
Как снять бугель на камазе
Добавил пользователь Владимир З. Обновлено: 19.09.2024
Моменты затяжки соединений дизеля КАМАЗ 740.11-240, 740.13-260, 740.14-300, 740.30-260, 740.50-360, 740.51-320
Болты крепления 740.1005157-02 крышек коренных подшипников (вертикальные) коленчатого вала
Резьба на болтах должна быть смазана моторным маслом, избыток масла должен быть удален.
Затяжку производить, от средней опоры к крайним начиная с правого ряда в 2 приема:
Стяжные болты 7482.1005158, 7482.1005159 крышек подшипников коленчатого вала
Резьба в отверстиях крышки и на болтах должна быть смазана моторным маслом, избыток масла должен быть удален.
Затянуть с моментом 147-167 Нм (15-17 кгс-м).
Болты крепления маховика
Перед вворачиванием резьба должна быть смазана тонким слоем графитовой смазки.
Затяжку производить последовательно в два приема (предварительно и окончательно), окончательно с крутящим моментом:
- 7406.1005127 - 245. 264 Нм (25. 27 кгс-м).
- 740.1005127-11 -167. 186 Нм (17. 19 кгс-м).
Болты крепления полумуфты отбора мощности и гасителя 740.21-1005106-10 или 740.1005106
Болт крепления крышки шатуна 740.1004062-11
Затяжку производить в 2 приема:
Допускается затяжка с крутящим моментом - 127,5-137,3 Нм (13-14 кгс-м).
Болты крепления передней крышки блока цилиндров:
- - M10xl,25-6gxl20 49-60.8 Нм (5-6,2 кгс-м)
- - M12xl,25-6gxl20 88.1-108 Нм (9-11 кгс-м)
Болты крепления головок цилиндров М16
Перед вворачиванием резьба болтов должна быть смазана тонким слоем графитовой смазки.
Болты затягивать в три приема:
Болты крышек головок цилиндров М8
Болты крепления картера маховика М12:
Затягивать в два приема
Болты крепления картера маховика М10:
Затягивать в два приема
- -1 - прием 20-30 Нм (2-3 кгс-м)
- - 2-прием 43,1-54,9 Нм (4,4-5,6 кгс-м)
Болты крепления оси ведущей шестерни привода распредвала М10
Затягивать в два приема, окончательно с моментом – 49-61 Нм (5-6,2 кгс-м)
Болты крепления масляного картера М8
Болты крепления выпускных коллекторов М10
Затягивать в два приема, окончательно с моментом – 43-55 Нм (4,4-5,6 кгс-м)

Всем привет!
Перед НГ с сыном отремонтировали КПП и вот опять очередная крупная поломка:Задний редуктор.
Редуктора, как по закону отхаживают один-два года.Беда конечно в том что в связи с большой конкуренцией новых большегрузов приходится возить грузы больше предназначенные заводом-производителем.Поэтому страдают все узлы и агрегаты моего КамаЗика.Ведь разработан он был под 16тонн (с прицепом) а приходится возить 20-30тонн(((.
Так вот редуктор пробежал почти два года (примерно 70тыщ км) и приказал долго жить(.Хорошо что я работаю от части в чермете, куда сдают иногда и хорошие экземпляры для ремонта.Новый как ни странно стоит уже 95тысяч Российских рупей.
В общем из трёх "убитых" редукторов мы с сыном в течении двух дней перебрали-собрали себе редуктор.Много времени занимает регулировка подшипников и выставление конических шестерён.Благо чему я научился за 20лет))).
Как обычно основной поломкой редуктора является выдавливание боковых гаек у бугелей от чего подшипники разваливаются и ролики начинают бегать по редуктору и попадают под шестерни(.Если долго ехать на сломанном редукторе то там внутри всё собирается в кучу(мясо).Иногда даже ролики выдавливаются наружу, вырывая 8мм-вую сталь, ломаются полуоси(было пару раз).Поэтому вытаскиваются полуоси и снимается маленький кардан, включается блокировка МОДа и едем дальше до дома.










На этом я думаю достаточно, всем пока и удачи!
Дописываю:
Сегодня доделал Камазика, залил масло в редуктор, взял как обычно ТАД-17 9литров.
Как уложить коленчатый вал и поршневую группу двигателя Камаз
Устанавливаем блок цилиндров на стенд для сборки двигателя
Собираем и подготавливаем поршневую группу
Подготавливаем коленчатый вал для сборки.
Сборка двигателя 470.63
Для начала нужно уложить коленчатый вал.


Для этого откручиваем боковые болты крепления бугелей (крышек коренных подшипников) (рис. 1).
Откручиваем нижние болты крепления бугелей (крышек коренных подшипников) (рис. 2).

Вынимаем бугеля и укладываем их по порядку (рис. 3).
Протираем посадочные места коренных подшипников.


Укладываем верхние коренные вкладыши с проточкой посередине (рис. 4).
Смазываем моторным маслом и устанавливаем толкатели в гнезда блока (рис. 5).


Смазываем тонким слоем моторного масла верхние коренные вкладыши (рис. 6).
Укладываем коленчатый вал в блок цилиндров.
Коленчатый вал нужно укладывать так, чтобы противовес первого цилиндра смотрел вниз относительно поддона двигателя (тогда он лучше садится на место) (рис. 7).

Вставляем нижние коренные вкладыши в бугеля (крышки коренных подшипников), смазываем вкладыши и устанавливаем бугеля, чтобы замки вкладышей совпадали (рис. 8).
Наживляем нижние болты бугелей.

В проточки задней коренной опоры вставляем сталеалюминиевые полукольца так, чтобы сторона с канавками прилегала к упорным торцам вала, а ус входил в паз на крышке заднего коренного подшипника.
Предварительно затягиваем болты коренных подшипников моментом 94,2÷117,7 Нм (9,6÷12кгс.м).

Затяжку начинаем со среднего коренного подшипника (рис. 10), в порядке 3-4-5-2-1.
Окончательно затягиваем болты крышек коренных подшипников моментом 206÷230,5 Нм (21÷23,5).
Вворачиваем и затягиваем стяжные болты М12 блока, обеспечив момент затяжки 80,4÷90,2 Нм (8,2÷9,2 кгс.м).
При затяжке динамометрическим ключом сопротивление должно нарастать плавно, без рывков. Момент отсчитывайте при движении ключа.
По окончании затяжки коленчатый вал должен свободно проворачиваться от усилия руки, приложенного к установочным штифтам маховика, осевой зазор в упорном подшипнике должен быть не менее 0,05 мм.
Для удобства установки поршневой группы, поворачиваем блок на стенде в вертикальное положение.
Установку начинаем с восьмого цилиндра.


Вставляем верхний вкладыш шатуна, смазываем его тонким слоем моторного масла (рис. 11), и смазываем тонким слоем моторного масла цилиндр.
С помощью приспособления для установки поршневой группы вставляем шатун с поршнем в блок цилиндров, обеспечив разное расположение замков колец, чтобы замки не совпадали на одной оси с поршневым пальцем.
Деревянной стороной молотка аккуратно подбиваем поршень, следя за правильным положением болтов и вкладыша шатуна.

Вставляем вкладыш в крышку шатуна, смазываем шатун и устанавливаем его таким образом, чтобы замки вкладышей совпадали (рис. 13). Наживляем гайки крепления крышки шатуна.
Момент затяжки болтов крышек шатуна с резьбой М12 до удлинения на 0,25÷0,27 мм.
Болтов усиленной конструкции с резьбой М13 – 117,7÷127,4 Нм (12÷13 кгс.м).
После этого вставляем шатун с поршнем в четвертый цилиндр.
Прокручиваем коленчатый вал и вставляем поршень с шатуном в 7 и 3 цилиндр.

Таким же образом вставляем остальные поршня с шатунами и затягиваем динамометрическим ключом (рис. 14), моментом указанным выше.
- ослабление посадки заклепок хомутов рессоры, устраняемое заменой заклепок. Заклепки крепления хомутов передней рессоры должны быть расклепаны заподлицо с поверхностью листов рессоры, допускается зачистка заклепки;
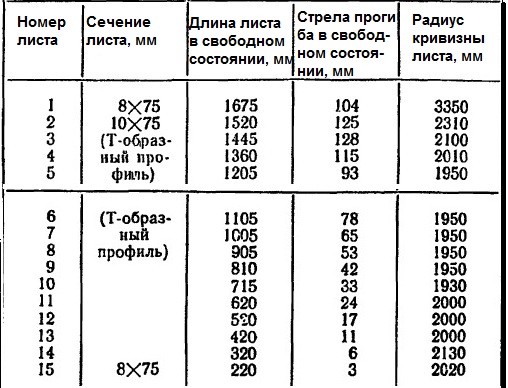
- деформация листов рессоры и несоответствие размерам, указанным в таблице
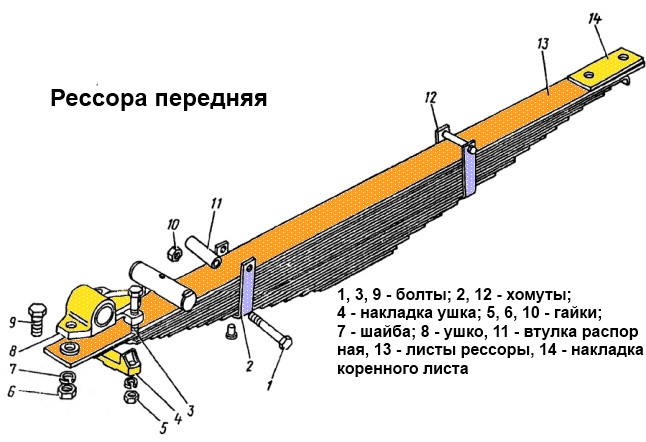
Сборка передней рессоры
Собираем листы, обеспечив совпадение выдавок на выпуклой стороне листов с выемкой на вогнутой стороне листа
Перед сборкой листы рессоры смазываем графитной смазкой УСсА. Смещение листов рессоры в поперечном направлении по отношению к первому листу допускается не более 2 мм на участке заделки 190 мм
Устанавливаем распорные втулки 11, (см рисунок) стяжные болты 1 в хомуты 2 и 12, затягиваем гайки 10 с моментом 23,5-35,3 Нм (2,4-3,6 кгсм)
После сборки рессоры резьбовые концы стяжных болтов расклепайте
Устанавливаем ушко 8 на выдавку коренного листа рессоры, вкручиваем болт 9 и затягиваем гайкой 6 с моментом 216-275 Нм (22-28 кгсм)
Устанавливаем накладку 4 ушка в прорези во втором, третьем и четвертом листах, закрепляем стяжными болтами 3 и затягиваем гайками 5 с моментом 98,1-137 Нм (10-14 кгсм)
В средней части устанавливаем транспортный хомут (перед установкой на автомобиль хомут снимаем)
Техническое условие. Зазоры в средней части между листами рессоры, стянутой до соприкосновения листов, должны быть не более 1,2 мм, при этом зазоры на длине участка менее 75 мм не должны быть более 0,3 мм
Ремонт задней рессоры
Закрепляем рессору в тисках
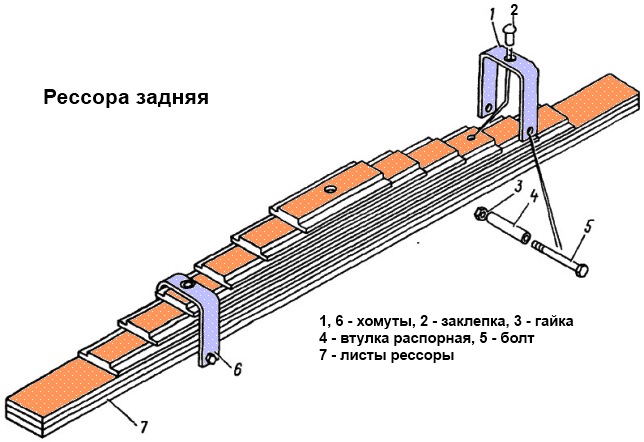
Откручиваем гайки 3 (рис) стяжных болтов 5 хомутов 1 и 6 задней рессоры, снимаем болты 5 и распорные втулки 4
Плавно разгружаем листы рессоры в тисках и отделяем друг от друга
Очищаем рессору от грязи и проверяем техническое состояние
- трещины и обломы листов рессоры;
- износ выдавок листов рессоры;
- ослабление посадки заклепок крепления хомутов рессоры, устраняемое заменой заклепок;
- толщина концов первого листа рессоры менее 9 мм
При износе концов первого листа рессоры более 9 мм допускается замена местами первого и третьего листов рессоры;
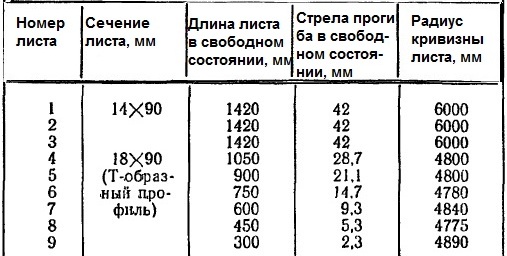
- деформация листов рессоры и несоответствие размерам, указанным в таблице
Сборка задней рессоры
Собираем листы рессоры, обеспечив совпадение выдавок на выпуклой стороне листов с выемкой на вогнутой стороне листа
Перед сборкой листы рессоры смазываем графитной смазкой УСсА. Смещение листов рессоры в поперечном направлении по отношению к первому листу допускается не более 2 мм на участке заделки 150 мм
Устанавливаем в хомуты 1 и 6 (см. рис) стяжные болты 5, распорные втулки 4 и затягиваем гайки 3 с моментом 23,5-35,3 Нм (2,4-3,6 кгсм)
Читайте также: