
Ваз притирка клапанов ваз 2110 8
Добавил пользователь Alex Обновлено: 19.09.2024
Проворачивайте коленчатый вал только за болт крепления к нему шкива (запрещается проворачивать коленчатый вал за шкив распределительного вала).
Рекомендация
Проворачивать коленчатый вал за болт крепления к нему шкива неудобно, поэтому, чтобы установить кулачки распределительного вала в верхнее положение, включите любую передачу (лучше четвертую) и медленно прокатите автомобиль до момента, когда кулачки займут нужное положение. Если нет возможности катать автомобиль, вывесите любое переднее колесо и, включив любую передачу, выставите кулачки, поворачивая вывешенное колесо.
Порядок регулировки зазоров не имеет значения.
Для компенсации теплового расширения клапана конструктивно задается зазор между торцом стержня клапана и кулачком распределительного вала. При увеличенном зазоре клапан не будет полностью открываться, а при уменьшенном – полностью закрываться.
Зазор измеряется щупом на холодном двигателе (при температуре +20 °С) между кулачком распределительного вала (кулачок должен быть направлен вверх от толкателя) и регулировочной шайбой толкателя клапана. Номинальный зазор для впускного клапана составляет (0,2±0,05) мм, для выпускного – (0,35±0,05) мм. Зазоры регулируются подбором толщины регулировочных шайб. В запасные части поставляются шайбы толщиной от 3 до 4,5 мм через 0,05 мм.



10. Нажав вниз рычаг приспособления, утопите толкатель, на котором заменяется регулировочная шайба, и вставьте фиксатор под распределительный вал таким образом, чтобы.
где A – значение измеренного зазора;
B – толщина старой шайбы;
C – номинальный зазор;
H – толщина новой шайбы.
Например (для впускного клапана):
A=0,26 мм, B=3,75 мм, C=0,2 мм, тогда H=3,75+0,26–0,2=3,81 мм.
В пределах допуска зазора (±0,05 мм) подбираем ближайшую по толщине шайбу 3,8 мм.
15. Установите в толкатель новую шайбу рассчитанной по формуле толщиной надписью вниз (к толкателю). Утопите толкатель приспособлением и уберите фиксатор.
Видео про "Регулировка зазоров в приводе клапанов" для ВАЗ 2110
Регулировка клапанов на ВАЗ 2110, 2114, Калина, Гранта, 2109, 2108 Регулировка клапанов ВАЗ 2110, ВАЗ 2108, ВАЗ 2111 (8 кл.) Регулировка клапанов на 8 клапанных двигателях ВАЗ
Демонтаж головки блока цилиндров и притирка клапанов. Необходимый инструмент и особенности проведения работы. Также смотрите видео.Демонтаж головки блока цилиндров и притирка клапанов. Необходимый инструмент и особенности проведения работы. Также смотрите видео.

В процессе капитального ремонта силового агрегата проводится обязательная притирка клапанов. Это необходимо для обеспечения герметичности клапанного механизма и улучшения коэффициента компрессии. Несмотря на кажущуюся сложность, притирка клапанов не требует специального оборудования и особой квалификации мастера.
Перед проведением работ необходимо запастись необходимым инструментом. Для ускорения процесса можно воспользоваться дрелью, при её отсутствии изготавливается ручной инструмент.

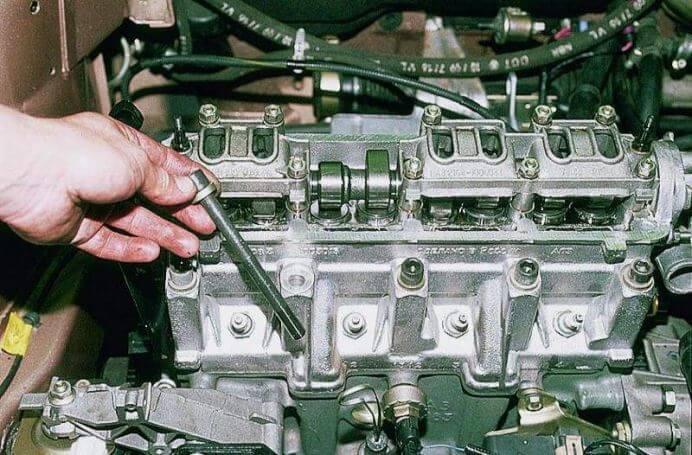
Для него понадобится металлический стержень, на который необходимо одеть резиновый шланг, совпадающий по диаметру с клапанами.
Все процедуры проводились на автомобиле ВАЗ 2110. На других моделях процедура ничем не отличается.
Порядок действий по выполнения притирки клапанов:
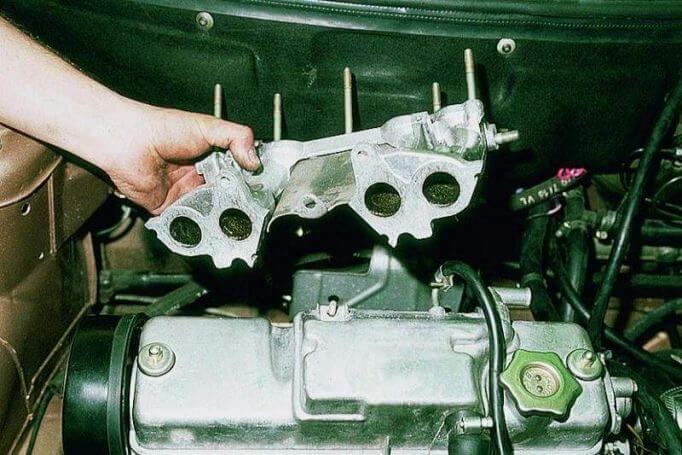
1. По завершении подготовки можно приступать к разбору силового агрегата. В первую очередь снимается всё навесное оборудование, мешающее работе с головкой блока цилиндров. Поршень первого цилиндра устанавливается в верхнюю мёртвую точку и сливается охлаждающая жидкость. Демонтируется впускной и выпускной коллектор.
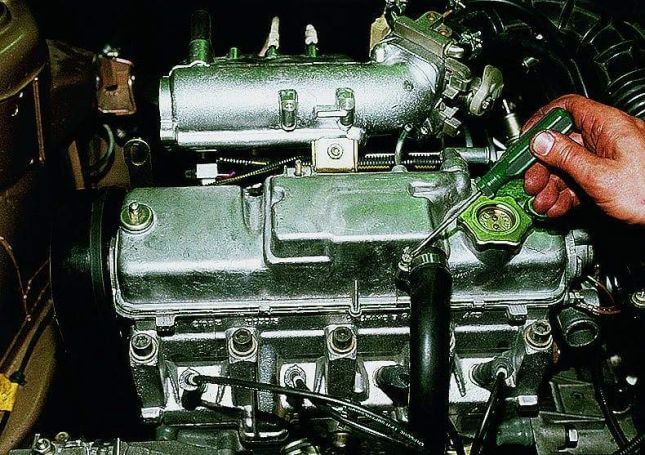
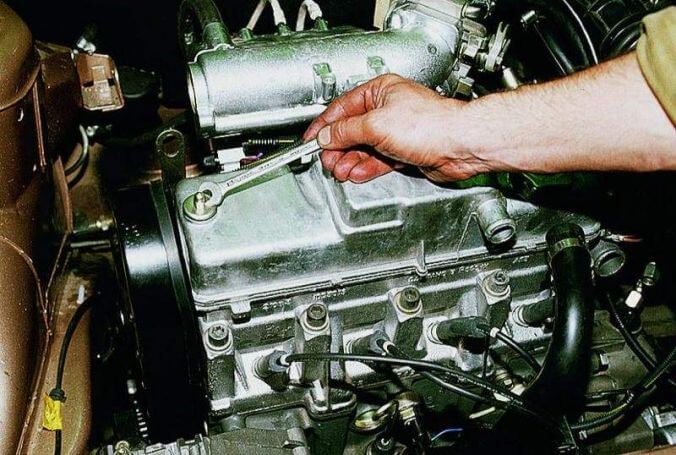
2. После получения доступа к головке снимается воздушный фильтр и крышка клапанов. Теперь можно демонтировать саму головку блока цилиндров, но перед этим необходимо зафиксировать шкив распределительного вала. Для этого достаточно упереть отвёртку в специальную шпильку. После этого со шкива снимается ремень ГРМ. Отворачивается болт и шайба крепления шкива и он снимается с распределительного вала. После этого выкручиваются болты крепления и производится демонтаж головки. Её необходимо сдвинуть таким образом, чтобы один конец распределительного вала вышел за пределы крышки ремня газораспределения.

3. После снятия головки блока производится демонтаж клапанов. Клапана и их седла должны быть тщательно промыты бензином.4. После этого на седла наносится притирочная (алмазная) паста и клапана устанавливаются на место.

5. На стержень клапана одевается подготовленный инструмент. Если же притирка проводится с помощью дрели, то клапан устанавливается в её патрон. Во время притирки стержень должен аккуратно поворачиваться во все стороны и быть прижатым к седлу.
6. Во время работы необходимо обращать внимание на цвет седла и самого клапана. Об окончании притирки можно судить по равномерному серому цвету на кромке клапана и его седле.
7. По завершении работ клапана вновь промываются бензином. Необходимо полностью удалить остатки притирочной пасты, иначе герметичность работы клапанного механизма будет быстро нарушена.
8. Теперь необходимо проверить герметичность клапанов. Для этого в камеры сгорания налейте керосин. Если керосин на протяжении 3х минут не просочится из камер сгорания, то герметичность в порядке. Если жидкость прошла, то продолжаем производить притирку клапанов дальше.
Видео по притирки клапанов дрелью:

Такая операция, как притирка клапанов входит в перечень работ по капитальному ремонту двигателя.
Направлена она на обеспечение как можно плотной посадки тарелки клапана к седлу, тем самым по максимуму снижая возможность пропускания топлива в цилиндры или прорыв выхлопных газов.
Про нагар
После длительной эксплуатации автомобиля на поверхностях фаски клапана и седла оседает нагар, появляются микрораковины, задиры.

В итоге пятно контакта между поверхностями уменьшается, клапан неплотно прилегает к седлу, из-за чего он начинает пропускать и у двигателя снижается компрессия.
Для удаления нагара, раковин, задиров и применяется притирка клапанов, вследствие чего восстанавливается пятно контакта между клапаном и седлом.
Помимо выполнения данной операции в рамках капитального ремонта притирку клапанов проводят еще в ряде случаев.
Так, данные работы проводят:
- При подгорании клапана или седла;
- При прогорании тарелки клапана;
- При замене их в случае повреждения, в общем, всегда, когда возникли проблемы с данными элементами.
Требуемый инструмент
Работы по притирке клапанов не особо сложные, но выполнение их занимает длительное время, особенно, если делать это своими руками.
На автомобиле выполнить их невозможно, придется частично разбирать силовую установку, а именно снимать головку блока цилиндров.
Поэтому при решении произвести притирку клапанов сразу следует позаботиться о наличии новой прокладки ГБЦ.

Из инструментов для выполнения этой операции понадобится:
- Набор ключей и головок;
- Приспособление для разсухаривания клапанов;
- Приспособление для выполнения притирки;
- Пасты для притирки;
- Ветоши;
- Керосин.
Приспособления для выполнения работ, пасты для притирки
Пройдемся по приспособлениям для клапанов.
Для вытаскивания сухарей, которыми удерживается головка клапана в посадочной тарелке, есть специальные приспособления.
Конструкций их много, описывать все не будем. Отметим только, что все они действуют по одному принципу.
Этим приспособлением пружины клапана сжимаются, тарелка крепления клапана опускается вниз, высвобождая сухари, и они извлекаются.


Но можно поступить и простым методом. Потребуется отрезок трубки, по диаметру чуть меньше тарелки крепления.
Эту трубку наставляют на тарелку резко по ней бьют молотком. Из-за удара пружины сжимаются, тарелка проседает и сухари выскакивают.

При этом лучше отверстие с той стороны, по которой будет наноситься удар, чем-нибудь закрыть, чтобы через него не вылетели сухари.
Теперь о приспособлении для притирки.
Его можно приобрести, обычно такое приспособление состоит из гаечного зажима, штанги и воротка.

Но можно сделать его и самому. Для этого понадобится стержень диаметром, равным диаметру клапана. К нему приваривается вороток так, чтобы получилась Т-образная конструкция.
С другой от воротка стороны на стержень одевается отрезок резиновой трубки.

1 – металлический стержень диаметром 5 – 8 мм, в зависимости от диаметра стержня клапана, 2 – резиновая трубка, 3 – зажимные хомуты.
Внутренний диаметр трубки нужно выбирать такой, чтобы она плотно садилась на стержень.
Понадобится также еще один хомут, им будет зажиматься край резиновой трубки, который будет одеваться на стержень клапана.
Для притирки клапанов одних приспособлений мало, так как данная операция производится с применением специальных паст.
Найти их несложно, можно приобрести как дешевые притирочные пасты, так и весьма дорогие.
Для притирки лучше приобретать комплекты, состоящие из двух паст или же просто две пасты – для первичной черновой обработки и для вторичной чистовой.

Возможно также понадобиться применение шарошки. Она представляет собой конусную головку для дрели с вставленными в нее резцами по металлу.



Используют ее для того, чтобы обработать поврежденную поверхность седла.
Процесс притирки
Вначале снимаем с двигателя головку. Далее с головки снимается распредвал, регулировочные шайбы или гидрокомпенсаторы.
Следующим этапом является разсухаривание клапанов. Для этого применяют либо приспособление, либо же они выбиваются проставкой.

После этого снимаются крепежные тарелки и пружины. Сам клапан извлекается из головки для оценки его состояния и состояния седла.

Если он не имеет следов подгорания и не изогнут его стержень, то менять его необязательно, он подойдет и для дальнейшего использования.
Седло тоже нужно осмотреть на наличие следов подгорания. Если следы подгорания седла имеются, его поверхность вначале обрабатывается шарошкой.




После удостоверения, что подгорания на поверхностях нет, начинают процесс притирки.

Для этого на фаску клапана наносится немного пасты для первичной обработки.
Далее он ставится на место, а на его стержень надевается приспособление для притирки. Если оно самодельное, то резиновую трубку на стержне нужно зажать хомутом.


Затем приспособлением клапан поджимается к седлу и начинается притирка.
Для этого за вороток клапан проворачивается на 180 град., после проворачивается в обратную сторону. Такими движениями и производиться притирка.

На обработку поверхности одним типом пасты уходит примерно 5-7 мин. времени.
Периодически положение клапана меняется. То есть, его нужно провернуть примерно на 90 град. от крайнего положения при притирке, после чего снова продолжается процесс с проворотом его на 180 град. и возвратом обратно.
Механизировать процесс путем использования дрели с насадкой на стержень клапана не желательно.
Дрели обычно имеют большие обороты, поэтому при притирке ею существует вероятность перегрева седла и фаски клапана.
В таком случае лучше подойдет шуруповерт. Но круговое движение, которое будет обеспечиваться дрелью или шуруповертом, при притирке не рекомендуется, данную операцию лучше производить путем полуоборота клапана с последующим проворотом в обратную сторону, то есть ручную притирку.
После притирки черновой пастой, поверхности тщательно очищаются ветошью, чтобы удалить остатки пасты.
Затем на фаску клапана наноситься паста для чистовой обработки и процесс притирки повторяется.

Успешным результатом проведенной притирки будет являться равномерный серый матовый цвет притираемых поверхностей без каких-либо следов раковин или царапин.

Так по одному притираются все клапаны как впускные, так и выпускные. Особой разницы в том, на каком двигателе автомобиля выполняется данная операция — нет.
Процесс притирки клапанов одинаков как для ВАЗ-2106, так и для ВАЗ-2109 и более поздних моделей.
Разницу в сложности работ у этих авто может составлять разве что процесс снятия ГБЦ, подготовка к притирке, ну и удобства доступа приспособлением к клапанам из-за несколько отличающихся форм головки блока цилиндров.
Проверка качества притирки
После притирки всех клапанов рекомендуется провести проверку плотности прилегания их к седлам.
Для этого сначала нужно все клапаны установить на место, установить пружины с крепежными тарелками и засухарить их.
Вот здесь уже без приспособления для разсухаривания не обойтись.
Далее головка устанавливается на ровную поверхность тарелками клапанов вверх.
В камеры сгорания наливается керосин, поскольку он обладает высокой текучестью. Уровень его замеряется и ГБЦ оставляется на сутки.

Если по прошествии времени уровень керосина не снизился или снизился очень незначительно – притирка выполнена хорошо и можно двигатель собирать.
Также читайте по каким причинам на двигателях гнет клапана.
Если же замечена утечка керосина, операция по притирке клапанов производится еще раз, но только тех, на которых отмечена утечка.
Одним из наиболее распространенных признаков нарушения нормального функционирования клапанов на ВАЗ 2110/2112 — это отчётливый стук при работе двигателя. Также о неправильной работе клапанов может свидетельствовать и остановка мотора при трогании машины, и уменьшение компрессии в цилиндрах.
Причины неисправности клапанов на ВАЗ 2110, 2112
Если ножка клапана при замере получилась менее 7,97 миллиметров, то клапан необходимо заменить. Также нужно поменять клапан, если он прогорел или дал трещину.
Замена клапанов ВАЗ 2110, 2112 – дело весьма ответственное и требующее от работника определенных умений. Однако, какого-то специального оборудования не нужно. Поэтому человек, который дружит с инструментом и имеет представление о конструкции механизмов, может выполнить ее своими руками, в гараже.
Как поменять клапана ВАЗ 2110/2112 (инструкция)
- Замену необходимо производить в гараже или закрытом боксе, где нет ветра и пыли.
- Обесточиваем машину, отсоединяем аккумуляторную батарею.
- Сливаем смазку мотора и жидкость для охлаждения.
- Демонтируем все навесное: шланги, топливную подачу, вакуумную систему, получаем широкий доступ к деталям, с которыми нужно производить работу.
- Снимаем крышку с главного блока цилиндров (ГБЦ).
- Снимаем кожух и ремень.
- Откручиваем болты, которые крепят ГБЦ.
- После снятия головки блока цилиндров, вооружаемся специальным съемником (если нет в наличии, попросите у соседей по гаражу – с ним реально удобней производить работы). Снимаем распределительный вал, разбираем толкатели с ГБЦ. На шпильках крепим устройство для съема. А под тарелку кладем подставку и вытаскиваем сухари крепежа. Извлекаем тарелку вместе с пружинами, а также — тарелки упора, находящиеся под пружинами (перед тем еще вынимаем сальник клапана).
- Вытаскиваем выработанные или поврежденные клапаны.
- Следующим шагом производим замену направляющих втулок. Лучше использовать специальное устройство (винтовой вариант) потому, что при ударах есть шанс испортить не только головку, но и место посадки. Выпрессовываем направляющие, а новые – обрабатываем смазкой.
- Каждую втулку прессуем на положенное место. На них установлены специальные стопорные кольца, поэтому запрессовку производим до характерного щелчка, означающего, что деталь нашла свое место. Все должно происходить без сильного напряжения, при котором можно втулку испортить. Если идет туго, не спешите. Когда направляющая запрессовалась, ее подгоняют к необходимым размерам посадки (используем развертку 8 мм в диаметре, устанавливая ее в направляющую и прокручивая).
- Продуваем воздухом отверстия, удаляя посторонний мусор. Производим замеры направляющих отверстий. Вставляем новые клапана.
- Если вы заметили, что клапан не в полной мере прилегает к седлу, нужно сделать притирку клапанов. Она производится на специальных станках. Однако, следует помнить, что нельзя слишком сильно шлифовать клапан, а после шлифовки его необходимо хорошенько промыть. Идеальной притиркой считается та, при которой рабочая видимая полоска составляет 1 миллиметр.
- Собираем ГБЦ в обратном порядке и подключаем системы подвода топлива и воздуха и охлаждением. Присоединяем аккумулятор.
Направляющие втулки клапанов нужно запрессовать с надетыми стопорными кольцами. Направляющие втулки впускных клапанов короче втулок выпускных клапанов. На внутренней поверхности втулок выполнены спиральные канавки для смазки клапанов: у направляющих втулок впускных клапанов — до половины длины отверстия, у втулок выпускных клапанов — по всей длине отверстия.
Какие клапаны ставить на ВАЗ 2110, ВАЗ 2112?
Оригинальный номер 2112-1007010, средняя цена 258 руб.
- Riginal (8 клапанов) RG2110-1007010 — 1127 руб.
- Herzog (16 клапанов) HL0 7010/12 — 1592 руб.
- QML (8 клапанов) MV-1006 — 779 руб.

Отсоединяем от ресивера шланги вакуумного усилителя, электропневмоклапана и регулятора давления топлива в топливной рампе.


Крестообразной отверткой ослабляем хомут крепления подводящего шланга вентиляции картерных газов и снимаем шланг.
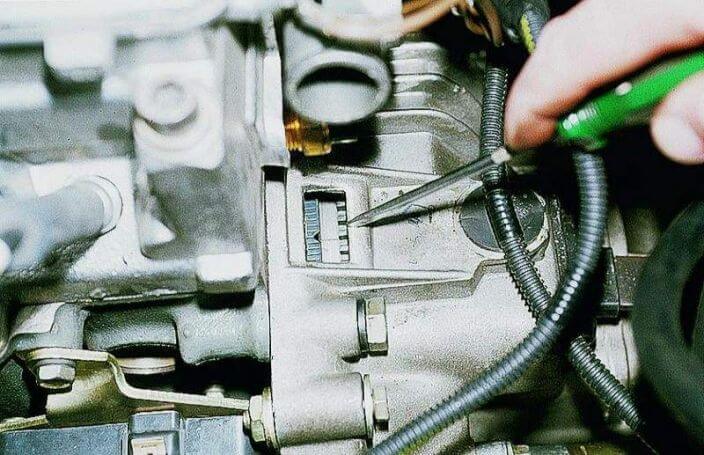
Устанавливаем рычаг переключения передач в нейтральное положение и поворачиваем по часовой стрелке коленвал так, чтобы метка на маховике, видимая в люке картера сцепления, находилась против среднего деления шкалы.

При этом метка на шкиве распределительного вала должна находиться против установочной метки на задней крышке зубчатого ремня.

Снимаем клапанную крышку.

Вынимаем болты с шайбами. Болты крепления головки блока цилиндров можно установить повторно только в том случае, если они вытянулись до длины не более 135,5 мм. Если длина больше, заменяем болт новым.
Читайте также: