
Расточка блока цилиндров ваз 2110
Добавил пользователь Владимир З. Обновлено: 19.09.2024
Полная технологическая цепочка ремонта блока цилиндров двигателя включает следующие виды работ:
- диагностика блока цилиндров
- мойка блока цилиндров блока цилиндров
- расточка и хонингование блока цилиндров
- гильзовка блока цилиндров двигателя
В случае износа цилиндров или их повреждения требуется провести работы по восстановлению — расточку, хонингование и гильзовку.
Расточка и хонингование блоков цилиндров
Гильзовка
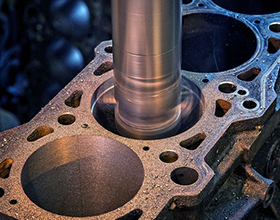
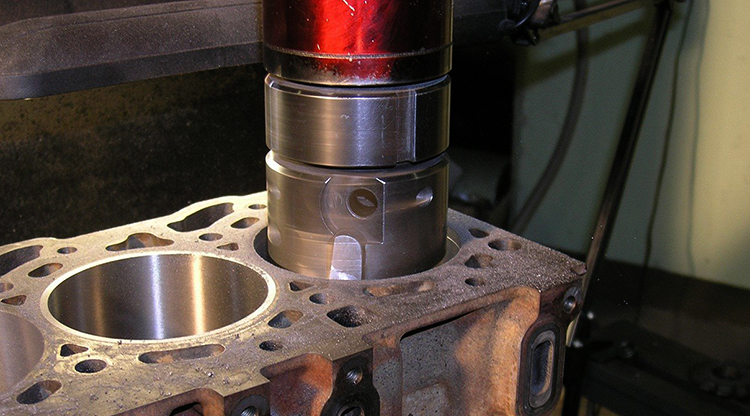
При износе цилиндров или в случае значительных повреждений их рабочих поверхностей блок растачивается под ремонтную гильзу. В отверстие запрессовывается гильза, которая подрезается, а затем растачивается и хонингуется под заданный размер поршня.
Финишная обработка цилиндров может включать
Дополнительные услуги по ремонту блоков цилиндров
Стоимость услуг
Наименование работ
Цена, руб.
Расточка и хонингование
блока цилиндров
Для двигателей автомобилей ГАЗ 406, ГАЗ 405, ГАЗ 409
Для двигателей автомобилей ГАЗ 421, УАЗ (диаметр 100 мм)
Для двигателей иномарок, в том числе через ремонт (за цилиндр)
Для двигателей иномарок (аллюсил) (за цилиндр)
Для двухтактных двигателей (диаметр до 45 мм) (за цилиндр)
Для двухтактных двигателей (диаметр свыше 45 мм) (за цилиндр)
Для двухтактных двигателей "ROTAX" или аналог (за цилиндр)
Расточка и хонингование с ФГБЦ
Дохонинговка (восстановление сетки хона)
Гильзовка и хонингование блока цилиндров (без стоимости гильз)
Для двигателей автомобилей ГАЗ 406, ГАЗ 405, ГАЗ 409
Для двигателей автомобилей УАЗ (диаметр 100 мм), Газель-Cummins ISF
Для двигателей иномарок (чугун) (гильза — чугун) (за цилиндр)
Для двигателей иномарок (алюминий) (гильза — чугун) (за цилиндр)
Для V-образных двигателей иномарок (чугун) (гильза — чугун) (за цилиндр)
Для V-образных двигателей иномарок (алюминий) (гильза — чугун) (за цилиндр)
Работа по одному цилиндру
или съем более 1 мм

Увеличение объема двигателя внутреннего сгорания является самым простым способом поднять моментные (в большей степени) и мощностные характеристики мотора. Существует несколько возможных вариантов по увеличению объема двигателя ВАЗ-21083 ( и его производных – ВАЗ 2111, 2112, так как все они используют практически одинаковые блоки цилиндров, за исключением применения масляных форсунок в 16-ти клапанных моторах ВАЗ-2112).
21081 – объём 1099 куб. см
— ход 60,6 мм
— диаметр поршня 76 мм
— длина шатуна 121 мм
— R/S = 1,996
2108 — объём 1288 куб. см
— ход 71 мм
— диаметр поршня 76 мм
— длина шатуна 121 мм
— R/S = 1,7
21083 — объём 1499 куб. см.
— ход 71 мм
— диаметр поршня 82 мм
— длина шатуна 121 мм
— R/S = 1,7
21084 — объём 1580 куб см.
— ход 74,8 мм
— диаметр поршня 82 мм
— длина шатуна 121 мм
— R/S = 1,61
Эффект большого R/S:
ПРОТИВ: Мотор, собранный с достаточно большим значением R/S не обеспечивает хорошее наполнение цилиндров на низких и средних частотах вращения КВ, из-за снижения скорости воздушного потока (из-за уменьшения скорости движения поршня после ВМТ, в момент открытия впускного клапана). Большая вероятность появления детонации из-за высокой температуры в камере сгорания и длительного времени нахождения поршня в ВМТ.
Эффект малого R/S:
ЗА: Обеспечивает очень хорошую скорость наполнения цилиндров на низких и средних частотах вращения КВ, так как скорость движения поршня от ВМТ больше, разряжение нарастает быстрее, что улучшает наполнение цилиндров, более высокая скорость движения топливовоздушной смеси делает смесь более гомогенной (однородной) что способствует лучшему сгоранию. преимущества: более низкие требования к доработке и диаметрам каналов ГБЦ, чем на моторе с высоким соотношением R/S.
ПРОТИВ: Малая величина RS означает, больший угол наклона шатуна. Это значит, что большая сила будет толкать поршень в горизонтальной плоскости. Для мотора это означает следующее:
1) Большая нагрузка на шатун (особенно на центр шатуна), что делает разрушение шатуна более вероятным. Разрушение шатуна само по себе мало вероятно, кроме случаев обрыва, при заклинивании и гидроударе, как правило, шатун рвется у верхней или нижней головки под углом приблизительно 45 градусов к оси шатуна.
2) Увеличение нагрузки на стенки блока цилиндров, большая нагрузка на поршни и кольца, увеличение рабочей температуры вследствие повышенного трения, как результат, более быстрый износ стенок цилиндра, колец, и ухудшении условий смазки. Износ этого участка зависит от величины смещения оси пальца относительно оси поршня и от значения максимального угла наклона шатуна, т.е. при применении "кованных" поршней со смещенным пальцем, износ будет меньше чем при применении стандартных поршней.
Штатный блок цилиндров ВАЗ 2110 изготовлен методом отливки из особенного чугунного сплава низколегированного состава. Сверху, на горизонтальной плоскости находится головка блока цилиндра, в которой помещен распределительный вал с клапанами и камера сгорания, технологические отверстия, масляные и жидкостные магистрали и др. приспособления. Цилиндры силового агрегата находятся в посадочных местах, их диаметры подразделены на 5 отдельных классов, различающихся по размерам на 0,01 мм. Они обозначаются литерами А, В, С, D, Е, которые наносятся на нижней плоскости изделия.

Проверка технического состояния блока цилиндров
Изначально требуется отмыть блок цилиндров и прочистить магистрали для подачи масла. Далее проводим продувку и просушку изделия резиновым шлангом компрессора и осматриваем изделие. Наличие трещин на всех деталях и частях блока приводит к разгерметизации внутренних магистралей. При возникновении версии о проникновении жидкости-охладителя в картер мотора необходимо осуществить тест на герметичность агрегата.

При этом требуется заглушить выходы охладительных магистралей и наполнить внутренние полости охлаждающих каналов слегка теплой водой под напором 3 кгс/см. Течь водных масс наблюдаться не должна.
При наличии масляных сгустков с жидкости-охладителе необходимо провести визуальный осмотр на наличие трещин в районах прохождения масляных магистралей. Сливаем жидкость из охладительной системы, демонтируем головку блока цилиндра, наполняем магистрали системы водными массами и направляем воздух из компрессора в магистраль движения масла вертикального типа. При выделении воздушных пузырей в водной среде, которая заполнила охладительную рубашку, необходимо произвести замену блока цилиндров, купить который можно в специализированных магазинах АвтоВаза.
Тестируем наружную поверхность агрегата, куда монтируется головка блока цилиндра ВАЗ 2110, применяя измерительную линейку и щупом. Допустимый размер отклонений по плоскости должен находиться в пределах 0,1 мм.
Расточка блока цилиндров
На практике используется несколько вариантов увеличения мощности силовой установки. Наиболее конструктивный способ – повышение объемных характеристик двигателя. Весьма распространенным видом работ по повышению линейных данных будет расточка блока цилиндров ВАЗ 2110, которая изготавливается на увеличенный поршневой диаметр. Денежные расходы сведены к минимуму – к ним относятся собственно затраты на расточку блока цилиндров и приобретение поршневой группы и колец ремонтного размера.

Другим способом увеличения объема силовой установки является замена стандартного коленвала на изделие с увеличенным радиусом кривошипного механизма. При этом увеличивается рабочий ход поршневой группы, что ведет к прямо пропорциональному повышению объемного параметра мотора.

Для доведения распредвала до состояния раскрытия максимальных кондиций требуется доработать головку блока цилиндра до перепрессовки клапанных седел и переустановки клапанов увеличенного размера. Также требуется модернизация магистралей впускного и выпускного типа, через которые воздушно-топливная аэрозоль проходит в цилиндры, а выхлопные газы выходят через систему вывода отработанных газообразных смесей. В качестве доработки предлагается их усовершенствовать, повышая размер сечения, в последующем их необходимо отполировать и изменить их геометрию.

Задача ремонта заключается в том, чтобы после ремонта, двигатель имел характеристики максимально приближенные к заводским нормам.
Предварительная мойка блока цилиндров
Перед сборкой двигатель должен быть тщательно отмыт. Прежде всего, перед процессом мойки, выпрессовываются все заглушки масляных магистралей, для их гарантированной проходимости и снятия многолетнего налета. Сегодня существуют самые современные моющие средства, которые способны отмыть даже труднорастворимые отложения внутри блока. Это достигается благодаря применению паровых установок, где вместе с паром подается моющее средство, которое способно вымыть блок до блеска, даже в самых труднодоступных местах.
Расточка / хонингование блока цилиндров
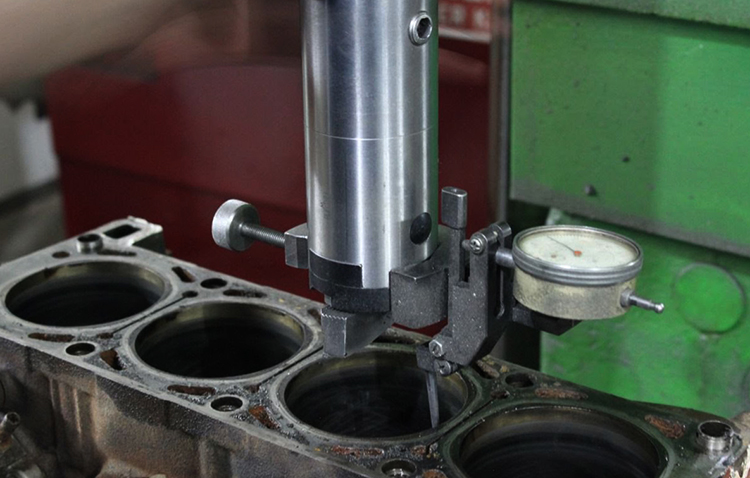
Перед ремонтом блок подлежит обязательным промерам и по их результату, принимается решение о предстоящем виде ремонта. Если блок имеет допустимый износ, то он подлежит расточке и дальнейшему хонингованию. Расточка производится по замерам ремонтных поршней, для каждого цилиндра отдельно. Целью хонингования является нанесение на зеркало цилиндра мелкоструктурного рельефа в виде сетки, глубиной до 0.01мм под углом 20–60 градусов, необходимого для удержания масляной пленки, для бесконтактной работы пары поршень-цилиндр. Постоянное наличие масляной пленки на зеркале цилиндра многократно увеличивает ресурс блока, а стало быть, и всего двигателя.
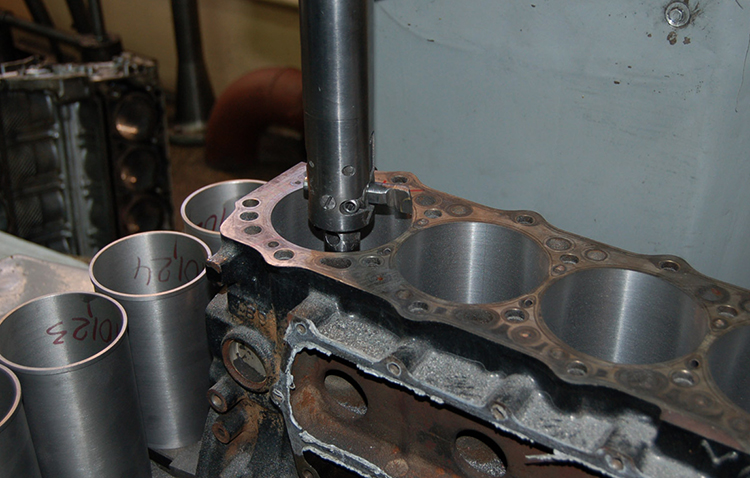
Гильзовка чугунного блока цилиндров
Поэтому нужно избегать ремонта на старых станках с невысоким классом точности. Эти работы у нас выполняются специалистами, имеющими многолетний стаж в этой области.
Гильзовка алюминиевого блока цилиндров
Алюминиевые блоки гильзуются по аналогии с чугунными блоками, с установкой специальных гильз из алюминия с содержанием различных присадок. Так если блок отлит из сплава локасила, то для восстановления цилиндров используют гильзы, с высоким содержанием кремния (до 28%), из алюминия. В современных блоках с покрытием цилиндров никелем, вообще не предусмотрена расточка, и такие блоки восстанавливаются алюминиевыми гильзами. В отдельных случаях могут применяться и чугунные гильзы, что удешевляет ремонт.
Гильзовка двигателя
Производится гильзовка любых двигателей, блоки которых изготовлены из чугуна, цельноалюминиевых блоков и сплавов алюминия.
Перепрессование поршней
Выполняется перепрессовка всех видов поршней, как горячим, так и холодным способом, в зависимости от посадки поршневого пальца. Выпрессовка выполняется с использованием гидравлического пресса, имеющего переходники под все виды поршней. Сборка поршней с шатунами, производится после предварительного нагрева в термопечи. В зависимости от конструкции поршневого пальца, нагреву подлежит либо поршень, либо шатун.
Замена вкладышей промежуточного вала
При износе вкладышей промежуточного вала, производится их замена с последующей обработкой с использованием одноходовой развертки. Эта одна из ответственных работ, так как вкладыши вала имеют прямой магистральный канал давления и, при износе это сказывается на общем давлении в двигателе.
Шлифовка промежуточного вала
При замене вкладышей промежуточного вала при необходимости производится его шлифовка, в этом случае вкладыши устанавливаются ремонтного размера.
Установка заглушек с изготовлением
Температурные заглушки блока и заглушки масляных каналов, а также заглушки масляных полостей коленчатого вала заменяются при их повреждении или при проведении ремонтных работ. Все виды заглушек изготавливаются на месте и устанавливаются с соблюдением необходимого натяга.
Ремонт постели коленвала
В случаях предельно допустимого износа или аварийного задира шейки коленвала, а также при сильных перегревах происходит деформирование постели коленвала. В этих случаях крышки (бугеля ) коленвала занижаются на незначительную величину, затем их затягивают предписанным моментом и производят расточку и хонингование постели коленчатого вала. Этой операцией достигается восстановление геометрии и соосности постели коленвала.
Шлифовка плоскости блока цилиндров
Обычно при перегреве головки блока происходит её деформация, а при сильном перегреве деформируется и плоскость блока цилиндров. Для устранения этого дефекта плоскость блока цилиндров подлежит шлифованию до допустимого размера. Выполняются шлифовальные работы любых блоков.
Опрессовка блока цилиндров
В случаях, когда невозможно определить место утечки жидкости или масла, производится опрессовывание блоков или головок блока, с использованием специального оборудования с полным погружением деталей в горячую (80 °С) воду и подачей повышенного давления для обнаружения места утечки. Оборудование позволяет производить опрессовывание любых видов блоков двигателей или головок блока.
Услуга по расточке блока цилиндров в среднем по России обойдется от 1100 до 3000 рублей для владельцев отечественных автомобилей и от 4000 до 10000 рублей для обладателей авто импортного производства.
Что это
Сама по себе процедура применяется для восстановления правильной геометрической формы цилиндра, на искривление которого влияют износ мотора, большой пробег транспортного средства или неправильная эксплуатация. Важным фактором при этом виде работ является материал, из которого изготовлен мотор.
Идеальным для расточки является чугунный силовой агрегат, ведь его стоимость невысока, а сам он очень прочный. В работе с ним мастерам нужно лишь выточить цилиндры до нужного размера, после установить подходящие поршни и ремонт будет окончен. Но есть и минусы – подверженность коррозии, плохой отвод тепла, высокий вес.
Саму процедуру можно разбить на несколько основных шагов:
- Полная разборка и выемка блока цилиндров.
- Мойка и сушка детали.
- Измерения с помощью специальных приборов, чтобы спланировать работу.
- Работа на станке.
- Хонингование (уменьшение шероховатости стенок).
- Сборка силового агрегата и установка обратно на транспортное средство.
Правильное выполнение этого комплекса работ восстановит правильный зазор между поршнями и стенками цилиндра, а также:
- Позволит существенно снизить расход моторного масла.
- Обеспечит нужную компрессию.
- Увеличит ресурс деталей цилиндро-поршневой группы.
- Снизит эффект от трения колец в рабочем пространстве.
От чего зависит цена
Цена в данном случае будет зависеть от класса автомобиля, размеров его двигателя и материала, из которого последний изготовлен. Соответственно, чем больше автотранспортное средство и его силовой агрегат, тем больше сами цилиндры и тем выше будет стоимость услуги. Конструкции станков, используемых на станциях техобслуживания, как правило, не влияют на цену расточки. Учтите, что отдельно придется оплатить услугу по снятию и установке двигателя.
Виды услуг
В принципе, на этом этапе обращения к мотористам вид услуги один – расточка. Разными могут быть лишь модели станков, на которых мастер выполняет процедуру. Дальнейшие манипуляции с двигателем уже проводятся по другим обращениям автолюбителя.
Примеры цен на услугу
Первенство по ценам на расточку принадлежит Москве, в столице за услугу для отечественного авто придется отдать от 2000 рублей, а для импортного от 3500 рублей.
По областям и регионам цены варьируются в таких диапазонах (руб за цилиндр):
- Иномарки с обычным блоком – от 800.
- Иномарки с наклонным, оппозитным блоками – 1100-2000.
- Иномарки с V-образным блоком – 1500-2500.
- Блоки мотоциклетные – от 1000.
- ОКА – от 1500 за весь мотор.
- Ваз, Таврия – 2500 за весь мотор.
Где, как и у кого заказать
Для получения качественной расточки цилиндров двигателя и желаемого эффекта от этой процедуры следует обращаться в специализированный сервис. Опытный мастер моторист определит неполадки, проведет необходимые замеры, сделает расточку. Специалисты рекомендуют доверять свой двигатель только профессиональным станкам и измерительному оборудованию.
Читайте также: