
Шарошки для доработки гбц ваз
Добавил пользователь Дмитрий К. Обновлено: 19.09.2024

Тема заезженная, но наконец то сделал себе. Цена таких качественных фрез космос, а те что попроще на вид чуть лучше чем мои. Разница лишь в том что более ровно и скорее всего материал грубее используется и то не факт.
Мне нужны были диаметры шаров с 28 по 31. Делать портинг больше не рассчитывал. Сток седло 083 внутренний диаметр: впуск 32, выпуск 28. Размеры шаровых б/у которые я нашел в сервисах: КИА СИД 28 мм, шевроле-нива 30 мм., классика 32,6+/-, какой то форд 32 мм. Набрал я их штук 10.
Вся проблема найти размеры и от центровать стержень относительно шара.
1. Первые варианты центровки не особо удачные.

Плюсы: нету.
Минусы: Сам базовый стержень может быть кривой. Удлинитель на глаз в 0 естественно не вывести. С самого начала прихватывания сваркой, естественно пойдет увод в сторону. Металл нагрелся (перегрелся в очаге), расширился, "Разбавился" новым металлом от электрода (дуговая сварка), появились углы разнообразные (которые потом дают разную жесткость при сужение в процессе остывания), потом начинает остывать, в общем меняется решетка/геометрия + температура во всем диапазоне. Чем длиннее ось от соединения и имеет хотя бы малейшее отклонение, тем больше будет отклонение в конце оси. А это в дальнейшем биение. На глаз естественно в 0 тоже не подбить.
В итоге отказался от этой идеи, отпилил всю сварку.
2. Далее заказал у токаря муфту/переходник в двух размерах. У шаровых опор заметил что в основном два диаметра стержня с одинаковым шагом резьбы 1,5 вроде, обычно "бытовые" 1,25.

Такой подход хорош для новых шаровых опор. Для б/у по своему опыту 50/50, стержень или резьба уведена, но попадается и ровные экземпляры.
Плюсы: один стрежень, универсально, больше шансов что будет ровно.
Минусы: резьба тоже имеет свой люфт, не критично. Нет гарантии в соосности, лишние телодвижения по изготовлению.
3. Самый оптимальный, быстрый, без лишних телодвижений, более менее качественный вариант. На шарах в основном есть плоская точка на торце рабочей поверхности, противоположно стержню. Естественно эта точка диаметром ~5 мм от центрована. Берем шары с размером чуть более того размера который нужен 1-2 мм. Прихватываем, подбиваем более менее близко к 0, привариваем окончательно. Спиливаем базовый стержень. Тем самым уменьшаем длину оси (биение), а следовательно и конечное отклонение если считать по косинусу это наглядно. Берем помощника, дрель и болгарку. Помощник крутит дрель, болгаркой подгоняем по нужному диаметру, периодически делаем закругление от центра, имитируем что-то похожее на шар. Так как центр будет выравниваться в плоскость.
Обороты ставим по больше, увеличивая цикличность. Стараемся торцом диска оказывать давление. Все это ускорит процесс шлифовки, а он так происходит быстро. Можно и лишнего шлифануть.
Плюсы: убираем биение этими дополнительными 1-2 мм, так как шар сам себя подгонит и от центрует болгаркой и дрелью. Конечно если там не мелкий наклон, а смещение на 5 мм, то ничего уже не поможет. Меньше заморочек с размерами, можно собрать на коленке.
Минусы: зависит от умения пользоваться сваркой, болгаркой. Если шар в размер который нужен, от биения не избавиться таким методом.
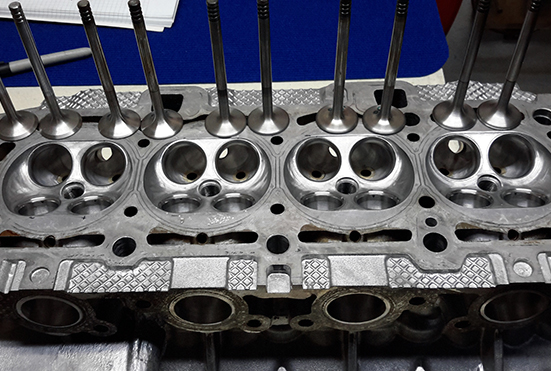
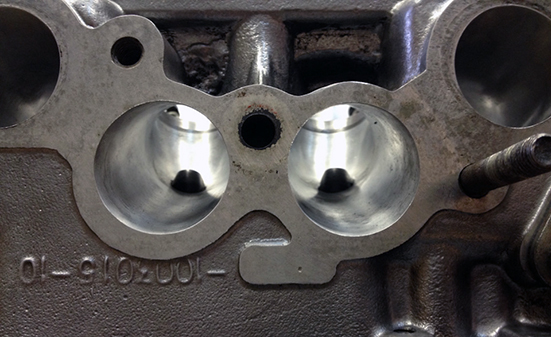
Вот мои результаты.




4. Следующий вариант в моей теории уже. За основу взята идея с той же точкой на шаре. Находим её центр и начинаем с тонкого сверла углубление под шпильку. Доходим до того диаметра, который имеет шпилька. После вставляем шпильку и завариваем. Если есть возможность найти центр с общего диаметра, это ещё проще.
Плюсы: в теории должно помочь с центровкой.
Минусы: лишняя заморочка.
По поводу этих шариков. Один токарь мне сказал что эти шары имеют "цементацию", то есть верхний слой 2-3 мм прошел обработку/легирования. Внешняя сторона якобы жесткая/грубая, а внутри сырой метал. Цвет должен отличаться внутри если распилить шар. Я думаю что нет не какой цементации, это лишняя сложность в производстве, лишний человек, лишняя зарплата, проще форму отлить. После распилов, надпилов цвет однородный. А токарь так сказал скорее всего из-за того что ему не охото было заморачиваться с их шлифовкой в меньший диаметр. Работа копеечная и рутиная.
Варианты с мечниками и плашками. Они в основном для сырых металлов, но была надежда. Я не стал пробовать, послушал разных людей и продавцов. Все в едино говорили что сталь шаров они не возьмут.
Кто сделал эти фрезы, хочет продлить их жизнь и сделать ещё грубее для более жесткого металла. Можно попробовать закалить их, либо отдать на закалку.
Главное, на что необходимо обращать внимание, так это на несоответствующее/неточное соединение коллекторных клапанов и головки блока цилиндра. Появление малейших неровностей или ступенек может привести к нежелательным последствиям, которые начинают тормозить движение, частично перекрывая канал и поэтому их необходимо удалять. После удаления мест с явными нестыковками нужно доработать коллекторные прокладки, так как они тоже могут быть преградой для потока.

Также необходимо выполнить посадку коллектора на штифты. Это крайне важно сделать по той причине, что крепеж, держащий коллекторы, может растянуться и в результате происходит незначительно изменение плоскостей гбц относительно к коллектору. Если этого не выполнить, то все работы по предотвращению нестыковок будут бесполезны.
Хочу отметить, что на коллектор необходимо посадить по два штифта (по краям).
Перед соединением гбц и коллектора нужно сделать отверстие, применяя фрезы для доработки гбц. После чего надеваем штифт на головку и на нее сажаем коллектор. Важно чтобы второй сел свободно, но при этом не должно быть никаких люфтов. После этого вы можете гарантировать точное позиционирование этих двух элементов с большой уверенностью. Еще нужно сделать несколько отверстий в прокладке. Вот так вот должна производиться оптимальная стыковка.
Каналы

Доработка гбц также предусматривает и необходимость доработать каналы, так как в них может наблюдаться деформированная форма, металл под втулками и т.д. Доработка каналов производится посредством шаровой фрезы. Лучше, когда у вас не одна фреза, а несколько и с разными параметрами (размеры и формы). Работая фрезой можно добиться удаление любых неровностей, а также увеличить проходимое сечение.

Перед тем как заниматься непосредственно расточкой каналов, следует выяснить, с чего начинать этот процесс – с коллектора или гбс. Если нужно значительно увеличить диаметр клапанов, то стартовать лучше с того участка, где их стены тоньше. Таким образом вы снизите риск случайного вскрытия каналов при следующем совмещении. Части втулок, выступающие в каналы, также необходимо доработать, чтобы те не создавали помех. Как правило, их нужно либо укоротить, или же заострить. Бывают ситуации, когда втулки стачиваются со стеной клапана. Некоторые автолюбители считают этот метод самый лучшим с точки зрения выгоды, хотя, на практике редко кто так делает, так как он значительно уменьшает ресурс направляющих. Правильная доработка клапанов возможна лишь при двух условиях: опыт и следование инструкции.
Клапаны
В реальности же клапаны делаются из сплава титана и алюминия и поэтому имеют поразительную легкость, которая сочетается с некими неприятными моментами: высокая стоимость и хрупкость. Учитывая эту хрупкость, ставятся жесткие рекомендации к пружинам и седлам клапанов. Пружины могут оставаться заводскими или же немного ослабляются. Седла желательно поменять на другие из бронзы.
Форма камеры сгорания
Доработка гбц также подразумевает изменение формы камеры сгорания. В данном случае можно выделить три направления работ:
- Снижение детонации
- Улучшение для наполнения цилиндра
- Выполнение условий для оптимального распределения смеси в камере сгорания.
Детонация создает сильную нагрузку на поршни и кольца. Ее можно определить по уровню металлических звуков, которые распространяются по двигателю авто. Источниками этого явления могут быть самые отдаленные участки камеры сгорания от свечи зажигания. Решается это так:
· Нужно снизить к минимуму работы в КС, которые увеличивают распространение горения.
· Необходимо свести к минимуму число участков КС. Такими участками считаются углы камер и острые кромки. Для этого нужно максимально тщательно сгладить поверхность.

Два последних выполнения по улучшению формы камеры сгорания сделать самостоятельно очень сложно, так как нужно иметь прекрасные знания в области физики.
Доработка гбц довольно не сложная на некоторых этапах и вполне оправдывающаяся процедура. Правильная доработка позволит увеличить мощность двигателя вашего автомобиля.
Видео “Доработка ГБЦ”
На видео автомеханик рассказывает о нюансах правильной расточки каналов в коллекторе для доработанной головки.



Секрет в том, что цилиндр гайки и шар сопрягаются идеально по оси цилиндра. Фреза не имеет биений, можно использовать пилот любой длины. После приваривания их друг к другу неплохо было бы резко остудить заготовку, чтобы минимизировать отпуск материалов:

Нарезаем мелкий модуль (чтобы шороховатость после пиления была небольшой) в направлении вращения (по часовой стрелке):


Все получилось весьма бюджетно (в пределах 100 руб. за фрезу) и работоспособно, более подробное видео есть на ютьюбе
1) Не сразу нашел нормальный пилот для таких фрез, неоднократно сломал шпильки, которые в этих целях использовались. Надо сказать, что шпильки ломаются, оставляя свое тело в гайке фрезы так, что приходится извращаться экстрактором или пилить часть гайки, это приносит некие неудобства. Хорошим пилотом оказалась 15 см каленая шпилька цилиндра от мопеда.
2) Дрель! Нужна мощная низкооборотистая дрель-миксер. Советская МЭС 450 была тоже хороша, но я словил кураж и сжег ей ротор. Китайский 800 вт Skil оказался слишком оборотистым, фреза не пилит, а срывается с дичайшим звуком.
Расточка каналов ГБЦ даёт превосходную возможность для повышения мощности автомобильного двигателя. Это потребует определённой доработки каналов впускного/выпускного типа, чтобы наполнение цилиндрических систем топливом претерпело значительные улучшения. Топливо проходит через каналы с очень большой скоростью, из-за чего любой дефект может замедлить поток.

Расточка головки блока цилиндров (ГБЦ) требует выполнения следующих этапов:
- Доработка (тюнинг) каналов – изменение диаметра, установление правильного радиуса креплений;
- Тюнинг сёдел клапанов;
- Точное совмещение коллекторных отверстий и каналов системы ГБЦ;
- Шлифовка поверхности.
Для выполнения данной деятельности требуются особые навыки и спецоборудование. В результате проведения этой работы двигатель становится мощнее в среднем на пятнадцать процентов.
Инструкция по тюнингу ГБЦ
Наиболее эффективным методом повышения мощности мотора с поршнем считается тюнинг ГБЦ.
Первым делом, нужно разобраться в том, как при помощи доработки головки блока цилиндра можно воздействовать на параметр мощности двигателя. Характеристики крутящего момента и мощности, которые определяются работой двигателя, основываются на коэффициенте НЦРС. Поэтому при увеличении наполнения происходит улучшение мощностных характеристик системы двигателя.
Для проведения тюнинга ГБЦ своими руками понадобится следующий набор инструментов:
- Фрез шаровой, который полностью будет подходить диаметру самой расточки;
- Бумага наждачного типа;
- Строительная дрель;
- Специальные шарошки;
- Штангенциркуль;
- Рабочий шланг небольшого диаметра.
При смещении полки вращательного элемента в наиболее высокие оборотные каналы можно получить нормальное повышение мощности, которое будет пропорционально росту полных оборотов. Вращательный элемент функционирует на основе 2-х базовых факторов – объёма работы, а также коэффициента заполнения цилиндров. В случае если объём рабочей силы был уже повышен до предельного уровня, то придётся разбираться с особенностями наполнения. Здесь придётся воспользоваться спортивными распредвалами, которые имеют увеличенные клапанные подъёмы, а также расширенными этапами входа и выхода.
Потом в дело идут фрезы шаровые. Ими обрабатываются каналы. Нужно достичь того, чтобы канальный изгиб приобрел наиболее плавную форму. У поверхности должна присутствовать некоторая шероховатость, потому как это положительным образом оказывает влияние на то, как быстро испаряется бензин с поверхности канальных стенок. Элементы втулок направляющего типа тоже должны подвергаться тюнингу, чтобы снизить частоту помех, которые они создают. Втулки обычно стачиваются, чтобы снизить ресурс на моторах форсированного типа. Для сёдел и клапанов снижается вес, а также увеличивается способность пропускного типа. Для нормальной работы отсека сгорания улучшается наполнение основного цилиндра и предотвращается возможность детонации.
Как проводится портинг ГБЦ
Перед тем как провести портинг ГБЦ, нужно проверить наличие у себя нескольких компонентов:
- Каналы впускного/выпускного типа;
- Втулки направляющего образца;
- Клапаны;
- Пружины/тарелки для втулок;
- Камеры сгорания.
Далее следуем инструкции:
- Возьмите ГБЦ и удалите все присутствующие на ней клапаны.
- Осмотрите каналы, запомните места, где присутствуют дефекты.
- Снимайте направляющие.
- Используйте вспомогательные шпильки для насаждения коллектора впускного типа.
- При помощи болтов вкрутите вспомогательные шпильки в отдельные каналы, предназначенные для смеси охлаждения. В шпильках можно проделать маленькие отверстия для сохранения нормального подогрева.
- Совмещаем коллектор с ГБЦ.
- Запиливайте коллектор впускного типа.
- Когда работа над коллектором подойдёт к завершению, придётся совместить каналы. Состыковку можно произвести, воспользовавшись пластилином.
- Воспользуйтесь зубилом, чтобы удалить неровности на клапанах выпускного типа.
- Подвергайте остальные каналы тщательной полировке, чтобы избавиться от всех дефектов поверхности.
Результатом проведения всех вышеописанных манипуляций будет являться то, что ГБЦ будет иметь более совершенные характеристики:
- Диаметр каналов впускового типа – 32 миллиметра;
- Диаметр каналов выпускного типа – 29 миллиметров;
- Диаметр клапанных стеблей – 8 миллиметров;
- Валы распределительные ГБЦ, спортивные — стандартные – 13,5 миллиметров;
- Длина втулок направляющего типа превышает стандартную.
Таким образом, благодаря осуществлению доработки головки блока цилиндров можно добиться максимального раскрытия потенциала автомобильного двигателя.

В этом видео я показываю и рассказываю как работать обычным инструментом для прирезки сёдел который имеется в свободной продаже и стоит в принципе не дорого. Также рассказываю о инструменте NEWAY, о его плюсах и минусах. И естественно показываю способ притирки клапанов и проверки их на герметичность. Видео получилось очень длинное, около 2 ч 20 мин, поэтому пришлось его разбить на три видео 🙂
Comments 32

За такую фрезеровку руки оторвать, шарошки должны быть победитовые а не это г…но, седло как будто бобры грызли, дальше не стал смотреть.

Пытаюсь прирезать, но фаска на одной из фрез снимается не равномерно. Волнами как то, разной ширины по окружности получается
Те которые для "ваз" немного больше
Может кто знает, воронежские развертки какие нибудь подойдут для ла носа 8 кл?

добрый день ! сделай пожалуйста видео про замену седел ! натяжение при посадке седел ! и о способах их изятия из посадки! буду очень признателен и не только я ! таких видео негде нет, и инфы очень много и все по разному трактуют эти методы.

не в курсе вазовский от классики рассухариватель подойдёт для 406

нет для 406 нужен свой
говорят 08 подходит
может быть но с 16 клапаной десятки не подходит точно

Я брал шарошки с победитовыми напайками—режут нормально, но ось фаски относительно оси направляющей никак не получалась 90 гр—кошмаррр!Еле прирезал—просадил седла, потом клапана торцевал. Такими шарошками можно резать, но! если режешь впервые лучше на чем нить потренироваться.Однозначно либо Neway либо черкасский вариант(((сбережет нервы))).Спасибо Евгению! Все оч.доступно и понятно!

спасибо за видео уроки!
можеш выложить чертеж пилота для нювея?

Жень привет.
Головки двигателей серии 402, 417, 421 и 511 имеют 9и мм клапана, ты их то же Нювеем притираешь? Пилоты конусные только под 8и мм клапана у тебя в наличии?
Головки с 402-х моторов я не делаю 🙂 очень твёрдые сёдла и мне просто не охота тупить свой нювей 🙂
Нужно разобраться в этом вопросе, первые головы с 21х и 24х волгах седла шли из высокопрочного чугуна, отсюда и проблема с прирезкой, но позже ( вот и надо выяснить с какого года ) стали делать из "нормального" чугуна. Я лично делал 3 головки : 2410 была 1987гв, 417я была 1992гв, и 4218 была 2000гв, все прирезал шарошками с победитовыми впайками, все хорошо и легко получилось. От бывалых мотористов слышал о том что старые головки попадаются на которых очень трудно притереть клапана из за седел из прочного чугуна.
Седло клапана — небольшое кольцо, имеющее скос по внутренней поверхности.

Устанавливается в отверстия головки блока цилиндров, предназначенные для установки клапанов и перегонки через них топливовоздушной смеси и отработавших газов. Деталь запрессовывается в ГБЦ на заводе.
Выполняет следующие функции:
- герметичность отверстия;
- передает излишки тепла к ГБЦ;
- обеспечивает необходимый приток воздуха, когда механизм открыт.
Замена седла клапана требуется в том случае, когда восстановить его герметичность способом механической обработки не удается (многочисленные обработки в прошлом, прогар, сильный износ). Сделать это можно своими руками.
Ремонт детали выполняют при:
- прогаре тарелки;
- после замены направляющих втулок;
- при умеренной степени естественного износа;
- при нарушении герметичности соединения кольца с тарелкой.

Правка изношенных и поврежденных седел в домашних условиях выполняется с использованием шарошек. Помимо этого, может потребоваться сварочный аппарат или мощная газовая горелка, стандартный набор гаечных ключей, необходимых для демонтажа и разборки ГБЦ, притирочная паста, дрель.
Замена седел
Процедура замены состоит из двух ответственных процедур: удаления старых деталей и монтажа новых.
Удаление старых посадочных элементов
Замена седел клапанов выполняется на демонтированной ГБЦ с разобранным газораспределительным механизмом. Удалить старое кольцо можно с использованием сварочного аппарата, если материал, из которого оно изготовлено, позволяет это сделать.
Для выполнения процедуры изготавливается съемник седел клапанов — берется старый ненужный клапан, тарелку которого необходимо проточить до размеров внутреннего диаметра седла.
Важно! Процедура с использованием сварки может привести к некоторой деформации посадочного места. При этом стандартные седла будут иметь слабое закрепление, что может привести к их самопроизвольному демонтажу в процессе работы мотора. Требуются кольца увеличенного диаметра, которые не продаются в магазинах, а изготавливаются на заказ.
Седло клапана, изготовленное из металлов, не подлежащих сварке, можно удалить путем вкручивания в него отрезка трубы, используемого как съемник седел клапанов. Для этого на внутренней поверхности кольца нарезается резьба. Аналогичную резьбу наносят на внешнюю поверхность подходящей по диаметру металлической трубы.
Берется старый клапан, который предварительно приваривают к торцу трубы в обратной положении. При этом ножка клапана проводится в предназначенное для нее отверстие, труба вкручивается в резьбу, после чего элемент удаляют постукиваниями по ножке.
Монтаж новых седел
Перед началом процедуры монтажа новых седел, посадочные места под них очищают от загрязнений. После ГБЦ следует равномерно нагреть до температуры, превышающей 100˚С. При этом металл расширяется, позволяя запрессовать кольцо.
Монтируемую деталь охлаждают с помощью жидкого азота. При его отсутствии можно использовать сочетание льда и ацетона, что позволяет снизить температуру металла до -70˚С. Размеры деталей подбирают таким образом, чтобы разница между диаметром посадочного места и кольца составляла не более 0.05-0.09 мм на холодных деталях.
Седло клапана запрессовывается с помощью специальной оправки или отрезка трубы подходящего диаметра. Деталь должна входить на посадочное место с небольшим усилием. При этом важно, чтобы кольцо встало без перекоса.
После запрессовки и остывания ГБЦ следует проверить, не болтается ли элемент на посадочном месте. Если зазор отсутствует, а замененный элемент плотно держится на своем месте, процедуру его замены можно считать оконченной. Далее требуется прирезка седел клапанов с использованием шарошек.
Важно! При стандартной процедуре замены тарелки всех клапанов оказываются посажены достаточно высоко. Однако некоторые специалисты рекомендуют обрабатывать фаски таким образом, чтобы выпускные клапаны сидели несколько глубже нормального положения. Седло впускного клапана при этом оставляют в штатном положении.
Ремонт седел
Ремонт седел клапанов выполняется при их естественном износе и неплотном прилегании тарелки к своему посадочному месту.

С целью восстановления геометрии колец применяются шарошки для седел клапанов — набор фрезерующих головок, позволяющих делать необходимые углы.
Шарошки могут использоваться в сочетании со специальным оборудованием. Однако оно является дорогостоящим. Поэтому в домашних условиях применяют ключ-трещотку с удлинителем. Правильно обработанные места имеют углы 30˚, 60˚ и 45˚. Обработка седел клапанов для создания каждого из них производится соответствующей фрезой.
Еще одной разновидностью ремонта является проточка посадочных мест под ремонтные вставки. Для этого по вышеописанному алгоритму удаляют седла, после чего, специальным режущим инструментом протачивают места под них. Размер ремонтного места должен быть на 0.01-0.02 см меньше вставки. Монтаж производят после нагрева ГБЦ и охлаждение монтируемых элементов.
Правильно произвести расточку самостоятельно можно попытаться на свой страх и риск. Однако, с учетом сложности процедуры и необходимой высокой точности работ, подобные манипуляции лучше производить в условиях квалифицированной автомастерской или авторемонтного завода.
Портал для автолюбителей


Притирка клапанов своими руками
Притирка клапанов своими руками




Притирка клапанов своими руками
Инструменты для притирки клапанов
1. Притирочная паста для клапанов.

Основное, что нужно купить перед началом процесса притирки клапанов — это притирочная паста. Она в процессе работы наноситься на кромку клапана и служит как мелкая шкурка, которая и притирает клапан к его гнезду.
В авто магазинах существует множество вариантов притирочной пасты для клапанов. Например, такие как на рисунке в форме клапанов. По своей сути, почти все пасты для притирки клапанов одинаковы, так что следует выбирать из своих финансов и предпочитаемого производителя.
Притирочная паста отличается между собой по степени обработки: от крупнозернистой (для первоначальной обработке) до мелкозернистой (для окончательной обработке). Последнюю рекомендуют многие специалисты по ремонту двигателей, т.к. с ней процесс пойдет намного быстрее. Тут все зависит нее от самой притирочной пасты, а от состояния клапанов и фасок и правильности самого процесса (читай, если руки растут из нужного места). Для кого-то, и обычный тюбик притирочной пасты за 100 рублей сойдет, а другим подавай только профессиональную.
Если вы делаете своими руками, то лучше начать с самой обычной притирочной пасты, не с самой дорогой. А если что-то пойдет не так, то докупить уже нужную в процессе.
2. "Шарошка" для снятия металла на клапанном гнезде.

Данный инструмент применяется для восстановления седел клапанов. Шарошка представляет из себя насадку для клапанного гнезда, сделанную по форме посадки клапана. Закрепляется как правило в дрели как сверло и имеет малые размеры.
В наше время можно подобрать шарошку практически к любой ГБЦ. Они продаются в автозапчастях или на авторынке, где представлено масса вариантов, от самых простых и дешевых "дедовских" шарошек до дорогостоящих комплектов американской фирмы "neway". Главное найти нужную по диаметру и углу для вашего конкретного двигателя. Минимальный набор шарошек — 3 штуки: 30, 45 и 60 градусов и ещё столько же нужно на второй клапан, если он другого диаметра.
Нужны ли шарошки для притирки клапанов? Смотрим на сёдла, которые запрессованы в головке. Если они не повреждены, то можно приступать к притирке, но если сёдла повреждены (прогаром), тогда их нужно обработать специальными шарошками. В общем технология такова — сперва лучше поменять направляющие клапанов, далее притирка. Когда шарошку подобрали, то ставим ее на клапанное гнездо и начинаем вращать. Вращаем аккуратно до тех пор, пока на клапанном гнезде не образуется блестящий чистый круг по форме и размеру рабочей области нового клапана.
3. Новые клапана.
4. Инструмент для притирки клапанов.

Можно использовать для этих целей дрель и резиновый шланг. Процесс выглядит примерно следующим образом: одеваем на дрель шланг (можно с помощью сверла, а закрепляем хомутами), а на этот шланг одевается клапан двигателя (крепим опять же с помощью хомутов) с нанесенной притирочной пастой.
Далее вставляем клапан в гнездо и начинаем процесс притирки. Тут главное не давать максимальных оборотов дрели, процесс должен происходить на малых оборотах (400-500 об/мин). Если больше оборотов, есть риск перегреть седла или пояски клапанов. Главное, в процессе притирки клапанов постараться не совершать круговые движения, а имитировать работу клапана вперед и назад.
Следует признать, что данный способ притирки клапанов с помощью дрели не очень хороший, да и занимает очень много времени. Так что лучше покупать специальное приспособление для притирки клапанов в авто магазине. Или сделать самостоятельно с помощью чертежей, если есть конечно такие возможности.
Процесс притирки клапанов своими руками
Клапаны демонтируют с помощью съемников, значительно упрощающих операции по извлечению и установке клапанов. После извлечения клапанов, металлическими щетками для очистки металлов удаляют нагар, действуя с большой осторожностью, чтобы не сделать рисок на рабочих фасках седла и клапана.
У клапанов и седел встречаются два вида дефектов: рабочие фаски покрыты раковинами и налетом нагара, но имеют правильную форму; рабочие фаски покрыты раковинами и нагаром, но их правильная коническая форма нарушена — на конической поверхности образовалась ступенчатая поверхность, а коническая фаска закруглилась.
В первом случае клапан достаточно притереть, а во втором — перед притиркой рабочую фаску протачивают на токарном станке или шлифуют на круглошлифовальном станке, а седло клапана обрабатывают коническими шарошками. Обработку седла начинают шарошкой с углом 45°, затем срезают верхний поясок седла шарошкой с углом 15°, после чего шарошкой с углом 75° снимают фаску в нижней части седла или шлифованием рабочей поверхности седла абразивными кругами с углами 45, 15 и 75° с помощью ручной дрели.
Притирают с помощью дрели, при вращении которой клапан автоматически повертывается в ту и другую сторону и постепенно вращается по окружности. Можно притирать также ручной дрелью или коловоротом, отверткой или резиновым присосом.
Перед началом притирки под клапан устанавливают слабую пружину. На фаску клапана и седла для грубой притирки наносят слой притирочной пасты для клапанов. Клапан вращают на 120° и в противоположную сторону при легком нажатии на головку клапана на 90. 100°.
Грубую притирку продолжают до тех пор, пока не будут устранены все раковины и царапины, затем вытирают клапан и седло салфеткой. После этого окончательно притирают пастой до приобретения рабочими поверхностями равномерного матового цвета. Ширина притертой поверхности должна быть 1. 1.5 мм.
Для предварительного контроля качества притирки на рабочие поверхности клапана и седла в нескольких местах карандашом наносят поперечные черточки. При качественной притирке от одного поворота клапана в седле с легким нажимом все черточки должны быть стерты. Если черточки остаются, это указывает, что притирка некачественная и ее необходимо продолжить.
Методы проверки качества притирки

Чтобы узнать, выполнена притирка или нет, нужно обратить внимание на поверхность клапана – на ней образуется дорожка серого цвета шириной около двух миллиметров. Если таковая имеется, значит, процесс притирки клапанов завершен.
Еще одной деталь — является использование масла, как финальной пасты. Его нужно так же нанести, предварительно смыв пасты всех слоев Данная процедура позволяет определить степень притирки, поскольку все раковины, если они будут, будут видны.
Как бы вы не притирали клапан, двигатель все равно "доведет его под себя". Можно потратить уйму сил и времени, обеспечить абсолютную герметичность, однако через пару часов или минут работы мотора уплотнение клапанов заметно ухудшится. Можно притереть клапаны несколько небрежно, допустим так, что керосин будет выступать из-под клапана явственно и постоянно, но не рекой. И через несколько часов или дней работы мотора герметичность клапанов заметно улучшится.
Если начать измерять их на протекание, то окажется что в обоих случаях мотор приработал клапаны до некоего оптимального состояния. Поэтому "выделывания" с притиркой разными пастами, финишной доводкой пастой ГОИ можно смело назвать лишней тратой времени.
Поэтому разумно обрабатывать седло клапана на три фаски и притирать до появления на клапане отчетливой полоски притира посередине рабочей фаски. Такой клапан будучи прижат пальцем почти не потеет керосином при его проверки на герметичность. Этого более чем достаточно.
Автолюбители, независимо от стажа владения машиной, постоянно ищут способы повышения мощности двигателя. Есть несколько вариантов усовершенствования вашего автомобиля, одним из которых является доработка головки блока цилиндров (ГБЦ) .
Мы знаем, что крутящий момент, а соответственно и мощность, находятся в прямой зависимости от такого показателя, как коэффициент наполнения цилиндров рабочей смесью. Чем больше наполнение, тем больше мощность двигателя, которая растёт при смещении максимального значения крутящего момента на более высокие обороты. Для этого устанавливают распредвалы с расширенными фазами впуска/выпуска и увеличенными подъёмами клапанов, но на практике этого оказывается недостаточно. Если критически подойти к рассмотрению головки блока цилиндров, то мы увидим множество недочётов — казалось бы мелких, но именно они не дают реализовать полный потенциал мотора. Это обусловлено технологией изготовления при массовом производстве ГБЦ, и поэтому всё придётся исправлять самостоятельно или в тюнинг-ателье. Как именно? Об этом и поговорим.
Если внимательно осмотреть впускные/выпускные каналы заводской головки блока цилиндров, то сразу бросаются в глаза приливы литья в районе направляющих втулок клапанов, выступающие в канал втулки и местами ломаная форма узких каналов. Используя шаровые фрезы разных форм и размеров необходимо добиться увеличения проходного сечения каналов, удалить все неровности и выступающие части. Форму канала надо изменить таким образом, чтобы его изгиб был наиболее плавным, но сохранил определенные радиусы кривизны. Внутренняя поверхность впускных каналов оставляется немного шероховатой для лучшей испаряемости бензина с их стенок. Выпускные каналы можно полировать, хотя заметного эффекта это не даст.
Поперечное сечение канала не должно быть правильной окружности. Впускной канал имеет форму эллипса с небольшим бочкообразным расширением перед седлом клапана. Остальная часть канала ГБЦ и впускного коллектора плавно сужается по направлению потока.
Проводя увеличение диаметра каналов надо учитывать близлежащие внутренние коммуникации. При неаккуратной работе можно повредить маслоканал или канал рубашки охлаждения. При работе с ГБЦ восьмиклапанных двигателей, которые применяются на переднеприводных ВАЗах, надо быть предельно осторожным. Хотя это не убережет вас при расточке одного впускного канала, в котором маслоканал проходит настолько близко, что его вскрытие неизбежно. К сожалению, даже если канал останется невскрытым, он может быть просто прикрыт тонким слоем алюминия и позже прорвётся под давлением масла работающего двигателя.
Перед началом расточки желательно в маслоканал вогнать стальную втулку, но, к сожалению, это не самый удобный вариант. Лучше устанавливать стальные или алюминиевые втулки после вскрытия канала, либо заваривать канал аргоном.
Вначале определитесь: с коллектора или ГБЦ начинать расточку. Если планируется значительное увеличение диаметра каналов, то лучше начать доработку с той детали, каналы которой имеют более тонкие стенки, а по их форме и положению затем растачиваются каналы сопрягаемой детали. В классических двигателях ВАЗ принято начинать расточку с коллектора, потому что каналы ГБЦ имеют достаточный запас толщины для последующего совмещения.
Обратите внимание на части направляющих втулок клапанов, которые выступают в каналы. Они создают заметные помехи потоку, поэтому их стараются укоротить или заострить. Иногда втулки стачивают заподлицо со стенкой канала и, хотя это в лучшей степени оптимизирует его пропускную способность, но такая доработка снижает ресурс направляющих, у которых он и так невелик на форсированных двигателях.
- - ВАЗ 2101, 21011, 2103, 2106, 21213, 21214, 2123 – клапаны от 39/34 до 42/35;
- - ВАЗ 21083, 2111, 21114, 21116, 11183, 11186 – клапаны от 39/34 до 40/34;
- - ВАЗ 2112, 21124, 21126, 21127, 21128, 21129 – клапаны от 31/27 до 33/29,
Если ваш автомобиль оснащён наддувом или впрыском закиси азота, ему необходимо увеличение выпускных клапанов, так как двигатель производит больше отработанных газов. Под такие моторы соотношение клапанов может быть 90% и более.
Пружины клапанов
Штатные пружины рассчитываются под конкретный двигатель с применением серийного распредвала. Учитывается достаточный запас прочности, рассчитанный на относительно невысокие обороты. В классических двигателях клапаны зависают на оборотах более 7000, на ВАЗ 21083 допускаются большие обороты, а на ВАЗ 2112 неадекватная работа клапанов вероятна на оборотах 7500-8000 об/мин.
Замена распредвала на более верховой может привести к зависанию клапанов. Наиболее простым способом является увеличение преднатяга штатной пружины, что выполняется подкладыванием под нее шайбы. Усилие на пружине увеличивается, но заметно уменьшается свободный ход.
При установке спортивных распредвалов предъявляются более жёсткие требования к усилиям на пружинах. В этом случае требуется большой подъём кулачка и соответствующий ход пружины, поэтому их меняют на более жёсткие, которые имеют больший ход сжатия.
Более жёсткие пружины заметно увеличивают нагрузки на клапаны, распредвал и тарелки, поэтому такую доработку желательно проводить последней из всех способов повышения порога зависания клапанов.
Ещё одним способом является облегчение тарелок клапанных пружин. Их меньшая масса снижает нагрузки на распредвал и детали ГРМ, что особенно важно на повышенных оборотах. Можно перетачивать штатные тарелки, но лучше поставить новые из титано-алюминиевого сплава. Алюминиевые (Д16Т) тарелки дешевле, но подвержены деформациям в критических режимах работы. Более прочными являются титановые изделия, хотя некоторых автолюбителей сдерживает их цена. Хорошо себя зарекомендовали тарелки из сплава Al-Ti от производителя PRO.CAR .
- - При использовании клапанов с меньшим диаметром стержня;
- - При сильно выступающей части направляющей втулки в канал ГБЦ;
- - Если форма или размер противоположной части направляющей не удовлетворяют требованиям;
- - При недостаточной теплопроводности направляющей втулки (возможна замена на бронзовые).
Степенью сжатия (СЖ) является отношение полного объёма цилиндра ко всему объёму КС. Чем больше сжата топливная смесь перед воспламенением, тем большую работу она совершит впоследствии. Повышая СЖ, мы увеличиваем мощность двигателя, но есть и ограничивающие факторы, такие как рост нагрузки на поршневую и риск возникновения детонации. Стандартные литые поршни двигателей ВАЗ допускают СЖ до значения 11:1.
Наиболее заметен положительный эффект от роста СЖ в двигателях с широкими фазами открытия клапанов. Это происходит от того, что коэффициент наполнения атмосферных двигателей ВАЗ не превышает 100%, то есть динамическая СЖ не превышает статическую СЖ. Динамическая СЖ — объём топливно-воздушной смеси, попавшей в цилиндр, относительно объёма камеры сгорания. При использовании широкофазных распредвалов на низких и средних оборотах динамическая СЖ ниже статической. Повышение СЖ приводит к пропорциональному росту динамической, что положительно влияет на мощность и экономические показатели двигателя. При этом необходимо исключить предпосылки возникновения детонации при максимальном коэффициенте наполнения цилиндра, что достигается повышением октанового числа топлива и изменением состава топливно-воздушной смеси.
С ростом оборотов двигателя длительность цикла сгорания уменьшается, что может привести к неполному сгоранию топлива, а, следовательно, потере мощности. Поэтому, повышая СЖ, мы ускоряем процесс сгорания, что позволяет получить максимальную мощность от двигателя. Вследствие этого большинство высокооборотистых форсированных бензиновых двигателей требуют повышения СЖ.
После проведения доработок ГБЦ , которые мы рассмотрели в данной статье, вы сможете полностью раскрыть потенциал двигателя вашего автомобиля!
Тема заезженная, но наконец то сделал себе. Цена таких качественных фрез космос, а те что попроще на вид чуть лучше чем мои. Разница лишь в том что более ровно и скорее всего материал грубее используется и то не факт.
Мне нужны были диаметры шаров с 28 по 31. Делать портинг больше не рассчитывал. Сток седло 083 внутренний диаметр: впуск 32, выпуск 28. Размеры шаровых б/у которые я нашел в сервисах: КИА СИД 28 мм, шевроле-нива 30 мм., классика 32,6+/-, какой то форд 32 мм. Набрал я их штук 10.
Вся проблема найти размеры и от центровать стержень относительно шара.
1. Первые варианты центровки не особо удачные.
Плюсы: нету.
Минусы: Сам базовый стержень может быть кривой. Удлинитель на глаз в 0 естественно не вывести. С самого начала прихватывания сваркой, естественно пойдет увод в сторону. Металл нагрелся (перегрелся в очаге), расширился, "Разбавился" новым металлом от электрода (дуговая сварка), появились углы разнообразные (которые потом дают разную жесткость при сужение в процессе остывания), потом начинает остывать, в общем меняется решетка/геометрия + температура во всем диапазоне. Чем длиннее ось от соединения и имеет хотя бы малейшее отклонение, тем больше будет отклонение в конце оси. А это в дальнейшем биение. На глаз естественно в 0 тоже не подбить.
В итоге отказался от этой идеи, отпилил всю сварку.
2. Далее заказал у токаря муфту/переходник в двух размерах. У шаровых опор заметил что в основном два диаметра стержня с одинаковым шагом резьбы 1,5 вроде, обычно "бытовые" 1,25.
Такой подход хорош для новых шаровых опор. Для б/у по своему опыту 50/50, стержень или резьба уведена, но попадается и ровные экземпляры.
Плюсы: один стрежень, универсально, больше шансов что будет ровно.
Минусы: резьба тоже имеет свой люфт, не критично. Нет гарантии в соосности, лишние телодвижения по изготовлению.
3. Самый оптимальный, быстрый, без лишних телодвижений, более менее качественный вариант. На шарах в основном есть плоская точка на торце рабочей поверхности, противоположно стержню. Естественно эта точка диаметром ~5 мм от центрована. Берем шары с размером чуть более того размера который нужен 1-2 мм. Прихватываем, подбиваем более менее близко к 0, привариваем окончательно. Спиливаем базовый стержень. Тем самым уменьшаем длину оси (биение), а следовательно и конечное отклонение если считать по косинусу это наглядно. Берем помощника, дрель и болгарку. Помощник крутит дрель, болгаркой подгоняем по нужному диаметру, периодически делаем закругление от центра, имитируем что-то похожее на шар. Так как центр будет выравниваться в плоскость.
Обороты ставим по больше, увеличивая цикличность. Стараемся торцом диска оказывать давление. Все это ускорит процесс шлифовки, а он так происходит быстро. Можно и лишнего шлифануть.
Плюсы: убираем биение этими дополнительными 1-2 мм, так как шар сам себя подгонит и от центрует болгаркой и дрелью. Конечно если там не мелкий наклон, а смещение на 5 мм, то ничего уже не поможет. Меньше заморочек с размерами, можно собрать на коленке.
Минусы: зависит от умения пользоваться сваркой, болгаркой. Если шар в размер который нужен, от биения не избавиться таким методом.
Вот мои результаты.
4. Следующий вариант в моей теории уже. За основу взята идея с той же точкой на шаре. Находим её центр и начинаем с тонкого сверла углубление под шпильку. Доходим до того диаметра, который имеет шпилька. После вставляем шпильку и завариваем. Если есть возможность найти центр с общего диаметра, это ещё проще.
Плюсы: в теории должно помочь с центровкой.
Минусы: лишняя заморочка.
По поводу этих шариков. Один токарь мне сказал что эти шары имеют "цементацию", то есть верхний слой 2-3 мм прошел обработку/легирования. Внешняя сторона якобы жесткая/грубая, а внутри сырой метал. Цвет должен отличаться внутри если распилить шар. Я думаю что нет не какой цементации, это лишняя сложность в производстве, лишний человек, лишняя зарплата, проще форму отлить. После распилов, надпилов цвет однородный. А токарь так сказал скорее всего из-за того что ему не охото было заморачиваться с их шлифовкой в меньший диаметр. Работа копеечная и рутиная.
Варианты с мечниками и плашками. Они в основном для сырых металлов, но была надежда. Я не стал пробовать, послушал разных людей и продавцов. Все в едино говорили что сталь шаров они не возьмут.
Кто сделал эти фрезы, хочет продлить их жизнь и сделать ещё грубее для более жесткого металла. Можно попробовать закалить их, либо отдать на закалку.
Читайте также: