
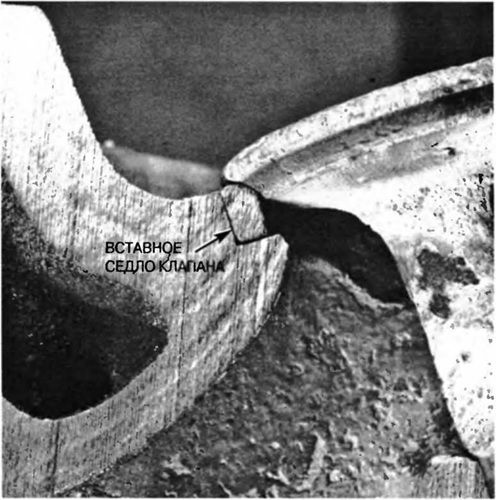
Просело седло клапана ваз
Добавил пользователь Алексей Ф. Обновлено: 19.09.2024
Есть авто ВАЗ 21093.
Просажены седла в ГБЦ. Клапана торцанул но как то не то.
Хочу сделать все правильно.
Замена седел в сервисе стоит как рабочая б/у ГБЦ.
Да купить проще всего.
Кто то в домашних условиях делал переседловк у седел?
Как достать седло знаю.
Интересует лишь запрессовка новых седел.
Читал что греют головку, а седла охлаждают например углекислотой и загоняют остывшие седла в горячую головку.
какие то идеи извращенные у вас по ночам. башку новую купить не желаете? проще и надежнее чем ана-змом заниматься
Такие операции делают слесаря очень высокого уровня.Работа ответственная. При выпадании седла происходит деформация клапана с возможным обрывом и повреждением блока. Если есть возможность лучше приобрести другую ГБЦ.
Такие операции делают слесаря очень высокого уровня.Работа ответственная. При выпадании седла происходит деформация клапана с возможным обрывом и повреждением блока. Если есть возможность лучше приобрести другую ГБЦ.

Кирилл! Ты меня вынудил станок автору подарит.Я не жадный пусть пользуется
Станок для расточки седел клапанов и направляющих втулок модели ASV/A
Эта машина была разработана для расточки направляющих втулок и седел клапанов, совместно и раздельно, а также для замены и обработки седел в случае их замены. В машине использовано скольжение рабочей бабки на воздушной подушке в длину и поперечно, поперечная регулировка положения шпинделя относительно станины машины и универсальная арматура для крепления головок блока цилиндров
Кирилл! Ты меня вынудил станок автору подарит.Я не жадный пусть пользуется
Станок для расточки седел клапанов и направляющих втулок модели ASV/A
Эта машина была разработана для расточки направляющих втулок и седел клапанов, совместно и раздельно, а также для замены и обработки седел в случае их замены. В машине использовано скольжение рабочей бабки на воздушной подушке в длину и поперечно, поперечная регулировка положения шпинделя относительно станины машины и универсальная арматура для крепления головок блока цилиндров
Вы клапана торцанули на сколько миллиметров? После регулировки клапанов какие регулировочные шайбы поставили? Может не стоит беспокоится? Вам явно придётся ГБЦ менять, пусть уж так работает. То что клапан стал короче, не имеет не какого значения. Это на классике положение рокера меняется, и то в лучшую сторону.
Ктото менял седла клапанов дома? (с)
Я не менял, меня бы жена сънла: "Чего весь гараж домой перетащил!" ))))
все правильно ты говоришь
седла вырезай фрезой
голову грей в духовке 220-240градусов
углекислотный огнетушитель
одного может не хватить
и вперед
не боги горшки обжигают
не получится
новую всегда успеешь купить
все правильно ты говоришь
седла вырезай фрезой
голову грей в духовке 220-240градусов
углекислотный огнетушитель
одного может не хватить
и вперед
не боги горшки обжигают
не получится
новую всегда успеешь купить
Углекислотой. Во дают. Садят обычно,охладив жидким азотом. Температуа по моему -200 с лишним.
Углекислотой. Во дают. Садят обычно,охладив жидким азотом. Температуа по моему -200 с лишним.
Обычно азот найти труднее чем углекислый газ. Температура кипения углекислого газа в районе -80 градусов и это вполне достаточно для охлаждения.
Я подобную операцию выполнял в эпоху тотального дефицита, и мой совет купить новую голову, получится дешевле.
Ну а если очень хочется повозится, то предупреждаю- сразу не получится. В лучшем случае 50% с первого захода.
Запасайся сёдлами, необходимо изготовить оправки и направляющие. Головку необходимо нагревать до 200градусов , перегревать нельзя, нагревать в маслянной или солевой ванне, в духовке нельзя - покоробит. Нагретую головку на специальную опору с тепловой шубой, сёдла с оправкой охлаждать не менее 3-5 часов сухим льдом.
За один заход (нагрев головки) обычно успеваеш поставить 3-4 седла, причём сёдла уже на оправках. Охлаждать жидким азотом нельзя - может быть растрескивание. Подробно данная операция расписана в старых книжках по ремонту моторов грузовых автомобилей.
там же описано удаление старых сёдел при помощи дрели и бородка. Современные сёдла более жёсткие, сверлятся кобальтовыми или твёрдосплавными свёрлами. обычные Р6М5 не берут, даже Р18 с трудом в несколько заходов.
Я подобную операцию выполнял в эпоху тотального дефицита, и мой совет купить новую голову, получится дешевле.
Ну а если очень хочется повозится, то предупреждаю- сразу не получится. В лучшем случае 50% с первого захода.
Запасайся сёдлами, необходимо изготовить оправки и направляющие. Головку необходимо нагревать до 200градусов , перегревать нельзя, нагревать в маслянной или солевой ванне, в духовке нельзя - покоробит. Нагретую головку на специальную опору с тепловой шубой, сёдла с оправкой охлаждать не менее 3-5 часов сухим льдом.
За один заход (нагрев головки) обычно успеваеш поставить 3-4 седла, причём сёдла уже на оправках. Охлаждать жидким азотом нельзя - может быть растрескивание. Подробно данная операция расписана в старых книжках по ремонту моторов грузовых автомобилей.
там же описано удаление старых сёдел при помощи дрели и бородка. Современные сёдла более жёсткие, сверлятся кобальтовыми или твёрдосплавными свёрлами. обычные Р6М5 не берут, даже Р18 с трудом в несколько заходов.
Головки мне и сейчас приходится ремонтировать, мотоциклетные чаще. Когда варится камера сгорания седло приходится делать новое, обычно используем отбеленный чугун, на материал собираем старые жигулевские распредвалы.
Авто ВАЗ-11173 выпуска конца 2010г.
Двигатель ВАЗ-21114 Евро3 (каталитический нейтрализатор, два датчика кислорода).
Тросовый привод ДЗ.
ЭБУ Bosch M.7.9.7 ( согласно OpenDiag Mobile ver. 2.15.8 )
Прошивка B103CU03 ( согласно OpenDiag Mobile ver. 2.15.8 )
Все стандартное заводское.
Было установлено газобаллонноое оборудование 4-го поколения Digitronic Maxi2.
Двигатель работает на сжиженном газе.
Постоянно проседают седла выпускных клапанов.
Причем проседание заметил еще тогда, когда авто работало только на бензине.
Вот недавно заменил седла (2 штуки из 4-х), якобы металлокерамические, не помогло -
седла продолжают проседать, как металлокерамические так и стандартные заводские.
Когда снимал головку - поставил уменьшенную прокладку для повышения степени сжатия.
Вариатор угла опережения зажигания для газа тоже стоит, стандартное значение +9 градусов при работе на газе.
Не спрашиваю про настройку ГБО, про материал седел.
Вопрос к диагностам у меня такой - что и как можно проверить, чтобы установить истиную причину проседания седел?
alex---1967
Юра, это все от лукавого, а дельный совет такой, сэкономленные деньги откладывать на ремонт и покупку новой ГБЦ.
мурзик
Граждане диагносты , чиптюнеры и прочие !
Не надо мне повторять всем известные мифы насчет ГБО,
в частности насчет причин проседания клапанов.
Причины называют такие, я их давно слыхал:
1. Температура горения газа выше, чем бензина.
2. Газ горит дольше, чем бензин
3. Газ сгорает полностью, не оставляя никаких несгоревших остатков,
которые являются твердой смазкой между седлом клапана и клапаном.
4. Неправильная настройка газового оборудования, приготовляется обедненная смесь,
которая гораздо дольше горит.
5. Неправильная настройка газового оборудования, приготовляется обедненная смесь,
которая "прожигает" клапана из-за повышенного содержания кислорода.
И контраргументы против этих доводов тоже давно озвучены:
Ссылки пока не могу вставить , желающие сами найдут.
Буквально несколько дней назад я самолично установил хромель-копелевую термопару в соединительное кольцо между резонатором
и глушителем а/м Калина 8V и самолично несколько раз замерял температуру выхлопных газов на холостом ходу.
Температура оказалась - 110. 115 градусов при работе на бензине, 105. 110 градусов при работе на газе.
Видеозаписи могу позже выложить.
И сэкономленных денег за пробег 58 т. км. мне хватит на покупку новой ГБЦ, но вопрос мой о другом.
Я повторю свой вопрос, выделив главное:
Вопрос к диагностам у меня такой - что и как можно проверить, чтобы установить ИСТИННУЮ причину проседания седел?
Термопару планирую переставить на выход катколлектора, и установить в газовой магистрали внешний независимый датчик давления.

Если двигатель с незакаленными седлами клапанов работает на неэтилированном бензине, то, скорее всего, это вызовет ускоренный износ седел. Можно ли определить, что седла изношены, не разбирая головки блока цилиндров?
По мере износа седла клапан все глубже садится в него, и следовательно все выше выступает из направляющей втулки. Таким образом, по мере износа седла уменьшается тепловой зазор. Если в двигателе используются гидравлические толкатели клапанов, то это остается незамеченным до тех пор, пока снижение теплового зазора не приведет к тому, что гидравлический толкатель опустится до упора. Если доходит до этого, то клапан уже не в состоянии плотно садиться в седло, и в этом случае резко падают степень сжатия (компрессия) и мощность двигателя, а расход топлива резко возрастает. Если клапан закрывается не полностью, то теплопередача от него к головке блока цилиндров нарушается, клапан перегревается и обгорает или начинает плавиться. При обгорании клапанов двигатель будет работать с перебоями, а на холостом ходу будет работать неровно.
Если двигатель оснащен механическими толкателями клапанов, то сокращение теплового зазора сначала проявляется в неровной работе двигателя на холостом ходу только тогда, когда двигатель прогрет. У двигателей с механическими толкателями снижение мощности, неровная работа на холостом ходу и перебои в работе, а также повышение расхода топлива, нарастающие по мере того, как клапаны все глубже садятся в седла, становятся заметными раньше, чем у двигателей с гидравлическими толкателями.
В заключение ниже приведены симптомы повышенного износа седел клапанов:
1. Сокращается тепловой зазор (клапаны перестают стучать).
2. В результате уменьшения теплового зазора разогретый двигатель начинает работать неровно на холостом ходу.
3. По мере того, как клапаны все глубже садятся в седла, возникают перебои в работе двигателя, падает его мощность и растет расход топлива, а также возникает неустойчивость работы двигателя на холостом ходу.
4. При обгорании клапанов двигатель работает плохо, кроме того, он плохо запускается (как в остывшем, так и в разогретом состоянии), происходят обратные вспышки и падает мощность двигателя.
Совет
Если тепловой зазор — регулируемый, обгорание клапанов можно предотвратить, регулярно его подстраивая. Запомните, одновременно с износом седла происходит износ и клапана, что приводит к уменьшению теплового зазора. Многие автомеханики и не подумают отрегулировать тепловой зазор до тех пор, пока клапаны не начинают сильно стучать. Если в процессе регулировки клапанов будет замечено уменьшение теплового зазора, то это может быть свидетельством износа седла клапана.

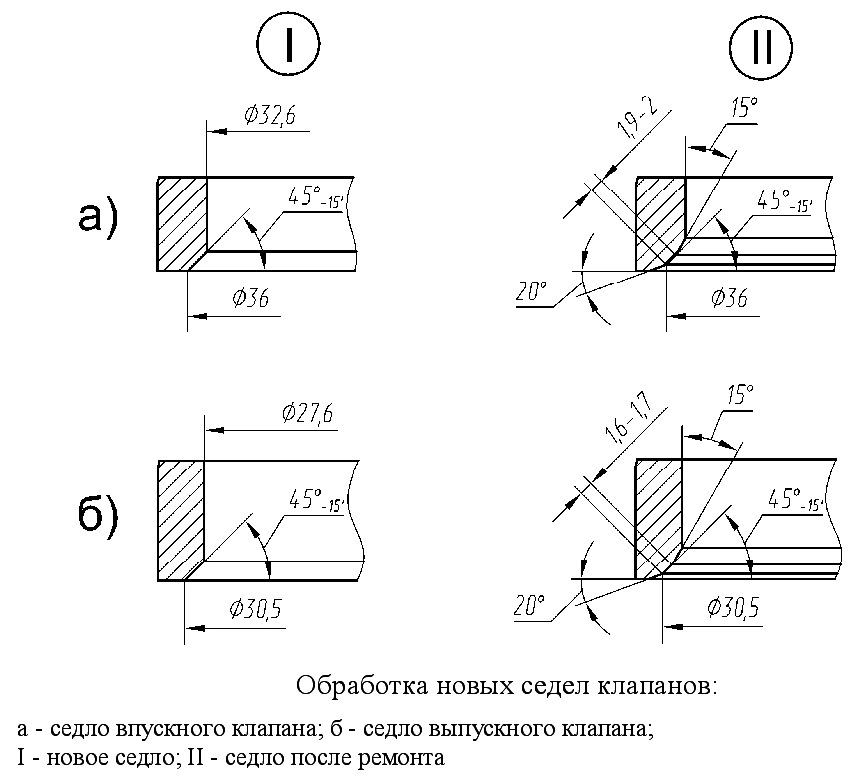
Обработка седел клапанов производится лишь в тех пределах, которые обеспечивают устранение всех выступов и раковин на поверхности седла и исправление эксцентриситета. При удалении с седла металла клапан глубже опускается в корпус головки блока цилиндров (рис).
В результате верхушка стержня клапана выше выступает из направляющей втулки клапана. Клапан, вдавленный в головку, при открывании создает меньший просвет, таким образом, уменьшается поток газовой смеси, поступающей в цилиндр. Это, в свою очередь, приводит к снижению максимальной мощности двигателя.
И идеале рабочая фаска и седло клапана должны иметь одинаковый угол. Но это невозможно, особенно для выпускных клапанов, потому что головка выпускного клапана нагревается, а соответственно и расширяется, намного сильнее его седла. Это приводит к тому, что нагретый клапан соприкасается с седлом другим участком поверхности, чем холодный.
Угол между рабочей фаской клапана и седлом
Клапан, вследствие своей формы, расширяется при нагреве неравномерно. Неравномерное расширение вызывает также изменение посадки нагретого клапана в седло, Поэтому при восстановлен ил поверхности
При шлифовании седла клапан глубже опускается в корпус головки блока цилиндров, В результате верхушка стержня клапана выше выступает из направляющей втулки клапана с внешней стороны корпуса головки, обращенной к клапанному коромыслу
клапана и седла рабочая фаска клапана шлифуется под углом на один градус меньше, чем седло. Это делается для компенсации изменения посадки надетого клапана в седло.
 |
| Угол натяга обеспечивает принудительное уплотнение по периметру контакта между клапаном и краем седла на поверхности камеры сгорания |
Как показано на рисунке выше - между рабочей фаской клапана и седлом создается угол, который называется углом натяга. В результате, когда начинается эксплуатация отремонтированного двигателя, между клапаном и краем седла на поверхности камеры сгорания обеспечивается принудительное уплотнение по периметру контакта. В процессе эксплуатации двигателя происходит приработка клапана и в скором времени восстанавливается плотный контакт между клапаном и седлом по всей рабочей фаске.
 |
| Типичная посадка клапана в седле после приработки |
Угол натяга позволяет решить еще одну проблему. Клапан и его седло обрабатываются на разных станках. Перед обработкой на каждом из них устанавливается угол обработки детали, и добиться идеального совпадения установленных углов на обоих станках практически невозможно. Угол натяга гарантирует, что при небольших расхождениях углов шлифования будет обеспечен плотный контакт восстановленного клапана с краем седла на поверхности камеры сгорания.
Ширина седла клапана
После механической обработки ширина седла клапана увеличивается. Восстановленное седло нужно сузить так, чтобы оно по ширине и расположению совпадало с рабочей фаской клапана. Стандартная ширина седел автомобильных клапанов находится в пределах от 1/16 до 3/32 дюйма (от 1,5 до 2,5 мм). Рабочая фаска восстановленного клапана должна выступать за пределы седла не менее чем на 1/32 дюйма (0,8 мм). Этот запас называется вылетом. Пример типичной посадки клапана в седло после восстановления показан на рисисунке.
Некоторые производители рекомендуют, чтобы контакт седла с клапаном приходился на середину рабочей фаски клапана. В любом случае ширина седла клапана и положение зоны контакта седла с рабочей фаской клапана должны соответствовать техническим требованиям производителя.
На протяжении многих лет восстановление седел клапанов осуществлялось, в большинстве случаев, путем их шлифования с помощью шлифовального камня. Постепенно все большее распространение получает восстановление седел путем их обработки с помощью специальных фрез, обеспечивающих требуемое качество поверхности при высокой скорости обработки.

Слева показана фреза, а справа — шлифовальный камень, предназначенные для восстановления седел клапанов
Никогда не вращайте фрезу против часовой стрелки! Заменяемые фрезы прослужат долго, если с ними обращаться аккуратно, не перегружать их и не вращать в неправильном направлении


Dimjan
![]()
Моторист беспредельщик
Прозенковал сёдла клапанов на 2мм.
Это была вынужденная операция, ибо галимыми втулками торгуют в наших магазинах.
Клапан просел на 2мм вовнутрь ГБЦ и теперь находится как бы в "лунке". Со стенкой камеры он стал как бы на одном уровне, даже чуть утоплен.
Возникает вопрос, не помешает ли такая конструкция прохождению потока, ведь клапан, просаженный на 2мм теперь при открытии относительно камеры сгорания будет открываться на 2мм меньше. Или же наоборот за счёт здоровой фаски "лунки", прохождение потока лишь улучшится?
Поделитесь опытом плз.
Шахид Магамедов

Матерый ЖигулистЪ
Клапан просел на 2мм вовнутрь ГБЦ и теперь находится как бы в "лунке". Со стенкой камеры он стал как бы на одном уровне, даже чуть утоплен.
Возникает вопрос, не помешает ли такая конструкция прохождению потока, ведь клапан, просаженный на 2мм теперь при открытии относительно камеры сгорания будет открываться на 2мм меньше. Или же наоборот за счёт здоровой фаски "лунки", прохождение потока лишь улучшится?
А какой там угол рабочей фаски стал? Или тупо шарошкой под стоковый угол сточил седла на 2 мм?
Просаживание седла это нормальная операция для установки горбатого распреда. Только единственное что настораживает это толщина оставшегося седла.
ведь клапан, просаженный на 2мм теперь при открытии относительно камеры сгорания будет открываться на 2мм меньше
Желательно под нижние тарелки пружин положить шайбы толшиной примерно 1,5-2 мм - ибо пружинки немного ослаблены получаются, на оборотах могут зависнуть клапана.
Ну и конечно столбики регулировочные будут закручены на полную почти. Но там можно будет поиграться со стержнем клапана или рокером -поиграться "напильником" (болгаркой и/или фрезой)
Dimjan

Началось все с того, что около года ездил на трех цилиндрах… Замер компрессии показал что в Цилиндре №4 — 0, в Цилиндре №2 — 5.5/6. Демонтаж и дальнейший осмотр ГБЦ показал, прогар (дыру) в впускном клапане Цилиндра №4 и прогар (трещину) в впускном клапане Цилиндра №2. После разсухаривания клапанов установил, что седла клапанов расклепаны в тело корпуса ГБЦ, дальнейшей прирезке уже не подлежали…






-выпрессовывал седла с помощью э/дуговой сварки и слесарного молотка, более бюджетного и надежного способа посоветовать не могу

-ГБЦ после выпрессовки седел и новые седла, которые как оказалось позже пришлось дорабатывать, других седел я не нашел, думаю что на ГБЦ ВАЗ 21011 Вы не найдете тоже

-седла которые есть в продаже и на заказ имеют высоту 9.5 мм, посадочное место под седло ГБЦ ВАЗ 21011 имеет глубину около 7 мм

-размечал штанген-циркулем заготовку для снятия 2 мм и стачивал на шлифовальном круге УШМ, после снятия 2 мм полировал на наждачной бумаге крупностью зерна 1000

-готовое к запрессовке седло слева, то что из магазина справа (имейте это ввиду при выборе седел) быстрее всего эту работу можно выполнить на токарном станке, но обзвонив несколько объявлений был огорчен ответом, токаря за такую работу браться не хотели… .


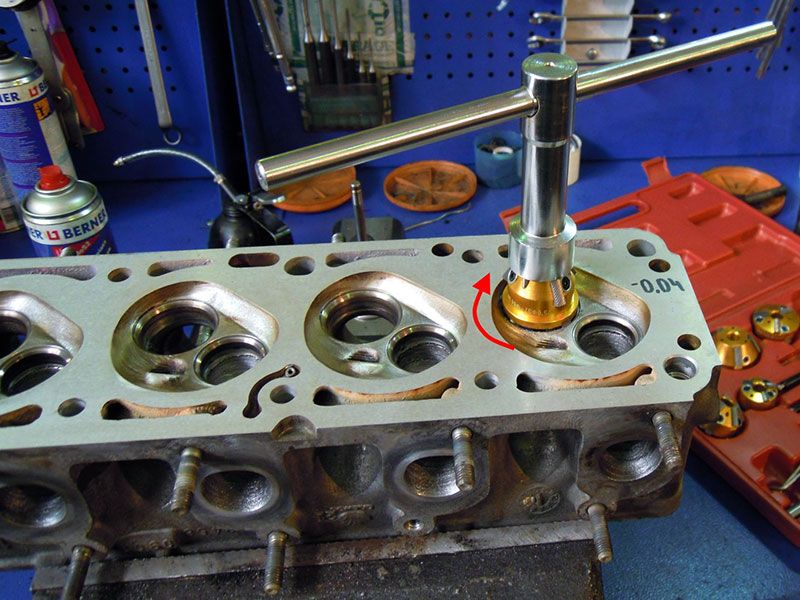
-запрессовывал новое седло на холодную не нагревая ГБЦ и не остужая седло, сперва пригласил седло в посадочное место слесарным молотком через проставку, так что бы седло в посадочное место зашло равномерно, а потом запрессовывал приспособлением для запрессовки направляющих втулок, постоянно контролируя равномерность осадки седла

-приспособление с усиленным подшипником (подшипник покупал отдельно), будьте внимательны гайки на конце шпильки должно быть две, иначе сорвете резьбу

-процесс запрессовки седел клапанов, аналогичен процессу запрессовки направляющих втулок, только требует большей внимательности и аккуратности

-после замены седла, выбиваю старую направляющую (выбивать лучше кувалдой 1.7 кг — наиболее подходящая для этого вида работ), и запрессовываю новую направляющую втулку клапана, обратите внимание, на конце шпильки две упорные гайке (с одной гайкой оборвете резьбу)

-направляющие втулки выбрал SM, они укомплектованы упорным кольцом что упрощает работу с ними, после установки они не требуют развертки, все встает как надо (лично у меня вышло так) клапан ходит свободно, люфта нет

-в камере сгорания Цилиндра №4 седла заменены, остальные я запрессовал по аналогии, с последовательностью действий: 1. Запрессовываю седло. 2. Выбиваю старую направляющую. 3. Запрессовываю новую направляющую.

-при прирезке придерживался предложенной ширине фаски клапана, в зависимости от его назначения, ширину фаски поверял с помощью штангена, качество с помощью пленки от пачки сигарет по четырем секторам


-седла клапанов прирезаны, в моем случае оказалось достаточно одной рабочей фаски (рабочей) как Вы видете из фото сделанных ранее клапан не просажен (седло не провалено)
По просьбам читателей добавляю информацию о стоимости запасных частей и токарных работ по восстановлению ГБЦ ВАЗ 21011:
1. Клапана 2101,21213,2123 (к-т 8шт) SM (оригинал) 2101100701012 — 1557.0 р.;
2. Направляющие втулки клапанов 2101-07,2121-2123 (к-т 8шт) "SM" (2805/2806) (оригинал) 21011007033 — 543.0 р.;
3. Седло клапана ВАЗ-21083 (ВолгаАвтоПром) в уп. 21083100708082 — 500.0 р.;
4. Фрезеровка прилегающей поверхности ГБЦ — 780 р.;
Итого: 3380 p.
Запчасти
Лада 4x4 3D 1980, двигатель бензиновый 1.6 л., 65 л. с., полный привод, механическая коробка передач — своими руками
Машины в продаже
Комментарии 72

-на копеечные головки сёдел не выпускают, я брал обычные восмерочные. Брал чугунные т.к. их легче прирезать и притереть. Втулки тоже брал чугунные. Из цветного металла втулки ставить нет смысла если ножка клапана не хромированная. Если стержень клапана без хрома, то бронзовая втулка может оказаться даже менее ресурсной чем обычная.

Поищу адрес где в Нижнем втулки и седла или делали, или торгуют, не помню. Если нужно конечно.

На седлах есть заходная фаска, вот стружка остается в том пространстве. Я написал не с целью по стебаться. Сам экспериментировал, гбц нагрел до 90гр примерно, седло охлаждал огнетушителем, нагрева не хватило, либо охлаждения-по оправке подбивал молотком. Потом ради интереса выбил седло и стружка была в небольшом количестве. Сейчас же разогреваю гбц до 150гр, седла так же охлаждаю огнетушителем-залетают с оправкой от руки выпускные, по впускным приходится по некоторым еще по стучать. Смысл в том, что при охлаждении седел и нагреве гбц в последующем запрессовывании не происходит контакта поверхностей и натяг остается положенный. В вашем же случае натяг соток 5 будет, остальное все срезало скорее всего. А про то что вы говорите, что гбц разогревается при работе и седло быстрее вывалится- гбц при работе разогревается вместе с седлом, и натяг как раз нужен потому что у седла из чугуна/металлокерамики/сплава линейное расширение при нагреве значительно меньше, отсюда рекомендованный натяг в 0,1-0,15 для седел данного размера. С натягом соток 5 очень большая вероятность вываливания седла, в случае алюминиевой гбц. Для направляющей клапана запрессовка на холодную еще прокатывает-там натяг меньше от завода, плюс не та температура как в камере сгорания, и поверхность соприкосновений длиннее. Дело ваше конечно) просто много инфы перелопатил по этому в свое время
Читайте также: