
Трещины на маховике газель 405
Добавил пользователь Дмитрий К. Обновлено: 19.09.2024
Сложные маневры, езда с невыключенным сцеплением, старт на повышенной передаче… Все это способствует тому, что рано или поздно зубья и прилегающая поверхность маховика изнашиваются, заявляя о себе вибрацией, пробуксовыванием и странным шумом. Выход из строя многофункционального ведущего диска чреват не только дискомфортом во время движения, но и аварийными ситуациями. Как же грамотно решить проблему?
Сложные маневры, езда с невыключенным сцеплением, старт на повышенной передаче… Все это способствует тому, что рано или поздно зубья и прилегающая поверхность маховика изнашиваются, заявляя о себе вибрацией, пробуксовыванием и странным шумом. Выход из строя многофункционального ведущего диска чреват не только дискомфортом во время движения, но и аварийными ситуациями. Как же грамотно решить проблему?
Для чего автомобилю маховик
Диск диаметром 30-40 см с характерными зубьями расположен на конце коленвала мотора, а второй стороной крепится к корзине сцепления. В конструкции транспортного средства он выполняет сразу несколько функций:
- запускает двигатель со стартера;
- отвечает за равномерное вращение коленвала;
- передает крутящий момент коробке передач;
- снижает пульсацию во вращающемся моменте.
ТОП-4 неисправностей маховика
3. Износ прилегающей поверхности. Риски и задиры возникают, как правило, на фоне некорректной работы механизма сцепления. Если степень износа не критична, избавиться от вибраций, пробуксовывания и шумной работы из-за проскальзывания ведомого диска можно путем регулировки узла. В остальных случаях – только замена.
4. Дефекты на прилегающей поверхности диска под коленчатым валом. При длительной эксплуатации автомобиля они неминуемы, поэтому выход один: купить новую деталь.
Можно ли самостоятельно его заменить или отремонтировать?
Прежде чем установить новую деталь, придется выполнить целый комплекс работ:
- демонтировать карданный вал;
- отсоединить стартер, предварительно обесточив его путем снятия электропроводки с втягивающего реле;
- возможно, снять коробку передач, что связано с серьезными силовыми нагрузками;
- демонтировать механизм сцепления;
- снять маховик вместе с ведомым диском.
Заменить комплектующую самому в теории возможно, если есть определенные навыки и большое желание. А вот для ее восстановления понадобится специальное оборудование. В хорошем автосервисе выполнят комплексную диагностику и дефектовку, устранят неисправности, затем маховик отшлифуют, почистят, смажут и установят на место с новой начинкой. Залогом его длительной послеремонтной эксплуатации станут профессиональные сварочные и токарные работы, а также квалифицированная балансировка, без которой все усилия будут напрасны.

Меняю сцепление, снял маховик, на нем есть не большая выработка. Есть смысл проточить его?
ГАЗ Газель 2012, двигатель бензиновый 2.9 л., 107 л. с., задний привод, механическая коробка передач — плановое ТО
Машины в продаже
Комментарии 21

Купил новый маховик, сцепление вилку, все новое

Менял полностью сцепление, тоже отдавал в проверенную мастерскую на расточку, сделали отлично! Машина трогается без рывков, а до проточки со старым сцеплением были рывки при трогании

чего голову забивать, проточи.Главное чтоб поверхность прилегания диска гладкая была, а то сцепление резко работать будет.

Мне точили. И сцепление лучше чем с новым работает. На заводе по как людям точить и халтурят. Мне токарь опытный сказал если снять одинаковый слой металла, то дисбаланса не будет. Сначала выставляется маховик с индикатором и точится. Маховики 4216 и эвотек кривые изначально. 406 405 409 мне точили на 3мм пока не уйдут пятна с него, чтобы поверхность была ровная и не било диск. После этого было отличное сцепление и пробег больше 120к и сейчас работает

У одного мастера несколько лет назад спрашивал по поводу проточки маховика. Он ответил так. Если после этого маховик будет балансироваться (желательно с КВ), то можно точить. Если просто проточить, то можно получить дисбаланс и тогда, сами понимаете… Лучше поменять, чем точить. Мастер действительно очень грамотный был.
Купил новый маховик производства г. Чебоксары так на нем нет балансировочных отверстий. Собираюсь балансировать
Так может он отбалансирован так? Я встречал пару раз такие маховики. Отверстия эти и сверлятся при балансировке. Если маховик получается ровным, то ни чего в нём не сверлится.

Ппц он весь синий уже. Поможет только замена.

Синий то фигня, бывают трещины от перегрева, если он целочный, то Токарев в помощь
Надо точить, он должен быть заподлицо

Он после проточки очень тонкий становится и быстро нагревается при малейшей буксовке .Вот на 406м немного лучше дела обстоят после проточки .
Смотря сколько раз его точили, мне помогло, точил два раза на разных машинах
С подобным износом точил (не тронутый до меня 100%) и получился очень тонкий (его же не просто подравнять надо ).Вон на фото видны микротрещины -там выработка уже 2 мм и плюсом микротрещины удалить -все 3мм как минимум выйдет .В итоге все 5мм -ему конец !
У меня в записи Мухи есть отчёт, был в таком состоянии маховик и все отлично работало после проточки, я всегда пишу из личного опыта
От меня чего хочешь ? Я вроде бы все размеры привёл, а ты тут пишешь что всё хорошо, всё работает и работало .К чему автора готовишь ? Или всё же просто меня дураком надо выставить -что я тут свою тему загоняю?

С подобным износом точил (не тронутый до меня 100%) и получился очень тонкий (его же не просто подравнять надо ).Вон на фото видны микротрещины -там выработка уже 2 мм и плюсом микротрещины удалить -все 3мм как минимум выйдет .В итоге все 5мм -ему конец !
А нормально проточился? Мы один раз взялись от 4216 точить, в итоге сломали резец ценой дороже маховика 🤣 в тех местах где он посинел, металл как бы упрочнился и появляется неравномерность в стректуре изделия.
А 406 точатся на ура
Да и от 406го тоже бывает поджаривается что резец звенит .Чугун там по факту одинаковый .Потому и пишу что глубоко надо зарезаться (бывало что эти пятаки не брал резец ) так слегонца болгаркой приходилось буквально вырезать пятна -от чего толстый слой снимается потом .А тут чел 2 раза на разных машинах точил и всё нормально ((((( конечно огромный опыт )))) 2 раза на 2х разных машинах )))).Я ремонтом клиентских занимаюсь и при ремонте регулярно с этим сталкиваюсь -сотни три уже проточил .Да ладно, 2 на 2х вот этот опыт -чё там мои 300 )))))? Повторюсь — всё от фантазии токаря зависит .Есть токаря очень опытные -но не (гнущиеся) .Понимают и знают что точить надо буквально прямо )))) если не точится то на свою ё*****ую железку и на иди на****-я вот все резцы переломал (причём дорогие)! Чугун закалённый хоть от работы, хоть от наварки сваркой- резцом почти никто не берётся точить -нужен камень .А как и что это уже снова фантазии мастера ))))).Рессору (качественную) не каждый спец просверлить может -хоть супер сверлом, хоть на малых оборотах с эмульсией ))))). А стоит место сверления маленьким по диаметру диском на болгарке содрать (закалённый слой)- то потом чуть ли не сверлом по дереву всё идёт как в масло .
Ремонт маховика своими руками . Токарь больше не нужен !

Развалилось сцепление . На замену приобрёл универсальную лепестковую корзину к 402-406 двигателю и 406 диск . 406 диск на 12 мм больше чем 402 . У меня стоял ранее 402 диск от которого на маховике появилась выработка примерно 0,5 мм . Новый диск практически не прилегал к маховику из-за большего диаметра .
Хочешь-не хочешь , а маховик надо протачивать . На 6ти миллиметрах далеко не уедешь . Поиск в интернете категорично выдал проточку в токарном станке - альтернативы якобы нет .
Но что то мне неспокойно было от этой безальтернативности . Я же на Волге езжу , а значит по пустякам токарей беспокоить не буду . Повертел снятый маховик в руках , посмотрел на выработку - похоже как-будто маховик резцом продрали но не до конца . И тут до меня дошло , что зря я маховик снял . Двигатель - тот же токарный станок , а маховик на своём месте уже отцентрован отбалансирован - готов к проточке . Осталось только додуматься что применить вместо резца.
Да , резец - звучит как-то травмоопасно , в лоб отлетит мало не покажется . Полчаса голову ломал и понял что нужен абразивный камень . Но до конца не был уверен что получится . Притащил брусок для ножей, шлифкружок от болгарки , и обломок наждачного камня . Эксперимент начался .
Первое - надо выставить двигатель горизонтально , а то вентилятор начинает долбить по диффузору на радиаторе
Второе - протачиваем на повышенных оборотах - подсос вытянул и вперёд .
Третье - для проточки лучше всего подошел обломок наждачного камня средней зернистости диаметром 200-300мм чтобы было за что держаться .
Четвёртое - очки оденьте ,искры летят .
Проточил я маховик за 1 минуту , не ожидал что всё будет так просто . После наждака полирнул маховик наждачкой . Результатом доволен , уже месяц езжу . Патентовать не буду , пользуйтесь господа волговоды .
Маховик снимают для замены заднего сальника коленчатого вала, для его замены при повреждении зубчатого обода, служащего для пуска двигателя стартером, и для шлифования поверхности под ведомый диск сцепления
1. Снимите коробку передач.
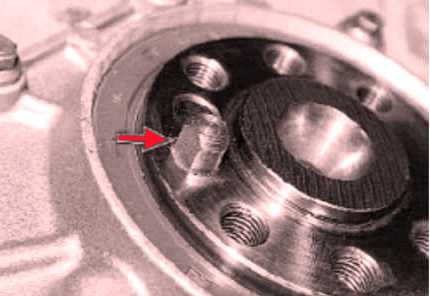
Маховик можно установить на коленчатый вал только в одном положении, а специальное отверстие в маховике должно совпасть со штифтом расположенным на коленчатом валу.
Однако для облегчения установки маховика рекомендуем пометить взаимное расположение деталей.
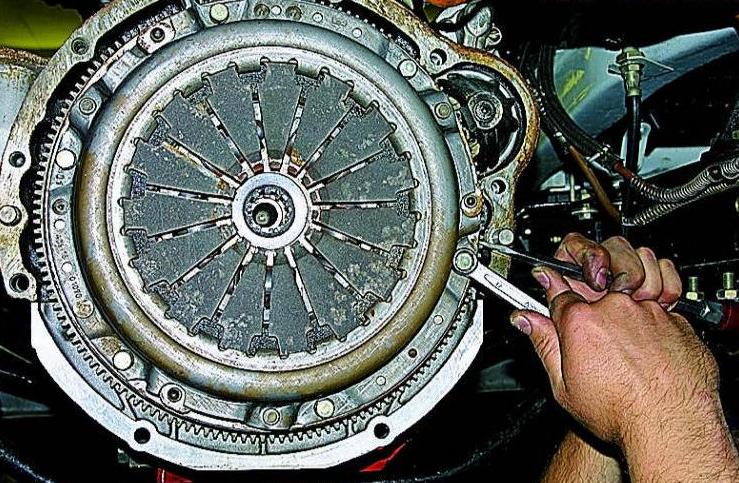
Снимаем ведомый и нажимной диски.



Проверьте состояние зубьев обода маховика, в случае их повреждения замените маховик.
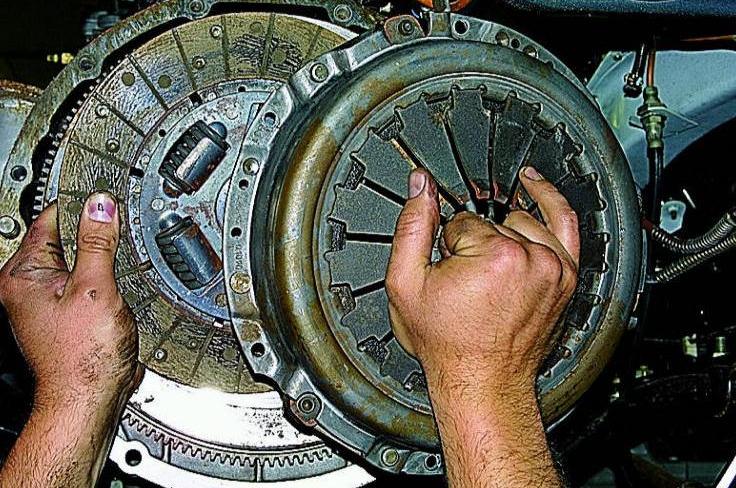
Если на поверхностях прилегания ведомого диска сцепления или фланца коленчатого вала есть риски и задиры, замените или отремонтируйте маховик
Проверить и отремонтировать маховик можно в мастерской, располагающей специальным оборудованием.
Биение маховика, измеренное по зубчатому ободу, не должно превышать 0,5 мм.
Для удаления глубоких рисок и задиров поверхность прилегания ведомого диска можно прошлифовать, однако слой снимаемого металла не должен превышать 0,3 мм.
Установите маховик в соответствии с нанесенными метками и все снятые узлы в последовательности, обратной снятию.
Резьбу болтов крепления маховика смажьте моторным маслом.
Затяните болты равномерно крест-накрест моментом 65 Нм (6,5 кгсм).
Предупреждение. Болты крепления маховика обязательно замените новыми. Повторное использование болтов не допускается.
Износостойкость коренных, шатунных шеек и поверхности заднего фланца под манжету обеспечивается закалкой токами высокой частоты.
Галтели коренных и шатунных шеек вала накатываются роликами для их упрочнения. Вал динамически сбалансирован.
В коренных (кроме средней) и шатунных шейках просверлены сквозные отверстия, которые соединяются косыми сверлениями, проходящими сквозь шейки и щеки вала, данные каналы служат для подачи масла к шатунным подшипникам.
В месте выхода сверлений в щеках находятся специальные грязеулавливающие полости, закрытые резьбовыми пробками.
В процессе вращения коленчатого вала грязь, находящаяся в масле, отделяется за счет действия центробежной силы инерции и накапливается в этих полостях.
Происходит дополнительная, помимо фильтра, очистка масла.
При проведении ремонта двигателя пробки необходимо выворачивать и очищать грязеулавливающие полости и масляные каналы коленчатого вала от грязи и отложений.

Осевое перемещение вала ограничено двумя шайбами 3 (Рисунок 1), расположенными по обе стороны среднего (третьего) коренного подшипника.
Каждая из упорных шайб состоит из двух полушайб: верхней и нижней.
Направление вращения коленчатого вала — правое (при направлении взгляда со стороны шкива-демпфера).
На переднем конце коленчатого вала установлены: ведущая звездочка 7 привода распределительных валов, втулка 6 и шкив - демпфер 3 с зубчатым диском синхронизации, которые закреплены стяжным болтом 1
Для предотвращения самоотворачивания стяжного болта применена зубчатая термоупрочненная шайба 15.
Наружная поверхность стальной втулки 6 для увеличения износостойкости закалена токами высокой частоты.
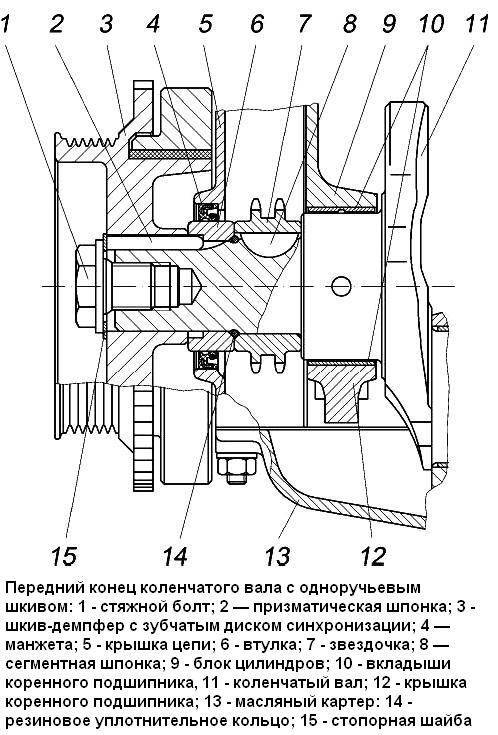
Передний конец коленчатого вала уплотняется армированной однокромочной резиновой манжетой с пружиной и пыльником, а также резиновым кольцом 14 (Рисунок 2), установленным между распорной втулкой и звездочкой.
Шкив-демпфер коленчатого вала имеет специальный эластичный резиновый элемент, служащий для гашения крутильных колебаний коленчатого вала, благодаря чему уменьшается шум и облегчаются условия работы цепного привода распределительных валов.
Шкив-демпфер подвергнут статической балансировке.
Зубчатый венец шкива-демпфера служит для подачи импульсов датчику синхронизации, с помощью которых микропроцессорный блок системы управления определяет частоту вращения коленчатого вала и положение коленчатого вала относительно ВМТ.
На диске демпфера нанесена риска, по совпадению которой с выступом на крышке цепи определяется нахождение поршня первого цилиндра в ВМТ.
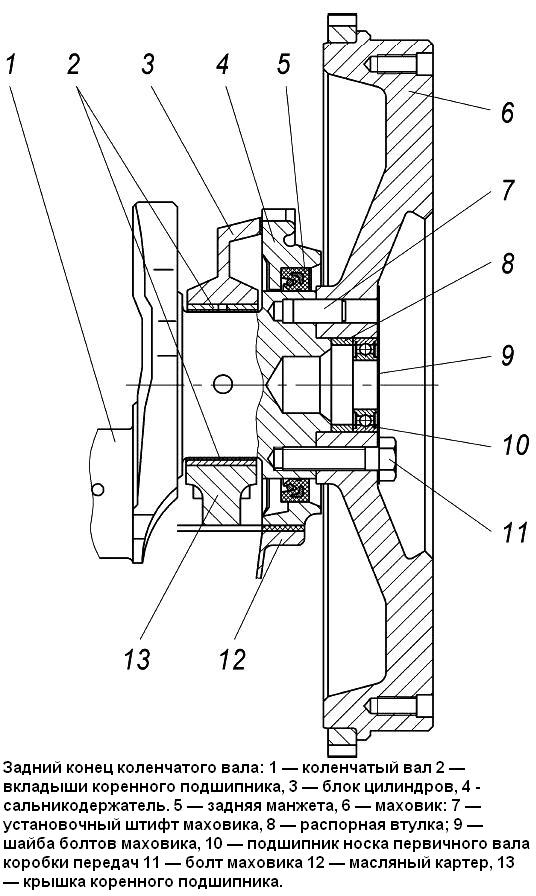
На цилиндрический выступ заднего конца коленчатого вала (Рисунок 3) и штифт 7, запрессованный в задний фланец коленчатого вала, установлен маховик 6, прикрепленный к фланцу шестью самостопорящимися болтами 11 через термоупрочненную шайбу 9.
Термоупрочненная шайба применена для увеличения надежности соединения.
В гнездо маховика установлены распорная втулка 8 и подшипник 10 носка первичного вала коробки передач.
Задний конец коленчатого вала уплотняется армированной однокромочной резиновой манжетой 5 с пружиной и пыльником, установленной в сальникодержатель 4.
Центрирование задней манжеты 5 относительно коленчатого вала достигается благодаря выступам сальникодержателя.
Маховик — отлит из серого чугуна, имеет напрессованный стальной, упрочненный закалкой токами высокой частоты зубчатый венец.
Центрирование маховика относительно коленчатого вала осуществляется посадкой его на цилиндрический выступ заднего фланца коленчатого вала. Маховик подвергается статической балансировке отдельно от коленчатого вала.
Вкладыши подшипников коленчатого вала и шатунов — сталеалюминевые. Верхние вкладыши коренных подшипников с канавками и отверстием для подачи масла, нижние - без канавок.
Верхние и нижние вкладыши шатунных подшипников — одинаковые, с отверстием для подвода масла в масляный канал шатуна.
Нижние полушайбы упорного подшипника имеют выступ, который входит в паз крышки среднего коренного подшипника.
На антифрикционном слое полушайб выполнены специальные канавки. При установке полушайбы должны быть обращены поверхностью с канавками в сторону коленчатого вала.
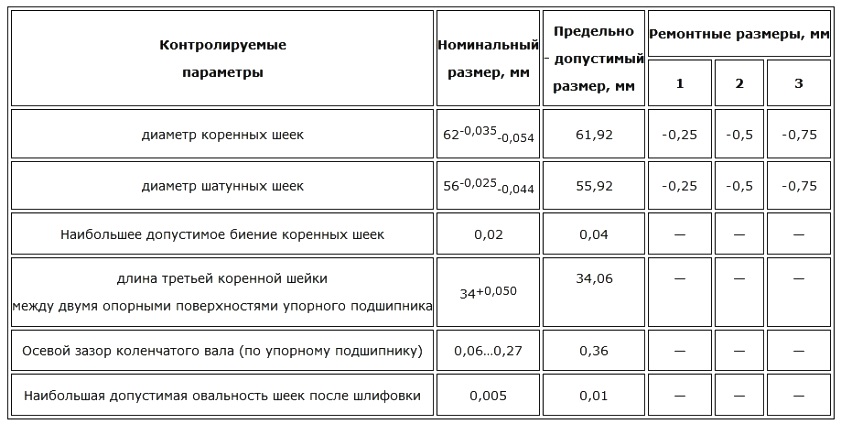
Контролируемые параметры коленчатого вала при проверке технического состояния приведены в таблице.
При наличии трещин любого характера коленчатый вал подлежит выбраковке.

Для удаления отложений из полостей шатунных шеек и масляных каналов необходимо вывернуть четыре пробки из шатунных шеек, промыть раствором каустической соды (NaOH), нагретым до плюс 80°С, и металлическим ёршиком тщательно прочистить полости и каналы.
В процессе работы коренные и шатунные шейки коленчатого вала изнашиваются, теряют геометрическую форму, что снижает работоспособность кривошипно-шатунного механизма, вызывает повышенный износ цилиндров и поршневых колец, при этом может произойти выталкивание поршневым пальцем стопорных колец из канавок в поршне и выход поршневого пальца из поршня.
Коренные и шатунные шейки коленчатого вала в результате износа принимают форму конуса и овала.
Если коренные и шатунные шейки изношены более максимально допустимых размеров и если конусность и овальность шеек более 0,04 мм, то шейки вала необходимо шлифовать в один из ремонтных размеров.
Все одноименные шейки шлифуют в один ремонтный размер.
Острые кромки фасок масляных каналов притупляют конусным абразивным инструментом, а затем шейки и фаски полируют. Радиусы галтелей коренных и шатунных шеек —2 мм.
При износе поверхности заднего фланца или поверхности ступицы шкива - демпфера под рабочей кромкой манжеты сместить манжету для контакта ее рабочей кромки с неизношенной поверхностью и предотвращения утечек масла, для этого установить распорное кольцо между манжетой и сальникодержателем или крышкой цепи.
При повреждении резьбы в отверстиях до двух ниток ее восстанавливают прогонкой под размер рабочего чертежа. Если сорвано две и более ниток, то ремонт производят:
- резьба в отверстиях под болты крепления маховика - установкой резьбовых спиральных вставок,
- резьба в отверстии под стяжной болт - нарезанием ремонтной резьбы;
- резьбы в отверстиях под пробки - нарезанием ремонтной резьбы
Контролируемые параметры при ремонте коленчатого вала
Балансировка

Коленчатый вал балансируется методом динамической балансировки.
Допустимый дисбаланс – 18 гсм, в плоскостях, проходящих через крайние коренные шейки.
Устраняют дисбаланс высверливанием отверстий Ø 14 мм, на глубину не более 25 мм в радиальном направлении из противовесов.
Пересечение отверстий и выход на поверхности торцев противовесов не допускается.
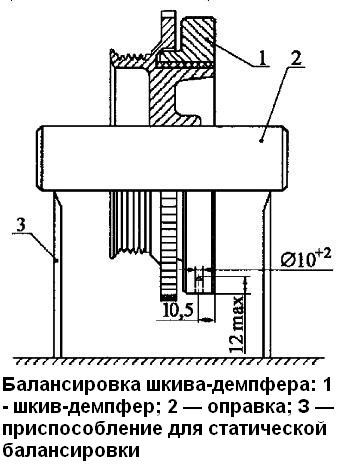
Шкив демпфер коленчатого вала балансируется методом статической балансировки.
Допустимый дисбаланс – 15 гсм. Устраняют дисбаланс высверливанием отверстий Ø 10 мм, на глубину не более 12 мм,
с учетом конуса сверла в диске демпфера в радиальном направлении на расстоянии 10,5 мм от задней плоскости.
Расстояние между осями отверстий не менее 18 мм.
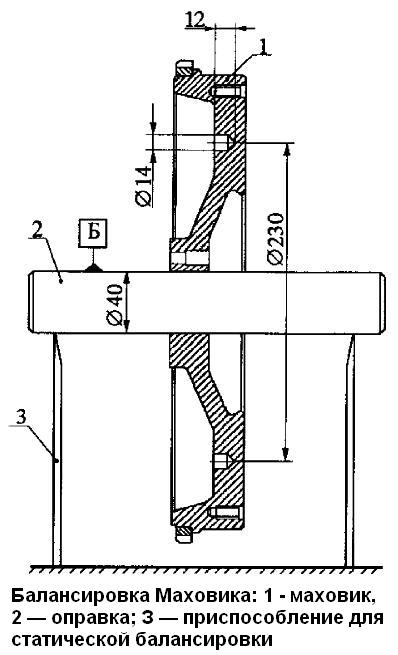
Маховик балансируется статическим методом.
Допустимый дисбаланс 15 гсм. Устраняют дисбаланс высверливанием отверстий Ø 14 мм,
на глубину не более 12 мм, с учетом конуса сверла со стороны противоположной креплению сцепления на радиусе 115 мм.
Читайте также: