
Притирка клапанов на рено логан
Добавил пользователь Евгений Кузнецов Обновлено: 19.09.2024
2. Отверните три гайки крепления и снимите термоэкран выпускного коллектора.
Уплотнительные прокладки впускной трубы заменяйте новыми при каждой разборке соединения.
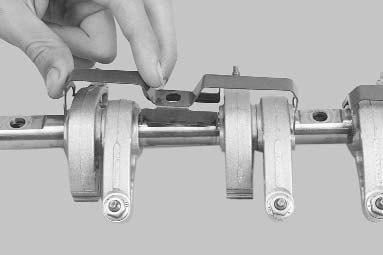

7. При необходимости снимите с оси фиксаторы коромысел.
8. . и коромысла клапанов.
Если не предполагаете заменять коромысла клапанов, их ось и распределительный вал, не снимайте коромысла с оси, чтобы при сборке установить их на прежние места.


9. Осмотрите коромысла клапанов. Замените коромысло при сильном, отчетливо видимом износе поверхности в, контактирующей с кулачком распределительного вала. Проверьте чистоту отверстия б для подвода смазки к кулачку распределительного вала. Проверьте состояние головки регулировочного болта а и, если на ней есть явные следы износа.
10. . отверните контргайку болта.

11. . и выверните болт из коромысла.
После длительной эксплуатации на верхнем торце клапана может образоваться заусенец грибообразной формы. Перед извлечением клапана из направляющей втулки удалите этот заусенец надфилем. Категорически запрещается выбивать клапан из направляющей втулки молотком через оправку без удаления заусенца, так как при этом неизбежно будет повреждена внутренняя поверхность втулки.
13. Удалите смолистые отложения с верхней поверхности головки и из впускных каналов. Эти отложения можно размягчить и смыть керосином или дизельным топливом.
14. Очистите от нагара камеры сгорания и выпускные каналы. Удаляйте нагар круглой металлической щеткой, установленной в патрон электродрели.
Предварительно размочите нагар керосином.
Соблюдайте осторожность: избегайте вдыхать пыль, образующуюся при чистке камер сгорания. Для предотвращения образования пыли периодически смачивайте нагар керосином.
15. Очистите внутренние поверхности направляющих втулок клапанов тонкой цилиндрической кисточкой из медной проволоки, зажатой в патрон электродрели.
16. Удалите с поверхности прилегания головки к блоку цилиндров пригоревшие остатки уплотнительной прокладки.
Запрещается очищать привалочную поверхность головки металлическими щетками или наждачной шкуркой. Пользуйтесь лопаткой из твердого дерева или пластмассы, предварительно размягчив остатки прокладки растворителем.
17. После очистки осмотрите головку блока, чтобы не допустить ее эксплуатацию с повреждениями резьбовых отверстий, трещинами (особенно между седлами клапанов и в выпускных каналах), коррозией, включениями инородных материалов, раковинами и свищами.
Запрещается заваривать трещины, раковины и свищи. Дефектную головку замените.
18. Проверьте с помощью металлической линейки, установленной на ребро, и щупа плоскостность поверхности прилегания головки к блоку в продольном и поперечном направлениях, а также по диагоналям. Если зазор между ребром линейки и поверхностью головки превышает 0,05 мм, замените головку.
19. Очистите поверхности фланцев головки для установки впускной трубы и выпускного коллектора от остатков прокладок и нагара.
20. Проверьте наличие деформации фланцев для впускной трубы и выпускного коллектора, деформированную головку замените.
21. Поврежденные резьбовые отверстия отремонтируйте прогонкой резьбы метчиками или установкой ремонтной втулки (ввертыша).
22. Определите износ направляющих втулок клапанов, измерив внутренний диаметр отверстия втулки и диаметр стержня клапана, и по разности этих размеров определив зазор. Предельно допустимый при износе зазор для впускных клапанов составляет 0,10 мм, для выпускных – 0,15 мм.
23. Если зазор остается больше предельно допустимого и при установке новых клапанов, замените направляющие втулки. Заменяйте направляющие втулки в специализированной мастерской, располагающей соответствующими инструментами и оборудованием.

25. Более значительные дефекты седел клапанов устраняют шлифовкой. Седла необходимо шлифовать в специализированной мастерской, так как для этого требуются специальные инструменты и оборудование. Если не удается устранить значительные дефекты седел шлифовкой, замените седла.
Чтобы на стержнях клапанов не образовались риски, не очищайте их проволочными щетками и металлическими скребками.
27. Проверьте концентричность расположения тарелки клапана и седла: нанесите на фаску головки клапана тонкий слой краски (например, берлинской лазури), вставьте его в направляющую втулку и, слегка прижав к седлу, проверните. По следам краски на фаске седла можно судить о концентричности расположения клапана и седла.
28. Проверьте состояние проточек 4 (см. фото п. 26) стержня клапана под сухари. При обнаружении следов выкрашивания кромок проточек и износа цилиндрической части замените клапан.
29. Маслосъемные колпачки замените независимо от их состояния.


30. Осмотрите пружины клапанов. Трещины и снижение упругости пружин не допускаются. Пружины могут быть установлены одного из двух типов. Номинальная длина пружины первого типа в свободном состоянии (46,5±2) мм, второго типа – (46,64±2) мм. Длина с полностью сжатыми витками соответственно 26,0 и 23,63 мм. Пружины, длина которых в свободном состоянии меньше допустимой, искривленные (отклонение оси пружины от вертикали в свободном состоянии более 4°) и с трещинами замените.
31. Проверьте состояние тарелок пружин. Замените тарелки со значительным износом опорных канавок под пружины.
32. Устанавливайте все снятые детали и узлы головки блока цилиндров в последовательности, обратной снятию.
33. Прокладки головки блока цилиндров, впускной трубы и выпускного коллектора всегда заменяйте новыми, так как снятые с двигателя даже внешне не поврежденные прокладки могут оказаться сильно обжатыми и не обеспечат герметичности уплотнения.
– упало давление в системе смазки двигателя. Причиной этой неисправности часто бывает повышенный износ шеек распределительного вала и гнезд подшипников распределительного вала в головке блока цилиндров. При износе гнезд заменяют головку блока в сборе, так как гнезда выполнены непосредственно в ее корпусе;
– стук клапанов, не устраняемый регулировкой зазоров в механизме привода клапанов. Может возникать из-за повышенного износа кулачков распределительного вала вследствие применения некачественного моторного масла или повреждения масляного фильтра.
При сильном износе кулачков распределительного вала одновременно с его заменой часто требуется и замена коромысел клапанов.
В связи с особенностями компоновки моторного отсека автомобиля Renault Logan снять распределительный вал непосредственно на автомобиле не представляется возможным. Для этого необходимо снять головку блока цилиндров.
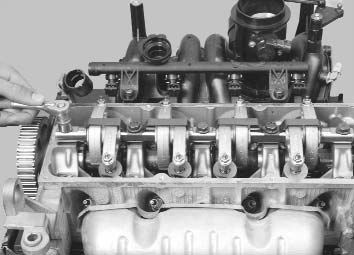
2. Равномерно ослабив затяжку, выверните пять болтов крепления оси коромысел клапанов.
Обратите внимание на то, что болты имеют разную форму головок. Устанавливайте болты при обратной сборке на прежние места.
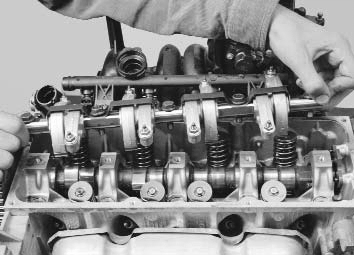
3. . и снимите ось в сборе с коромыслами.
Если не предполагаете заменять коромысла клапанов и их ось, не снимайте коромысла с оси, чтобы при сборке установить их на прежние места.
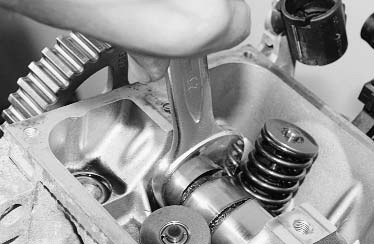
4. Удерживая распределительный вал от проворачивания ключом за шестигранник.

Шестигранник для удерживания выполнен в литье у передней шейки подшипника распределительного вала.
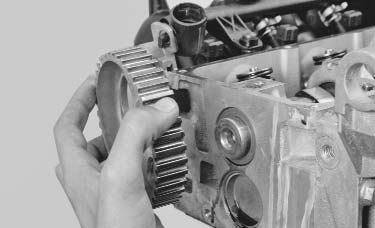
5. . выверните болт крепления зубчатого шкива распределительного вала.
6. . и снимите шкив.
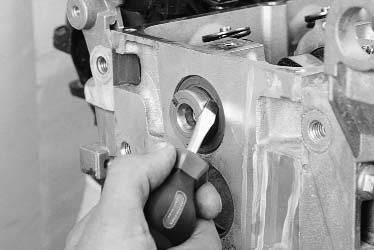
7. Поддев отверткой.
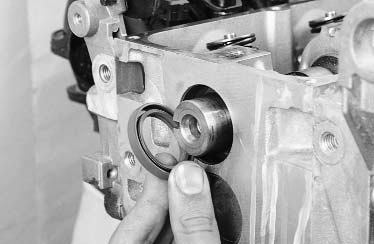
8. . извлеките из гнезда в головке блока сальник распределительного вала.

Сальник распределительного вала при каждом снятии заменяйте новым.

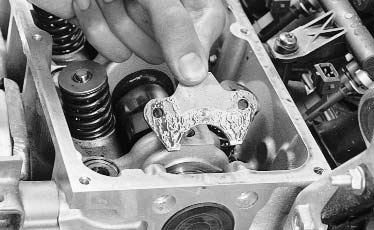
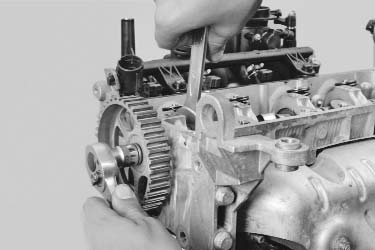
9. На заднем торце головки блока выверните два винта крепления упорного фланца распределительного вала.
10. . и снимите фланец.

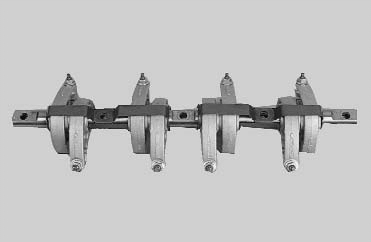
11. Аккуратно, стараясь не повредить острыми кромками кулачков рабочие поверхности подшипников, извлеките распределительный вал из постелей головки блока.
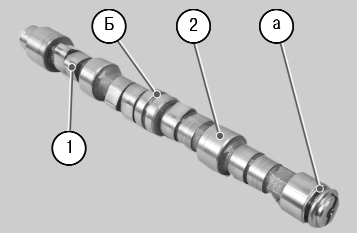
12. Осмотрите распределительный вал. Поверхности опорных шеек 2 и кулачков 1 должны быть хорошо отполированы и без повреждений, а в проточке а под упорный фланец не должно быть следов чрезмерного износа и забоин. На рабочих поверхностях шеек 2 не допускаются задиры, забоины, царапины, наволакивание алюминия от гнезд подшипников в головке блока. Если на рабочих поверхностях кулачков 1 есть следы заеданий, перегрева, глубокие риски или износ в виде огранки, а также равномерный износ свыше 0,5 мм, замените вал. Тщательно очистите от отложений канал б для подвода масла в средней опорной шейке.
Шлифовка кулачков распределительного вала для устранения ступенчатого износа запрещена, так как при изменении размеров профиля кулачков будут нарушены фазы газораспределения.
13. В мастерских, оборудованных специальными инструментами и приспособлениями, можно проверить радиальное биение шеек распределительного вала. При его значении более 0,02 мм или несоосности шеек замените вал, так как его правка не допускается.
При установке нового распределительного вала коромысла клапанов рекомендуем заменить новыми. Перед первым пуском двигателя и для улучшения условий приработки рекомендуем в моторное масло добавить противозадирную антифрикционную присадку.
14. После установки распределительного вала проверьте его осевой зазор. Если он более 0,15 мм, замените упорный фланец.
15. Установите распределительный вал в головку блока и все снятые детали в порядке, обратном снятию.
Чтобы на стержнях клапанов не образовались риски, не очищайте их проволочными щетками и металлическими скребками.
27. Проверьте концентричность расположения тарелки клапана и седла: нанесите на фаску головки клапана тонкий слой краски (например, берлинской лазури), вставьте его в направляющую втулку и, слегка прижав к седлу, проверните. По следам краски на фаске седла можно судить о концентричности расположения клапана и седла.
28. Проверьте состояние проточек 4 (см. фото п. 26) стержня клапана под сухари. При обнаружении следов выкрашивания кромок проточек и износа цилиндрической части замените клапан.
29. Маслосъемные колпачки замените независимо от их состояния.

30. Осмотрите пружины клапанов. Трещины и снижение упругости пружин не допускаются. Пружины могут быть установлены одного из двух типов. Номинальная длина пружины первого типа в свободном состоянии (46,5+2) мм, второго типа — (4б,64±2) мм. Длина с полностью сжатыми витками соответственно 26,0 и 23,63 мм. Пружины, длина которых в свободном состоянии меньше допустимой, искривленные (отклонение оси пружины от вертикали в свободном состоянии более 4°) и с трещинами замените.

31. Проверьте состояние тарелок пружин. Замените тарелки со значительным износом опорных канавок под пружины.
32. Устанавливайте все снятые детали и узлы головки блока цилиндров в последовательности, обратной снятию.
33. Прокладки головки блока цилиндров, впускной трубы и выпускного коллектора всегда заменяйте новыми, так как снятые с двигателя даже внешне не поврежденные прокладки могут оказаться сильно обжатыми и не обеспечат герметичности уплотнения.
Притирку клапанов выполняют на снятой головке блока цилиндров. Для извлечения клапанов из направляющих втулок головки блока цилиндров необходимо снять пружи-

Кроме того, в продаже имеются готовые ручные держатели клапана.
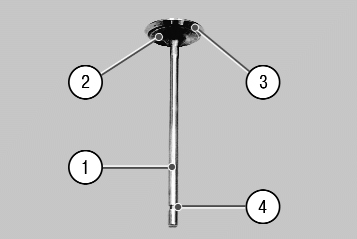
При отсутствии готовых приспособлений можно воспользоваться приспособлением, изготовленным по чертежу (рис. 5.5).

Рис. 5.5. Приспособление для притирки клапанов: 1 — металлический стержень; 2 — резиновый шланг; 3 — винтовой хомут
Вместо резинового шланга и хомутов можно к стержню приспособления приварить наконечник, в боковой стенке которого выполнено сквозное резьбовое отверстие, в которое ввернут болт для фиксации стержня клапана.
Кроме того, вам потребуются: притирочная паста, керосин, слабая пружина, по наружному диаметру проходящая в отверстие седла клапана.
1. Очистите клапан от нагара.

2. Нанесите на фаску клапана сплошной тонкий слой притирочной пасты.
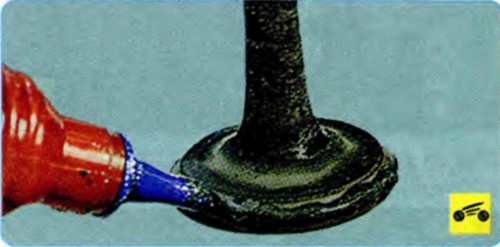
3. Наденьте на стержень клапана предварительно подобранную пружину и вставьте клапан в направляющую втулку со стороны камеры сгорания, смазав стержень клапана слоем графитной смазки.
Графитная смазка предохраняет направляющую втулку от попадания в ее отверстия абразива из притирочной пасты и облегчает вращение клапана во время притирки.
4. Наденьте на стержень клапана приспособление для притирки клапанов (или с некоторым натягом резиновую трубку для соединения клапана с реверсивной дрелью).
5. Включив дрель на минимальную частоту вращения (в реверсивном режиме) или вращая приспособление (в случае ручной притирки) попеременно в обе стороны на пол-оборота, притрите клапан, периодически то прижимая его к седлу, то ослабляя усилие прижатия.

При отсутствии какого-либо приспособления притереть клапан можно с помощью ластика, прижимая и проворачивая им клапан. Ослабляйте прижатие клапана, нажимая на торец его стержня другой рукой.

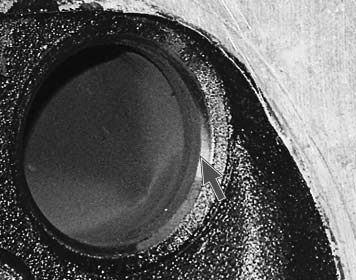
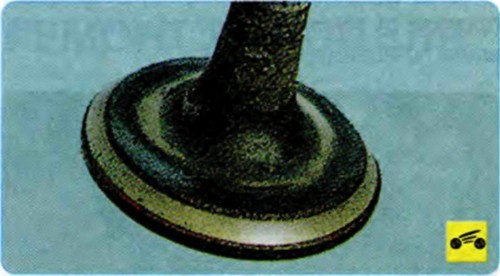
6. Притирайте клапан до появления на его фаске матово-серого непрерывного однотонного пояска шириной не менее 1,5 мм, при этом.

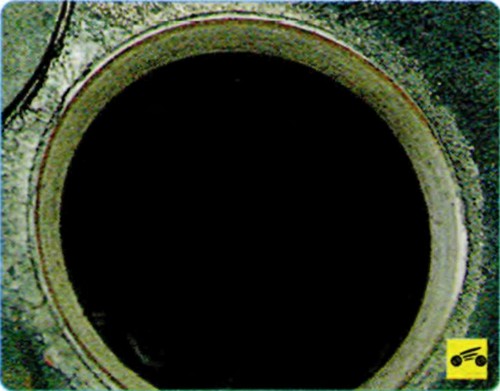
7. . на седле клапана после притирки также должен появиться блестящий поясок шириной не менее 1,5 мм.

8. После притирки тщательно протрите клапан и седло чистой тряпкой и промойте для удаления остатков притирочной пасты.
ПРИТИРКА КЛАПАНОВ ДВИГАТЕЛЯ
Renault Megane 2. ПРИТИРКА КЛАПАНОВДВИГАТЕЛЯ
Кроме того, в продаже имеются готовые ручные держатели клапана.
При отсутствии готовых приспособлений можно воспользоваться приспособлением, изготовленным по чертежу (рис. 5.11).
Вместо резинового шланга и хомутов можно приварить к стержню приспособления наконечник, в боковой стенке которого выполнено сквозное резьбовое отверстие, в которое ввернут болт для фиксации стержня клапана.
Кроме того, вам потребуются: притирочная паста, керосин, слабая пружина, по наружному диаметру проходящая в отверстие седла клапана.
1. Очистите клапан от нагара.

Рис 5.11. Приспособление для притирки клапанов:
1 — металлический стержень; 2 — резиновый шланг; 3 — винтовые хомуты
2. Нанесите на фаску клапана сплошной тонкий слой притирочной пасты.
3. Наденьте на стержень клапана предварительно подобранную пружину и вставьте клапан в направляющую втулку со стороны камеры сгорания, смазав стержень клапана слоем графитной смазки.
Графитная смазка предохраняет направляющую втулку от попадания в ее отверстия абразива из притирочной пасты и облегчает вращение клапана во время притирки.
4. Наденьте на стержень клапана приспособление для притирки клапанов (или с некоторым натягом резиновую трубку для соединения клапана с реверсивной дрелью).
5. Включив дрель на минимальную частоту вращения (в реверсивном режиме) или вращая приспособление (в случае ручной притирки) попеременно в обе стороны на пол-оборота, притрите клапан, периодически то прижимая его к седлу, то ослабляя усилие прижатия.
6. Притирайте клапан до появления на его фаске матово-серого непрерывного однотонного пояска шириной не менее 1,5 мм, при этом.

7. . на седле клапана после притирки также должен появиться блестящий поясок шириной не менее 1,5 мм.

8. После притирки тщательно протрите клапан и седло чистой тряпкой и промойте для удаления остатков притирочной пасты. Проверьте герметичность клапана, для чего установите его в головку с пружинами и сухарями. Затем положите головку набок и залейте керосин в тот канал, который закрыт клапаном. Если в течение 3 мин керосин не просочится в камеру сгорания, клапан герметичен.
Регулировка клапанов Renault Logan
Автомобили Renault Logan комплектуются силовыми агрегатами двух типов:

Периодичность регулировочных мероприятий
По рекомендациям производителя регулировать зазоры между рычагами и стержнями клапанов следует через каждые 80 тысяч пробега авто. Как показывает практика, заниматься обслуживанием двигателя приходится гораздо раньше – как только цифры на спидометре пройдут отметку в 60 тыс. км. Если же вы эксплуатируете Рено Логан с газобаллонным оборудованием, то периодичность регулировки уменьшается вдвое. Через каждые 30 тыс. км придётся заезжать на сервис и тратить время и деньги. Или же заниматься этим самостоятельно – процедура регулировки проста и под силу даже начинающим автолюбителям.
Зачем регулировать клапана и каким должен быть зазор
Автомобильный двигатель работает в сложном тепловом режиме, поэтому его детали подвержены температурному расширению. Наличие зазора между стержнем клапана и рычагом (коромыслом ) позволяет компенсировать изменение линейных размеров. При этом он не должен быть слишком большим, иначе клапан не будет полностью открываться. Цилиндры будут хуже наполняться горючей смесью, а отработанные газы не смогут вовремя покинуть камеру сгорания. В итоге двигатель не развивает полную мощность, а потребление топлива растёт.
При недостаточном зазоре клапан не закроется, что опять же влечёт за собой потерю мощности, неустойчивую работу силового агрегата и увеличенный расход бензина. И если для впускных клапанов подобная неприятность не влечёт неприятных последствий, то работающие в более сложных условиях выпускные клапаны и их сёдла подвергаются катастрофически быстрому износу.
По рекомендациям производителя зазор для впускных клапанов (они находятся со стороны воздушного коллектора) составляет 0.1-0.15 мм, а для выпускных – 0.25 — 0.3 мм. Если же процедура проводится после замены деталей газораспределительного механизма, то для новых выпускных клапанов оставляют зазор 0.2-0.25 мм. После того как их тарелки приработаются к сёдлам, параметры придут в норму.
Инструкция (фотоотчет) по регулировке клапанов на Renault Logan
Приступая к техническому обслуживанию двигателя, обязательно проверьте и отрегулируйте натяжение ремня ГРМ. Напоминаем, что проверку и выставление зазоров проводят только на холодном двигателе. В противном случае параметры завышаются, из-за чего вы получите неприятный стук и будете вынуждены всё переделывать.
В работе вам понадобятся:
Порядок регулировки клапанов
Притирку клапанов своими руками выполняют на снятой головке блока цилиндров. Для извлечения клапанов из направляющих втулок головки блока цилиндров необходимо снять пружины клапанов, сжав их специальным приспособлением и вынув из тарелок пружин сухари. Для притирки клапанов удобнее всего пользоваться специальным механическим приспособлением (реверсивной дрелью)
Кроме того, в продаже имеются готовые ручные держатели клапана.
При отсутствии готовых приспособлений можно воспользоваться приспособлением, изготовленным по чертежу (рис. 428).
Вместо резинового шланга и хомутов можно к стержню приспособления приварить наконечник, в боковой стенке которого выполнено сквозное резьбовое отверстие, в которое ввернут болт для фиксации стержня клапана.
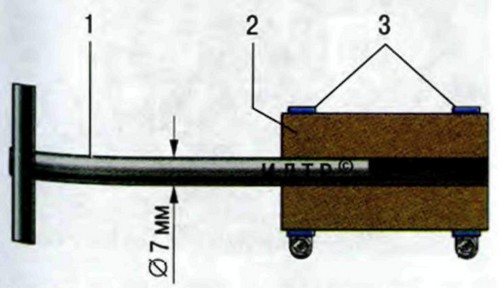
Рис. 428. Приспособление для притирки клапанов своими руками:
1 - металлический стержень; 2 - резиновый шланг; 3 - винтовые хомуты.
Кроме того, вам потребуются: притирочная паста, керосин, слабая пружина, по наружному диаметру проходящая в отверстие седла клапана.
1. Очистите клапан от нагара.
2. Нанесите на фаску клапана сплошной тонкий слой притирочной пасты.
3. Наденьте на стержень клапана предварительно подобранную пружину и вставьте клапан в направляющую втулку со стороны камеры сгорания, смазав стержень клапана слоем графитной смазки.
ПРИМЕЧАНИЕ
Графитная смазка предохраняет направляющую втулку от попадания в ее отверстия абразива из притирочной пасты и облегчает вращение клапана во время притирки.
4. Наденьте на стержень клапана приспособление для притирки клапанов (или с некоторым натягом резиновую трубку для соединения клапана с реверсивной дрелью).
5. Включив дрель на минимальную частоту вращения (в реверсивном режиме) или вращая приспособление (в случае ручной притирки) попеременно в обе стороны на пол-оборота, притрите клапан, периодически то прижимая его к седлу, то ослабляя усилие прижатия.
6. Притирайте клапан до появления на его фаске матово-серого непрерывного однотонного пояска шириной не менее 1,5 мм, при этом.
7. . на седле клапана после притирки также должен появиться блестящий поясок шириной не менее 1,5 мм.
Читайте также: