепите верхний болт полумуфты привода, установите фиксатор в верхнее положение, поверните коленчатый вал и закрепите второй болт.
Для смазывания автоматической муфты опережения впрыскивания топлива используйте масло, применяемое для двигателя. На корпусе муфты имеются два отверстия, закрытые винтами с уплотнительными шайбами — масло залейте через верхнее отверстие до появления его из нижнего.
Рис. 65. Установка начала впрыскивания топлива в первом цилиндре двигателя по меткам: 1 - муфта автоматическая опережения впрыскивания; 2 - полумуфта ведомая; 3 - болт стяжной; 4 - фланец задний ведущей полумуфты; I - метка на заднем фланцe полумуфты; II - метка на муфте опережения впрыскивания; III - метка на корпусе топливного насоса высокого давления
Читайте также: