
Проточка маховика ваз 2109 чертеж с размерами
Добавил пользователь Владимир З. Обновлено: 19.09.2024
Маховик двигателей ВАЗ центрируется цилиндрическим выступом на фланце коленчатого вала и фиксируется в определенном положении установочной втулкой. Если маховик имеет цвета побежалости на поверхности под зубчатым ободом от нагрева при проскальзывании обода, следует проверить натяг обода на маховике. Обод маховика двигателей ВАЗ не должен проворачиваться на посадочном месте при крутящем моменте 590 Нм (60 кгсм). Или сдвигаться в осевом направлении под усилием 3,9 кН (400 кгс).
Ремонт маховика двигателей ВАЗ, проверка зубчатого обода, проточка, контролируемые поверхности маховика.
У зубчатого обода маховика двигателей ВАЗ изнашиваются боковины и разбиваются передние торцы зубьев. Иногда торцы зубьев расплющиваются настолько, что шестерня стартера не входит в зацепление. Разбиванию торцов зубьев способствуют и ошибочные включения стартера при работающем двигателе.
Сопрягаемые с коленчатым валом и с ведомым диском сцепления поверхности маховика двигателей ВАЗ должны быть ровными, без царапин и задиров. Сильный износ рабочей поверхности маховика с глубокими рисками, уменьшающими площадь контакта, обеспечит пробуксовку самого нового ведомого диска сцепления. Поэтому плоскость, сопрягаемую с ведомым диском, следует проточить. Снимая слой металла толщиной не более 1 мм.
Затем нужно проточить поверхность крепления сцепления. Выдержав размер 0,4-0,6 мм и обеспечивая параллельность всех поверхностей. Допускаемая непараллельность, замеренная по крайним точкам поверхностей, не должна превышать 0,1 мм. Далее необходимо установить маховик на оправку, центрируя его по посадочному отверстию с упором на поверхность крепления к фланцу коленчатого вала, проверить биение плоскостей. Индикатор не должен показывать биения, превышающего 0,1 мм.
Контролируемые поверхности маховика двигателей ВАЗ.

Зубчатый обод можно заменить, а разбитые торцы зубьев — запилить. Сделав фаски примерно 1,5 х 45 градусов. Обод можно снять и вновь напрессовать наоборот. Направив в сторону стартера не разбитые торцы зубьев.
Одновременно следует повернуть обод по направлению вращения на 90 градусов, чтобы сместить наиболее изношенные сбоку зубья. Обычно бывают две зоны сильного бокового износа, образующиеся при прохождении поршнями верхних мертвых точек. Когда зубья обода испытывают наибольшее давление шестерни стартера. Перед напрессовкой зубчатый венец нужно нагреть до 180-200 градусов. При замене маховик балансировать не надо.
Перед ремонтом, для очистки каналов системы смазки коленчатого вала двигателей ВАЗ необходимо удалить заглушки каналов. Затем обработать гнезда заглушек зенкером, тщательно промыть каналы бензином и продуть их сжатым воздухом. Оправкой следует запрессовать новые заглушки и для большей надежности зачеканить каждую заглушку в трех точках керном.
Ремонт коленчатого вала двигателей ВАЗ, контролируемые размеры и зазоры, допуски биения шеек коленвала, шлифование шеек, дефекты и толщина вкладышей.
Если обнаружены трещины на коренных или шатунных шейках и на щеках коленчатого вала, его требуется заменить. Мелкие задиры, царапины, забоины и риски на шейках и поверхностях коленчатого вала двигателей ВАЗ, сопрягаемых с рабочими кромками сальников, нужно зачистить и заполировать. При износе более 0,03 мм или овальности более 0,03 мм, а также при наличии значительных задиров и рисок, шейки следует отшлифовать.
Зазор между вкладышами и шейками коленчатого вала двигателей ВАЗ можно проверить расчетом, измерив детали, либо с помощью пластмассовой, оловянной или свинцовой проволоки.

Для этого необходимо сделать следующее.
1. Тщательно очистить рабочую поверхность вкладышей и шеек.
2. Установить шатун на шейке коленчатого вала согласно нумерации.
3. Поместить отрезок проволоки на поверхность шатунной шейки.
4. Установить крышку с вкладышем на шатун и затянуть гайки моментом 51 Нм (5,2 кгсм).
5. Поместить отрезок проволоки на поверхность коренной шейки.
6. Установить крышку с коренным вкладышем и затянуть болты моментом 80,4 Нм (8,2 кгсм).
7. Снять крышки.
8. По толщине сплющенной проволоки определить величину зазора.
Если зазор меньше предельного, прежние вкладыши можно использовать снова. При зазоре, большем чем допустимый, необходимо заменить вкладыши новыми. Если зазор больше предельного, то возможно использование номинальных или ремонтных вкладышей без шлифовки коленчатого вала.
Но если заменить вкладыши без перешлифовки коленчатого вала, то срок их службы составит половину срока службы новых. При благоприятных условиях эксплуатации удается еще раз установить новые вкладыши без перешлифовки вала, но они уже служат примерно треть срока новых. Так как зазоры велики и вкладыши разбиваются при перегрузках.
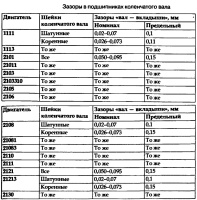
Зазоры в подшипниках коленчатого вала двигателей ВАЗ.
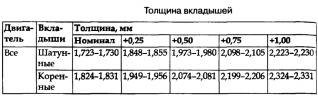
Если шейки коленчатого вала двигателей ВАЗ изношены и шлифуются до ремонтного размера, то устанавливают ремонтные вкладыши увеличенной толщины.
Установив коленчатый вал на призмы, индикатором проверяют:
— Биение коренных шеек.
— Биение посадочных поверхностей под звездочку, шкивы, маховик, подшипник первичного вала коробки передач.
— Смещение осей шатунных шеек от плоскости, проходящей через оси шатунных и коренных шеек.
— Биение торцевой поверхности фланца.
Допуски биения шеек коленчатого вала двигателей ВАЗ.

Если установлено биение коренных шеек, то нужно промерить их микрометром. Если эллипсности шеек нет, значит, вал погнут.
Коленчатый вал может быть погнут при:
— Прилипании и проворачивании вкладышей.
— Работе с разбитым и стучащим вкладышем шатуна.
— Заклинивании поршня.
— Обрыве шатуна.
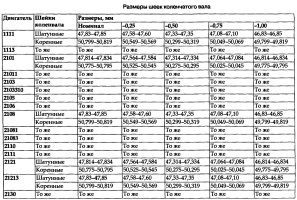
Цифры -0,25, -0,50, -0,75 и -1,00 указывают величину уменьшения диаметра шеек коленчатого вала после шлифования. Промерами всех коренных шеек на эллипсность и биение необходимо установить величину прогиба вала и решить, до какого ремонтного размера шлифовать коренные шейки, чтобы компенсировать погнутость. Также следует проверить, на эллипсность и биение посадочных мест под шкивы звездочки и маховик.
Размеры шеек коленчатого вала двигателей ВАЗ.
Контрольные параметры для коленчатого вала двигателей ВАЗ.

Два упорных полукольца, установленных по обе стороны заднего (на двигателях ВАЗ-1111 и 11113 — среднего) коренного подшипника, ограничивают осевое перемещение коленчатого вала. С передней стороны подшипника установлено сталеалюминиевое полукольцо, а с задней стороны — металлокерамическое, желтого цвета. Полукольца могут изготавливаться нормальной толщины (2,310-2,360 мм) и увеличенной (2,437-2,487 мм).
Проверка осевого зазора между полукольцами и упорными поверхностями коленчатого вала двигателей ВАЗ осуществляется следующим образом.
1. Установить индикатор на магнитной подставке, уперев его шток в торец вала.
2. Вставить концы двух отверток между крайними щеками вала и стенками блока.
3. Перемещая вал отвертками, проверить по индикатору осевой зазор.
Проверка осевого зазора коленчатого вала двигателей ВАЗ.

Нормальный зазор для всех двигателей ВАЗ находится в пределах 0,06-0,26 мм. Если зазор больше максимально допустимого (0,35 мм), необходимо заменить упорные полукольца ремонтными, увеличенными на 0,127 мм.
Осевой зазор коленчатого вала можно проверить прямо на автомобиле. Осевое перемещение коленчатого вала создается нажатием и отпусканием педали сцепления, а величина зазора определяется по величине перемещения переднего конца вала.
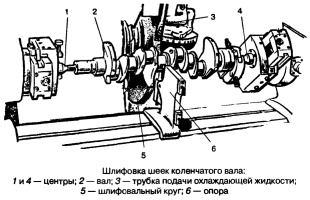
Шлифование шеек коленчатого вала двигателей ВАЗ.
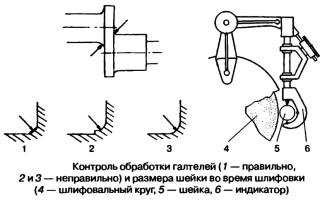
Шейки шлифуют с уменьшением диаметра до ближайшего ремонтного размера. При шлифовании выдерживают размеры галтелей шеек, овальность и конусность коренных и шатунных шеек в пределах установленных норм. До завершения шлифовки вала приобретать вкладыши не стоит, так как неизвестен нужный размер.
В результате скручивания вала при работе и остаточной деформации возникает несоосность шатунных шеек, исправление которой при шлифовании может потребовать перехода не к очередному ремонтному размеру, а через него к следующему.
Контроль обработки галтелей шеек коленчатого вала двигателей ВАЗ.
Закрепление вала в патроне ведет к его деформации и отклонению от осей из-за неточности положения кулачков в самом патроне, несоосности патрона и задней бабки. В результате вместо прежних величин овальности, конусности, несоосности и биения шеек появятся новые, тоже превышающие допустимые. Вал лишь по виду будет выглядеть красиво.
Хорошо отшлифованные шейки не должны иметь следов прижита. После шлифовки снова проверяются биение вала, овальность, конусность и размеры шеек. При небрежном шлифовании коренных шеек можно повредить поверхности, контактирующие с упорными шайбами.
Смещение осей шатунных шеек от плоскости, проходящей через оси шатунных и коренных шеек, после шлифования должно быть в пределах ±0,35 мм для всех двигателей. Для проверки необходимо выставить вал на призмах так, чтобы ось шатунной шейки первого цилиндра находилась в горизонтальной плоскости, проходящей через оси коренных шеек.
Шлифовка шеек коленчатого вала двигателей ВАЗ.
Индикатором нужно проверить смещение в вертикальном направлении шатунных шеек второго, третьего и четвертого цилиндров относительно шатунной шейки первого цилиндра. На первой щеке коленчатого вала следует отмаркировать величину уменьшения коренных и шатунных шеек (например, К 0,25; Ш 0,50).
Шейки и места, контактирующие с сальниками, необходимо отполировать. Чистота поверхности должна быть примерно 0,2-0,4 мкм, так как сальники работают долго лишь при шероховатости не более Ra = 0,16-0,32 мкм и овальности вала до 0,05 мм.
Ориентиром шероховатости поверхностей может служить новый шарик или ролик подшипника, шероховатость которого менее 0,32 мкм. Размеры шеек при шлифовании следует контролировать не микрометром, а индикатором. Позволяющим непрерывно следить за изменением размера шлифуемой шейки. После шлифования и полировки шеек нужно промыть коленчатый вал для удаления остатков абразива. Удалить заглушки каналов для смазки и несколько раз промыть каналы бензином под давлением.
Прежде чем доверить шлифование своего коленчатого вала специалисту из мастерской, посмотрите, как там поставлено дело. Если коленвалы, ожидающие ремонта или уже отремонтированные, лежат на стеллажах или верстаках, если вал крепится на станке не в центрах, а в патроне, если измерения ведут не индикатором, а микрометром или даже штангенциркулем, бегите оттуда и ищите другую мастерскую.
Все длинные точные детали — коленчатые и распределительные валы — должны храниться в подвешенном состоянии во избежание прогиба. В крайнем случае — лежа. Имея опоры под коренными шейками.
Подшипники коленчатого вала двигателей ВАЗ.
На вкладышах и упорных полукольцах не производят никаких подгоночных операций. При наличии задиров, рисок или отслоения антифрикционного слоя, вкладыши и полукольца нужно заменить. При правильных зазорах и сборке обеспечивается свободное вращение коленчатого вала.
А при слишком малых зазорах возможен проворот вкладышей со смятием замков и перекрытием масляного канала в шейке вала. Из-за отсутствия смазки они плавятся, прилипают к валу. Снова проворачиваются и буквально обдирают шейку. Нередко так глубоко, что перешлифовкой не удается получить даже последний ремонтный размер.
Лучше проверить новые вкладыши шатунных подшипников до сборки узлов. Шатуны с вкладышами, но без поршней, необходимо установить на шейки коленчатого вала, лежащего на верстаке. После чего затянуть гайки рекомендованным моментом.
Далее нужно проверить легкость скольжения в подшипниках. Поднять висящий верхней головкой вниз шатун на 45 градусов и отпустить. Под действием собственного веса он должен плавно опуститься в прежнее положение. Опуститься, а не упасть (при слишком большом зазоре) и не застрять в поднятом положении (при недостаточном зазоре).
Дефекты вкладышей коленчатого вала двигателей ВАЗ.
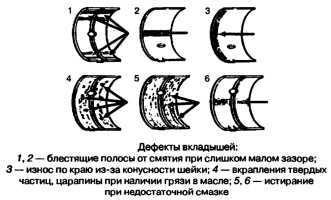
Если после затяжки болтов вал не проворачивается рукой, крышку нужно снять и проверить вкладыши. Места защемления хорошо заметны. Чаще всего они бывают возле замков. Аккуратно зачистите их шабером. Не стоит работать шкуркой. Так как в мягкой поверхности вкладыша могут остаться крупинки абразива, которые будут царапать вал и вкладыш.
Нежелательно использование старых вкладышей с прокладками под них из фольги или бумаги. Как это практиковалось во времена дефицита запчастей. Нарушение геометрии сопряжения подшипника и вала ускорит износ шеек и увеличение их овальности до степени, неисправимой шлифовкой или вынуждающей шлифовать, перепрыгивая через ремонтный размер, сокращая тем самым ресурс вала.
Толщина вкладышей коленчатого вала двигателей ВАЗ.
Затягивать болты лучше при проворачивании вала рукой. Легкого вращения вала удается добиться только постепенной затяжкой и вращением для осадки вкладышей в постелях и замках. Затянуть болты, вращать вал, пока он не станет вращаться легко, вновь затянуть и снова вращать и т. д. Так поступают с каждым подшипником. После сборки всех коренных подшипников вал должен проворачиваться от усилия рук, воздействующих на противовесы или на звездочку.
После завершения работы и проверки легкости вращения вала нужно снять крышку заднего подшипника (на двигателях ВАЗ-1111, 11113, 2110, 2111 — среднего) и установить в гнезда опоры два упорных полукольца выемками к упорным поверхностям коленчатого вала. С передней стороны опоры следует установить сталеалюминиевое полукольцо, а с задней стороны — металлокерамическое. На последнем этапе нужно проверить осевой зазор коленчатого вала.
1. Отверните шесть болтов крепления маховика. При этом с помощью отвертки удерживайте маховик от проворачивания, ввернув предварительно один из болтов крепления коробки передач.

2. Вместе с последним болтом, придерживая маховик, снимите стопорную пластину болтов.

3. Снимите маховик с фланца коленвала.

4. Проверьте состояние зубьев обода маховика и в случае их повреждения замените маховик.

5. Замените или отремонтируйте маховик, если на поверхностях прилегания ведомого диска сцепления или…

6.… фланца коленвала обнаружены риски и задиры.
Проверить и отремонтировать маховик можно в мастерской, имеющей специальное оборудование. Неплоскостность поверхности 3 (рис. 4.4) прилегания ведомого диска сцепления не должна превышать 0,06 мм. Непараллельность поверхностей прилегания ведомого диска сцепления и поверхности 2 для крепления сцепления не должна превышать 0,1 мм. Биение маховика на поверхностях 3 и 1 не должно превышать 0,1 мм. Для удаления глубоких рисок и задиров поверхность 3 маховика можно проточить, при этом слой снимаемого металла не должен превышать 1 мм. Одновременно с поверхностью 3 необходимо проточить поверхность 2, выдерживая размер между ними (0,5+0,1) мм. При проточке выдержите параллельность поверхностей 3 и 1.

Рис. 4.4. Маховик ваз 2108, ваз 2109, ваз 21099
1 — поверхность, прилегающая к фланцу коленвала; 2 — место проверки поверхности для крепления сцепления; 3 — место проверки биения опорной поверхности ведомого диска сцепления
ПРИМЕЧАНИЕ
Перед установкой маховика на автомобиль ваз 2108, ваз 2109, ваз 21099 нанесите на резьбу болтов его крепления герметик, предварительно обезжирив болты и резьбовые отверстия под них.
Установите маховик на автомобиль ваз 2108, ваз 2109, ваз 21099 в порядке, обратном снятию, совместив отверстия на маховике и фланце коленвала (они расположены асимметрично).
1. Очистите нагар по краям постелей блока цилиндров. Очистите от отложений масляные канавки в постелях.

2. Установите вкладыши коренных подшипников в постели блока цилиндров в соответствии с метками, сделанными при разборке двигателя. Внимание: средний вкладыш 1 без проточки. При установке вкладышей их стопорные усики должны войти в пазы постелей. Смажьте вкладыши моторным маслом.

3. Установите коленвал в блок цилиндров.

4. Смажьте упорные полукольца моторным маслом. Обратите внимание на канавки полуколец — этими сторонами полукольца устанавливаются к щекам коленвала.

5. Установите сталеалюминевое полукольцо (белого цвета) с передней стороны средней постели (со стороны привода распредвала)…

6.… металлокерамическое полукольцо (желтого цвета) — с другой стороны постели.

7. Поверните полукольца так, чтобы их концы были заподлицо с торцами постели.

8. Вставьте вкладыши в крышки коренных подшипников в соответствии с метками, сделанными при разборке двигателя. При этом стопорные усики вкладышей должны войти в пазы крышек. Смажьте вкладыши моторным маслом.

9. Установите крышки коренных подшипников в соответствии с метками. На крышках коренных подшипников нанесены метки (насечки) в соответствии с номером цилиндра. Исключение составляет пятая крышка, на которой, как и на второй, нанесены две метки. На второй крышке есть два резьбовых отверстия под болты крепления маслоприемника. При этом номера цилиндров считаются со стороны привода распредвала, а крышки коренных подшипников устанавливаются метками 1 в сторону кронштейна генератора 2.
10. Смажьте моторным маслом резьбу и торцы головок болтов крепления крышек.


16. Вставьте шатун в поршень в соответствии с ранее сделанными метками так, чтобы номер детали 1 на шатуне был обращен в противоположную сторону от прилива 2 на бобышке поршня.

Рис. 4.10. Приспособление для запрессовки поршневого пальца:
1 — валик; 2 — поршневой палец;
3 — направляющая втулка; 4 — винт;
5 — дистанционное кольцо
17. Для запрессовки поршневого пальца лучше пользоваться специальным приспособлением. При отсутствии приспособления для запрессовки поршневого пальца можно подобрать подходящую оправку. Наденьте поршневой палец 2 (рис. 4.10) на валик 1 приспособления для установки поршневого пальца с надетым на него дистанционным кольцом 5. Затем наденьте направляющую втулку 3 и закрепите ее винтом 4, не затягивая винт. Размеры дистанционного кольца: наружный диаметр 22 мм, внутренний -15 мм, толщина — 4 мм.

18. Нагрейте верхнюю головку шатуна до 240 °С в печи в течение 15 мин. Зажмите шатун в тисках, установите на него поршень, чтобы отверстия под поршневой палец совпали, и вставьте до упора приспособление с пальцем в отверстия поршня и шатуна. Для правильной установки поршневого пальца поршень должен прижиматься бобышкой к верхней головке шатуна в направлении запрессовки.

19. После охлаждения шатуна смажьте поршневой палец через отверстие в бабышках поршня.

20. Установите стопорные кольца с обеих сторон поршневого пальца. Внимание: кольца должны быть четко установлены в канавках поршня.

21, Установите на поршень разжимную пружину маслосъемного кольца.

22. Установите поршневые кольца. Это рекомендуется делать специальным съемником. Если его нет, установите кольца на поршень, аккуратно разведя замки колец.

23. Порядок установки поршневых колец: первым устанавливают маслосъемное кольцо (при этом замок кольца должен находиться с противоположной стороны от замка разжимной пружины), затем нижнее компрессионное кольцо, последним — верхнее компрессионное кольцо.


25. Нижнее компрессионное кольцо отличается от верхнего кроме толщины наличием проточки и устанавливается этой проточкой вниз.
26. Провернув поршневые кольца в канавках поршня, убедитесь, что поршневые кольца вращаются легко. Если какое-либо поршневое кольцо не проворачивается или заедает, кольцо необходимо заменить.

27. Разверните поршневые кольца на поршне так, чтобы замки поршневых колец располагались под углом 120° друг к другу.

28. Тщательно протрите чистой тряпкой шатунные шейки коленвала.
29. Тщательно протрите чистой тряпкой зеркала цилиндров и смажьте их моторным маслом.
30. Вставьте вкладыш в шатун в соответствии с ранее сделанными метками так, чтобы усик вкладыша вошел в проточку в шатуне. После этого смажьте вкладыш и поршень моторным маслом.

31. Наденьте на поршень специальную оправку для сжатия поршневых колец и аккуратно опустите шатун в цилиндр. Рекомендуется предварительно провернуть коленвал так, чтобы устанавливаемый поршень был в НМТ. При этом стрелка на днище поршня должна быть направлена вперед двигателя (в сторону привода распредвала).

32. Плотно прижмите оправку к блоку цилиндров и ручкой молотка протолкните поршень в цилиндр. Если оправка будет неплотно прилегать к блоку цилиндров, можно поломать поршневые кольца.

33. Установите нижнюю головку шатуна на шейку коленвала.

34. Вставьте вкладыш в крышку шатуна в соответствии с ранее сделанными метками так, чтобы усик вкладыша шатуна вошел в проточку в крышке. После этого смажьте вкладыш моторным маслом.

35. Установите крышку шатуна. При этом номера цилиндра на крышке и нижней головке шатуна должны быть с одной стороны.
36. Заверните гайки крепления крышки шатуна и затяните требуемым моментом (см. приложение 1). Таким же образом установите и остальные поршни.


Отличаются количеством зубьев на венце Ваз 2101 — 129 зубьев, на венце Ваз 2110 — 128 зубьев.
Венец 2101-1005115 Ваз 2101-2107
Масса — 0,62 кг
Диаметр наружный — 277,5 мм
диаметр посадочный — 256,795 мм
Ширина — 12 мм
Число зубьев — 129
Модуль — 2,1166
Венец 2112-1005115 Ваз 2110-2170
Масса — 0,672 кг
Диаметр наружный — 278,5 мм
диаметр посадочный — 256,795 -0,07 мм
Ширина — 12 мм
Число зубьев — 128
Модуль — 2,1166
Вес маховика — 6,5 кг
Основному износу подвергается венец маховика, поэтому конструкторы предусмотрели возможность демонтажа для замены зубчатого обода. Демонтаж производится сбиванием венца, перед установкой обод нагревается до 200 градусов.

Конструкция и назначение маховика
Поскольку маховик является элементом редуктора зубчатой передачи, он представляет собой крупногабаритную ведомую шестерню. Поскольку маховик используется в нескольких системах автомобиля, в его конструкцию входят элементы:
- зубья венца маховика – необходимы для передачи вращения;
- внутренняя посадочная поверхность – деталь крепится на валу ДВС;
- боковая поверхность – за счет плотного прилегания к ней ведущего диска сцепления вращение с двигателя передается в коробку передач.

С одной стороны интенсивный износ двигателя требует использования деталей из углеродистых и легированных сталей. С другой – наружный диаметр на венце превышает 25 см, что резко повышает себестоимость детали. Для увеличения ремонтопригодности и снижения цены маховика используется сборочная единица:
- чугунный диск, обладающий большой массой;
- закрепленный на его наружную часть с натягом зубчатый обод из легированной или углеродистой стали.

Подобная конструкция позволяет сделать ремонт двигателя намного дешевле. Например, маховик для ВАЗ 2108 стоит в среднем 2 000 рублей, а венец обходится в 300 рублей. Кроме того, при равномерной односторонней выработке зубьев от зацепления с бендиксом зубчатый обод можно просто перевернуть, не покупая новый расходник.
Основными нюансами эксплуатации маховика являются:
- передача используется кратковременно в момент старта ДВС;
- после чего, деталь передает вращение с коленвала на КПП;
- вытаскивает за счет инерционности поршня их мертвых точек;
- сглаживает неравномерные угловые скорости коленвала, предотвращая износ двигателя.
При заводском изготовлении сборного маховика соблюдаются технологии, используется высокотехнологичное оборудование. После выработки рабочих поверхностей зубчатый венец маховика обычно заменяют в гараже, поэтому заявленный производителем ресурс обеспечить очень сложно.
Симптомы и причины неисправности
Из-за сложного доступа к маховику визуальный контроль этой шестерни редуктора зубчатой передачи затруднен, поэтому вспоминают про него владельцы авто при следующих симптомах:
- проблемы с запуском двигателя;
- рывки, скрежет и сторонние звуки в момент зацепления бендикса с маховиком.

Причинами, по которым происходит износ зубьев, являются:
- дефекты изготовления маховика – перегрев зубчатого обода при посадке приводит к отпуску стали, снижению прочности, увеличению пластичности конструкционного материала;
- непараллельность осей – передаточное число редуктора очень высокое, любое отклонение оси вала стартера от оси коленчатого вала приведет к выработке эвольвенты зуба с одной стороны;
- нарушение профиля зуба – со временем элементы передачи изнашиваются, в момент зацепления/расцепления шестеренок профиль срезается полностью;
- отсутствие смазки – в силу конструкционных особенностей передачи смазку нанести на бендикс и венец маховика невозможно физически.

В любом из указанных случаев рекомендуется замена венца маховика. В некоторых случаях бедикс может сточить лишь часть зуба с внешней стороны, поэтому достаточно поменять стороны венца.
Внимание: Маховик в сборе является не симметричной деталью, перевернуть его не получится из-за смещения одного посадочного отверстия болтового соединения, поэтому придется снимать венец, переворачивать его пригодной для дальнейшей эксплуатации редуктора стороной.
Замена венца
Поскольку зубчатый обод насаживается на диск маховика с натягом, его невозможно снять/надеть без нагрева. Основными проблемами самостоятельного ремонта в данном случае становятся:
Для повышения прочности стали зубчатый обод закаливают на заводе. Закаленные детали не рекомендуется нагревать, так как в этом случае венец автоматически подвергается другой термической обработке – отпуску. Получившиеся при закалке эксплуатационные характеристики – твердость, износостойкость конструкционного материала при этом изменяются в прямо противоположные свойства металла – вязкость и пластичность.
Другими словами, если перегреть обод, после надевания на диск и остывания на воздухе зубья станут мягче, сточатся гораздо быстрее. Существует три типа отпуска:
- высокий – нагрев до 450 – 600 градусов для получения структуры стали сорбит;
- средний – нагрев до 300 – 450 градусов для получения структуры стали троостит;
- низкий – нагрев до 150 – 300 градусов для получения структуры мартенсит.

Самостоятельная замена венца маховика должна производиться при нагреве обода в пределах 200 градусов, поскольку низкий отпуск не опасен для детали, практически не снижает твердость и прочность стали, заодно ликвидирует внутренние напряжения.
Демонтаж
Никаких дополнительных способов фиксации кроме посадки с натягом венец на маховик не имеет, поэтому снимается достаточно легко, даже без нагрева:
- деталь укладывается на подставки, чтобы зубчатый обод свисал;
- молотком по окружности венца наносятся равномерные удары.

Если зубчатый обод однозначно выбраковывается под замену, можно стучать прямо по зубьям. При повороте венца на 180 градусов для дальнейшей эксплуатации удары наносятся через прокладку – второй молоток, зубило, кусок арматуры.
Выбор зубчатого венца
Прежде, чем заменить венец маховика новой расходной деталью, необходимо подобрать полноценную замену:
- центробежные силы стремятся разорвать диск во время эксплуатации;
- происходит искажение плоской поверхности, к которой прижимается сцепление;
- трение накладок о маховик вызывает нагрев, еще больше увеличивает коробление плоскости.
После посадки с натягом зубчатый обод стягивает диск маховика, избавляя от вышеуказанных дефектов. Кроме увеличения эксплуатационного ресурса маховика, повышается срок службы сцепления авто.
Для удобства надевания обода на диск внутренний диаметр оснащен с одной стороны фаской. Продукция ведущих производителей имеет дополнительную фаску на наружном диаметре венца, то есть на самих зубьях. При включении стартера в этом случае не происходит жесткого упирания шестерни бендикса в зубья маховика.
Все указанные конструкционные особенности присутствуют в венцах производителя Tanaki. Количество зубьев должно совпадать изначально. В ДВС некоторых производителей маховик используется в качестве элемента датчика положения коленвала ДПКВ. В этом случае два зуба на венце пропущены, перед демонтажом необходимо создать отметку взаимного расположения участка с пропущенным зубом относительно диска.
Установка
Смонтировать венец автомобильного маховика без нагрева можно только при повороте. Однако даже в этом случае остается риск прокручивания обода относительно диска в процессе эксплуатации, поэтому после монтажа эту деталь прихватывают сваркой в 4 точках.
Способы нагрева венца
Основными методами нагрев при установке венца на маховик являются:
- духовой шкаф или конфорки газовой, электрической плиты – перегреть деталь очень сложно, на конфорках ее придется периодически проворачивать;
- паяльная лампа или газовая горелка – необходимо контролировать перегрев визуально, не допуская изменения цвета зубчатого обода.


В любом из указанных вариантов диск маховика должен находиться в непосредственной близости от места нагрева обода, чтобы как можно быстрее установить его пассатижами, клещами или руками в специальных термостойких перчатках на посадочную поверхность.
Внимание: Венцы с пропущенным зубом для ДПКВ монтируются по меткам. В остальных случаях достаточно просто уложить обод, не предпринимая больше никаких действий.
После остывания деталь сожмется самостоятельно, в случае необходимости применяются прихватки в нескольких точках.
Переворот старого обода
Чтобы перевернуть эксплуатируемый венец маховика, необходимо сбить его с посадочного места, перевернуть диск, надеть нагретый обод на свое место. Если на заводе или во время последующей замены этот элемент надевают фаской внутрь, то при повороте фаска автоматически остается снаружи.

Основные ошибки самостоятельной замены
Несмотря на предельно простую технологию, автолюбители часто допускают при замене венца следующие ошибки:
- перед тем, как снять зубчатый обод, следует произвести ревизию боковой плоскости маховика под сцепление, и отверстий для крепежных болтов;
- установка с перегревом отдельных участков венца приведет к быстрому износу зубьев именно на этих местах, так как происходит отпуск стали;
- наружный диаметр зубьев должен иметь фаску для плавного зацепления с бендиксом стартера без ударов.

Для того, чтобы уменьшить износ двигателя и увеличить приемистость машины на высоких оборотах, маховик часто облегчают. Из-за наличия дополнительных отверстий на наружном диаметре диска в зоне, примыкающей к зубчатому ободу, венец часто приваривается к диску.
В этом случае заменить изношенный элемент гораздо труднее, а перевернуть его вряд ли получится.
Таким образом, венец можно заменить собственными силами при значительной выработке профиля зуба на отдельных участках. Снять обод можно на холодную, а при установке потребуется нагрев до 200 градусов максимум.
Читайте также: