
Вкладыши коленвала ваз 21213 маркировка
Добавил пользователь Alex Обновлено: 20.09.2024
Для осмотра извлеките вкладыши подшипников из своих постелей в блоке двигателя/нижних головках шатунов и коренных/шатунных крышках и разложите их в порядке установки на чистой рабочей поверхности. Организованность размещения вкладышей позволит привязать характер выявленных дефектов к состоянию соответствующих шеек вала.
Грязь и посторонние частицы попадают в двигатель различными путями. Они могут быть оставлены внутри блока в процессе сборки агрегата, либо проникнуть через фильтры или систему вентиляции картера. Все частицы, попадающие в двигательное масло, в конечном итоге, рано или поздно, оказываются в подшипниках. Часто в мягкий материал вкладышей внедряются металлические опилки, образующиеся в процессе нормального срабатывания внутренних компонентов двигателя. Велика вероятность присутствия в подшипниках следов абразива, в особенности, когда не было уделено должное внимание чистке блока после завершения восстановительного ремонта двигателя. Вне зависимости от способа, которым посторонние частицы попадают в двигатель, в результате они с высокой степенью вероятности оказываются внедренными в мягкую поверхность вкладышей подшипников коленчатого вала и легко выявляются при визуальном осмотре последних. Крупные частицы обычно не задерживаются во вкладышах, но оставляют на их поверхности и поверхности шеек вала заметные следы в виде царапин, каверн и задиров. Наилучшей гарантией от такого рода неприятностей является ответственное отношение к чистке компонентов после завершения капитального ремонта двигателя и тщательности соблюдения чистоты при сборке. Частая регулярная смена двигательного масла также позволяет существенно продлить срок службы подшипников.
Масляное голодание может являться следствием нескольких различных, но часто взаимосвязанных явлений. Так, перегрев двигателя ведет к разжижению моторного масла и вытеснению его из рабочих зазоров подшипников. Недостаток смазки подшипников может объясняться чрезмерной величиной рабочих зазоров, а также обычными утечками (внутренними или наружными). Часто встречающейся причиной вытеснения масла из зазоров подшипников является постоянное превышение оборотов двигателя. Нарушение проходимости маслотоков (обычно связанное с неправильным совмещением отверстий при установке компонентов) также ведет к сокращению подачи смазки к подшипникам. Типичным результатом масляного голодания является полное или локальное вытирание/выщербливание поверхностного слоя вкладышей с металлической подложки. При этом рабочая температура может подниматься до такого уровня, что подложка в результате перегрева приобретает голубоватый оттенок.
Существенное влияние на срок службы подшипников оказывает также свойственная владельцу автомобиля манера вождения. Движение с малой скоростью на повышенной передаче приводит к значительным перегрузкам подшипников, сопровождающимся вытеснением масляной пленки из их рабочих зазоров. Такого рода перегрузки приводят к повышению пластичности вкладышей и возникновению трещин в поверхностном слое (усталостная деформация). При этом поверхностный материал начинает крошиться и отделяться от стальной подложки. Эксплуатация автомобиля в городском цикле (частые поездки на короткие расстояния) ведет к развитию коррозии подшипников вследствие того, что недостаточный разогрев двигателя влечет за собой выпадение конденсата и выделение химически агрессивных газов. Данные продукты скапливаются в двигательном масле, формируя шлаки и кислоты. При попадании такого масла в подшипники агрессивные вещества способствуют развитию коррозии вкладышей.
Неправильная установка вкладышей в процессе сборки двигателя также может явиться причиной быстрого их разрушения. Слишком тугая посадка не обеспечивает требуемую величину рабочего зазора подшипников, что приводит к их масляному голоданию. Результатом попадания под вкладыши (в процессе их установки) посторонних частиц является образование возвышений, поверхностный слой с которых быстро вытирается.
Подбор вкладышей
В случае износа или повреждения вкладышей коренных подшипников, а также, когда не удается добиться правильной величины рабочего зазора (см. Раздел Установка коленчатого вала и проверка рабочих зазоров коренных подшипников или Установка шатунно-поршневых сборок и проверка величины рабочих зазоров в шатунных подшипниках коленчатого вала), ситуация может быть исправлена описанным ниже способом, путем подбора и установки новых вкладышей. Если коленчатый вал подвергался проточке, он должен быть укомплектован вкладышами соответствующих ремонтных (с принижением) размеров (в этом случае приведенная ниже процедура производиться не должна). Обычно подбор вкладышей осуществляют специалисты, производившие проточку шеек вала. Вне зависимости от методики определения требуемого размера вкладышей рабочие зазоры подшипников должны быть затем проверены с применением измерительного набора plastigage (см. ниже).
1. При подборе новых вкладышей СТАНДАРТНОГО размера ориентируйтесь на цветовую маркировку снимаемых с автомобиля компонентов.
2. В случае утраты цветового кода на старых вкладышах, отыщите маркировку на нижних головках шатунов. Метка в виде цифры характеризует размерный класс шатунного подшипника (не следует путать ее с номером цилиндра).
3. Проверьте также литерные метки собственно на валу, определяющие размер соответствующих шатунных шеек (см. сопроводительную иллюстрацию).
Помните, что окончательным параметром, определяющим правильность подбора вкладышей, является результат измерения рабочих зазоров в подшипниках. С любыми вопросами смело обращайтесь к представителям фирменных сервис-центров компании honda.


Коленчатый вал – пятиопорный, отлит из чугуна. Поверхности шеек вала закалены токами высокой частоты на глубину 2–3 мм. В заднем конце коленчатого вала выполнено гнездо под передний подшипник ведущего вала коробки передач, по наружному диаметру которого центрируется маховик.
Шатунные и коренные шейки коленчатого вала соединяются каналами, по которым подводится масло для смазки шатунных подшипников. Технологические выходы каналов закрыты колпачковыми заглушками, которые запрессованы и для надежности зачеканены в трех точках.
Для продления срока службы коленчатого вала предусмотрена возможность перешлифовки шеек коленчатого вала при износе или повреждении их поверхностей. Шлифованием диаметры шеек уменьшаются на 0,25, 0,5, 0,75 и 1,00 мм.
Вкладыши коренных и шатунных подшипников
Вкладыши коренных и шатунных подшипников сталеалюминиевые. Верхние вкладыши 1-, 2-, 4- и 5-го коренных подшипников имеют канавку на внутренней поверхности, а нижние без канавки (до 1987 г. нижние вкладыши этих подшипников устанавливались с канавкой). Вкладыши центрального (3-го) коренного подшипника отличаются от остальных большей шириной и отсутствием канавки на внутренней поверхности. Все вкладыши шатунных подшипников без канавок, одинаковые и взаимозаменяемые.
Маховик отливается из чугуна и снабжен стальным зубчатым венцом для пуска двигателя стартером. Маховик устанавливается на коленчатый вал так, чтобы метка (конусообразная лунка около зубчатого венца) находилась против шатунной шейки 4-го цилиндра. Метка служит для определения ВМТ в первом и четвертом цилиндрах.
Очистка каналов системы смазки
1. Для очистки удалите заглушки каналов. Затем прогоните гнезда заглушек зенкером А.94016/10, надетым на шпиндель А.94016, тщательно промойте каналы бензином и продуйте сжатым воздухом.
2. Нанесите герметик УГ-6 на поверхности гнезд заглушек. Оправкой А.86010 запрессуйте новые заглушки и для большей надежности зачеканьте каждую заглушку в 3-х точках кернером.
Проверка коренных и шатунных шеек
1. Установите коленчатый вал на две призмы (см. рис. Допустимые биения основных поверхностей коленчатого вала ) и проверьте индикатором:
биение коренных шеек (максимально допустимое 0,03 мм); биение посадочных поверхностей под звездочку и подшипник первичного вала коробки передач (максимально допустимое 0,04 мм); смещение осей шатунный шеек от плоскости, проходящей через оси шатунных и коренных шеек (максимально допустимое ±0,35 мм); неперпендикулярность по отношению к оси коленчатого вала торцевой поверхности фланца. При проворачивании вала индикатор, установленный сбоку на расстоянии 34 мм (см. рис. Допустимые биения основных поверхностей коленчатого вала ) от оси вала, не должен показывать биения более 0,025 мм.
Допустимые биения основных поверхностей коленчатого вала

2. На коренных, шатунных шейках и на щеках коленчатого вала трещины не допускаются. Если они обнаружены, замените вал.
3. На поверхностях коленчатого вала, сопрягаемых с рабочими кромками сальников, не допускаются царапины, забоины и риски.
4. Измерьте диаметры коренных и шатунных шеек. Шейки следует шлифовать, если их износ больше 0,03 мм или овальность шеек больше 0,03 мм, а также если на шейках есть задиры и риски.




Коленчатый вал ВАЗ 2101, 2102
Коленчатый вал – пятиопорный, отлит из чугуна. Поверхности шеек вала закалены токами высокой частоты на глубину 2–3 мм. В заднем конце коленчатого вала выполнено гнездо под передний подшипник ведущего вала коробки передач, по наружному диаметру которого центрируется маховик.
Шатунные и коренные шейки коленчатого вала соединяются каналами, по которым подводится масло для смазки шатунных подшипников. Технологические выходы каналов закрыты колпачковыми заглушками, которые запрессованы и для надежности зачеканены в трех точках.
Для продления срока службы коленчатого вала предусмотрена возможность перешлифовки шеек коленчатого вала при износе или повреждении их поверхностей. Шлифованием диаметры шеек уменьшаются на 0,25, 0,5, 0,75 и 1,00 мм.
Вкладыши коренных и шатунных подшипников
Вкладыши коренных и шатунных подшипников сталеалюминиевые. Верхние вкладыши 1-, 2-, 4- и 5-го коренных подшипников имеют канавку на внутренней поверхности, а нижние без канавки (до 1987 г. нижние вкладыши этих подшипников устанавливались с канавкой). Вкладыши центрального (3-го) коренного подшипника отличаются от остальных большей шириной и отсутствием канавки на внутренней поверхности. Все вкладыши шатунных подшипников без канавок, одинаковые и взаимозаменяемые.
Ремонтный размер коленчатого вала

Снимаем крышку шатуна вместе с вкладышем

Отсоединяем от коленвала остальные шатуны и сдвигаем их вверх

Вынимаем вкладыши из шатунов и их крышек.
Торцовым ключом на 17 мм ослабляем болты крепления крышек коренных подшипников коленвала

Отвернув два болта, снимаем крышку заднего коренного подшипника. В проточках задней опоры коленчатого вала установлены два упорных полукольца. Переднее кольцо А — сталеалюминевое, а заднее Б — металлокерамическое. Кольца можно вынуть, нажав на их торцы тонкой отверткой.

Отворачиваем болты остальных крышек коренных подшипников, удерживая коленчатый вал от падения. Снимаем поочередно крышки и вынимаем коленвал из картера двигателя. Все вкладыши крышек (кроме третьей), установленные в постелях коренных подшипников, имеют проточку. На крышках коренных подшипников выполнены метки, соответствующие их порядковому номеру (отсчет от носка коленчатого вала), обращенные к левой стороне блока цилиндров. На пятой крышке выполнены две метки, разнесенные по краям.
Коленчатый вал и маховик – Коренные и шатунные шейки
Комплекты вкладышей подшипников ремонтных размеров и ремонтные размеры шеек коленчатого вала у двигателей мод. 331, 3317 и 3313
| Наименование комплекта | Обозначение | Толщина вкладыша, мм | Ремонтный размер шейки вала после шлифовки и полировки, мм |
| Комплект вкладышей и подшипников на один двигатель: | |||
| номинальный размер | 412 – 1000102 – 03 | 1,823 – 1,830 | 59,947 – 59,960 |
| уменьшенный на 0,25 мм | 412 – 1000102 – 13 | 1,948 – 1,955 | 59,697 – 59,710 |
| то же 0,5 мм | 412 – 1000102 – 23 | 2,073 – 2,080 | 59,447 – 59,460 |
| то же 0,75 мм | 412 – 1000102 – 33 | 2,198 – 2,205 | 59,197 – 59,210 |
| то же 1,0 мм | 412 – 1000102 – 43 | 2,323 – 2,330 | 58,947 – 58,960 |
| Комплект вкладышей шатунных подшипников на один двигатель | |||
| номинальный размер | 412 – 1000102 – 03 | 1,823 – 1,830 | 51,994 – 52,012 |
| уменьшенный на 0,25 мм | 412 – 1000104 – 13 | 1,948 – 1,955 | 51,744 – 51,762 |
| то же 0,5 мм | 412 – 1000104 – 23 | 2,073 – 2,080 | 51,494 – 51,512 |
| то же 0,75 мм | 412 – 1000104 – 33 | 2,198 – 2,205 | 51,244 – 51,262 |
| то же 1,0 мм | 412 – 1000104 – 43 | 2,823 – 2,330 | 50,994 – 51,012 |
На коренных и шатунных шейках, а также щеках коленчатого вала трещины не допускаются. Если они обнаружены, следует заменить вал.
Незначительные задиры на шейках могут быть зачищены бруском карборунда мелкой зернистости. Если риски очень глубокие или шейки имеют овальность более 0,03 мм, их шлифуют.
Коренные и шатунные шейки необходимо шлифовать, уменьшая их размеры на 0,25 мм, чтобы получить, в зависимости от степени износа, определенный ремонтный размер, приведеный в табл. Комплекты вкладышей подшипников ремонтных размеров и ремонтные размеры шеек коленчатого вала у двигателей мод. 331, 3317 и 3313.
После шлифования и последующей доводки шеек следует хорошо промыть коленчатый вал для удаления остатков абразива. Каналы для смазки с удаленными заглушками несколько раз промыть бензином под давлением. На первой щеке коленчатого вала необходимо указать величину уменьшения шеек (0,25; 0,50 мм и т.д.).
Для чего нужен коленвал в двигателе ВАЗ 2106
Коленчатый вал (коленвал) — важная деталь кривошипно-шатунного механизма любого двигателя. Работа узла направлена на преобразование энергии сгорающих газов в механическую энергию.
Описание коленвала ВАЗ 2106
Коленвал имеет довольно сложную конструкцию, с расположенными на одной оси шатунными шейками, которые соединяются посредством специальных щёк. Количество шатунных шеек на двигателе ВАЗ 2106 равно четырём, что соответствует числу цилиндров. Шатуны обеспечивают соединение шеек на валу с поршнями, в результате чего совершаются возвратно-поступательные движения.
Рассмотрим основные элементы коленчатого вала:

Спереди и сзади коленвала установлены уплотнители — сальники, которые предотвращают выход масла наружу. Весь механизм коленчатого вала вращается благодаря специальным подшипникам скольжения (вкладышам). Эта деталь представляет собой тонкую стальную пластину, которая покрыта материалом с низким коэффициентов трения. Чтобы вал не смещался по оси, используется упорный подшипник. В качестве материала при изготовлении коленчатого вала используется углеродистая или легированная сталь, а также модифицированный чугун, а сам процесс производства осуществляется методом литья или штамповки.
Коленвал силового агрегата имеет сложное устройство, но при этом принцип его работы довольно прост. В цилиндрах двигателя происходит воспламенение и сгорание топливно-воздушной смеси, в результате чего выделяются газы. В ходе расширения газы оказывают воздействие на поршни, что приводит к совершению поступательных движений. Механическая энергия от поршневых элементов передаётся шатунам, которые соединяются с ними через втулку и поршневой палец.
Такой элемент, как шатун, соединяется с шейкой коленвала с помощью вкладыша. Как результат, поступательное движение поршня преобразуется во вращение коленчатого вала. Когда вал совершает пол-оборота (проворачивается на 180˚), шатунная шейка движется обратно, тем самым обеспечивая возврат поршня. В дальнейшем происходит повторение циклов.

Не менее важным в работе коленвала является процесс смазывания трущихся поверхностей, к которым относятся шатунные и коренные шейки. Важно знать и помнить, что подача смазки к валу происходит под давлением, которое создаётся масляным насосом. На каждую коренную шейку масло подводится отдельно от общей системы смазки. На шейки шатунов смазывающее вещество подаётся через специальные каналы, которые расположены в коренных шейках.
Размеры шеек
Коренные и шатунные шейки по мере эксплуатации двигателя изнашиваются, что приводит к нарушению правильной работы силового агрегата. Кроме этого, износ может быть связан с разного рода неполадками двигателя. К таковым относятся:

Перечисленные нюансы приводят к повреждению поверхности шеек вала, что говорит о необходимости ремонта либо замены узла. Чтобы оценить износ шеек, необходимо знать их размеры, которые приведены в таблице.
Таблица: диаметры шеек коленвала
| Шатунные | Коренные | ||||||||
| Номинальные | Ремонтные | Номинальные | Ремонтные | ||||||
| 0,25 | 0,5 | 0,75 | 1 | 0,25 | 0,5 | 0,75 | 1 | ||
| 47,814 | 47,564 | 47,314 | 47,064 | 46,814 | 50,775 | 50,525 | 50,275 | 50,025 | 49,775 |
| 47,834 | 47,584 | 47,334 | 47,084 | 46,834 | 50,795 | 50,545 | 50,295 | 50,045 | 49,795 |
Что делать при износе шеек
Каковы действия при износе шеек коленвала на ВАЗ 2106? Сперва производится деффектовка, делают замеры при помощи микрометра, после чего выполняют шлифовку шеек коленвала на специальном оборудовании до ремонтного размера. В гаражных условиях эту процедуру сделать невозможно. Шлифовка шеек производится до самого близкого размера (исходя из приведённых таблиц). После обработки устанавливаются утолщённые вкладыши (ремонтные) в соответствии с новым размером шеек.

Если производится капитальный ремонт двигателя, совсем не лишним будет осмотреть масляный насос, продуть масляные каналы блока цилиндров, а также самого коленвала. Внимание стоит обратить на систему охлаждения. Если на элементах двигателя или его системах присутствуют следы износа либо повреждений, детали и механизмы нуждаются в ремонте или замене.
Видео: шлифовка коленвала на станке
Выбор коленвала
Необходимость в выборе коленчатого вала на ВАЗ 2106, как и на любой другой автомобиль, возникает в случае ремонта двигателя или для улучшения характеристик мотора. Независимо от поставленных задач нужно помнить, что коленчатый вал должен быть тяжёлым, с противовесами большого веса. Если деталь будет подобрана правильно, механические потери значительно снизятся, также как и другие нагрузки на механизмы.
В процессе выбора узла, даже если он новый, пристальное внимание обращают на его поверхность: никаких видимых изъянов, таких как царапины, сколы, задиры, быть не должно. Кроме этого, внимание уделяют ряду характеристик коленвала, а именно соосности, овальности, конусности и диаметру шеек. Во время сборки мотора выполняют балансировку коленчатого вала для уравновешивания всех вращающихся элементов. Для этой процедуры используется специальный стенд. По окончании балансировки закрепляют маховик и снова продолжают процесс. После монтируют корзину сцепления и другие элементы (шкивы). Необходимости в балансировке с ведомым диском сцепления, нет.
Проверка коренных и шатунных шеек
1. Установите коленчатый вал на две призмы (см. рис. Допустимые биения основных поверхностей коленчатого вала ) и проверьте индикатором:
- биение коренных шеек (максимально допустимое 0,03 мм);
- биение посадочных поверхностей под звездочку и подшипник первичного вала коробки передач (максимально допустимое 0,04 мм);
- смещение осей шатунный шеек от плоскости, проходящей через оси шатунных и коренных шеек (максимально допустимое ±0,35 мм);
- неперпендикулярность по отношению к оси коленчатого вала торцевой поверхности фланца. При проворачивании вала индикатор, установленный сбоку на расстоянии 34 мм (см. рис. Допустимые биения основных поверхностей коленчатого вала ) от оси вала, не должен показывать биения более 0,025 мм.
Допустимые биения основных поверхностей коленчатого вала

2. На коренных, шатунных шейках и на щеках коленчатого вала трещины не допускаются. Если они обнаружены, замените вал.
3. На поверхностях коленчатого вала, сопрягаемых с рабочими кромками сальников, не допускаются царапины, забоины и риски.
4. Измерьте диаметры коренных и шатунных шеек. Шейки следует шлифовать, если их износ больше 0,03 мм или овальность шеек больше 0,03 мм, а также если на шейках есть задиры и риски.
Шкив коленвала
Генератор и водяной насос на ВАЗ 2106 приводятся в движение посредством ремня от шкива коленвала. При проведении ремонтных работ с двигателем, внимание стоит обратить также на состояние шкива: нет ли видимых повреждений (трещины, задиры, вмятины). При обнаружении дефектов, деталь следует заменить.

В процессе монтажа, шкив на коленчатый вал должен садиться ровно, без перекосов. Несмотря на то что шкив на валу сидит довольно плотно, для защиты от проворачивания используется шпонка, которая также может быть повреждена. Деталь с дефектами подлежит замене.

Метки коленвала
Чтобы двигатель работал безукоризненно, после установки коленвала необходима правильная настройка зажигания. На шкиве коленчатого вала есть специальный отлив, а на блоке цилиндров три метки (две короткие и одна длинная), соответствующие углу опережения зажигания. Первые две обозначают угол в 5˚ и 10˚, а длинная — 0˚ (ВМТ).

Метку на шкиве коленвала располагают напротив длиной риски на блоке цилиндров. На звёздочке распредвала также есть метка, которую необходимо совместить с отливом на корпусе подшипников. Для вращения коленчатого вала используют специальный ключ соответствующей размерности. По обозначенным меткам поршень первого цилиндра находится в верхней мёртвой точке, при этом бегунок на распределителе зажигания нужно установить напротив контакта первого цилиндра.
Несмотря на то что коленвал является ответственным узлом любого двигателя, провести ремонт механизма под силу даже начинающему автомастеру, за исключением этапа шлифовки. Главное, подобрать элементы согласно размерам вала, после чего следовать пошаговым инструкциям по его сборке.

1 – указатель уровня масла;
2 – шатун;
3 – сливная пробка поддона картера;
4 – масляный насос;
5 – шестерня привода масляного насоса;
6 – валик привода масляного насоса;
7 – вкладыш коренного подшипника коленчатого вала;
8 – коленчатый вал;
9 – передний сальник коленчатого вала;
10 – гайка крепления шкива;
11 – шкив коленчатого вала;
12 – ремень привода насоса охлаждающей жидкости;
13 – звездочка коленчатого вала;
14 – звездочка привода масляного насоса;
15 – шкив генератора;
16 – крышка привода распределительного вала;
17 – башмак натяжителя цепи;
18 – крыльчатка вентилятора;
19 – цепь привода распределительного вала;
20 – выпускной клапан;
21 – впускной клапан;
22 – звездочка распределительного вала;
23 – корпус подшипников распределительного вала;
24 – распределительный вал;
25 – пружины клапана;
26 – крышка головки блока цилиндров;
27 – крышка маслозаливной горловины;
28 – рычаг клапана (рокер);
29 – регулировочный болт;
30 – головка блока цилиндров;
31 – датчик указателя температуры охлаждающей жидкости;
32 – свеча зажигания;
33 – прокладка головки блока цилиндров;
34 – поршень;
35 – держатель заднего сальника;
36 – задний сальник коленчатого вала;
37 – упорное полукольцо коленчатого вала;
38 – крышка коренного подшипника;
39 – маховик;
40 – блок цилиндров;
41 – крышка картера сцепления;
42 – поддон картера.
Бензиновый, четырехтактный, четырехцилиндровый, восьмиклапанный, рядный, с верхним расположением распределительного вала. Система питания – карбюраторная. Порядок работы цилиндров: 1–3–4–2, отсчет – от шкива коленчатого вала.
Двигатель с коробкой передач и сцеплением образует силовой агрегат – единый блок, закрепленный в моторном отсеке на трех эластичных резинометаллических опорах.
Справа на двигателе (по ходу автомобиля) расположены: впускная труба и выпускной коллектор c системой рециркуляции отработавших газов, генератор, термостат, стартер (на картере сцепления), карбюратор и корпус воздушного фильтра. Слева расположены: датчик-распределитель зажигания (трамблер), свечи и провода высокого напряжения, указатель уровня масла, масляный фильтр, топливный насос, датчики температуры охлаждающей жидкости и давления масла. Спереди: привод насоса охлаждающей жидкости и генератора (клиновым ремнем), крыльчатка вентилятора.
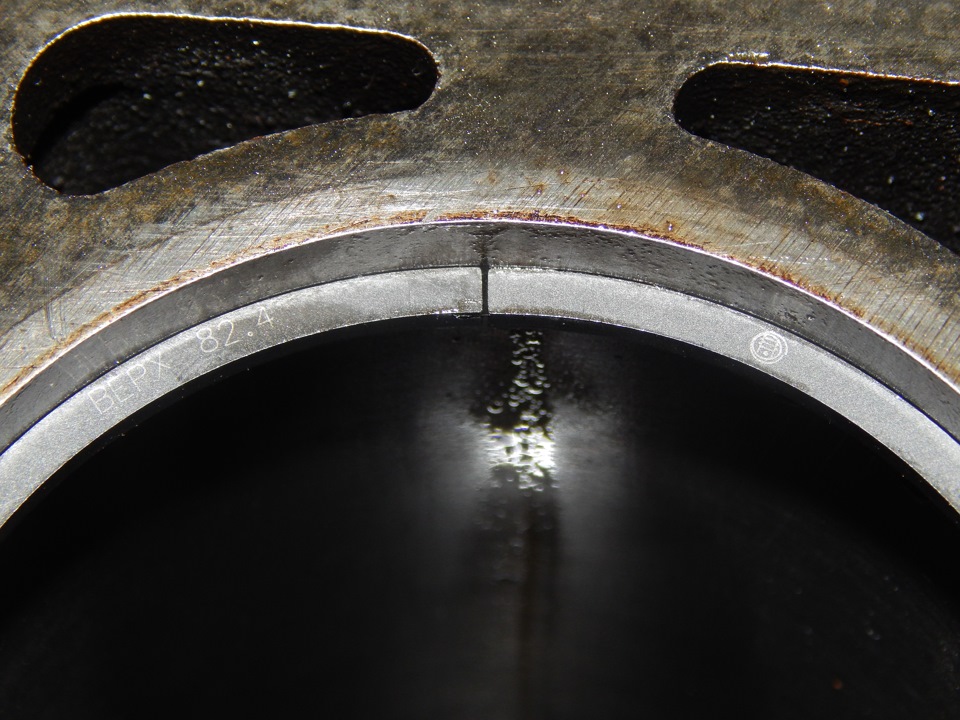
Блок цилиндров отлит из специального низколегированного чугуна, цилиндры расточены непосредственно в блоке. Номинальный диаметр – 82 мм, при ремонте он может быть увеличен на 0,4 или 0,8 мм. Класс цилиндра маркируется латинскими буквами на нижней плоскости блока в соответствии с диаметром цилиндра в мм: А – 82,00–82,01, В – 82,01–82,02, С – 82,02–82,03, D – 82,03–82,04, Е – 82,04–82,05. Максимально допустимый износ цилиндра 0,15 мм на диаметр.
В нижней части блока цилиндров расположены 5 опор коренных подшипников со съемными крышками, которые крепятся к блоку специальными болтами. Отверстия в блоке цилиндров под подшипники обрабатываются при установленных крышках, поэтому крышки невзаимозаменяемы и для отличия маркированы рисками на наружной поверхности. В задней опоре имеются гнезда для упорных полуколец, препятствующих осевому перемещению коленчатого вала. Спереди устанавливается сталеалюминиевое полукольцо (белого цвета), а сзади – металлокерамическое (желтое). При этом канавки на них должны быть обращены к коленчатому валу. Полукольца поставляются номинального и увеличенного на 0,127 мм размеров. Если осевой зазор (люфт) коленчатого вала выходит за пределы 0,06–0,26 мм, то замените одно или оба полукольца (максимально допустимый зазор в эксплуатации – 0,35 мм).
Вкладыши коренных и шатунных подшипников – тонкостенные сталеалюминиевые. Верхние вкладыши коренных подшипников (устанавливаемые в блоке цилиндров) 1, 2, 4 и 5 опор – с канавкой на внутренней поверхности. Нижние вкладыши коренных подшипников и верхний вкладыш третьей опоры – без канавки, так же как и вкладыши шатунных подшипников. Ремонтные вкладыши выпускаются под шейки коленчатого вала, уменьшенные на 0,25, 0,5, 0,75 и 1,00 мм. Номинальный расчетный диаметральный зазор между шейками коленчатого вала и вкладышами подшипников должен составлять для коренных подшипников – 0,026–0,073 мм, для шатунных – 0,02–0,07 мм, максимально допустимый зазор между шейками и вкладышами – 0,15 мм и 0,1 мм соответственно.
Коленчатый вал – из высокопрочного чугуна, имеет 5 коренных шеек и 4 шатунных. Вал снабжен восемью противовесами, отлитыми заодно с валом (полнопротивовесный). Для подачи масла от коренных шеек к шатунным в нем просверлены каналы, закрытые запрессованными и зачеканенными заглушками. Эти каналы служат также для очистки масла: под действием центробежной силы твердые частицы и смолы, прошедшие через фильтр, отбрасываются к заглушкам. Поэтому при ремонте вала и при балансировке обязательно очищайте каналы от скопившихся отложений. Заглушки повторно использовать нельзя – их заменяют новыми.
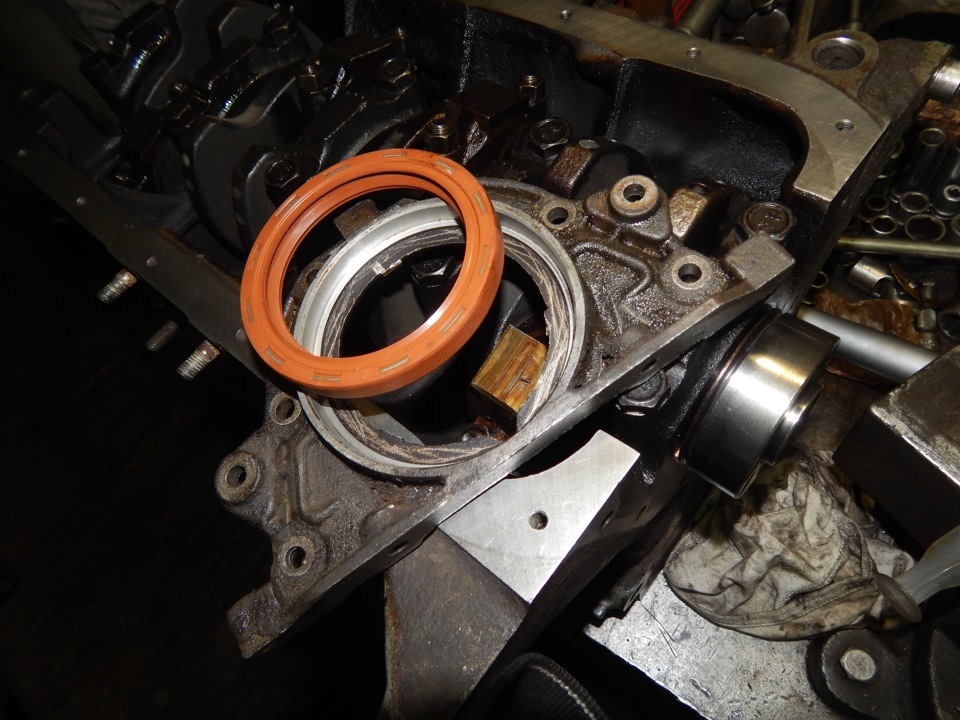
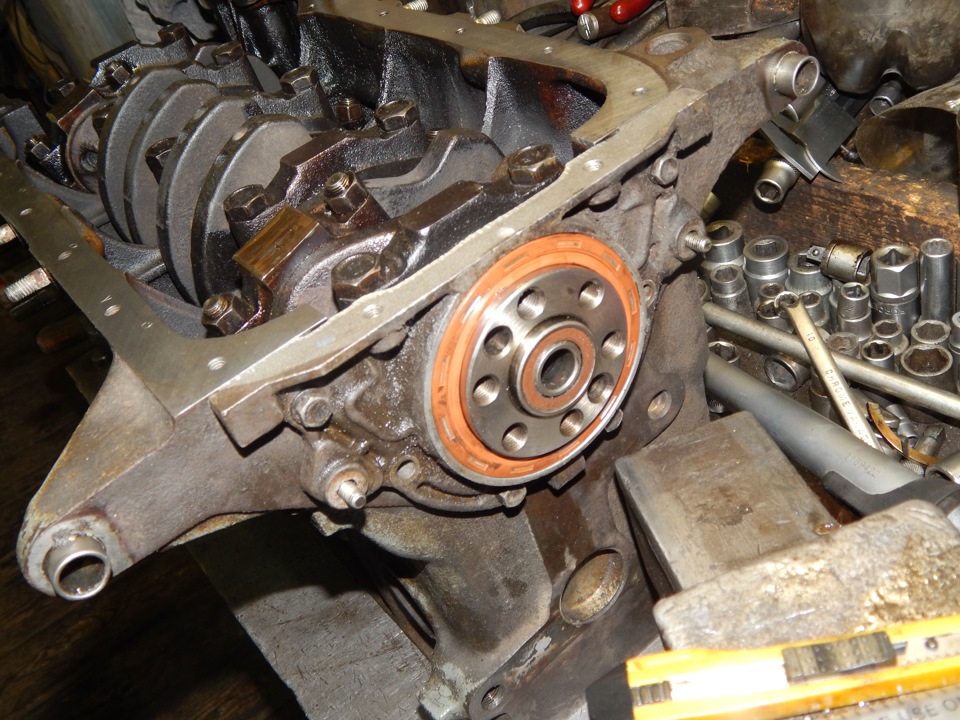
На переднем конце (носке) коленчатого вала на сегментной шпонке установлены звездочка привода газораспределительного механизма и шкив привода генератора и насоса охлаждающей жидкости. Шкив зажат между гайкой на переднем конце вала и звездочкой. По его поверхности работает передний сальник коленчатого вала, установленный в крышке привода распределительного вала, отлитой из алюминиевого сплава. Задний сальник запрессован в держатель, также отлитый из алюминиевого сплава, который крепится к заднему торцу блока цилиндров. Сальник работает по поверхности фланца коленчатого вала. В задний торец коленчатого вала запрессован передний подшипник первичного вала коробки передач.
К фланцу коленчатого вала шестью самоконтрящимися болтами через общую шайбу крепится маховик. Он отлит из чугуна и имеет напрессованный стальной зубчатый венец для пуска двигателя стартером. Маховик устанавливают так, чтобы конусообразная лунка около его венца находилась напротив шатунной шейки 4-го цилиндра – это необходимо для определения ВМТ после сборки двигателя.
Шатуны – стальные, двутаврового сечения, обрабатываются вместе с крышками. Чтобы при сборке не перепутать крышки, на них, как и на шатунах клеймится номер цилиндра (он должен находиться по одну сторону шатуна и крышки). В отверстия нижней головки шатуна запрессованы специальные болты; при разборке их нельзя выбивать из головки. В верхнюю головку шатуна запрессована сталебронзовая втулка. По ее диаметру шатуны подразделяются на три класса с шагом 0,004 мм. Номер класса клеймится на крышке шатуна. Также шатуны подразделяются на классы по массе, которая маркируется краской или буквой на крышке шатуна. Все шатуны двигателя должны быть одного класса по массе.
Поршневой палец – стальной, трубчатого сечения, плавающего типа (свободно вращается в бобышках поршня и в головке шатуна), от выпадения зафиксирован двумя стопорными пружинными кольцами, расположенными в проточках бобышек поршня. По наружному диаметру различают три класса пальцев (через 0,004 мм), которые маркируются краской: 1 – синий (самый тонкий), 2 – зеленый, 3 – красный.
Поршень – из алюминиевого сплава. Юбка поршня имеет сложную форму: в продольном сечении она коническая, а в поперечном – овальная. В верхней части поршня проточены три канавки под поршневые кольца. Канавка маслосъемного кольца имеет сверления для подвода масла, собранного кольцом со стенок цилиндра, к поршневому пальцу. Отверстие под поршневой палец смещено на 1,2 мм от диаметральной плоскости поршня, поэтому при установке поршня необходимо ориентироваться по выбитой стрелке на его днище: она должна быть направлена в сторону шкива коленчатого вала.
По диаметру отверстия (в мм) под поршневой палец поршни подразделяются на 3 класса: 1 – 21,978– 21,982, 2 – 21,982–21,986, 3 – 21,986– 21,990. Номер класса также выбивается на днище поршня. Новые палец, поршень и шатун должны быть одного класса. При замене подбирают детали: смазанный моторным маслом палец должен входить в отверстие в поршне и верхней головке шатуна от усилия руки и не выпадать из них под собственным весом.
Поршни двигателя 21213 выпускаются одного класса по массе, поэтому отдельно подбирать их не требуется.
Поршневые кольца расположены в канавках поршня. Верхние два кольца – компрессионные. Они препятствуют прорыву газов в картер двигателя и способствуют отводу тепла от поршня к цилиндру. Нижнее кольцо – маслосъемное. Масло, собираемое со стенок цилиндра, подводится к отверстиям в бобышках поршня и служит для смазки поршневого пальца.
Зазор по высоте между поршневыми кольцами и канавками на поршне измеряется набором щупов. Номинальный зазор: для верхнего компрессионного кольца – 0,04–0,07 мм, для нижнего – 0,03–0,06 мм, для маслосъемного – 0,02–0,05 мм. Предельно допустимые зазоры при износе – 0,15 мм. Зазор в замке колец измеряют, вставив кольца в специальный калибр или в цилиндр двигателя, и выровняв их днищем поршня. Зазор в замке для всех колец должен составлять 0,25–0,45 мм.
Головка блока цилиндров – из алюминиевого сплава, общая для всех четырех цилиндров. Она центрируется на блоке цилиндров двумя втулками и крепится 11 болтами. Если длина стержня болта превышает 120 мм, то его следует заменить новым. Между блоком и головкой устанавливается безусадочная металлоармированная прокладка. Повторное ее использование не допускается.
В верхней части головки цилиндров на девяти шпильках закреплен алюминиевый корпус подшипников распределительного вала. Он центрируется на двух втулках, надетых на крайние шпильки.
Распределительный вал – литой, чугунный, пятиопорный, с отбеленными кулачками; приводится во вращение двухрядной цепью от звездочки коленчатого вала. Осевое перемещение ограничено упорным фланцем, входящим в проточку передней опорной шейки вала. Для правильной установки распределительного вала относительно коленчатого, на звездочках имеются метки. Если метка на шкиве коленчатого вала совпадает с меткой на крышке привода распределительного вала, то метка на звездочке распределительного вала должна совпасть с выступом на корпусе подшипников. Звездочка распределительного вала устанавливается только в одном положении и затягивается болтом с опорной и фиксирующей шайбами. Усик последней входит в отверстие в звездочке, а боковая часть отгибается на грань гайки.
Седла и направляющие втулки клапанов – чугунные, запрессованы в головку цилиндров. В запасные части поставляются ремонтные втулки с увеличенным на 0,2 мм наружным диаметром. Отверстия во втулках окончательно обрабатываются разверткой после запрессовки. Диаметр отверстия втулок впускных клапанов – 8,022–8,040 мм, выпускных – 8,029–8,047 мм. На внутренней поверхности втулок нарезаны канавки для смазки: у втулок впускных клапанов – на всю длину, у выпускных – до половины длины отверстия. Сверху на втулки надеты маслоотражательные колпачки (сальники клапанов) из маслостойкой резины с браслетной стальной пружиной.
Нижними концами они опираются на опорные шайбы, а верхними – на тарелку, которая фиксируется двумя конусными сухарями, входящими в проточку на конце стержня клапана. Зазор в приводе клапана (0,15 мм — для впускного и 0,20 мм — для выпускного) регулируется вворачиванием или выворачиванием регулировочного болта, который после окончания регулировки стопорится контргайкой.
Для уменьшения колебаний цепи газораспределительного механизма на ее левой ветви между звездочкой валика привода масляного насоса и звездочкой распределительного вала на двух болтах установлен пластмассовый успокоитель. Для предотвращения спадания цепи в картер двигателя при снятии звездочки распределительного вала справа от звездочки коленчатого вала в блок цилиндров ввернут ограничительный палец. Правая ветвь цепи натягивается полуавтоматическим пружинным натяжителем, установленным на двух шпильках в головке блока цилиндров. Для натяжения цепи ослабляют колпачковую гайку натяжителя и проворачивают коленчатый вал двигателя. При этом плунжер натяжителя под действием пружины упирается в резинометаллический башмак, натягивая цепь. После регулировки гайку затягивают. Рывки и мелкие колебания цепи при работе демпфируются за счет плунжерного устройства натяжителя, обеспечивающего утапливание его хвостовика под нагрузкой на 0,2–0,5 мм. Башмак натяжителя поворачивается на оси, ввернутой в блок цилиндров.
От цепи газораспределительного механизма приводится и валик привода масляного и топливного насосов, а также датчик-распределитель зажигания. Крепление его звездочки аналогично креплению звездочки распределительного вала. Размеры звездочек также совпадают.
Валик вращается во втулках в блоке цилиндров, от осевых перемещений удерживается упорным фланцем, входящим в проточку на его передней шейке. Зубчатый венец валика входит в зацепление с шестерней привода масляного насоса и датчика-распределителя зажигания, установленной вертикально во втулке в проточке блока цилиндров. В шестерне выполнено продольное отверстие со шлицами, в которое снизу входит шлицевой конец валика масляного насоса, а сверху – шлицевой конец валика датчика-распределителя зажигания.
Масляный насос – шестеренчатый, одноступенчатый, с редукционным клапаном; смонтирован в корпусе, прикрепленном к нижней части блока цилиндров. Приемный патрубок отлит заодно с нижней частью корпуса и закрыт штампованной дырчатой сеткой для грубой очистки масла от механических примесей. Номинальные зазоры: между зубьями шестерен – 0,15 мм, между шестернями (по наружному диаметру) и стенками корпуса насоса – 0,11–0,18 мм, между торцами шестерен и плоскостью корпуса – 0,066–0,161 мм; предельные зазоры соответственно – 0,25 мм, 0,25 мм и 0,20 мм (измеряются набором щупов). Номинальные зазоры между ведомой шестерней и ее осью – 0,017–0,057 мм, между валом насоса и отверстием в корпусе – 0,016–0,055 мм; предельно допустимые зазоры – 0,10 мм (определяются промером деталей).
Система вентиляции картера – закрытая, принудительная, с отсосом газов через маслоотделитель.
Системы питания, охлаждения, выпуска отработавших газов и зажигания описаны в соответствующих разделах.

Очистив блок от всякого дерьма уложил коренные вкладыши коленвала.

Вкладыши подшипников коленчатого вала – тонкостенные, сталеалюминиевые. Верхние вкладыши 1, 2, 4 и 5 опор коленчатого вала с канавкой на внутренней поверхности.
а нижние (на крышке) вкладыши – без канавки.

Шатунные вкладыши (верхние и нижние) также без канавки. (на фото ниже)


Осевое перемещение коленчатого вала ограничено двумя упорными полукольцами. Они
вставляются в гнезда блока цилиндров по обе стороны пятого коренного подшипника


Полукольца должны быть обращены канавками в сторону упорных поверхностей коленчатого вала (со стороны канавок на поверхность полукольца нанесен антифрикционный слой).


При снятии шатунно-поршневой группы выпрессовывать шатунные болты из шатунов не допускается (написано в инструкции)…
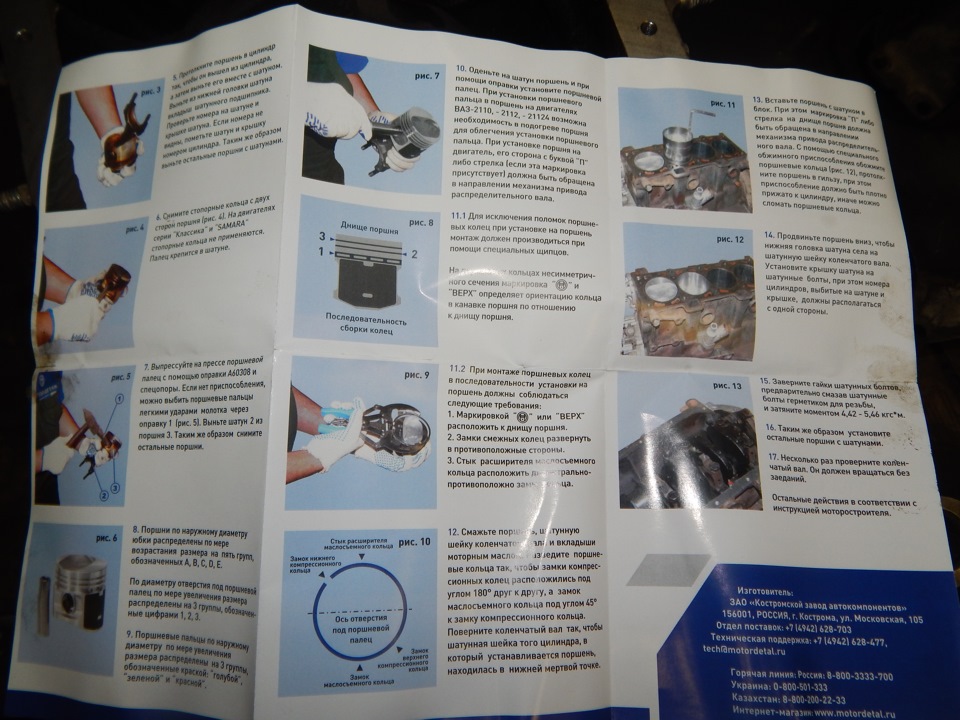
В коробке с поршнями шла до ужаса понятная инструкция по установке колец и самих поршней в блок целиндров


Направление колец и их положение на поршне имеет значение. Всё это описано в инструкции по их установке.


Стрелка на днище поршня показывает как правильно ориентировать поршень при его установке в цилиндр. Она должна быть направлена в сторону привода распределительного вала.




Запчасти
Chevrolet Niva 2006, двигатель бензиновый 1.7 л., 80 л. с., полный привод, механическая коробка передач — своими руками
Машины в продаже
Комментарии 56

Чо, и лишних запчастей не осталось даже?

Остались… поршни. пальцы… вкладыши
Кстати да. Пальцы-то все на месте?

Все красиво! прокладку ГБЦ стальную ставь!
сальнуюююю? не разу таких не видел
Фритекс металопакет для шнивы! Поствил и забыл, преимущество, жескость конструкции усиление блокаи головки и самое главное не прогорает и многоразовое использование единственныое условие устаноки нкжно плоскости блока и головки шлифовать причем головку с двух сторон!
Читайте также: