
Как работает шинный завод
Добавил пользователь Валентин П. Обновлено: 21.09.2024
Данная статья была написана в конце 2018 года по итогам разговора с рабочими Ярославского Шинного Завода и предназначалась для одного оппозиционного издания. Однако, в силу ряда причин так и не была опубликована. Здесь статья выкладывается с правками, исправлениями и уточнениями.
Ярославский шинный завод- предприятие для города знаковое. Построенный в 1932 году, он стал первым в СССР проектом подобного рода. В Советское время на ЯШЗ трудилось около 30 тыс. рабочих, завод состоял из более чем 20 цехов и занимал значительную часть промышленной зоны Ярославля. Во время Великой Отечественной Войны, ЯШЗ перешел на выпуск шин для самолетов, артиллерии, автотранспорта. Немецкая авиация регулярно совершала налёты на предприятие, а в ночь с 9-го на 10-е июня 1943 года завод был почти полностью уничтожен. Даже сегодня рядом с заводом можно увидеть посты ПВО, созданные еще в годы Великой Отечественной Войны.
На этом предприятии работали многие мои родственники -отец, бабка, а двоюродный дед вообще прошёл путь от рабочего до начальника цеха.
В Советское время завод был одним из крупнейших предприятий не только Ярославской области, но и в своей отрасли.А теперь давайте посмотрим что же представляет из себя ЯШЗ сегодня?
Во-первых , здания корпусов 30-40х годов постройки, некоторые из них не ремонтировались, а какие-то вообще заброшены. Через территорию завода проходит множество коммуникаций, зачастую в неисправном состоянии,что воспрепятствовало продаже ЯШЗ Китайским бизнесменам в 2007 году.
Во-вторых , сильно сократилось количество цехов. От более чем 20-ти в Советское время, осталось только 4(четыре!) , из них новым оборудованием располагает только один .
В-третьих , численность рабочих также упала. Если в лучшие времена на заводе трудилось 30 тысяч, то сейчас осталось меньше ДВУХ . Стоит сказать, что даже сейчас на заводе наблюдается текучка кадров. Руководство предприятия постоянно набирает новых рабочих, но в силу тяжести работы, плохих условий в большинстве цехов, и относительно низкой зарплаты, последние там не задерживаются.
В-четвертых , Заработная плата чуть ниже средней по региону. В завивимости от професии, в среднем составляет 22-25 тыс. рублей. Однако, известен факт, когда молодой человек, работавший слесарем 3го разряда, в 2017году получал всего 12 тыс. рублей, для того чтобы поднять заработную плату до сколь-нибудь приемлимого уровня, руководство вынуждено было присвоить всем слесарям 5-й разряд.
В-пятых , если раньше на ЯШЗ за 10 лет работы можно было досрочно выйти на пенсию по выработке вредности, то сейчас эту самую вредность с некоторых профессий сняли. Таким образом, досрочная пенсия(ради чего многие устраивались на предприятие) превратилась в фикцию.В совокупности с повышением пенсионного возраста становится очевидно, что рабочий будет пахать на предприятии пожизненно и вожделенного пенсионного обеспечения не получит.
Что в итоге? Политика государства и руководства предприятия в данном случае понятна: поменьше вкладываться, побольше извлекать прибыли . Для этого они как можно сильнее закручивают гайки и эксплуатируют рабочих. Что же до последних, то пока рабочие пускают всё на самотёк, не отстаивают своих интересов, допускают существование подобных профсоюзов их участь незавидна.

Я и до этого знал, что шина — предмет не простой. Оказалось, что производство еще сложнее, чем я представлял. И самое главное, я узнал секрет, откуда берутся усики на новой резине и зачем они нужны!
1. Немного истории:
Не многие знают, что давным давно шины были деревянными или металлическими (так мне рассказывали в институте). Первая в мире резиновая шина была сделана Робертом Уильямом Томсоном в 1846 году, однако автором пневматической шины считают шотландца Джона Данлопа, который в 1887 году придумал надеть на колесо трехколесного велосипеда своего 10-летнего сына широкие обручи, сделанные из шланга для поливки сада, и надуть их воздухом. Именно с велосипедов и началась эра пневматических шин.

2. Основными материалами для производства шин являются резина, которая изготавливается из натуральных и синтетических каучуков и корд.
Производство шины начинается с приготовления резиновых смесей, которые могут включать в себя до 10 химикатов, начиная от серы и углерода и заканчивая каучуком. Из смесей на специальных станках методом экструзии делают различные заготовки для будущей шины.

3. Так, например, выглядит будущий корд на конвейере.


5. На станках изготавливаются компоненты для сборки. Процесс экструзии для большинства изделий схож, и компоненты выглядят примерно одинаково — на выходе из станка получается длинная резиновая лента.

6. Резина до вулканизации очень липкая, поэтому материал наматывают в бобины прокладывая каждый виток защитным слоем.

7. Все компоненты сортируют по типоразмеру шины, на каждую бобину приклеивают штрих-код, чтобы можно было в любой момент понять для какого типа шин изготовлен материал.

8. Станки с гигантскими катушками изготавливают бортовые кольца. Бортовое кольцо — важный элемент шины, который изготавливается из множества витков обрезиненной бортовой проволоки. Это нерастяжимая, жесткая часть шины, с помощью которой происходит фиксация на ободе диска.

9. Много-много нитей сплетаются в ряды, которые далее обрезиниваются.

10. Этот станок закругляет обрезиненную проволоку в кольцо под необходимый посадочный размер диска. Слева в кадре — ленты проволоки, справа — готовые кольца.

11. Готовые бортовые кольца.

12. На сборочных станках все детали шины соединяются в единое целое. Необходимые компоненты с бобин загружаются на ленты конвейера.

13. Так выглядит протекторная заготовка. До вулканизации это просто толстая полоса резины без рисунка протектора. Цветные линии — специальная кодировка, чтобы можно было быстро и четко понять, какой у шины радиус, ширина и высота профиля и т.д. (своеобразный штрих-код шины).

14. Бабина с заготовкой раскручивается, компонент уходит на конвейер, а защитный слой, (коричневая лента, чтобы материал не слипался) наматывается на другую катушку.

16. Потом приезжает большой робот и ловко раздувает заготовку воздухом, что-то сминает, сжимает и заворачивает и получается полуфабрикат шины.
17. По конвейерным линиям заготовки отправляются в цех вулканизации.



20. В цеху целые ряды установок вулканизации с прессформами для различных типов шин.
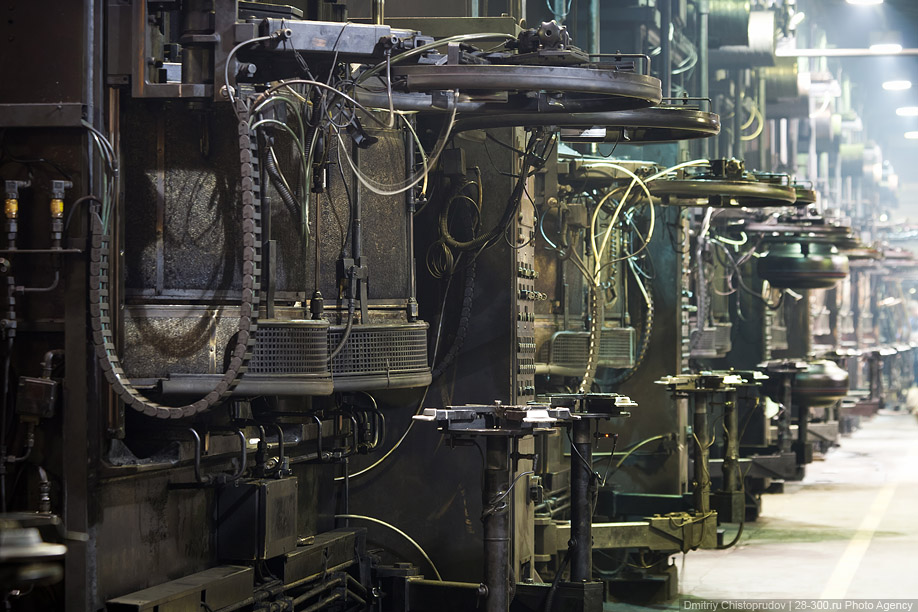
21. Слева идет процесс вулканизации, а справа пустая камера с диафрагмой, которая раздувает шину под высоким давлением.

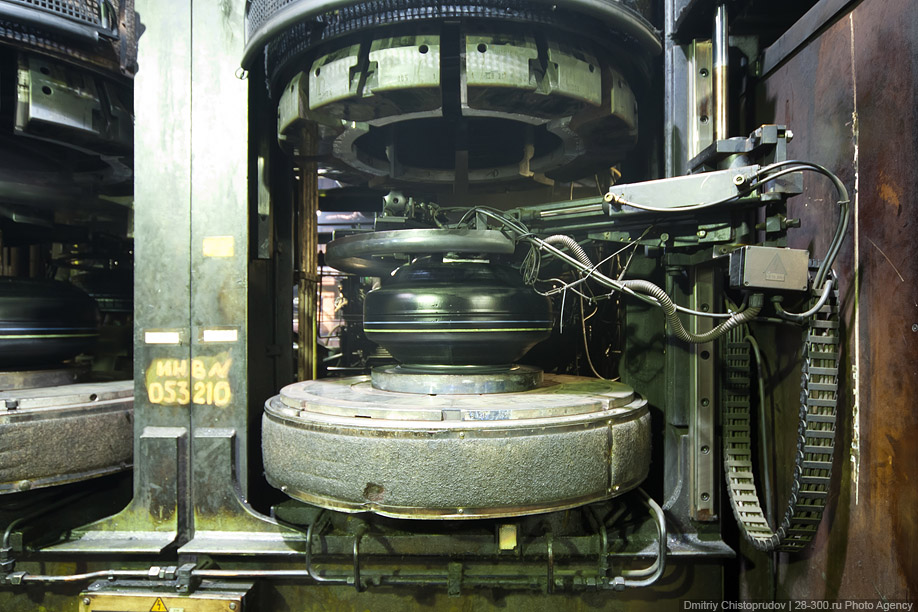
22. Заготовка в камере, сверху видны прессформы. Под давлением по боковинам и протектору прорисовывается рельефный рисунок. Происходит химическая реакция (вулканизация), которая придает резине эластичность и прочность.
23. Так выглядит разобранная прессформа. Со временем от высокой температуры и давления прессформа загрязняется и ее следует очищать.


25. Прессформы для боковин.

26. Цех, где очищают загрязнившиеся прессформы.


28. Внутри установок по вулканизации безумно красиво!

29. Вот где нужно было снимать Терминатора.


32. Готовые шины поступают на общий конвейер и отправляются на окончательный контроль качества шин перед отправкой потребителям.


34. На контроле производится визуальный осмотр шин.

35. Дальше в работу снова включается робот, который проверят динамические характеристики каждой шины.

36. Все новые модели обязательно проходят стендовые и лабораторно-дорожные испытания в заводском опытно-испытательном центре, которые ведутся на специальных станках, где моделируются условия эксплуатации, в несколько раз превышающие по воздействию дорожные.

37. Диски под все типы шин.

38. А так выглядит стенд для испытания сразу шести шин одновременно.


40. Чтобы посмотреть на производство авиационных шин нужно получать разрешение в ФСБ.

41. В этом цехе установлены стенды, где имитируют скорости и нагрузки на колесо при взлете и посадке самолета.



Большое спасибо Павлу Кукушкину, Кремневу Юрию и Герастовскому Александру за организацию съемки!
Оборудование российских заводов не отличается от того, что используется, скажем, в Италии — оно идентичное. Модернизация оборудования на заводе проходит регулярно, ведь это один из важных и непрерывных процессов любой серьезной промышленной компании. Pirelli постоянно закупает современное оборудование мировых брендов для производства новых линеек шин премиального сегмента.

Всего на Воронежском шинном заводе Pirelli работают 800 человек, 600 из них занято в производстве.
Производство на заводе идет круглосуточно и непрерывно — 24 часа в сутки полный календарный месяц. График работы персонала в производстве скользящий (2 рабочих дня, 2 выходных): с 8 утра до 8 вечера, и наоборот, — с 8 вечера до 8 утра. Обычно на смене трудятся около 100 человек.

Какое главное отличие завода в Воронеже от кировского? Первый производит шины для колес размерностью от 15 до 21 дюйма. В марте нынешнего года были собраны первые прототипы шин с посадочным диаметром 22 дюйма. При этом на заводе в Кирове размерность продукции составляет от 14 до 18 дюймов.
Всего в сутки на воронежском заводе производится более 6 тысяч комплектов шин. Доля шин, которые уходят на экспорт, и доля локальных продаж примерно одинаковые.

Откуда поставляется сырье для производства резины? В компании поддерживают стратегию поддержки местных поставщиков, и российские поставщики составляют значительную часть. Часть сырья доставляется из Индонезии, Китая и Германии.
Зимой на заводе производят летние шины, а летом — зимние. Большая часть шин поставляется оптовым покупателям. Поэтому, чтобы у дилеров было время на подготовку кампании, организации продаж, логистику и т.д., летние шины производятся зимой, а зимние — летом.

В Воронеже на предприятии Pirelli представлены практически все профессии, которые бывают в производственных компаниях. В структуре завода более 20 подразделений, которые обеспечивают все процессы: от разработки и запуска в производство новой продукции, закупки сырья до контроля качества и отправки шин клиентам в России и за рубежом.
Воронежский завод принимает на работу специалистов в области технологии, конструирования, обеспечения работоспособности производства, а также выпускников профильных специальностей вузов.
Производство поддерживают подразделения, которые помогают выстраивать отношения с клиентами, поставщиками, сотрудниками и контрагентами: бухгалтерия, отдел закупок, отдел логистики, клиентского сервиса, отдел персонала и другие.








Как создается шина
Развеска каучуков и ингредиентов
Количество каучука и ингредиентов в резиновой смеси определено рецептурной картой, разработанной для каждого типа резиновой смеси. Навеска ингредиентов — набор химических веществ определенного назначения и определенной массы. Для разных видов резиновых смесей изготавливают разные по массе и составу навески. В состав каждой навески входит до 14 видов химических материалов.




Смешение
Заправка маточной смеси попадает в экструдер с листующей головкой. Листованная маточная смесь поступает на установку фестонного типа, где происходит нанесение изолирующего состава и охлаждение. Маточная резиновая смесь проходит анализ в контрольной лаборатории и отправляется в резиносмеситель.
Заключительная стадия смешения — изготовление готовой резиновой смеси с добавлением в маточную смесь вулканизующих веществ, ускорителей и активаторов вулканизации.

Обрезинивание текстильного и металлокорда
Для повышения качества шин очень важна прочность связи между кордом и резиной, так как в процессе эксплуатации между слоями каркаса, брекера и протектора возникают значительные сдвиговые деформации, приводящие к большим напряжениям.
Обрезинивание корда осуществляется каландрованием. Каландрование — процесс горячего наложения резиновой смеси с одной или двух сторон на текстильный корд или металлокорд на каландровой линии, который проходит при определенных температурах и натяжении на кордное полотно.



Как это происходит? Технологический процесс обрезинивания заключается в наложении предварительно разогретой резиновой смеси на пропитанное, термообработанное кордное полотно или металлокорд при прохождении его через зазор между валками каландра.
Очень важно обеспечить равномерность распределения нитей металлокорда перед обрезиниванием. Подача металлокорда ведется со шпулярника на 1080 катушек металлокорда. Для обеспечения прочности связи резины с металлокордом необходимо на стадиях хранения и переработки предохранить его от коррозии, сохранить целостность латунного покрытия. В шпулярнике поддерживаются кондиционные условия: температура минимум на 2 градуса выше, чем в цехе (где постоянная температура в районе 30 градусов тепла) и влажность не более 60%.
Повышенная влажность может привести к коррозии металла. Очень важным для качества обрезинивания является температура поверхности валков. Высокие температуры могут привести к преждевременной вулканизации резиновой смеси и дефектам обрезиненного текстильного полотна. А вот низкие температуры — к недостаточной пластичности резиновой смеси и к дефектам обрезиненного корда.
В редакцию InfoCar.ua поступает много писем с просьбами рассказать о том, как производятся автомобильные шины. По приглашению компании Nokian Tyres мы посетили завод в российском городе Всеволожск, что под Санкт-Петербургом, где своими глазами смогли увидеть весь цикл производства шин, а заодно и выяснить, есть ли разница между шинами Nokian российского и финского производства.
Немного о заводе
Для начала, наверное, будет правильно сказать несколько слов о самом российском заводе Nokian Tyres. На сегодняшний день его производственные мощности составляют порядка 14 миллионов шин в год, а в планах компании на 2013-2014 гг. увеличение мощности еще на три миллиона, хотя и без того шины Nokian занимают лидирующие позиции на российском рынке с долей 22%, а экспорт продукции налажен в 42 страны. В том числе, и в Украину. Причем, во Всеволожске производится вся линейка шин Nokian, то есть не только для легковых автомобилей, но и для грузовиков, для лесной, индустриальной и сельхозтехники.

Вообще, завод производит очень приятное впечатление. Настоящее европейское предприятие с точки зрения организации работы, стандартов, дисциплины и прочих факторов. Об истории, достижениях и особенностях работы Nokian Tyres Россия мы подробно поговорили с генеральным директором и вице-президентом компании Андреем Пантюховым, интервью с которым читайте на InfoCar.ua в ближайшее время. А сейчас давайте сосредоточимся на основной теме статьи и пройдемся по цехам Всеволожского завода, чтобы разобраться, как все здесь работает.
Цех резиносмешения

Готовая резиновая смесь выходит из миксера на первом этаже. Там же она и хранится до тех пор, пока не попадет в цех компонентов. Но прежде каждая паллета смеси должна пройти лабораторный контроль. Если исследование пробы показывает отклонение состава от жестких стандартов, смесь в производство не пойдет. Ну, а если все в порядке, к паллете со смесями крепится красный ярлычок, означающий, что материалы проверены и пригодны к дальнейшему использованию. Белый ярлычок, в свою очередь, говорит о том, что смесь еще не проходила лабораторное исследование.
Цех компонентов
Здесь производят компоненты, из которых потом собирается шина. Цех компонентов делится на два подразделения – так называемые длинные линии (производство протектора, гермослоя, боковины) и короткие линии (производство бортовых колец, металлокорда, текстильного корда и пр).

Один из самых интересных станков в цехе компонентов — это протекторный агрегат, который, как можно догадаться, производит протекторную ленту. Происходит это следующим образом: через 4 экструдера забирается 4 различные резиновые смеси; они проходят через экструзионную головку, где им придается форма определенного профиля, после чего смеси объединяются в преформере и выходят через профильные планки. Причем, для каждого типоразмера и модели автошин используется своя планка. Затем на протектор наносят цветные полосы, которые являются внутренним заводским обозначением вида протектора и служат для идентификации конкретной модели шины. А после нанесения полос к протектору добавляется пятая смесь, необходимая для того, чтобы протектор лучше скреплялся с другими компонентами. Завершает процесс охлаждение протектора и намотка готового компонента на катушку.
Цех сборки
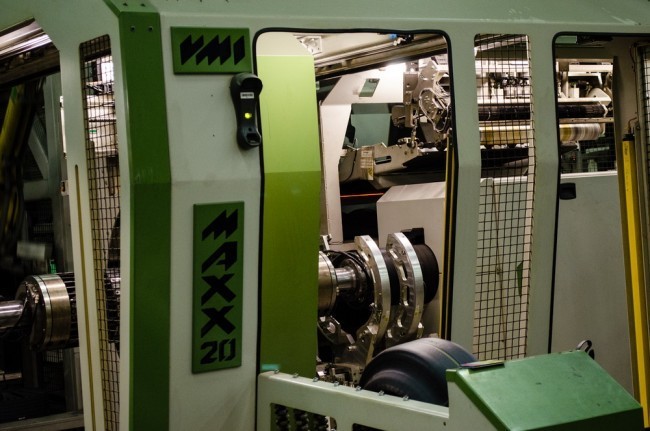
Одной из изюминок завода Nokian Tyres является именно этот цех. Примечателен он тем, что все работы по сборке шин полностью автоматизированы, то есть участие человека в этом процессе сведено к минимуму. Даже бортовые кольца здесь подаются роботом. Оператор следит лишь за наличием сырья и его подачей. Вот, например, небольшой, но достаточно зрелищный пример того, как простой на первый взгляд лист резины приобретает форму, напоминающую то, что впоследствии станет готовой шиной:
Автоматизация процесса сборки стала возможна благодаря уникальным в своем роде машинам VMI MAXX, введенным в эксплуатацию в 2011 году. Nokian Tyres – первый шинный производитель, который приобрел и установил это оборудование. На ближайшее время все производственные мощности компании-разработчика VMI MAXX загружены потребностями только Nokian Tyres.
Визуально линию сборки можно разделить на две части. С левой стороны на барабан наматывается сначала стальной брейкер (два слоя крест накрест), затем нейлоновый бандаж, потом протектор. Наложение слоев происходит по лазерным лучам. С правой же стороны на барабан наматывается гермослой с боковинами и текстильный корд. Затем правая и левая заготовки объединяются.
Вулканизация
На заводе Nokian Tyres на данный момент установлено 10 вулканизационных линий, хотя до конца 2012 года планируется запустить еще две. За 12 часов одна линия выпускает порядка 1500 шин. В одной линии 16 вулканизирующих устройств. В одном вулканизирующем устройстве два пресса. Процесс вулканизации занимает от 10 до 13 минут. Температура при вулканизации достигается паром 202-203 градуса по Цельсию. В прессе расположено 8 фрагментов пресс-формы: две из них – это боковина шины; оставшиеся шесть образуют рисунок протектора.
Внутри пресса находится диафрагма. Она надувается и прижимает шину к пресс-формам. Давление внутри диафрагмы составляет 15 бар. После вулканизации шина остужается на протяжении 10 минут.

Контроль качества
Nokian очень печется о своей репутации и качестве продукции, поэтому на заводе во Всеволожске реализован так называемый 200%-й контроль качества, то есть каждая шина в обязательном порядке проходит два этапа контроля - визуальный и автоматический.
Визуальный контроль осуществляется только опытными операторами, проработавшими на разных участках производства, то есть хорошо понимающими весь процесс. Инспектор осматривает каждую шину, делает несколько оборотов на крутящемся столе и убеждается в отсутствии визуальных дефектов. А если вдруг дефект был найден, оператор делает на шине отметку и откладывает ее в сторону. Позже шину изучат инженеры из отдела качества, чтобы понять причины возникновения дефекта.

Отдельно нужно заметить, что все дефектные шины уничтожаются прямо на территории завода (режутся на кусочки), чтобы исключить их появление на рынке. Как рассказали нам технические специалисты Nokian Tyres, процент брака в процессе производства не превышает 1%.
Ошиповка
Свои шины Nokian Tyres ошиповывает самостоятельно, не прибегая к помощи сторонних компаний. Это, опять же, дает дополнительную гарантию качества. В цеху ошиповки установлено полностью автоматизированное оборудование. Прибор лазером определяет место для установки шипа - в программе заложено расположение шипов для всех типоразмеров каждой модели.
Шипы, кстати, разрабатываются инженерами Nokian Tyres, а производятся на партнерских фабриках в Финляндии. В шине Nokian Hakkapeliitta 7, например, устанавливается шестигранный якорный шип, который позволяет добиться отличного сцепления с дорогой. Основание такого шипа более широкое, а устанавливается он ориентировано.

А есть ли разница?
На самом деле, все разговоры о том, что шины Nokian, произведенные в России и Финляндии, отличаются друг от друга качеством, не более чем досужие домыслы. Во всяком случае, то, что мы увидели на заводе во Всеволожске, вселяет уверенность в абсолютном соблюдении технологий и трепетном отношении к качеству. Более того, завод в Финляндии даже уступает российскому с точки зрения темпов модернизации производства и установки самого современного оборудования. А то, что шины Nokian российского производства как минимум не менее качественные, чем финские, подтверждает и тот факт, что продукция Всеволожского завода поставляется и в Финляндию, и в Европу, и в Северную Америку – то есть на все ключевые для компании рынки. Если развитие российского предприятия не сбавит темп, то через несколько лет не менее 80% всей продукции Nokian Tyres будет иметь российскую родословную. Это о многом говорит.
Даже самый красивый автомобиль без хороших покрышек может превратиться в металлолом. С виду непривлекательная конструкция шины – стоит на одной позиции вместе с двигателем. Если исключить человеческий фактор, то поведение автомобиля на дороге полностью зависит от сцепления шин с поверхностью. Для производства резины используют высокотехнологичные операции.
Резиновая смесь – основа шинного производства
Для получения нужного сцепления производят разные модели протекторов под различные типы поверхностей. Свойства резиновой смеси напрямую диктуют поведение покрышки на трассе. Для обеспечения безопасности на трассе при производстве шин учитываются критерии:
- Истираемость – она зависит от твердости резины. Чем выше эта характеристика, тем дольше будет эксплуатационный срок протектора.
- Эластичность – она характеризует амортизационную способность.
- Реакция протектора на окружающую температуру.
Влияние температурного режима на резину стало основанием для разделения её на два вида: летнюю и зимнюю. Каждый сезонный класс оснащается дополнительными критериями при производстве, таких как: скоростные качества морозоустойчивость, прочность и др.
Сырьевые ингредиенты
Состав резины включает множество компонентов. И все они призваны улучшить качество шин.
Силика и масла
За сцепление с мокрой поверхностью отвечает важный компонент в резине – диоксид кремния (силика). Он способствует морозоустойчивости и эластичности. В состав резины включают и масла. Они нужны для придания однородности и мягкости смеси. В процессе развития шинной промышленности одно масло сменяло другое. От высокоароматичных нефтяных масел, которые использовались в бюджетных моделях, постепенно отказываются. Сегодня отдаётся предпочтение в пользу натуральных масел.
Широкое применение у шинников находит рапсовое масло. Производители продолжают искать новые технологии. Так, например, Йокохама использует экзотическое апельсиновое масло неслучайно. Его химическое строение, похожее на строение каучука, позволяет идеально смешиваться с каучуком.
Каучук
Основной компонент резиновой смеси – натуральный продукт каучук. Объект добычи – дерево гевея. В связи с тем, что природный ареал каучукового дерева – только Южная Америка и Азия, с 30-х годов прошлого столетия стали производить синтетический каучук. Диапазон его положительных свойств растёт год от года.
Но уникальные свойства натурального продукта держат лидерские позиции, поэтому производители не готовы полностью менять свои предпочтения. Некоторые параметры, такие как сцепление во время сильного мороза и эластичность, которые проявляет натуральный каучук, искусственному пока не по плечу.
Углерод, сера и другие компоненты
Огромную роль в составе резины играют наполнители. У технического углерода (сажи) в составе резины свои задачи – он выполняет связующую функцию. Чёрный цвет шин – тоже его заслуга.
Чтобы сырую аморфную резину превратить в прочную и упругую, в состав резины посредством вулканизации включают серу, стеариновые кислоты, оксид (окись) цинка и другие компоненты.
Каждый ингредиент в резине, а их в составе десятки, нацелен на улучшение качества протектора. Наделяет шину такими свойством, как сверхвысокое сцепление с дорожным покрытием.
Изготовление составляющих деталей
Технологический процесс производства шин проходит в несколько этапов:
- Экструзия – приготовленную расплавленную резиновую смесь под давлением пропускают через специальную узкую форму. Получают резиновые ленты.
- Производят элементы каркаса. Материал – длинные синтетические и стальные нити.
Резиновые ленты для центральной части и боковой изготавливают по отдельности.
Читайте также: