
Притирка клапанов форд фокус 2
Добавил пользователь Алексей Ф. Обновлено: 19.09.2024

Приветствую, решил самостоятельно ремонтировать двигатель 2.0 HE.Причиной послужило жор масла 300 грамм на 1000 км и повышенная компрессия 16 очков. я решил снять ГБЦ и заодно притереть клапана. подробная разборка и как правильно разобрать данный мотор напишу позже смотрите в бортавом журнале., Пишу это не для таких же умельцев а для тех кому это предстоит в первый раз. к сожалению очень мало инфы есть про 2.0 л мотор.
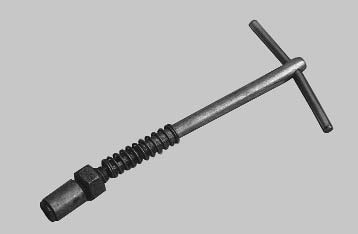
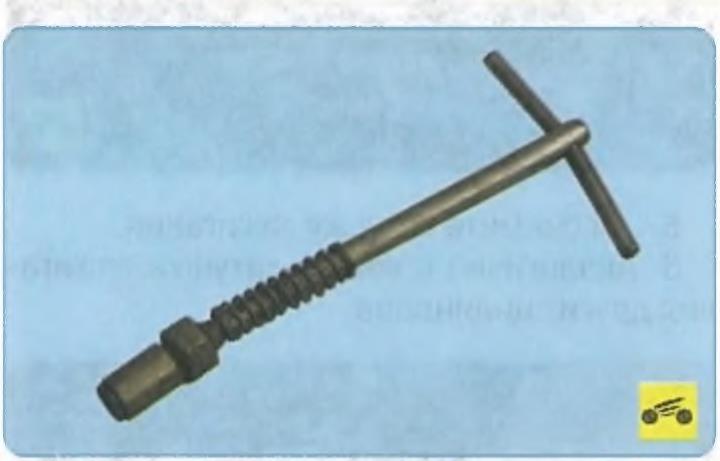
Сняв ГБЦ отмыв ее в керосине, и разобрав полностью, начал с притирки клапанов.Для притирки использовал порошок взятый на заводе (мелкозернистый) Т.к покупная паста продаваемая в магазине оставляет большие риски на клапане и притирка усложняется. Данный порошок я развел с маслом и наносил на кромку клапана предварительно смазав направляющую маслом. Паста нив коем случае не должна попасть на направляющую клапана, а иначе беда. для притирки клапанов использовал переделанное приспособление от ( классики)

. отверстие в родном приспособлении 7,5 мм мне на заводе переделали под 5,5 мм.

.Для притирки 16 клапанов мне понадобился целый день.

Притирать нужно пока на клапане и на седле не появится однородная матовая полоска. потом все клапана собираются с пружинами без масло съемных колпачков и со стороны коллекторов заливаем керосин ( керосин-самая текучая жидкость) и ждем 3 минуты. если вокруг клапана появилась сырость или капля керосина эти клапана нужно притирать еще.В идеале они должны в течении 3 минут не пропускать. Если все отлично разбираем головку моем от грязи и притирочного абразива.ставим масло съемные колпачки зеленого цвета на впускной коллектор а коричневые на выпускной.Далее ставим пружины с сухарями после установки сухарей через деревянную выколотку ударяем по пружине сверху чтобы сухари занели свое рабочее место и не выскочили на заведенном двигателе

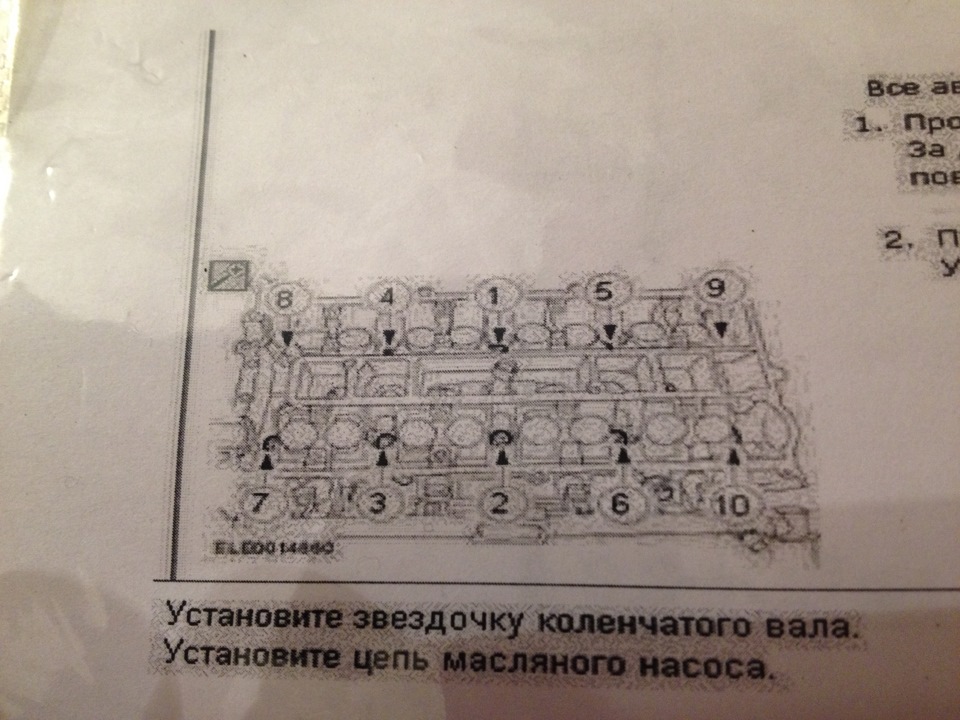
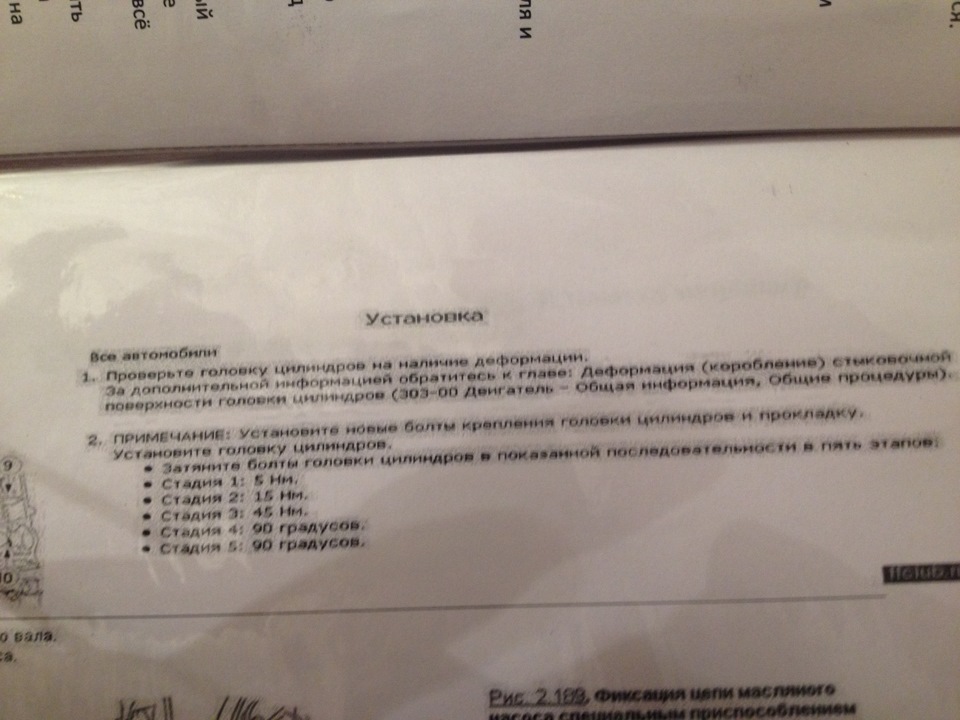
. Далее устанавливаем новую прокладку на блок цилиндров предварительно очистив его от остатков герметика со старой прокладки алюминиевой пластинкой (чтобы не оставить задиров на алюм блоке цилиндров. Ставим ГБЦ и желательно новые болты крепления ГБЦ т.к они могли вытянуться. затягиваем в ГБЦ в пять этапов. Перед установкой толкателей измеряем их толщину микрометром


пытаемся измерить до тысячных. Полученные значения записываем в таблицу. На обратной стороне толкателя есть 3 цифры указывающие толщину после запятой, т.е например 342 означает толщину 3.342 мм.

. ставим старые толкатели ставим распредвалы с бугелями, затягиваем
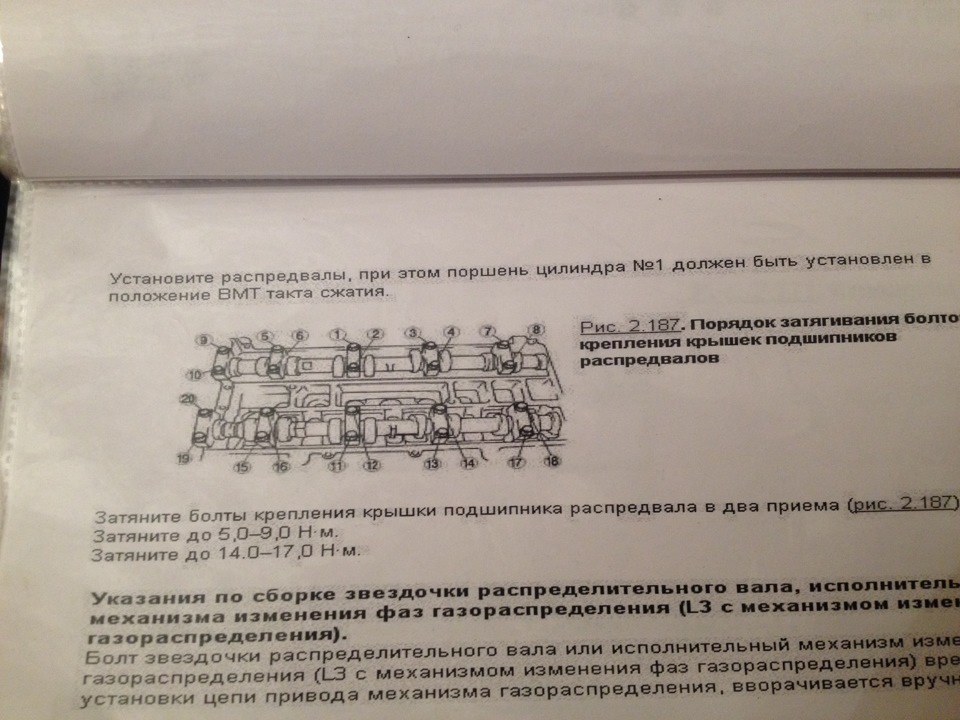
и измеряем тепловые зазоры в приводе клапанов. нужны щупы до 0.02 мм. Номинальный зазор должен быть для впускных 0.25 +- 0.03 для выпускных 0.3 +- 0.03 мм. Полученные зазоры записываем в таблицу. после чего высчитываем по формуле H=B+A-C где А значение измеренного зазора; В- толщина старого толкателя; С- номинальный зазор; Н- толщина нового толкателя. Потом полученные значения нужных толкателей сравниваем со своими и подбираем какие на какой клапан подходят. Из практики из 16 толкателей нужно докупить примерно 6 шт. средняя цена толкателей 500 рублей +- 200 рублей зависит от редкости его толщины. Вот такая таблица у меня получилась.

. Снимаем распредвалы и переставляем свои толкатели устанавливаем новые затягиваем опять распредвалы и на всякий случай проверяем еще раз зазоры.
Цена регулировки только клапанов на сто составляет 6000р цена покупаемых толкателей от 3300 до 4000 рублей.Как говорят на СТО если не произвести регулировку после 200000 км. прогарит клапан или поршень. По регламенту то регулировка производится через 160 тыс км. После регулировки двигатель работает очень тихо не слышно шума похожего на дизель. На счет расхода масла пока не знаю. Напишу позже после испытаний.Цена прокладки ГБЦ 1300 р Болты ГБЦ 1200 р

Кроме того, в продаже имеются готовые ручные держатели клапана.
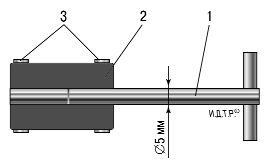
Рис. 5.17 . Приспособление для притирки клапанов: 1 – металлический стержень; 2 – резиновый шланг; 3 – винтовой хомут
При отсутствии готовых приспособлений можно воспользоваться приспособлением, изготовленным по чертежу (рис. 5.17).
Вместо резинового шланга и хомутов можно к стержню приспособления приварить наконечник, в боковой стенке которого выполнено сквозное резьбовое отверстие, в которое ввернут болт для фиксации стержня клапана.
Кроме того, вам потребуются: притирочная паста, керосин, слабая пружина, по наружному диаметру проходящая в отверстие седла клапана.
1. Очистите клапан от нагара.

2. Нанесите на фаску клапана сплошной тонкий слой притирочной пасты.
3. Наденьте на стержень клапана предварительно подобранную пружину и вставьте клапан в направляющую втулку со стороны камеры сгорания, смазав стержень клапана слоем графитной смазки.
Графитная смазка предохраняет направляющую втулку от попадания в ее отверстия абразива из притирочной пасты и облегчает вращение клапана во время притирки.
4. Наденьте на стержень клапана приспособление для притирки клапанов (или с некоторым натягом резиновую трубку для соединения клапана с реверсивной дрелью).
5. Включив дрель на минимальную частоту вращения (в реверсивном режиме) или вращая приспособление (в случае ручной притирки) попеременно в обе стороны на пол-оборота, притрите клапан, периодически то прижимая его к седлу, то ослабляя усилие прижатия.

При отсутствии какого-либо приспособления притереть клапан можно с помощью ластика, прижимая и проворачивая им клапан. Ослабляйте прижатие клапана, нажимая на торец его стержня другой рукой.


6. Притирайте клапан до появления на его фаске матово-серого непрерывного однотонного пояска шириной не менее 1,5 мм, при этом…
7. …на седле клапана после притирки также должен появиться блестящий поясок шириной не менее 1,5 мм.

8. После притирки тщательно протрите клапан и седло чистой тряпкой и промойте для удаления остатков притирочной пасты. Проверьте герметичность клапана, для чего установите его в головку с пружинами и сухарями. Затем положите головку набок и залейте керосин в тот канал, который закрыт клапаном. Если в течение 3 мин керосин не просочится в камеру сгорания, клапан герметичен.
Кроме того, в продаже имеются готовые ручные держатели клапана.
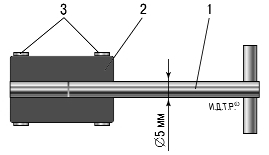
Рис. 5.11 . Приспособление для притирки клапанов: 1 – металлический стержень; 2 – резиновый шланг; 3 – винтовой хомут
При отсутствии готовых приспособлений можно воспользоваться приспособлением, изготовленным по чертежу (рис. 5.11).
Вместо резинового шланга и хомутов можно к стержню приспособления приварить наконечник, в боковой стенке которого выполнено сквозное резьбовое отверстие, в которое ввернут болт для фиксации стержня клапана.
Кроме того, вам потребуются: притирочная паста, керосин, слабая пружина, по наружному диаметру проходящая в отверстие седла клапана.
1. Очистите клапан от нагара.

2. Нанесите на фаску клапана сплошной тонкий слой притирочной пасты.
3. Наденьте на стержень клапана предварительно подобранную пружину и вставьте клапан в направляющую втулку со стороны камеры сгорания, смазав стержень клапана слоем графитной смазки.
Графитная смазка предохраняет направляющую втулку от попадания в ее отверстия абразива из притирочной пасты и облегчает вращение клапана во время притирки.
4. Наденьте на стержень клапана приспособление для притирки клапанов (или с некоторым натягом резиновую трубку для соединения клапана с реверсивной дрелью).
5. Включив дрель на минимальную частоту вращения (в реверсивном режиме) или вращая приспособление (в случае ручной притирки) попеременно в обе стороны на пол-оборота, притрите клапан, периодически то прижимая его к седлу, то ослабляя усилие прижатия.

При отсутствии какого-либо приспособления притереть клапан можно с помощью ластика, прижимая и проворачивая им клапан. Ослабляйте прижатие клапана, нажимая на торец его стержня другой рукой.


6. Притирайте клапан до появления на его фаске матово-серого непрерывного однотонного пояска шириной не менее 1,5 мм, при этом на седле клапана после притирки также должен появиться матовый поясок шириной не менее 1,5 мм.
7. После притирки тщательно протрите клапан и седло чистой тряпкой и промойте для удаления остатков притирочной пасты. Проверьте герметичность клапана, для чего установите его в головку с пружинами и сухарями. Затем положите головку набок и залейте керосин в тот канал, который закрыт клапаном. Если в течение 3 мин керосин не просочится в камеру сгорания, клапан герметичен.

Приветствую, решил самостоятельно ремонтировать двигатель 2.0 HE. Причиной послужило жор масла 300 грамм на 1000 км и повышенная компрессия 16 очков. Я решил снять ГБЦ и заодно притереть клапана. Подробная разборка и как правильно разобрать данный мотор напишу позже смотрите в бортавом журнале. Пишу это не для таких же умельцев а для тех кому это предстоит в первый раз. К сожалению очень мало информации есть про 2.0 л мотор.
Сняв ГБЦ отмыв ее в керосине, и разобрав полностью, начал с притирки клапанов. Для притирки использовал порошок взятый на заводе (мелкозернистый), так как покупная паста продаваемая в магазине оставляет большие риски на клапане и притирка усложняется. Данный порошок я развел с маслом и наносил на кромку клапана предварительно смазав направляющую маслом. Паста нивкоем случае не должна попасть на направляющую клапана, а иначе беда. для притирки клапанов использовал переделанное приспособление от ( классики).

Отверстие в родном приспособлении 7,5 мм мне на заводе переделали под 5,5 мм.

Для притирки 16 клапанов мне понадобился целый день.

Притирать нужно пока на клапане и на седле не появится однородная матовая полоска. Потом все клапаны собираются с пружинами без маслосъемных колпачков и со стороны коллекторов заливаем керосин ( керосин-самая текучая жидкость) и ждем 3 минуты. Если вокруг клапана появилась сырость или капля керосина эти клапаны нужно притирать еще. В идеале они должны в течении 3 минут не пропускать. Если все отлично разбираем головку моем от грязи и притирочного абразива. Ставим маслосъемные колпачки зеленого цвета на впускной коллектор а коричневые на выпускной. Далее ставим пружины с сухарями. После установки сухарей через деревянную выколотку ударяем по пружине сверху чтобы сухари занели свое рабочее место и не выскочили на заведенном двигателе.
Далее устанавливаем новую прокладку на блок цилиндров предварительно очистив его от остатков герметика со старой прокладки алюминиевой пластинкой (чтобы не оставить задиров на алюм. блоке цилиндров. Ставим ГБЦ и желательно новые болты крепления ГБЦ так как они могли вытянуться. Затягиваем в ГБЦ в пять этапов. Перед установкой толкателей измеряем их толщину микрометром пытаемся измерить до тысячных.


Полученные значения записываем в таблицу. На обратной стороне толкателя есть 3 цифры указывающие толщину после запятой, т.е например 342 означает толщину 3.342 мм.


Ставим старые толкатели, ставим распредвалы с бугелями, затягиваем
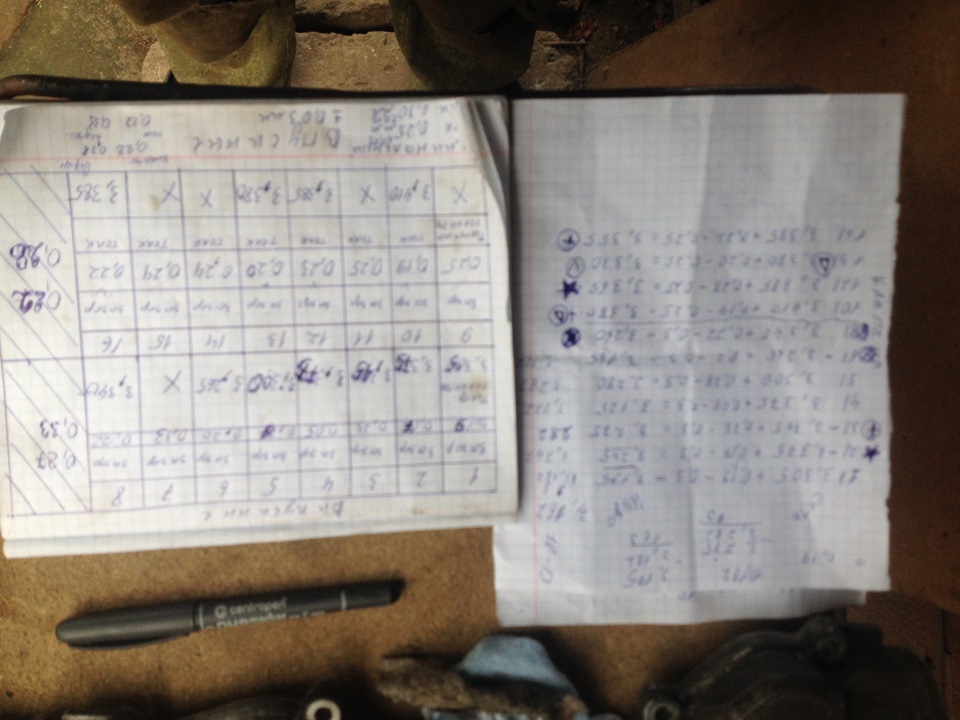
и измеряем тепловые зазоры в приводе клапанов, нужны щупы до 0.02 мм. Номинальный зазор должен быть для впускных 0.25 +- 0.03 для выпускных 0.3 +- 0.03 мм. Полученные зазоры записываем в таблицу, после чего высчитываем по формуле H=B+A-C где А значение измеренного зазора; В- толщина старого толкателя; С- номинальный зазор; Н- толщина нового толкателя. Потом полученные значения нужных толкателей сравниваем со своими и подбираем какие на какой клапан подходят. Из практики из 16 толкателей нужно докупить примерно 6 шт. Средняя цена толкателей 500 рублей +- 200 рублей зависит от редкости его толщины. Вот такая таблица у меня получилась.
Снимаем распредвалы и переставляем свои толкатели. Устанавливаем новые, затягиваем опять распредвалы и на всякий случай проверяем еще раз зазоры.
Цена регулировки только клапанов на сто составляет 6000р цена покупаемых толкателей от 3300 до 4000 рублей. Как говорят на СТО если не произвести регулировку после 200000 км. прогорит клапан или поршень. По регламенту то регулировка производится через 160 тыс км. После регулировки двигатель работает очень тихо не слышно шума похожего на дизель. На счет расхода масла пока не знаю. Напишу позже после испытаний. Цена прокладки ГБЦ 1300 р Болты ГБЦ 1200 р.
ПРИМЕЧАНИЕ
Работа показана на примере двигателя 1,6 л Duratec Ti-VCT. На двигателе 2,0 л Duratec Ti-VCT работа выполняется аналогично.
Притирку клапанов выполняют на снятой головке блока цилиндров. Для извлечения клапанов из направляющих втулок головки блока цилиндров необходимо снять пружины клапанов, сжав их специальным приспособлением и вынув из тарелок пружин сухари. Для притирки клапанов удобнее всего пользоваться специальным механическим приспособлением (реверсивной дрелью).
Кроме того, в продаже имеются готовые ручные держатели клапана.
При отсутствии готовых приспособлений можно воспользоваться приспособлением, изготовленным по чертежу (рис. 5.27).
Вместо резинового шланга и хомутов можно к стержню приспособления приварить наконечник, в боковой стенке которого выполнено сквозное резьбовое отверстие, в которое ввернут болт для фиксации стержня клапана.
Вам потребуются: притирочная паста, керосин, слабая пружина, по наружному диаметру проходящая в отверстие седла клапана.
1. Очистите клапан от нагара.

2. Нанесите на фаску клапана сплошной тонкий слой притирочной пасты.
3. Наденьте на стержень клапана предварительно подобранную пружину и вставьте клапан в направляющую втулку со стороны камеры сгорания, смазав стержень клапана слоем графитной смазки.

Рис. 5.27. Приспособление для притирки клапанов:
1 - металлический стержень; 2 - резиновый шланг; 3 - винтовые хомуты
ПРИМЕЧАНИЕ
Графитная смазка предохраняет направляющую втулку от попадания в ее отверстия абразива из притирочной пасты и облегчает вращение клапана во время притирки.
4. Наденьте на стержень клапана приспособление для притирки клапанов (или с некоторым натягом резиновую трубку для соединения клапана с реверсивной дрелью).
5. Включив дрель на минимальную частоту вращения (в реверсивном режиме) или вращая приспособление (в случае ручной притирки) попеременно в обе стороны на пол-оборота, притрите клапан, периодически то прижимая его к седлу, то ослабляя усилие прижатия.

6. Притирайте клапан до появления на его фаске матово-серого непрерывного однотонного пояска шириной не менее 1,5 мм, при этом.

7. . на седле клапана после притирки также должен появиться блестящий поясок шириной не менее 1,5 мм.
Читайте также: