
Притирка клапанов своими руками приора 16 клапанов
Добавил пользователь Евгений Кузнецов Обновлено: 19.09.2024
Для притирки клапанов удобнее всего пользоваться специальным механическим приспособлением (реверсивной дрелью).

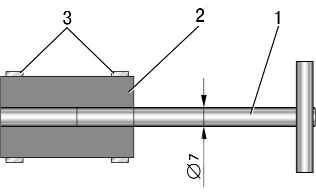
Рис. 5.13 . Приспособление для притирки клапанов: 1 – металлический стержень; 2 – резиновый шланг; 3 – винтовые хомуты
Кроме этого вам потребуются: притирочная паста, керосин, слабая пружина, по наружному диаметру проходящая в отверстие седла клапана.


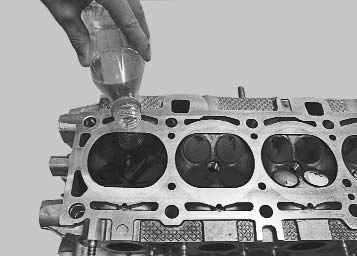
3. Наденьте на стержень клапана предварительно подобранную пружину и вставьте клапан в направляющую втулку со стороны камеры сгорания, смазав стержень клапана слоем графитной смазки.
Графитная смазка предохраняет направляющую втулку от попадания в ее отверстия абразива из притирочной пасты и облегчает вращение клапана во время притирки.
4. Наденьте на стержень клапана приспособление для притирки клапанов (или с некоторым натягом резиновую трубку для соединения клапана с реверсивной дрелью).
5. Включив дрель на минимальную частоту вращения (в реверсивном режиме) или вращая приспособление (в случае ручной притирки) попеременно в обе стороны на пол-оборота, притрите клапан, периодически то прижимая его к седлу, то ослабляя усилие прижатия.

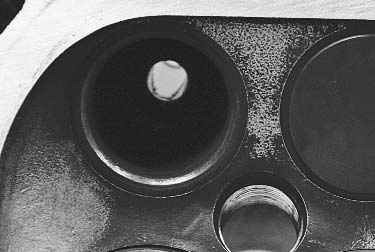
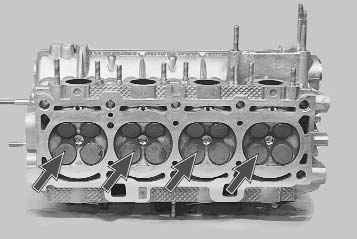
6. Внешним признаком удовлетворительной притирки является однотонный матово-серый цвет рабочей фаски клапана…

8. После притирки тщательно протрите чистой тряпкой клапан и седло и промойте для удаления остатков притирочной пасты. Проверьте герметичность клапана, для чего установите его с пружинами и сухарями в головку. Затем положите головку камерами сгорания вверх, заглушите свечное отверстие и залейте керосин в камеру сгорания. Если в течение 3 мин керосин не просочится в канал головки блока, клапан герметичен.
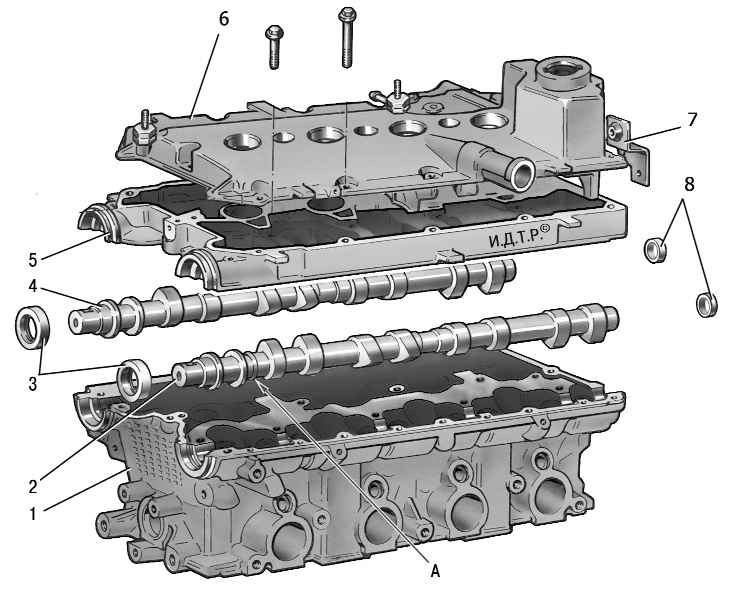
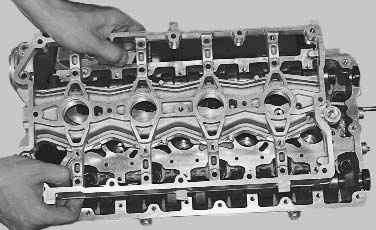
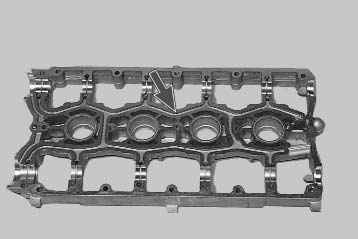
Рис. 5.9 . Детали головки блока цилиндров: 1 – головка блока; 2 – впускной распределительный вал; 3 – сальник; 4 – выпускной распределительный вал; 5 – корпус подшипников распределительных валов; 6 – крышка головки блока; 7 – кронштейн крепления жгута проводов; 8 – заглушки; А – отличительный поясок впускного распределительного вала
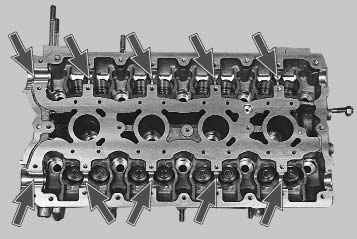
Головка 1 ( рис. 5.9) блока цилиндров общая для четырех цилиндров, отлита из алюминиевого сплава, с камерами сгорания шатровой формы. Впускные и выпускные каналы выведены на разные стороны головки блока. Клапаны расположены V-образно в два ряда: с одной стороны впускные, с другой — выпускные.
В головку запрессованы металлокерамические седла клапанов и латунные направляющие втулки клапанов. Внутренний диаметр направляющих втулок (7±0,015) мм, наружный (для втулок, поставляемых в запасные части) – 12,079–12,090 мм и 12,279–12,290 мм (втулка, увеличенная на 0,2 мм).
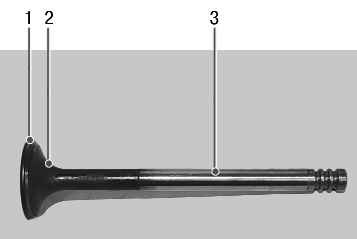
Диаметр тарелки впускного клапана 29 мм, выпускного – 25,5 мм. Диаметр стержня впускного клапана (6,975±0,007) мм, выпускного – (6,965±0,007) мм.
На каждый клапан установлено по одной пружине. Длина пружины в свободном состоянии 38,19 мм, под нагрузкой (240±9,6) Н [(24,5±0,98) кгс] должна быть 32 мм, а под нагрузкой (550±27,5) Н [(56,1±2,8) кгс] – 24 мм.
Клапаны приводятся в действие кулачками распределительных валов через цилиндрические гидротолкатели, расположенные в направляющих отверстиях головки блока цилиндров по оси отверстий под клапаны. Гидротолкатели автоматически устраняют зазор в клапанном механизме, поэтому при техническом обслуживании автомобиля проверять и регулировать зазор в клапанном механизме не требуется.
Масло для работы гидротолкателей подводится из системы смазки по вертикальному каналу в блоке цилиндров к каналу в головке блока цилиндров около 5-го болта крепления, а затем по верхним каналам, выполненным на нижней плоскости корпуса подшипников. По этим же каналам подводится масло и для смазки шеек распределительных валов. В вертикальном канале головки блока цилиндров расположен обратный шариковый клапан, не допускающий слива масла из верхних каналов после остановки двигателя.
Для привода клапанов служат два распределительных вала: впускной и выпускной. Валы отлиты из чугуна и снабжены пятью опорными шейками, которые вращаются в гнездах, выполненных в головке блока цилиндров и в одном общем корпусе подшипников распределительного вала. Для повышения износостойкости рабочие поверхности кулачков и шейка под сальник отбелены. Для того чтобы отличить впускной распределительный вал от выпускного, на впускном валу около первой опоры выполнен отличительный поясок А.
От осевых перемещений валы удерживаются упорными буртиками, расположенными по обе стороны от передней опоры. Передние концы распределительных валов уплотнены самоподжимными резиновыми сальниками. Задние отверстия, расположенные по оси валов в головке блока цилиндров и корпусе подшипников, закрыты обрезиненными колпачковыми заглушками.
2. Установите головку блока распределительными валами вверх, подложив под нее деревянные прокладки, чтобы не повредить клапаны.


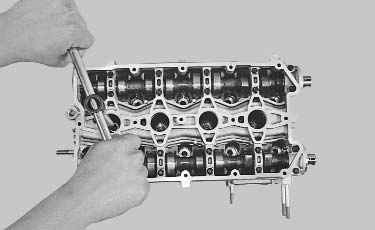
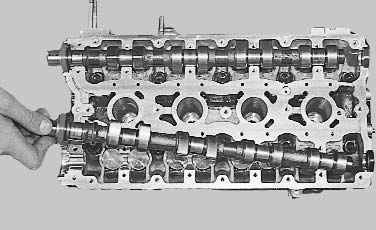
18. Выньте распределительные валы из опор головки блока цилиндров и снимите с их передних концов сальники.

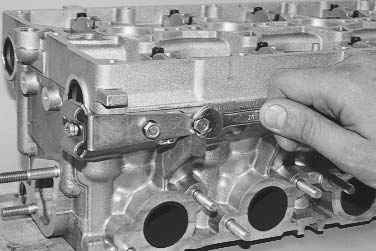
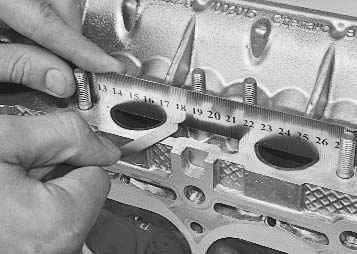
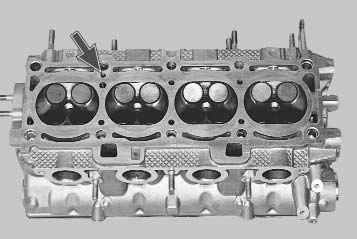
21. Очистите камеры сгорания от нагара. Осмотрите головку блока. Если на ней есть трещины или следы прогара в камерах сгорания, замените головку. Удалите заусенцы и забоины на плоскости головки блока.


22. Проверьте плоскостность поверхности, прилегающей к блоку цилиндров. Для этого поставьте линейку ребром на поверхность головки сначала посередине вдоль, а затем по диагоналям и измерьте щупом зазор между поверхностью головки и линейкой. Если зазор больше 0,1 мм, можно прошлифовать привалочную поверхность. Для этого обратитесь в специализированную мастерскую.
23. Аналогично проверьте плоскостность привалочных поверхностей головки блока под впускной коллектор…
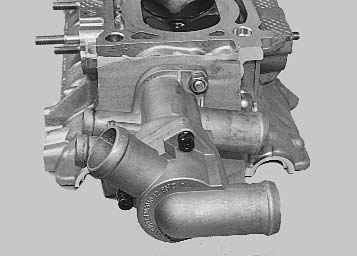
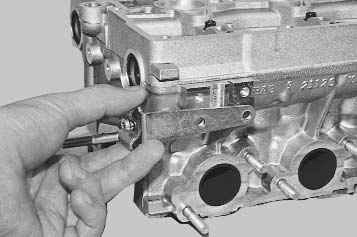
25. Для проверки герметичности головки блока заглушите отверстие в головке под гнездо термостата. Это можно сделать, например, установив глухую прокладку из плотного картона под гнездо и завернув гайки его крепления. Вверните на место датчик указателя температуры охлаждающей жидкости, если его выворачивали.
26. Залейте керосин в каналы водяной рубашки. Если уровень керосина при выдержке 15–20 мин понижается, значит, в головке есть трещины и ее надо заменить. После проверки не забудьте снять картонную прокладку и извлечь пробки.

28. …и корпусе подшипников. Если хотя бы на одной из них есть следы износа, задиры или глубокие риски, замените головку и корпус подшипников.
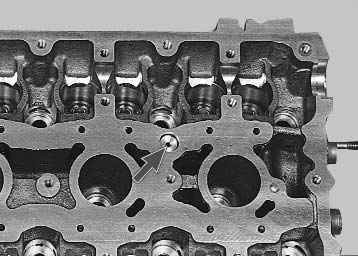
29. Промойте масляные каналы. Для этого заглушите вертикальный масляный канал со стороны камеры сгорания (канал находится между 3-м и 4-м цилиндрами).
31. …и корпуса подшипников распределительных валов и выдержите 15–20 мин. Вылейте бензин, выньте заглушку и окончательно промойте каналы бензином с помощью груши.
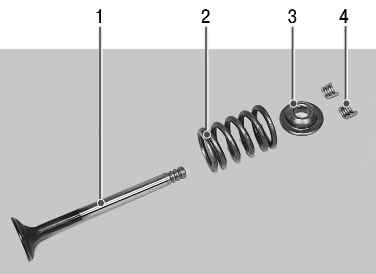
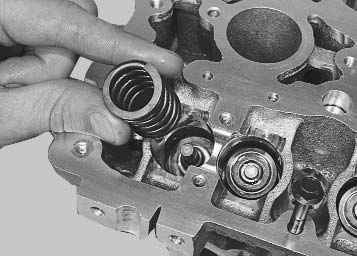
Для замены или притирки клапанов снимите с головки блока цилиндров следующие детали: 1 – клапан; 2 – пружина; 3 – тарелка; 4 – сухари.
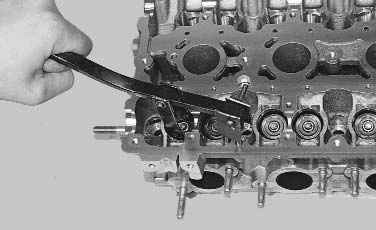
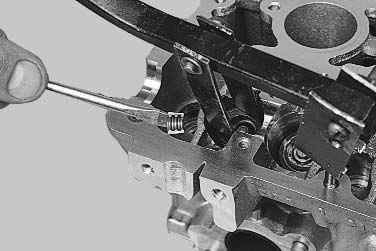
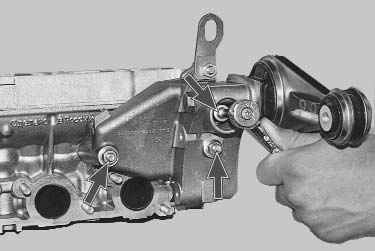
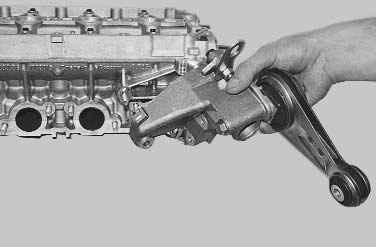
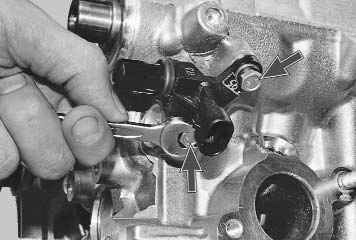
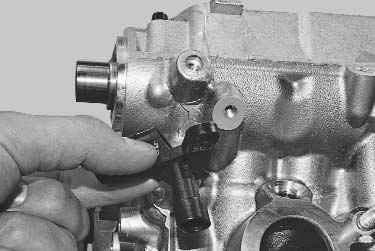
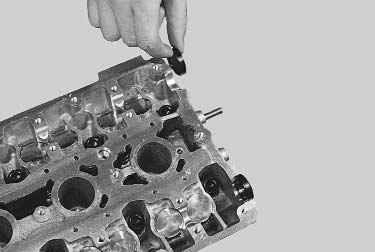
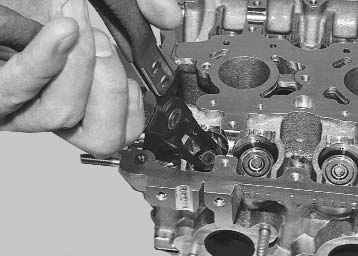
34. Установите приспособление для сжатия пружин клапанов, ввернув в одно из отверстий головки блока болт крепления крышки подшипника распределительного вала и зацепив приспособление за этот болт. Сожмите приспособлением пружину клапана.
35. Выньте два сухаря из верхней тарелки пружины с помощью пинцета или намагниченной отвертки. Затем снимите приспособление.
Если усилие перемещения рычага приспособления значительно увеличивается, а сухари не выходят из проточки клапана, нанесите легкий удар молотком по тарелке пружин, чтобы сухари освободились.
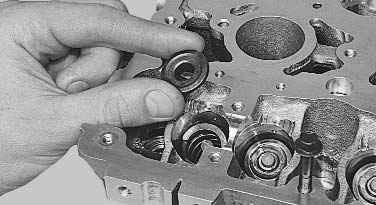
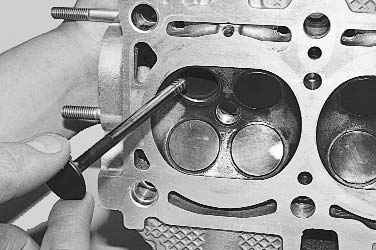
40. Очистите нагар с клапана подходящим инструментом (например, металлической щеткой). Затем внимательно осмотрите клапан.
42. Если повреждения рабочей фаски клапанов невозможно вывести притиркой, можно прошлифовать фаску на специальном станке в специализированной мастерской.

44. Более значительные дефекты седел клапанов устраняют шлифованием. Седла рекомендуется шлифовать в специализированной мастерской.

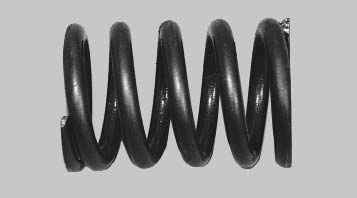
46. Проверьте состояние пружин клапанов. Искривленные, сломанные или имеющие трещины пружины замените.
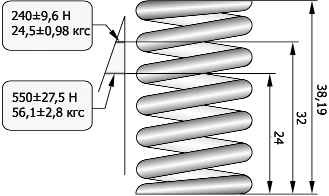
47. Для проверки упругости наружной пружины измерьте ее высоту в свободном состоянии, а затем под двумя различными нагрузками ( рис. 5.11). Если пружина не соответствует требуемым параметрам, замените ее.
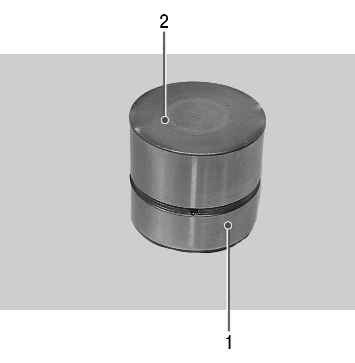
48. Осмотрите гидротолкатели клапанов. Если на рабочей поверхности 1 есть задиры, царапины и прочие дефекты, замените гидротолкатели. Измерьте наружные диаметры толкателей, изношенные толкатели замените. На рабочих поверхностях 2 не должно быть задиров, забоин, царапин, следов ступенчатого или неравномерного износа, натира металла. Гидротолкатели с такими дефектами надо заменить. На поверхностях 2 допускаются концентрические следы приработки с кулачками распределительного вала.

49. Проверьте зазоры между направляющими втулками и клапанами. Зазор вычисляют как разность между диаметром отверстия во втулке и диаметром стержня клапана ( рис. 5.12). Проверку зазора рекомендуется выполнять в специализированной мастерской, так как для измерения диаметра втулок нужен специальный инструмент (нутромер).
50. Если зазор не достиг предельно допустимого, можно попробовать устранить его заменой клапана. Если это не удается сделать или зазор превышает предельно допустимый, замените направляющую втулку. Для этого выпрессуйте со стороны камеры сгорания дефектную втулку специальной оправкой, предварительно замерив высоту выступания верхней части втулки над поверхностью головки блока.
51. Охладите новую втулку (например, с помощью углекислотного огнетушителя), смажьте ее моторным маслом, вставьте в специальную оправку и запрессуйте со стороны распределительного вала так, чтобы высота выступания верхней части втулки соответствовала замеренному значению. Разверните отверстие во втулке с помощью развертки до 7,000–7,015 мм для впускных и выпускных клапанов.

53. Установите клапаны в головку блока в соответствии с ранее сделанной маркировкой, предварительно смазав стержни моторным маслом.

Клапана в 16-клапанном двигателе ВАЗ-2112 создают компрессию, а также не дают попадать лишнему топливу в камеру сгорания. Если седло и клапан прижимаются друг к другу не плотно, то у автомобиля упадет давление в моторе. Если выпускной клапан зажат не полностью, то выпускные газы помогут ему износиться и прогореть быстрее. Таким образом, при совершении ремонта — клапана притираются до седла.
Видео о клапанной притирке на ВАЗ-2112 (ДВС 16 клапанов)
Видеоматериал расскажет о том, как притереть клапана на автомобиле, о нюансах, а также даст некоторые рекомендации.
Притирка клапана

Пасты для притирания клапанов
Не многие автомобилисты видели непосредственно процесс ремонта головки блока, не говоря уже о самой притирке клапана. Этот процесс достаточно трудоемкий, если делается вручную. Станочный метод, конечно, намного проще, но не всегда эффективный в использовании.
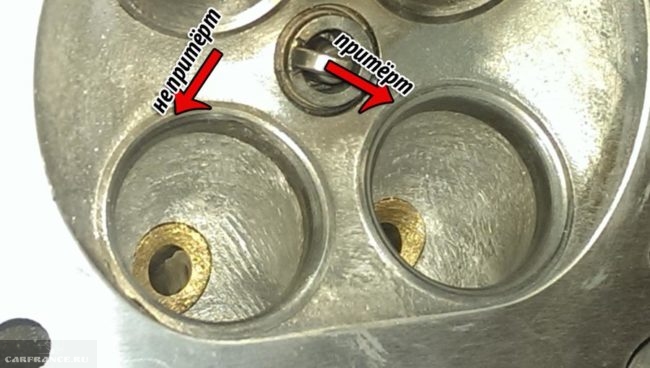
Справа притёрт, а слева ещё нет!
Для того чтобы притереть клапана к седлу необходимы некоторые инструменты и знания. Так, потребуется специальное приспособление для шарошки седел, абразивная паста, а также умение притирать. Рассмотрим, непосредственно сам процесс притирки клапана к седлу:
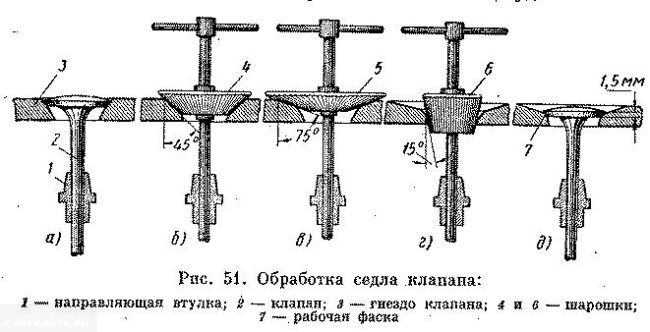
Этапы процесса шарошки седла клапана
- При помощи шарошки и фрезы (ручной или автоматической) нарезаем фаску на седле под определенный клапан.

Ручной фрезер для нарезки фаски седла

На специальном стенде проходит обработка фаски клапана

Нанесение притирочной пасты

Инструмент для притирки клапана к седлу

Наносим пасту для притирки клапана
Зачем нужна притирка?

Нанесение пасты со средней зернистостью на клапан для притирки
Клапан притирается для того, чтобы обеспечить максимальное сцепление с седлом.
Это делается, чтобы при закрытом впускном клапане в цилиндр не попадала топливная смесь сверх нормы. Если это происходит, то двигатель получает слишком много горючего, что может повлиять на работоспособность и расход.
Идеально притертый клапан к седла
Если плотно не закрывается выпускной клапан, то топливная смесь теряет не только воздух, который поступил в цилиндр, а еще и обратно всасывает выхлопные газы, что способствует скорому прогоранию клапанов. Поэтому, чем лучше сцепка клапана с седлом, тем меньше проблем будет с системой впрыска и выпуска отработанных газов.
Выбор абразивной пасты

Пасты для притирки клапана разных производителей и зернистости
Существует несколько видов абразивной пасты, которая используется для притирки клапанов. Рассмотрим, все варианты, которые можно применять:
- Крупнозернистая абразивная паста . Применяется для первоначальной обработки седел после шарошки. Средняя стоимость 200-250 рублей/тюбик. Рекомендованные производители – Fabo, Abro, Expert, Грин-слоу, Профессионал, Индастриал.
- Паста со средней зернистостью . Применяется для чугунных и седел с твердой стали. Используется после обработкой крупнозернистой. Стоимость составляет – 190-220 рублей/шт. Основные производители – ABRO, Fabo, Профессионал.
- Паста с мелкой зернистостью . Применяется для финальной обработки фаски клапана. Стоимость – 200-300 рублей/тюбик, в зависимости от производителя. Выпускают пасту – Abro, Эффект, Expert, Алмазка.
- Полировочная паста . Используется достаточно редко, в тех случаях, когда необходимо загладить поверхность. Стоимость – 100-200 руб./шт. Производители, которые выпускают: Абро, Профессионал.
Рекомендации
Лучше всего для головок блока ВАЗ-2112 использовать два вида пасты: крупнозернистую и мелкозернистую.
Так, первой убираются все крупные шероховатости и неровности, а вторая – доводит до максимального эффекта. Хотя, если клапана не меняются, то можно пройти среднезернистой пастой, а потом завершить процесс – полировочной.

Паста производства АБРО GP-201, которая имеет сразу два вида: мелкозернистую снизу и крупнозернистую — сверху
В обязательном порядке, после прохождения любой пастой необходимо смывать как сам материал, так и остатки стружки, которая обычно, темного цвета. Это необходимо для того, чтобы достигнуть максимального эффекта, а также посмотреть, еще притирать клапан или уже достаточно.
Выводы
Притереть клапана на 16-клапанном двигателе ВАЗ-2112 в домашних условиях, достаточно легко и просто, если иметь необходимый инструмент и навыки. В случае, если автомобилист не уверен, что способен проделать все необходимые операции, то рекомендуется обратиться в автосервис по ремонту головок блоков цилиндров, где все сделают быстро и качественно.

Такая операция, как притирка клапанов входит в перечень работ по капитальному ремонту двигателя.
Направлена она на обеспечение как можно плотной посадки тарелки клапана к седлу, тем самым по максимуму снижая возможность пропускания топлива в цилиндры или прорыв выхлопных газов.
Про нагар
После длительной эксплуатации автомобиля на поверхностях фаски клапана и седла оседает нагар, появляются микрораковины, задиры.

В итоге пятно контакта между поверхностями уменьшается, клапан неплотно прилегает к седлу, из-за чего он начинает пропускать и у двигателя снижается компрессия.
Для удаления нагара, раковин, задиров и применяется притирка клапанов, вследствие чего восстанавливается пятно контакта между клапаном и седлом.
Помимо выполнения данной операции в рамках капитального ремонта притирку клапанов проводят еще в ряде случаев.
Так, данные работы проводят:
- При подгорании клапана или седла;
- При прогорании тарелки клапана;
- При замене их в случае повреждения, в общем, всегда, когда возникли проблемы с данными элементами.
Требуемый инструмент
Работы по притирке клапанов не особо сложные, но выполнение их занимает длительное время, особенно, если делать это своими руками.
На автомобиле выполнить их невозможно, придется частично разбирать силовую установку, а именно снимать головку блока цилиндров.
Поэтому при решении произвести притирку клапанов сразу следует позаботиться о наличии новой прокладки ГБЦ.

Из инструментов для выполнения этой операции понадобится:
- Набор ключей и головок;
- Приспособление для разсухаривания клапанов;
- Приспособление для выполнения притирки;
- Пасты для притирки;
- Ветоши;
- Керосин.
Приспособления для выполнения работ, пасты для притирки
Пройдемся по приспособлениям для клапанов.
Для вытаскивания сухарей, которыми удерживается головка клапана в посадочной тарелке, есть специальные приспособления.
Конструкций их много, описывать все не будем. Отметим только, что все они действуют по одному принципу.
Этим приспособлением пружины клапана сжимаются, тарелка крепления клапана опускается вниз, высвобождая сухари, и они извлекаются.


Но можно поступить и простым методом. Потребуется отрезок трубки, по диаметру чуть меньше тарелки крепления.
Эту трубку наставляют на тарелку резко по ней бьют молотком. Из-за удара пружины сжимаются, тарелка проседает и сухари выскакивают.

При этом лучше отверстие с той стороны, по которой будет наноситься удар, чем-нибудь закрыть, чтобы через него не вылетели сухари.
Теперь о приспособлении для притирки.
Его можно приобрести, обычно такое приспособление состоит из гаечного зажима, штанги и воротка.

Но можно сделать его и самому. Для этого понадобится стержень диаметром, равным диаметру клапана. К нему приваривается вороток так, чтобы получилась Т-образная конструкция.
С другой от воротка стороны на стержень одевается отрезок резиновой трубки.

1 – металлический стержень диаметром 5 – 8 мм, в зависимости от диаметра стержня клапана, 2 – резиновая трубка, 3 – зажимные хомуты.
Внутренний диаметр трубки нужно выбирать такой, чтобы она плотно садилась на стержень.
Понадобится также еще один хомут, им будет зажиматься край резиновой трубки, который будет одеваться на стержень клапана.
Для притирки клапанов одних приспособлений мало, так как данная операция производится с применением специальных паст.
Найти их несложно, можно приобрести как дешевые притирочные пасты, так и весьма дорогие.
Для притирки лучше приобретать комплекты, состоящие из двух паст или же просто две пасты – для первичной черновой обработки и для вторичной чистовой.

Возможно также понадобиться применение шарошки. Она представляет собой конусную головку для дрели с вставленными в нее резцами по металлу.



Используют ее для того, чтобы обработать поврежденную поверхность седла.
Процесс притирки
Вначале снимаем с двигателя головку. Далее с головки снимается распредвал, регулировочные шайбы или гидрокомпенсаторы.
Следующим этапом является разсухаривание клапанов. Для этого применяют либо приспособление, либо же они выбиваются проставкой.

После этого снимаются крепежные тарелки и пружины. Сам клапан извлекается из головки для оценки его состояния и состояния седла.

Если он не имеет следов подгорания и не изогнут его стержень, то менять его необязательно, он подойдет и для дальнейшего использования.
Седло тоже нужно осмотреть на наличие следов подгорания. Если следы подгорания седла имеются, его поверхность вначале обрабатывается шарошкой.




После удостоверения, что подгорания на поверхностях нет, начинают процесс притирки.

Для этого на фаску клапана наносится немного пасты для первичной обработки.
Далее он ставится на место, а на его стержень надевается приспособление для притирки. Если оно самодельное, то резиновую трубку на стержне нужно зажать хомутом.


Затем приспособлением клапан поджимается к седлу и начинается притирка.
Для этого за вороток клапан проворачивается на 180 град., после проворачивается в обратную сторону. Такими движениями и производиться притирка.

На обработку поверхности одним типом пасты уходит примерно 5-7 мин. времени.
Периодически положение клапана меняется. То есть, его нужно провернуть примерно на 90 град. от крайнего положения при притирке, после чего снова продолжается процесс с проворотом его на 180 град. и возвратом обратно.
Механизировать процесс путем использования дрели с насадкой на стержень клапана не желательно.
Дрели обычно имеют большие обороты, поэтому при притирке ею существует вероятность перегрева седла и фаски клапана.
В таком случае лучше подойдет шуруповерт. Но круговое движение, которое будет обеспечиваться дрелью или шуруповертом, при притирке не рекомендуется, данную операцию лучше производить путем полуоборота клапана с последующим проворотом в обратную сторону, то есть ручную притирку.
После притирки черновой пастой, поверхности тщательно очищаются ветошью, чтобы удалить остатки пасты.
Затем на фаску клапана наноситься паста для чистовой обработки и процесс притирки повторяется.

Успешным результатом проведенной притирки будет являться равномерный серый матовый цвет притираемых поверхностей без каких-либо следов раковин или царапин.

Так по одному притираются все клапаны как впускные, так и выпускные. Особой разницы в том, на каком двигателе автомобиля выполняется данная операция — нет.
Процесс притирки клапанов одинаков как для ВАЗ-2106, так и для ВАЗ-2109 и более поздних моделей.
Разницу в сложности работ у этих авто может составлять разве что процесс снятия ГБЦ, подготовка к притирке, ну и удобства доступа приспособлением к клапанам из-за несколько отличающихся форм головки блока цилиндров.
Проверка качества притирки
После притирки всех клапанов рекомендуется провести проверку плотности прилегания их к седлам.
Для этого сначала нужно все клапаны установить на место, установить пружины с крепежными тарелками и засухарить их.
Вот здесь уже без приспособления для разсухаривания не обойтись.
Далее головка устанавливается на ровную поверхность тарелками клапанов вверх.
В камеры сгорания наливается керосин, поскольку он обладает высокой текучестью. Уровень его замеряется и ГБЦ оставляется на сутки.

Если по прошествии времени уровень керосина не снизился или снизился очень незначительно – притирка выполнена хорошо и можно двигатель собирать.
Также читайте по каким причинам на двигателях гнет клапана.
Если же замечена утечка керосина, операция по притирке клапанов производится еще раз, но только тех, на которых отмечена утечка.
Для притирки клапанов удобнее всего пользоваться специальным механическим приспособлением (реверсивной дрелью).
Рис. 5.13 . Приспособление для притирки клапанов: 1 – металлический стержень; 2 – резиновый шланг; 3 – винтовые хомуты
Кроме этого вам потребуются: притирочная паста, керосин, слабая пружина, по наружному диаметру проходящая в отверстие седла клапана.
3. Наденьте на стержень клапана предварительно подобранную пружину и вставьте клапан в направляющую втулку со стороны камеры сгорания, смазав стержень клапана слоем графитной смазки.
Графитная смазка предохраняет направляющую втулку от попадания в ее отверстия абразива из притирочной пасты и облегчает вращение клапана во время притирки.
4. Наденьте на стержень клапана приспособление для притирки клапанов (или с некоторым натягом резиновую трубку для соединения клапана с реверсивной дрелью).
5. Включив дрель на минимальную частоту вращения (в реверсивном режиме) или вращая приспособление (в случае ручной притирки) попеременно в обе стороны на пол-оборота, притрите клапан, периодически то прижимая его к седлу, то ослабляя усилие прижатия.
6. Внешним признаком удовлетворительной притирки является однотонный матово-серый цвет рабочей фаски клапана…
8. После притирки тщательно протрите чистой тряпкой клапан и седло и промойте для удаления остатков притирочной пасты. Проверьте герметичность клапана, для чего установите его с пружинами и сухарями в головку. Затем положите головку камерами сгорания вверх, заглушите свечное отверстие и залейте керосин в камеру сгорания. Если в течение 3 мин керосин не просочится в канал головки блока, клапан герметичен.
Читайте также: