
Маркировка вкладышей коленвала камаз 740 таблица
Добавил пользователь Алексей Ф. Обновлено: 20.09.2024
В применяемость коленчатых валов 740.62-1005020 упрочненных закалкой ТВЧ включены двигатели мощностью 320 л.с.: 740.51-320, 740.61-320. Добавлена комплектация 740.55-1005008 (ТВЧ) для двигателей Евро-2 мощностью до 320 л.с
В сентябре 2012г сняты с производства коленчатые валы 740.50-1005020 упрочненные азотированием, взамен которых поставляется новая модель 740.701005020 с двойным упрочнением: закалка ТВЧ коренных и шатунных шеек с последующим азотированием (патент Ru 2231565). Номера сборочных единиц при этом не изменились.
Исключен из номенклатуры коленчатый вал 740.35-1005020 фактически не производившийся. В связи с этим аннулированы комплектации на базе вала 740.35-1005020 (см таблицу 1).
Таблица замены аннулированных комплектаций коленчатого вала (Таблица 1).
Комплектация для замены
Добавлены обозначения ремонтных полуколец упорного подшипника коленчатого вала (таблица 12).
2. Комплектность поставки
Рис. 1. Сборочные чертежи коленчатых валов для двигателей Евро-0, Евро-1 и Евро-2, в комплектации с фланцем или гидромуфтой (а) и шлицевым приводом (б), собранных на базе вала 740.13-1005020.

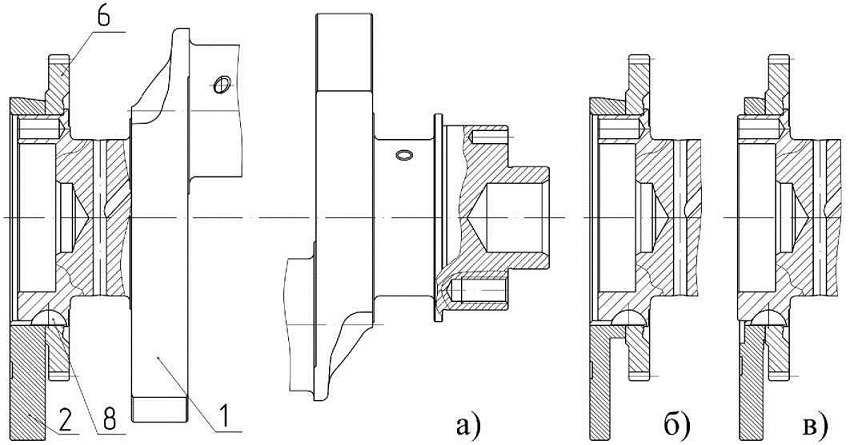
Рис.3. Сборочный чертеж коленчатых валов двигателей Евро-2, собранных на базе валов 740.70-1005020, 740.62-1005020 (а) и 740.30-1005020 (б, в).
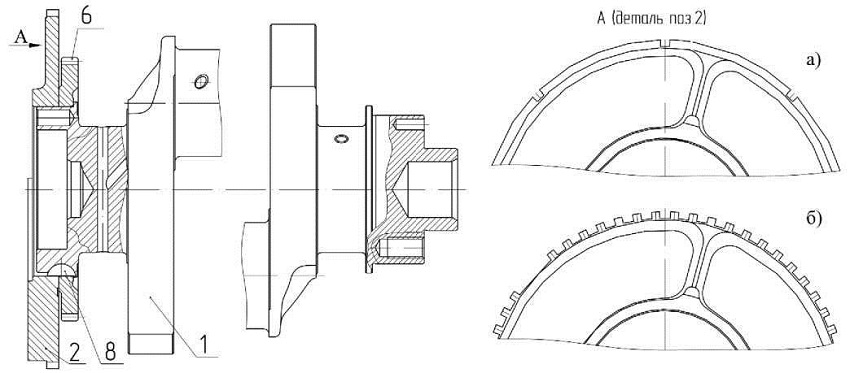
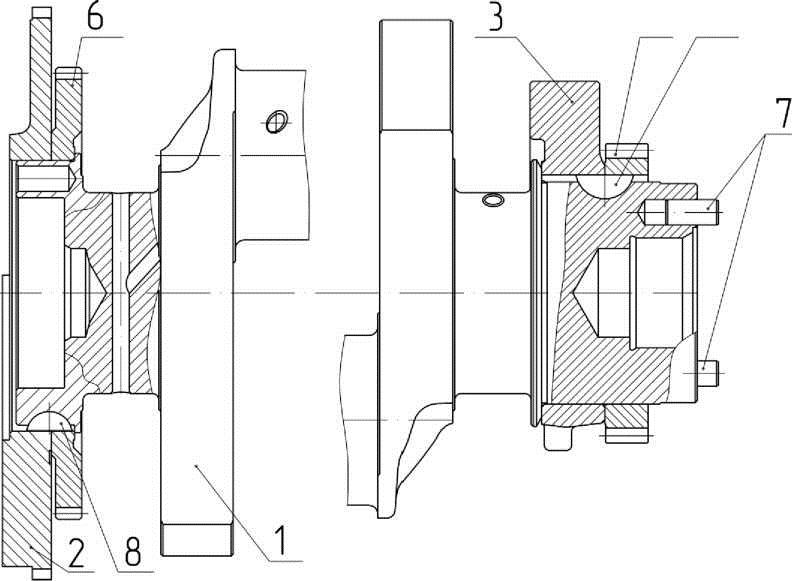
Рис.5. Сборочный чертеж коленчатого вала двигателя 740.65-240, собранного на базе вала 740.65-1005020
3. Применяемость коленчатых валов на двигателях
3.1. Двигатели Евро-0 (740.10, 7403.10, 7408)
Применяемость коленчатых валов в сборе приведена в таблице 2.
Автомобильная комплектация - ось вентилятора располагается соосно оси вращения коленчатого вала (в комплекте с гидромуфтой).
Автобусная или специальная комплектация - ось вентилятора располагается выше оси вращения коленчатого вала (в комплекте с фланцем отбора мощности).
Автобусная комплектация двигателя 7408 - ось вентилятора располагается выше оси вращения коленчатого вала (в комплекте с фланцем отбора мощности и задним расположением масляного насоса - со стороны маховика).
3.2. Двигатели Евро-1 (740.11-240, 740.13-260)
Применяемость коленчатых валов в сборе приведена в таблице 3.
Автомобильная комплектация - ось вентилятора располагается соосно оси вращения коленчатого вала (в комплекте с гидромуфтой).
Комплектация со шлицевым передним отбором мощности
Применяемость коленчатых валов в сборе приведена в таблице 4.
шлицевым передним отбором мощности (автомобильная комплектация - вентилятор сосен с осью коленчатого вала).
с фланцем отбора мощности (автобусная или специальная комплектация - ось вентилятора располагается выше оси вращения коленчатого вала).
3.4. Двигатели Евро-2 с ходом поршня 130 мм. (740.50-360, 740.51-320 , 740.35400, 740.37-400).
Применяемость коленчатых валов в сборе приведена в таблице 5.
Двигатели для стационарных электростанций
С фланцем отбора мощности и ТА с механическим управлением
Со шлицевым передним отбором мощности и ТА с механическим управлением
Со шлицевым передним отбором мощности и ТА с электронным управлением
3.5. Двигатели Евро-3 (740.60-360, 740.61-320, 740.62-280, 740.63-400, 740.64-420 740.65-240)
Применяемость коленчатых валов в сборе приведена в таблице 6
с ТА с электронным управлением
с ТА с электронным управлением
3.6. Газовые двигатели (820.52-260, 820.53-260, 820.60-260, 820.61-260).
Применяемость коленчатых валов в сборе приведена в табл.7.
n nom = 2200 мин-1
4. Техническое описание
Коленчатые валы двигателей КАМАЗ изготовлены из высококачественной легированной стали 42ХМФА ТУ 14-1-5520-2005 и имеют пять коренных и четыре шатунных шейки, связанные щеками и сопряженные переходными галтелями. Для равномерного чередования рабочих ходов шатунные шейки коленчатого вала расположены под углом 90°.
Конструктивные особенности коленчатых валов (Таблица 8)
Для упрочнения коленчатых валов могут быть использованы следующие технологии:
1. Азотирование на глубину 0,25. 0,3 мм, твердость упрочненного слоя не менее 600 HV (в настоящее время как отдельный вид упрочнения не применяется).
2. Закалка ТВЧ коренных и шатунных шеек, включая переходные галтели, на глубину 2,5..5,5 мм., твердость упрочненного слоя 52.62 HRC.
Комбинированное упрочнение: закалка ТВЧ с последующим азотированием на глубину 0,25.0,3 мм, твердость упрочненного слоя не менее 600 HV; Основные конструктивные параметры коленчатых валов, определяющие их применяемость, приведены в таблице 8.
5. Маркировка и клеймение
- серийный номер вала - на обработанной поверхности третьего противовеса;
- дата изготовления поковки - на боковой поверхности 4-го противовеса: первые две цифры - год, третий символ из перечисления - порядковый номер месяца (например, 09Н - ноябрь 2009г, 085 - май 2008 г.);
6. Установка коленчатых валов
1. Перед установкой коленчатого вала поз.1 (рис.1-5) крышки коренных подшипников поз.2 (Рис.7) должны быть демонтированы из блока цилиндров. Сначала отпускаются стяжные болты поз.4 и 5, а затем в два приема болты крепления крышек поз.3.
2. Подобрать вкладыши коренных подшипников согласно приложению 2, исходя из диаметров коренных шеек вала и диаметра расточки под вкладыши в блоке цилиндров.
3. Подобрать упорные полукольца согласно табл. 10, исходя из ширины пятой коренной шейки коленчатого вала и ширины 5-й коренной опоры блока цилиндров.
4. Проверить вкладыши, постели блока, установить последовательно верхние вкладыши коренных подшипников в постели блока цилиндров и нижние вкладыши коренных подшипников в крышки. При установке вкладышей необходимо совместить выступы вкладышей с пазами в постелях блока и крышках соответственно.
5. Смазать вкладыши коренных подшипников моторным маслом согласно химмо- тологической карты на двигатель.
6. Установить коленчатый вал на двигатель.
7. Установить нижние и верхние полукольца упорного подшипника коленчатого вала в выточках на пятой опоре, таким образом, чтобы сторона с канавками прилегала к упорным торцам вала. После установки необходимо проверить наличие осевого зазора в упорном подшипнике.
8. Тщательно очистить и смазать моторным маслом резьбу в отверстиях блока и на болтах, избыток масла удалить.
9. Плотно и без перекосов установить крышки коренных опор по посадочным поверхностям. При установке крышек поз. 2 (рис.7) соблюдать совпадение порядкового номера крышки (выбитым на нижней поверхности) с порядковым номером опор блока. Нумерация опор на блоке начинается от переднего торца блока (со стороны вентилятора).
10. Затянуть болты в следующей последовательности:
- вставить в отверстия крышек коренных опор болты поз.3 с шайбами и завернуть на 1. 2 оборота;
- затянуть в два приема болты крепления крышек поз.3 с опережением затяжки правого ряда не менее 1 с. Предварительно - крутящим моментом 95. 120 Н*м (9,6 . 12 кгс*м), окончательно - крутящим моментом 275. 295 Н*м (28. 30 кгс*м)10;
- ввернуть и затянуть стяжные болты поз.4 и 5 крутящим моментом 147. 167 Н*м (15. 17 кгс*м) (Для болтов 7482.1005158 /159 с диаметром резьбы М16. Стяжные болты 740.1005158 /159 (М12) в блоках старой конструкции затягивать крутящим моментом 8,2_9,2 кгс*м. В 2013г планируется внедрение стяжных болтов 740.60-1005158 / 159 с диаметром резьбы М14 момент затяжки которых составляет 15. 17 кгс*м.);
- при затяжке болтов сопротивление должно нарастать плавно без рывков;
- затяжку болтов поз.3 контролировать замером моментов при заворачивании частично отвернутых болтов до положения, в котором они находились до контроля. При этом момент должен находиться в пределах 270. 280 Н* м
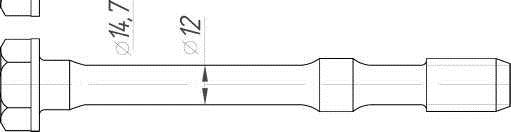
Для болтов 7482.1005158 /159 с диаметром резьбы М16. Стяжные болты 740.1005158 /159(М12) в блоках старой конструкции затягивать крутящим моментом 8,2…9,2 кгc*м. В 2013г планируется внедрение стяжных болтов 740.60-1005158 / 159 с диаметром резьбы М14 момент затяжки которых составляет 15. 17 кгс*м. (27,5. 29,5 кгс*м). Допускается затяжку болтов контролировать, затягивая частично отвернутые болты с моментом 285 Н*м (28 кгс*м). При этом угловое отклонение от исходного положения должно находиться в пределах от минус 9° до +4°.
11.Измерить осевой зазор коленчатого вала. Допустимое значение (0,1…0,2) мм. При необходимости осевой зазор отрегулировать установкой полуколец упорного подшипника другой толщины.
12.По окончании затяжки болтов поз.3, 4 и 5 момент сопротивления провороту коленчатого вала не должен превышать 10 Н*м (1,0 кгс*м).
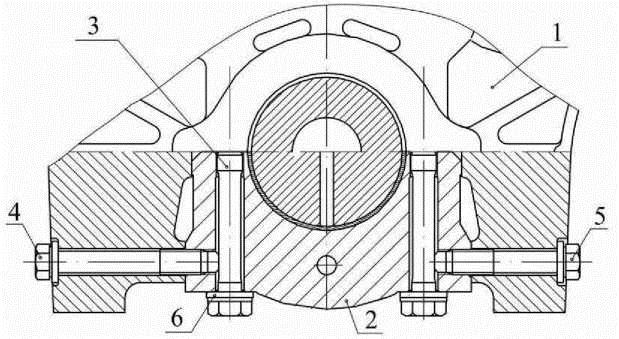
2.Крышка коренной опоры.
3.Болт крепления коренной опоры.
4.Стяжной болт (правый).
5.Стяжной болт (левый).
7. Применяемые вкладыши подшипников скольжения и полукольца упорного подшипника.
Сертифицированными по положительным результатам проведенных испытаний считаются следующие производители:
1. С применением традиционной технологии нанесения рабочего покрытия (гальваника):
2. С применением ионно-вакуумной технологии нанесения рабочего покрытия (PVD):
Вкладыши подшипника коленчатого вала
Вкладыши нижней головки шатуна
Традиционная технология нанесения рабочего покрытия (гальваника)
Ионно-вакуумная технология нанесения рабочего покрытия (PVD)
Ширина 5-й опоры блока (мм)
Ширина 5-й коренной шейки (мм)
8. Проведение ремонтных работ
Основные моменты, касающиеся восстановления и ремонта коленчатых валов, на которые необходимо обратить внимание, следующие:
- форма галтелей после перешлифовки шеек (переход от шейки вала к щеке выполненный в виде радиуса) должна быть плавной, кромки, подрезы, ступени и риски не допускаются;
- при замене коленчатого вала с использованием противовесов, спрессованных с вала, вышедшего из строя, повторная балансировка не требуется, так как при изготовлении все детали двигателя (коленчатые валы, противовесы, маховики, шкивы) балансируются раздельно;
- установка на двигатель противовесов и маховиков от двигателей других моделей не допускается;
- правка коленчатого вала не допускается. Устранять прогиб коленчатого вала следует только перешлифовкой шеек в ремонтный размер;
- сборку коленчатого вала с шестернями и противовесами по прессовой посадке следует производить с нагревом последних, в соответствии с требованиями сборочного чертежа на ремонтный коленчатый вал. Запрессовка не допускается.
- вместе с коленчатым валом подлежат замене следующие сопряженные с ним детали: вкладыши коренной опоры и нижней головки шатуна, упорные полукольца.
Ремонтопригодность коленчатых валов.
Технология упрочнения коренных и шатунных шеек
Допускается ремонтная перешлифовка коренных и шатунных шеек с уменьшением диаметров коренных шеек до 093мм., шатунных шеек до 078мм.
Допускается ремонтная перешлифовка коренных и шатунных шеек с уменьшением диаметров коренных шеек до 094,75 мм., шатунных шеек до 079,75 мм. При ремонте с дальнейшим уменьшением диаметров необходимо проведение повторного азотирования.
1. Перед установкой коленчатого вала поз.1 (рис. 1-5) крышки коренных подшипников поз.2 (Рис.7) должны быть демонтированы из блока цилиндров. Сначала отпускаются стяжные болты поз.4 и 5, а затем в два приема болты крепления крышек поз.З.
2. Подобрать вкладыши коренных подшипников согласно приложению 2, исходя из диаметров коренных шеек вала и диаметра расточки под вкладыши в блоке цилиндров.
3. Подобрать упорные полукольца согласно табл. 11, исходя из ширины пятой коренной шейки коленчатого вала и ширины 5-й коренной опоры блока цилиндров.
4. Проверить вкладыши, постели блока, установить последовательно верхние вкладыши коренных подшипников в постели блока цилиндров и нижние вкладыши коренных подшипников в крышки. При установке вкладышей необходимо совместить выступы вкладышей с пазами в постелях блока и крышках соответственно.
5. Смазать вкладыши коренных подшипников моторным маслом согласно химмотологической карты на двигатель.
6. Установить коленчатый вал на двигатель.
7. Установить нижние и верхние полукольца упорного подшипника коленчатого вала в выточках на пятой опоре, таким образом, чтобы сторона с канавками прилегала к упорным торцам вала. После установки необходимо проверить наличие осевого зазора в упорном подшипнике.
8. Тщательно очистить и смазать моторным маслом резьбу в отверстиях блока и на болтах, избыток масла удалить.
9. Плотно и без перекосов установить крышки коренных опор по посадочным поверхностям. При установке крышек поз. 2 (рис.7) соблюдать совпадение порядкового номера крышки (выбитым на нижней поверхности) с порядковым номером опор блока. Нумерация опор на блоке начинается от переднего торца блока (со стороны вентилятора).
10. Затянуть болты в следующей последовательности:
- вставить в отверстия крышек коренных опор болты поз.З с шайбами и завернуть на 1. 2 оборота;
-ввернуть и затянуть стяжные болты поз.4 и 5 крутящим моментом от 147 до 167 Н-м (от 15 до 17 кгс-м) 12 ;
-при затяжке болтов сопротивление должно нарастать плавно без рывков;
10. Затяжку болтов поз.З контролировать замером моментов при заворачивании частично отвернутых болтов до положения, в котором они находились до контроля. При этом момент должен находиться в пределах от 242 до 309 Н-м (от 24,5 до 31,5 кгс-м).
11. Измерить осевой зазор коленчатого вала. Допустимое значение от 0,1 до 0,2 мм. При необходимости осевой зазор отрегулировать установкой полуколец упорного подшипника другой толщины.
12. По окончании затяжки болтов поз.З, 4 и 5 момент сопротивления проворо-ту коленчатого вала не должен превышать 10 Н-м (1,0 кгс-м).
Рис.7. Установка крышек коренных опор.
1. Блок цилиндров.
2. Крышка коренной опоры.
3. Болт крепления коренной опоры.
4. Стяжной болт (правый 6 ).
5. Стяжной болт (левый).
7. Применяемые вкладыши подшипников скольжения и полукольца упорного подшипника.
- на форсированных моделях двигателей, с целью обеспечения их ресурса, применяются вкладыши (верхний шатунный и нижний коренной) с рабочими покрытиями, обладающими повышенной нагрузочной способностью:
- G199 - наносится технологии ионно-плазменного напыления (PVD - покрытие), применяется на двигателях мощностью 400 л.с. и более;
- G188, P4N - гальванические покрытия с повышенной износостойкостью и нагрузочной способностью, устанавливаются на двигатели Евро-3. Евро-5 мощностью 260.. .360 л.с.
Сопряженные с ними вкладыши (верхний коренной и нижний шатунный вкладыши) имеют традиционное гальваническое покрытие на основе свинца и олова. Перестановка местами геометрически подобных верхнего и нижнего шатунных вкладышей не допустима. Отличительными признаки верхнего шатунного вкладыша являются оригинальный номер детали (маркировка на тыльной стороне вкладыша - см. табл. 10), а также цветная или черная полоса у одного из торцов.
- одновременная установка на двигатель вкладышей от различных производителей не рекомендуется, а для сопряженных вкладышей (устанавливаемых на одну шейку вала) недопустима.
Таблица 10. Обозначения вкладышей (номинального размера) рекомендуемых
к установке на двигатели КАМАЗ
Вкладыши коренных подшипников коленчатого вала
Вкладыши нижней головки шатуна
1. Вкладыши с традиционным гальваническим покрытием PbSnCu. Устанавливаются на двигатели экологических классов Евро-0, 1, 2 (кроме моделей 740.35-400, 740.37-400, 740.354-450)
БЛОК ЦИЛИНДРОВ является основной корпусной деталью двигателя и представляет собой отливку из чугуна.
Блок цилиндров двигателя составляют два ряда полублоков под гильзы цилиндров, расположенных V-образно под углом 90° один к другому и представляющих одно целое с верхней частью картера.
Левый ряд расточек под гильзы смещен относительно правого вперед (к вентилятору) на 29,5 мм, что обусловлено установкой двух шатунов на каждую шатунную шейку коленчатого вала.
Каждая расточка имеет по два соосных цилиндрических пояса, выполненных в верхней и нижней частях полублоков, по которым центрируется гильза цилиндра, и выточку в верхнем поясе, образующую кольцевую площадку под бурт гильзы.
На нижнем поясе выполнены две канавки под уплотнительные кольца, которые предотвращают попадание охлаждающей жидкости из полости охлаждения блока в полость масляного картера двигателя.
Бобышки отверстий под болты крепления головок цилиндров выполнены в виде приливов к поперечным стенкам, образующим рубашку охлаждения, и равномерно распределены вокруг каждого цилиндра.
Поперечные перегородки в нижней части блока цилиндров заканчиваются толстостенными арками, образующими коренные опоры коленчатого вала, к обработанным площадкам которых крепятся крышки коренных подшипников.
Расточка блока цилиндров под вкладыши коренных подшипников производится в сборе с крышками, поэтому крышки коренных подшипников не взаимозаменяемы и устанавливаются в строго определенном положении. На каждой крышке нанесен порядковый номер опоры, нумерация которых начинается с переднего торца блока.
В картерной части развала блока цилиндров в виде бобышек выполнены направляющие толкателей клапанов. Ближе к заднему торцу, между четвертым и восьмым цилиндрами, для улучшения циркуляции охлаждающей жидкости, выполнена перепускная труба полости охлаждения. Одновременно она придает блоку еще и дополнительную жесткость. Параллельно оси расточек под подшипники коленчатого вала выполнены расточки под втулки распределительного вала. Ниже расточек под уплотнительные кольца гильз цилиндров прилиты бобышки под форсунки охлаждения поршней.
Двигатели КАМАЗ комплектуются различными вариантами системы питания топливом (см. табл. 1): V-образным ТНВД фирмы "ЯЗДА" или рядным ТНВД фирмы "BOSCH".
Поэтому установочные постели и резьбовые отверстия на блоке цилиндров выполнены под конкретное исполнение ТНВД.
ГИЛЬЗЫ ЦИЛИНДРОВ (рисунок 7) "мокрого" типа, легкосъемные, имеют маркировку 740.51-1002021 на поверхности заходного конуса нижнего направляющего пояска.

Рисунок 7 - Установка гильзы цилиндра и уплотнительных колец:
1 - трубка форсунки; 2 - корпус форсунки охлаждения поршня; 3 - корпус клапана; 4 - кольцо уплотнительное гильзы нижнее; 5 - кольцо уплотнительное верхнее; 6 - гильза цилиндра; 7 - блок цилиндров.
Гильза цилиндра 6 изготавливается из серого специального чугуна, не подвергаемого термообработке в процессе изготовления, и отличается от гильз, не имеющих указанной маркировки. Установка на двигатели гильз без указанной маркировки не допускается.
В соединении гильза - блок цилиндров полость охлаждения уплотнена резиновыми кольцами круглого сечения. В верхней части установлено кольцо 5 в проточке гильзы, в нижней части - два кольца 4 в расточки блока цилиндров.
Микрорельеф на зеркале гильзы представляет собой редкую сетку впадин и площадок с мелкими рисками под углом к оси гильзы. При работе двигателя масло удерживается во впадинах, что улучшает прирабатываемость деталей цилиндропоршневой группы.
При сборке двигателя на нерабочем выступе торца гильзы наносятся номер цилиндра и индекс варианта исполнения поршня. При ремонте двигателя с заменой гильз цилиндров и поршней допустима установка новых гильз без нанесения номера цилиндра и индекса варианта исполнения поршня, поршень должен соответствовать указанному исполнению, либо должен быть проверен надпоршневой зазор.
ПРИВОД АГРЕГАТОВ (рисунок 8) осуществляется прямозубыми шестернями и служит для привода механизма газораспределения, топливного насоса высокого давления (ТНВД), компрессора и насоса рулевого усилителя изделия.
Механизм газораспределения приводится в действие от ведущей шестерни 10 (с модулем зуба 4,5 мм), закрепленной на хвостовике коленчатого вала, через блок промежуточных шестерен, которые вращаются на двух рядах роликов 3, разделённых промежуточной втулкой 4 и расположенных на оси 1, закреплённой на заднем торце блока цилиндров.
На хвостовик распределительного вала напрессована шестерня 16 (с модулем зуба 3 мм), угловое расположение которой относительно кулачков вала определяется шпонкой.
Шестерня 15 установлена на вал 13 привода ТНВД с натягом и ориентируется шпонкой 14.
Привод ТНВД осуществляется от шестерни 15, находящейся в зацеплении с шестерней 16 распределительного вала. С шестерней привода ТНВД находятся в зацеплении шестерни привода компрессора и насоса рулевого усилителя изделия.

Рисунок 8 - Привод агрегатов:
1 - ось ведущей шестерни привода распределительного вала; 2 - болт крепления оси; 3 - роликидиаметром 5,5x15,8 в количестве 60 шт.; 4 - втулка промежуточная; 5 - шестерня ведущая; 6, 14 - шпонки; 7 - шайба упорная; 8 - шайба замковая; 9 - болт крепления насыпного подшипника; 10 - ведущая шестерня коленчатого вала; 11 - шестерня промежуточная; 12, 17 - шарикоподшипники; 13 - вал привода ТНВД; 15 - шестерня привода ТНВД; 16 - шестерня привода распределительного вала; 18 - втулка; 19 - распределительный вал.
К заднему торцу блока цилиндров крепится картер агрегатов. В верхней части картера агрегатов есть расточки, в которые могут устанавливаться компрессор и насос рулевого усилителя изделия. По бокам картера агрегатов выполнены бобышки с отверстиями для слива масла из турбокомпрессоров и под указатель уровня масла.
Привод агрегатов закрыт картером маховика, закреплённым к заднему торцу блока цилиндров через картер агрегатов.
В верхней части картера агрегатов и картера маховика слева выполнен прилив, предназначенный для установки коробки отбора мощности (КОМ). В случае отсутствия КОМ внутренние поверхности прилива не обрабатываются.
На картере маховика справа предусмотрено место под фиксатор маховика, применяемый для установки и регулирования угла опережения впрыскивания топлива, а также для регулирования тепловых зазоров в механизме газораспределения и фиксации маховика при отворачивании болтов крепления маховика во время проведения ремонтных работ. Ручка фиксатора при эксплуатации двигателя должна находиться в верхнем положении. В нижнее положение ее переводят при регулировочных и ремонтных работах, в этом случае фиксатор находится в зацеплении с маховиком.
В картере маховика выполнены расточки для установки стартера, манжеты коленчатого вала и, если это предусмотрено конструкцией, корпуса заднего подшипника вала привода ТНВД и датчика оборотов коленчатого вала.
На нижнем фланце картера маховика предусмотрен люк для проворота коленчатого вала при проведении регулировочных и ремонтных работ.
КОЛЕНЧАТЫЙ ВАЛ (рисунок 9) изготавливается из высококачественной стали с упрочнением методом карбонитрирования или азотирования. Для двигателей мощностью до 320 л.с. включительно допускается применение валов упрочненных токами высокой частоты. Валы имеют пять коренных и четыре шатунных шейки, связанные щеками и сопряженные с ними переходными галтелями. Для равномерного чередования рабочих ходов шатунные шейки коленчатого вала расположены под углом 90°.
На каждой шатунной шейке установлены по два шатуна 5 (рисунок 11) - один для правого и один для левого рядов цилиндров.
Подвод масла к шатунным шейкам производится через отверстия 5 (рисунок 9) в коренных и отверстия 4 в шатунных шейках.

Рисунок 9 - Коленчатый вал:
1 - противовес; 2 - шестерня привода масляного насоса; 3 - шпонка; 4 - отверстия подвода масла к шатунным подшипникам; 5 - отверстия подвода масла к коренным подшипникам.
На хвостовике коленчатого вала выполнена шейка 20, по которой центрируется шестерня 3 (с модулем зуба 4,5 мм) привода газораспределительного механизма и маховик 1, на носок коленчатого вала напрессована шестерня 2 (рисунок 9) привода масляного насоса. Шестерня привода масляного насоса двигателей с номинальной частотой вращения коленчатого вала 1900 мин -1 отличается от шестерни двигателей с номинальной частотой вращения 2200 мин -1 количеством зубьев (69 и 64 зуба соответственно).
На торце хвостовика коленчатого вала выполнено десять резьбовых отверстий М16x1,5-6Н для крепления маховика и шестерни коленчатого вала, на торце носка коленчатого вала выполнено восемь резьбовых отверстий М12х1,25-6Н для крепления гасителя крутильных колебаний и полумуфты отбора мощности.
От осевых перемещений коленчатый вал зафиксирован верхними 7 (рисунок 12) и нижними 10 полукольцами, установленными в проточках задней коренной опоры блока цилиндров, так, что сторона с канавками прилегает к упорным торцам вала.
Уплотнение коленчатого вала осуществляется манжетой 12 безпружинной конструкции с уплотнительным элементом из PTFE (модифицированный фторопласт).
Диаметры шеек коленчатого вала:
- коренных - (95±0,015) мм;
- шатунных - (80±0,015) мм.
Маркировка коленчатого вала, выполненная в поковке на третьем противовесе, должна быть 740.50-1005020.
ВКЛАДЫШИ КОРЕННЫХ И ШАТУННЫХ ПОДШИПНИКОВ (рисунки 11 и 12) изготовлены из стальной ленты, покрытой слоями свинцовистой бронзы, свинцовооловянистого сплава и олова.
Верхние 8 (рисунок 12) и нижние 9 вкладыши коренных подшипников не взаимозаменяемы. Верхние вкладыши отличаются от нижних наличием отверстия для подвода масла и кольцевой канавки для его распределения. Вкладыши 9 (рисунок 11) нижней головки шатуна взаимозаменяемы. От проворачивания и бокового смещения вкладыши фиксируются выступами (усами), входящими в пазы, предусмотренные в постелях блока и шатуна, а также крышках подшипников.
В связи с высокими удельными нагрузками, действующими на подшипники в двигателях нового поколения, вкладыши имеют конструктивные отличия от ранее выпускаемых, направленные на повышение их работоспособности, при этом изменена маркировка вкладышей на 740.60-1004058 (шатунные), 740.60-1005170 и 740.60-1005171 (коренные).
При ремонте коленчатого вала допускается перешлифовка коренных и шатунных шеек с уменьшением их диаметров на 0,25 мм и применением соответствующих ремонтных типоразмеров коренных и шатунных вкладышей (см. приложение Б и В).
Пределы допусков диаметров шеек ремонтного коленчатого вала при восстановлении двигателя должны быть такими же, как у диаметров шеек нового коленчатого вала.
Клеймо ремонтного размера нанесено на тыльной стороне вкладыша.
При шлифовке коленчатого вала по коренным шейкам до диаметра менее 94,5 мм или по шатунным шейкам до диаметра менее 79,5 мм, необходимо коленчатый вал подвергнуть повторному азотированию по специальной технологии.
НЕ РЕКОМЕНДУЕТСЯ ЗАМЕНА ВКЛАДЫШЕЙ ПРИ РЕМОНТЕ НА ВКЛАДЫШИ С МАРКИРОВКОЙ 740, ТАК КАК ПРИ ЭТОМ ПРОИЗОЙДЕТ СУЩЕСТВЕННОЕ СОКРАЩЕНИЕ РЕСУРСА ДВИГАТЕЛЯ! ДОПУСТИМО ПРИМЕНЕНИЕ ВКЛАДЫШЕЙ НОМИНАЛЬНОГО И РЕМОНТНОГО ТИПОРАЗМЕРОВ С МАРКИРОВКОЙ 7405.

Рисунок 10 - Установка крышек подшипников коленчатого вала:
1 - крышка подшипника; 2 - коленчатый вал; 3 - болт крепления крышки; 4 - болт стяжной крепления крышки подшипника левый; 5 - болт стяжной подшипника правый; 6 - шайба; 7 - блок цилиндров.
КРЫШКИКОРЕННЫХ ПОДШИПНИКОВ 1 (рисунок 10) изготовлены из высокопрочного чугуна.
Крепление крышек осуществляется с помощью вертикальных коренных 3 и горизонтальных стяжных 4 и 5 болтов, которые затягиваются по определенной схеме с регламентированным моментом (см. приложение А).
Кроме того, крышка пятой коренной опоры центрируется в продольном направлении двумя вертикальными штифтами, обеспечивающими точность совпадения расточек под упорные полу кольца коленчатого вала на блоке и на крышках.
Для удобства снятия крышек коренных подшипников при ремонте, они имеют отверстия для съемника.
ШАТУН (рисунок 11) стальной, кованый, стержень 5 имеет двутавровое сечение. Верхняя головка шатуна неразъемная, нижняя выполнена с прямым разъемом и плоским стыком. В верхнюю головку шатуна запрессована сталебронзовая втулка 10, а в нижнюю установлены сменные вкладыши 9.
Для точной посадки вкладышей подшипника в нижнюю головку, шатун окончательно обрабатывают в сборе с крышкой 8, поэтому крышки шатунов не взаимозаменяемы.

Рисунок 11 - Поршень с кольцами в сборе с шатуном:
1 - поршень; 2,3 - компрессионные кольца; 4 - масло съемное кольцо; 5 - стержень шатуна; 6 - болт крепления крышки шатуна; 7 - гайка болта крепления крышки ша туна 8 - крышка шатуна; 9 - вкладыш нижнеи головки шатуна; 10 - втулка верхней головки шатуна; 1 1 - палец; 12 - стопорное кольцо.
Крышка нижней головки шатуна крепится с помощью гаек 7, навернутых на болты 6, предварительно запрессованные в стержень шатуна. Затяжка шатунных болтов осуществляется по схеме с регламентированным моментом (см. приложение А).
На крышке и стержне шатуна нанесены метки спаренности - трехзначные порядковые номера. Кроме того, на крышке шатуна выбит порядковый номер цилиндра двигателя.
ПОРШЕНЬ 1 (рисунок 11) отлит из алюминиевого сплава. В головке поршня имеются три канавки, в которые установлены поршневые кольца. Канавка под верхнее компрессионное кольцо со вставкой изизносостойкого чугуна. В днище поршня выполнена открытая то роидальная камера сгорания с вытеснител ем в центральной части, которая смещена относительно оси поршня в сторону от выточек под клапаны на 5 мм.
Боковая поверхность представляет собой сложную овально-бочкообразную форму с занижением в зоне отверстий под поршневой палец.
Наюбку нанесено графитовое покрытие.В нижней еечасти выполнен паз, исключающий, при правильнойсборке,контакт поршня с форсункойохлаждения при нахождении его в нижней мертвой точке (НМТ).
Поршень комплектуется двумя компрессионными и одним маслосъемным кольцами. С целью обеспечения топливной экономичности и экологических показателей, применен селективный подбор поршней для каждого цилиндра по расстоянию от оси поршневого пальца до днища. По указанному параметру поршни разбиты на четыре группы 10, 20, 30 и 40. Каждая последующая группа от предыдущей отличается на 0,11 мм.
В запасные части поставляются поршни наибольшей высоты (размер от оси поршневого пальца до днища поршня 40 группы составляет 71,04-0,04 мм), поэтому во избежание возможного контакта между ними и головками цилиндров, в случае замены, необходимо контролировать надпоршневой зазор. Если зазор между поршнем и головкой цилиндра после затяжки болтов ее крепления будет менее 0,87 мм, необходимо подрезать днище поршня на недостающую до этого значения величину.
Маркировка 740.60-1004015-40 выполнена на внутренней поверхности поршня.
УСТАНОВКА ПОРШНЕЙ С ДВИГАТЕЛЕЙ КАМАЗ ДРУГИХ МОДЕЛЕЙ НЕДОПУСТИМА!
КОМПРЕССИОННЫЕ КОЛЬЦА 2 и 3 (рисунок 11) изготавливаются из высокопрочного, а маслосъемное из серого чугунов. Верхнее компрессионное кольцо имеет форму двухсторонней трапеции, а второе имеет форму односторонней трапеции. При монтаже торец с отметкой "ТОР" должен располагаться со стороны камеры сгорания.
Рабочая поверхность верхнего компрессионного кольца 2 упрочнена износостойким покрытием на основе хрома, имеет серебристый цвет и бочкообразную форму.
Рабочая поверхность второго компрессионного кольца 3 упрочнена азотированием и имеет серый цвет. Ее форма представляет собой конус с уклоном к нижнему торцу, по этому характерному признаку кольцо получило название "минутное". Минутные кольца применены для снижения расхода масла на "угар".
МАСЛОСЪЕМНОЕ КОЛЬЦО 4 (рисунок 11) коробчатого типа, высотой 4 мм, с пружинным расширителем, имеющим переменный шаг витков и шлифованную наружную поверхность. Средняя часть расширителя с меньшим шагом витков при установке на поршень должна располагаться в зоне замка кольца. Рабочая поверхность кольца покрыта хромом.
Маркировка поршневых колец выполнена на верхнем торце колец рядом с замком. Маркировка содержит обозначение предприятия-изготовителя - "GOE" и обозначение верхнего торца кольца - "ТОР".
УСТАНОВКА ПОРШНЕВЫХ КОЛЕЦ ПРИМЕНЯЕМЫХ НА ДВИГАТЕЛЯХ КАМАЗ УРОВНЯ ЕВРО-1 И 2 ПРИВЕДЕТ К УВЕЛИЧЕНИЮ РАСХОДА МАСЛА, УХУДШЕНИЮ ЭКОЛОГИЧЕСКИХ ПОКАЗАТЕЛЕЙ И УМЕНЬШЕНИЮ РЕСУРСА РАБОТЫ!
ПОРШНЕВОЙ ПАЛЕЦ 11 (рисунок 11) плавающего типа, его осевое перемещение ограничено стопорными кольцами 12. Палец изготовлен из хромоникелевой стали, диаметр отверстия 20,7 мм с фасками 16x25°.
ПРИМЕНЕНИЕ ПОРШНЕВЫХ ПАЛЬЦЕВ С ДРУГИМИ ДИАМЕТРАМИ ОТВЕРСТИЙ И РАЗМЕРАМИ ФАСОК НЕДОПУСТИМО, ТАК КАК ЭТО НАРУШАЕТ БАЛАНСИРОВКУ ДВИГАТЕЛЯ!
ФОРСУНКИ ОХЛАЖДЕНИЯ (рисунок 7) устанавливаются в картерной части блока цилиндров 6 и обеспечивают подачу масла из главной масляной магистрали на внутреннюю поверхность поршней.
При сборке двигателя необходимо контролировать правильность положения трубки 1 форсунки относительно гильзы цилиндра 7 и поршня. Контакт с поршнем и деталями кривошипно-шатунного механизма недопустим.
МАХОВИК 1 (рисунок 12) изготовлен из специального чугуна и закреплен десятью болтами 16 с двенадцатигранной головкой, изготовленными из легированной стали, на хвостовике коленчатого вала и зафиксирован штифтом 4 на центрирующей шейке коленчатого вала 20. С целью исключения повреждения поверхности маховика, под головки болтов устанавливаются шайбы 17. Величина момента затяжки болтов крепления маховика указана в приложении А.
На обработанную цилиндрическую поверхность маховика напрессован зубчатый обод 14, с которым входит в зацепление шестерня стартера при пуске двигателя. Под манжету уплотнения коленчатого вала устанавливается кольцо 21с наружной хромированной поверхностью. Во внутреннюю расточку маховика установлена дистанционная втулка 18 и подшипник 19 первичного вала коробки передач с двухсторонним уплотнением.
При выполнении регулировочных работ по установке угла опережения впрыскивания топлива и величин тепловых зазоров в клапанах механизма газораспределения, а также при отворачивании болтов крепления маховика во время проведения ремонтных работ, маховик фиксируется при помощи фиксатора.

Рисунок 12 - Установка маховика:
Маркировка маховика выполнена на литой поверхности со стороны сцепления. Применяемость маховиков на двигателях комплектуемых сцеплениями приведена в таблице 2.
Угол опережения впрыскивания топлива, градусов поворота коленчатого вала до в.м.т.
Читайте также: