
Как делают обод колеса
Добавил пользователь Cypher Обновлено: 20.09.2024
Расскажу свой вариант изготовления колес. Я хотел сделать одиночку. На одиночке колеса на 18. У нас колеса на колясычах на 19. Обода крашеные, спицы потускнели со временем , резина на 19 савковая быстро стирается и узкая. Сразу встал вопрос поиска хромированного обода на 18 в лучшем случае. Мне попались явовские колеса на 18 и на 16. Но вот незадача ,в явовском колесе 36 спиц а в наших колесах 40. Понятно ,что надо использовать минимум на заднее колесо стандартный тормозной барабан, а в нем 40 отверстий а не 36. Долго думал, придумал немного по-другому спицевать днепровский тормозной барабан в явовский обод днепровыми спицами.
При спицовке с каждой стороны тормозного барабана нужно пропустить по 2 спицы с шагом дырка в барабане, потом вставляем 8 спиц опять дырка вставляем 10 спиц.
Надо также укоротить спицы . Если спицуем колесо на 18 укорачивать надо спицы незначительно, чтобы осталось заводской резбы ОНА ИЗГОТОВЛЕНА МЕТОДОМ НАКАТЫВАНИЯ.,дальше можно прорезать резьбу плашкой.
Но если спицуем колесо на 16 надо укорачивать спицу со стороны заклепки. Для этого надо специальная приспасоба ( чертежи есть на оппозит ком).
На фотке видно слева направо( первая спица - укорочена приспособой со стороны заклепки, вторая спица - стандарт, третья спица - стандарт укороченный на нужную длину, четвертая - спица укороченная с прорезаной резьбой плашкой дальше.)
В ободе перед спицовкой надо увеличить диаметр под днепровские нипеля спиц. Рекомендую перед разборкой явовского колеса проверить сначала обод ,чтобы был ровный.
Производим сборку колеса если все в порядке разбираем. Спицы хромируем. В первых колесах спицы просто красил сначало грунтом потом краской - но дорожной пылью и камнями краска отбивалась со спиц. Правда ждал спицы из хромировки полгода , отъездил сезон и только тогда получил спицы.
На таких колесах отъездил три сезона только спицы подтянул и порядок.
Таким способом получаются колеса из стандартых деталей а выглядят как оригинальные днепровские!
Если что,у меня есть резьбонакатная плашка.Обращайтесь - за скромный прайс докатаю резьбу на стоковых спицах хоть на всю длину.
Балансировку делать не пробовал,хотя бы статическую?
До сих пор в советском союзе живете?
Обода спицы и резина есть любых размеров.

Колёса от именитых производителей имеют полный асортимент размеров по диаметру и ширине, и именно, эти параметры определяют ширину и высоту задней части рамы и маятника. Качество этих фирм отменное, но когда некоторые видят цену, соответствующюю этому качеству, то впадают в шок и сразу закрывают каталог. Например, каток для покрышки шириной 360 мм., вырезанный дорогущим и компьютерезированным станком из цельной болванки аллюминия, может стоить около 15 тысяч долларов. А вообще, потолка цен не существует.(Сейчас появились покрышки шириной 400 мм.)
- Ну, во- первых, этот диаметр очень распространён и среди автомобилей, и среди мотоциклов.
- Во- вторых, он неплохо смотрится, почти, с любыми рамами (особенно для кастомов в популярном нынче стиле олдскул).
- Ну а в третьих, разработанный мной чертёж ступицы подходит именно для этого диаметра , а так же подходит под длину распространённых днепровских спиц (от мотоцикла Днепр). Это избавит вас от поиска спиц другой длины или укорачивания ураловских спиц.
Не спорю , есть, конечно, красивые легкосплавные авто-диски , но стоят они недёшево, да и продать поштучно вам никто не захочет, так как в комплект входят 4 штуки. Ну а если заказать изготовление колеса из кованной легкосплавной болванки, на современном ЧПУ-шном фрезерном центре, то такое колёсико обойдётся Вам в волнующую сумму, и его цена вполне может перевалить за стоимость вашего мотоцикла (сколько будет нулей в ценнике зависит от эксклюзивности рисунка, материала, авторитетности фирмы изготовителя и других волнующих факторов).
К тому же установив легкосплавное колесо от автомобиля, вам непременно надо будет искать узкое переднее колёсико из такого же сплава и с таким же рисунком, а это практически невозможно (потребуется опять же заказывать изготовление узкого колеса с таким же рисунком с нуля, а это не дёшево).
Сделав же железное колесо на спицах хоть на 360 мм., никому и в голову не придёт мысль, (даже на техосмотре), что это колесо когда- то было автомобильным. Ведь технология, которую я опишу , практически такая же как на любом мотоциклетном заводе. Тем не менее, она довольно бюджетна.
Как я уже говорил, находим на разборке авто-диск диаметром на 16 дюймов и такой ширины , какой вам нравится или смотря, какую мото-покрышку вы сможете найти. Далее, везём в любой шинный автосервис и прокатываем этот диск на спец-станке , так как если обод бэушный, то он непременно кривой(не дорого , около 5 долларов) . Далее, вырезаем внутреннюю часть обода болгаркой или если есть возможность, на большом токарном станке и зашлифовываем там, где были сварные швы.
На фотографиях ,которые я выложу ниже, будет показан пример работы с колесом от Москвича самой первой модели . Прикол в том ,что на этом ободе отделить внутреннюю часть очень легко, так как она крепится на заклёпках. Они срезаются или высверливаются и внутренняя часть выбивается молотком. Только перед этим важно не забыть прокатать обод.

Так вот , если обод от 401 Москвича не встанет в современный прокаточный станок, то сделать переходник очень просто из старого жигулёвского тормозного диска. или просто вырезать его из 10 — 12 миллиметровой стали на токарном станке, что мне и сделали (см. фото слева). Единственный недостаток этого обода в том ,что максимальный размер покрышки, которая встанет на этот обод, на 160 мм. Кто хочет шире, то ищем от Победы, 21-ой Волги, Нивы, Газели, или иномарок.
Далее завариваем и зашлифовываем отверстия от заклёпок. Следующим этапом будет разметка. Здесь нужно сразу определиться ,какое количество спиц вы хотите, 60 или 80 . На фотографиях я покажу и тот, и тот вариант, и увидев фото обода на 80 спиц , вы поймёте, что на диаметре 16 дюймов большее число спиц впихнуть, практически невозможно. Расстояние между шишками настолько мало, что увеличить количество спиц можно только, если применить более тонкие, ну например, от Минска или Явы.
На ступице тоже нужно будет внести изменения, высверлив отверстия для спиц в несколько рядов (на разном уровне) и естественно, меньшего диаметра. Кто с этим справится — дерзайте, ведь тюнинг не имеет границ. Но на данном этапе, (в этой статье), я стараюсь объяснить основы работ с колёсами и причём для новичков.


Итак, определились с цифрой , например, 60. Для начинающих кастомайзеров самое то. Способов разметки несколько, но самый простой, это с помощью прибора с странным названием курвиметр.
Внизу этого приборчика есть колёсико, и когда прокатываешь приборчик с помощью этого колёсика по любой поверхности, то он показывает точное расстояние в миллиметрах на одной стороне шкалы, а на другой стороне точное расстояние в дюймах (см. фото).
Этот приборчик очень удобный и точный инструмент, но у кого его нет, то можно воспользоваться обычной рулеткой. Обворачиваем её вокруг обода и сильно натягиваем, лучше это делать с помощью помощника. Полученный результат делим на 60.
Далее, размечаем очень тонкой чертилкой, а лучше шилом, так как увод хоть на милиметр вправо или влево — и в конце круга получится увод на сантиметр (проверенно). Но я надеюсь, попробовав несколько раз, у вас получится. Самое главное, нужно разметить отверстия не просто в ряд, а змейкой (cмотрите фото внизу), отступив от края центральной (широкой) канавки на 8 мм. Затем хорошенько керним эти отверстия и чем виднее они будут, тем лучше, так как при нагреве всё становится еле заметным.
Ну а теперь, мы подходим к самой интересной части работы, той, которая превратит обод авто в обод мото.
На конец резьбового штока пресса, нужно накрутить паунсон, а в поперечную планку пресса (куда укладывается колесо) вкручивается матрица.

Планка пресса в повёрнутом виде — видна сфера матрицы.
То есть получается, что обод колеса укладывается между паунсоном и матрицей, и при давлении пресса (его штока) паунсон вдавливает металл обода в сферу матрицы (сфера матрицы хорошо видна на фото, а паунсон накручен на шток пресса), и форма выпуклости металла обода, при выдавливании точно повторяет форму матрицы.
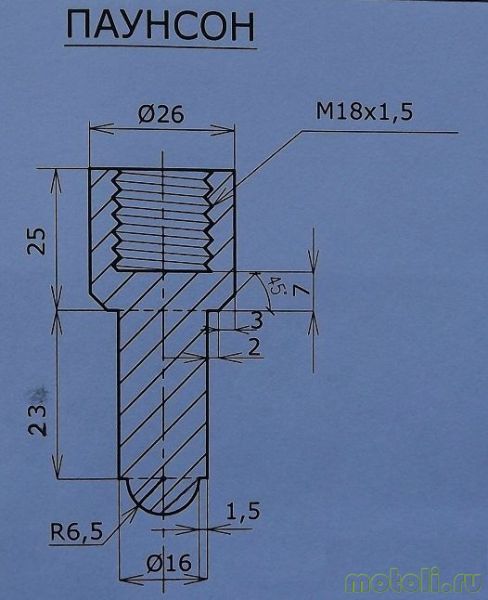
Паунсон для выдавливания шишек под спицы колеса.Чертёж паунсона и матрицы смотрите на фото слева и ниже. Все размеры сферы паунсона и матрицы рассчитаны на головку днепровской спицы (от мотоцикла Днепр).
Чертёж паунсона и матрицы на фото слева и ниже. Изготавливать их нужно из качественной стали, не ниже сорокпятки (СТ45), и после вытачивания и паунсон и матрицу следует закалить до твёрдость 58 — 65 HRC.
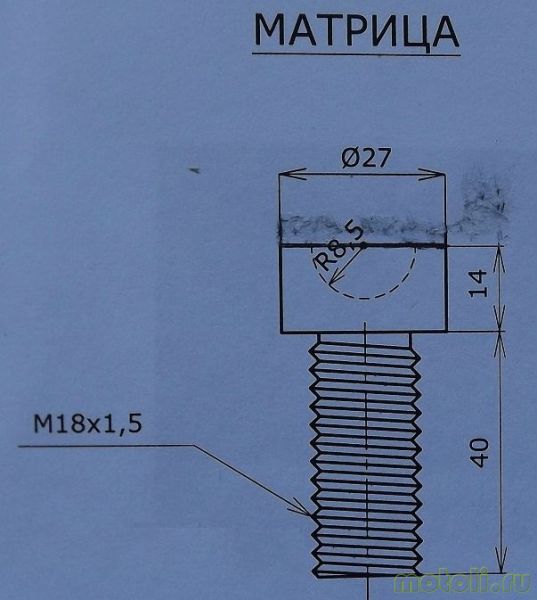
Чертёж матрицы для выдавливания шишек под спицы колеса.
Можно изготовить пресс на основе гидравлического домкрата. Только скобу придётся сделать немного шире (зависит от ширины вашего обода), паунсон закрепить на конце скобы, а матрицу крепим на штоке домкрата. В общем принцип будет понятен, как только вы зайдёте по ссылке и увидите чертёж.
Ведь можно к примеру отпилить какую то увесистую болванку ножовкой по металлу (пилите Шура), а можно на станке или просто болгаркой, и разница будет ощутимой. Так и в этом деле — зачем махать молотком, когда можно всё делать не напрягаясь. Можно конечно, если вы делаете для себя колесо первый и единственный раз в жизни, а не ставите их на поток.
Некоторые могут сказать, что можно использовать гидравлический пресс, но дело не в этом. Если металл не нагреть, то всё равно в конце формирования выпуклости его разорвёт, а если и нет, у меня бывало и такое, то всё равно нормального качества выпуклости вы не добьётесь.
К тому же, какой бы твёрдой и качественной сталью паунсона и матрицы вы не пользовались бы, они без нагрева будут сильно изнашиваться, особенно рабочая сфера паунсона. Поэтому, греть нужно обязательно и если у вас нет газового резака или горелки, то постарайтесь попросить нагреть у кого нибудь ( в ЖЕКе например, или автосервисе, так как прессик небольшой и его можно возить с собой).

На ободах выдавлены шишки (на самом верхнем ещё не все), осталось поработать дрелью.
Не старайтесь, особенно поначалу , сразу выдавить в один приём. Лучше сначала хорошо прицелится и как бы наметить, чуть выдавив паунсоном лунку, а затем проверить и если ровно, то нагреть ещё раз, и выдавить окончательно. В этом деле лучше делать всё не спеша.
Какой это угол в градусах, мне нет смысла говорить, так как это вам не поможет. Лучше сделайте следующее: если ступица ещё не готова (а её нужно будет заказать у токаря), то возьмите кусок трубы или брёвнышка и отпилите кусок такой длинны, какой имеет ширина ступицы на чертеже. Это ваш шаблон. Вставляя его (или как- то закрепив) в середину обода, вы периодически будете проверять угол наклона дрели.
Поверьте, пару градусов вправо-влево не сыграют никакой роли, так как отверстия всё равно должны быть чуть больше головки спицы по диаметру. Это позволяет спице немного гулять и корректировать угол отверстия, даже если вы чуть ошибётесь при сверлении. Но всё же, и здесь спешить не стоит.

Обод от 401 Москвича с заваренными отверстиями от заклёпок.
Делайте всё аккуратно и не спеша, и у вас получится. Ведь именно для этого я и объясняю всё подробно. Сверлите сначала сверлом на 8 мм, а потом чуть больше. Как я уже говорил, добейтесь чтобы головка спицы вставлялась с зазором, но небольшим (где- то 0,2 мм).

грунтованный обод на 60 спиц
После этого останется нанести грунт и покрасить, или начать полировку обода для нанесения хрома — кому как больше нравится.
Фотографии готовых ободов на 60 и 80 спиц, покрытых грунтом, показаны слева и ниже.

Обод с выдавленными выемками под спицы и просверленными отверстиями.


Для заготовки ступицы была добыта отличная сталь 40Х13, и увесистая болванка из этой стали (весом около 15 килограмм) была подвергнута обработке на токарном станке, и было снято пару вёдер стружки, пока получилась заготовка, показанная на фотографии.
Ступица рассчитана на четыре подшипника (люблю запас мощности во всём), закрытого типа, и под диаметр стандартной оси от тяжёлых мотоциклов. Четвёртый подшипник находится в шлицевой втулке.
Наружный диаметр подшипников тоже как в стандарте ,только они не конические, а обычные. О том как расшифровывать маркировку подшипников и как правильно выбрать подшипник в магазине, советую почитать здесь.

Точить ступицу желательно из стали 40Х13 или 45, можно из нержавейки, титана, но если не найдёте, тогда из обычной стали ( какую найдёте).
По крайней мере ступицы мотоциклов иномарок (например у той же Ямахи Драг Стар) ступицы изготовлены из дюралюминия типа нашего Д16.

Если кто- то захочет применить это колесо на мотоцикле не с карданом, а с цепью, то вместо шлицевой втулки нужно всего лишь закрепить втулку с отверстиями под крепление звёздочки. Естественно, ширина этой втулки подбирается индивидуально под каждый маятник или раму ( если хардтейл, то есть жёсткая).

Так же, вам потребуется выточить распорные втулки ( можно использовать подходящую трубку), которые устанавливаются между подшипниками. Чертежи на фото ниже.

Надеюсь, что с разметкой и сверлением отверстий в ступице у вас проблем не возникнет . Потребуется сверло центровка на 5 мм, которое сделает сразу за один проход и потай. Сверлить, естественно, лучше на станке. Кто не уверен в своих силах или у кого нет сверлильного станка, то лучше эту операцию доверить знакомому фрезеровщику .
Кстати, у кого есть токарный станок в мастерской, даже простой школьник типа ТВ — 3, 4, 6, 7 (ну или ТВ16), то проблем с разметкой отверстий в ступице не будет, если изготовить простейшее делительное приспособление, а как его изготовить я показал в видео у себя на канале suvorov-custom, а так же я опубликовал это видео чуть ниже.
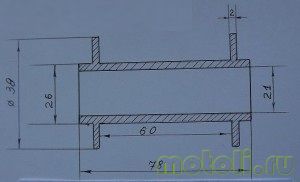
Чертёж оси колёс не публикую, так как он готовится на основании размеров передней вилки, маятника или рамы .Об этом мы поговорим в одной из следующих статей. Вот, вроде бы, и всё.

У кого возникнут вопросы, пишите в комментариях, буду рад ответить, особенно новичкам. Удачи всем и творческих успехов, надеюсь эта статья поможет вам самостоятельно сделать колесо для вашего красавца чоппера!

СТУПИЦА ГОТОВА ДЛЯ НАНЕСЕНИЯ ХРОМА.



В статье мы будем рассматривать ремонт именно колёс со спицами, а не литых. С литыми колёсами всё довольно просто: ЧУТЬ кривой легкосплавный обод закрепляется через переходную шайбу (выточенную именно для вашей ступицы) на специальном станке, и прокатывается между роликами станка несколько раз, пока не станет ровным. Слово ЧУТЬ кривой я не зря выделил, так как если обод из лёгкого сплава сильно деформирован, то ремонтировать его нет смысла, особенно если вы любитель быстрых скоростей.
Выравнивание деформированных колёс и допуски кривизны.
Вообще то колесо может стать кривым не только от попадания в яму (от удара), но ещё и от неправильной (неравномерной ) подтяжки спиц ремонтниками новичками. И для биения обода колеса, существуют допустимые нормы.
Для легкосплавных колёс дорожных и спортивных мотоциклов, требования допуска более жёсткие, так как скорости и обороты близки к самолётным. Для колёс из лёгкого сплава современных дорожников, допустимое биение, в обоих плоскостях, не должно превышать 0,5 мм. А для колёс из лёгкого сплава спортбайков, биение (как осевое, так и радиальное) не должно превышать 0,2 мм. Зная эти допуски, при ремонте нужно стремиться достичь их, а в лучшем случае выйти в ноль.
На спицованных колёсах биение (кривизну) обода, превышающее допустимые нормы, устраняют с помощью перемещения обода относительно ступицы колеса, путём последовательного удлинения и укорачивания нужных групп спиц. А вот именно каких нужных групп спиц, мы и рассмотрим более подробно ниже.
Радиальное биение обода проверяется и устраняется в первую очередь. Перед проверкой ось колеса и само колесо закрепляется в специальной стойке, которую несложно изготовить, приварив две профильные трубы или два швеллера к какому нибудь столику (см фото 1 и 2).
Так же нужно выточить ось для колёс, и чтобы эта ось стала универсальной (подходила для всех колёс) нужно выточить для этой оси два конуса, которые будут упираться в подшипники проверяемого колеса и зажиматься на оси винтами (см. фото 2).
Но можно просто зажать ось колеса от вашего мотоцикла в тиски (развернув их на 90 градусов) и затем одеть на ось колесо, втулку ( можно подходящий по длине кусок трубки, чтобы колесо не гуляло) и закрутить гайку оси. Далее к ободу колеса в двух плоскостях подводится носик индикаторной стойки и проверяется на сколько колесо кривое, прокручивая обод и следя за отклонением стрелки.
Далее вместо часового индикатора, в стойку (с помощью самодельного хомутика) закрепляется обыкновенный мел, который начертит при проверке участок обода, который выпирает больше других. При проверке радиального биения, след от мела на ободе может появиться или на одном участке, или на двух диаметрально противоположных (противолежащих) участках.
Если след от мела появился только на одном участке обода, то это значит, что ступица колеса находится не в центре обода. Ну а если при прокручивании колеса, мел начертит след на двух противолежащих участках, то это значит, что обод деформировался и стал овальным (или в форме яйца).
Все головки (ниппели) спиц, а точнее их резьбу, перед началом работ (а лучше за пару часов до работы) советую пролить какой нибудь проникающей жидкостью, типа WD-40, но можно использовать и тормозную жидкость. Это поможет намного легче прокручиваться головкам спиц, особенно если они подверглись коррозии. Обычный рожковый ключ при прокручивании спиц я не советую использовать, так как велика вероятность смятия граней ниппелей спиц, особенно если они не новые и их резьба чуть ржавая.
Нужно будет изготовить ключ для спиц, который будет захватывать все четыре грани головки, а не две. Такой ключ не сложно сделать из головки на 12, 13 или 14 из набора инструмента. В головке есть квадрат, который подходит своим размером только для спиц малокубатурных мотоциклов. Но для более толстых головок спиц (больших мотоциклов), квадрат внутри головки нужно будет расширить с помощью надфиля, немного расточив все четыре грани (проверяется конкретной спицей вашего байка).
Когда вы добьётесь с помощью надфиля того, что квадратик головки плотно будет надеваться на квадрат головки спицы, нужно будет сделать диском болгарки в головке пропил, такой ширины, чтобы в этот пропил свободно проходила спица. Пропил позволит надевать ключ (квадрат) на головку спицы на колесе. Теперь останется только приварить какой нибудь пруток к головке с квадратом, и ключ готов.
С помощью такого ключа, мне удавалось откручивать даже сильно ржавые спицы, а грани ниппеля спицы всегда оставались целыми.
Процесс выравнивания. Для возвращения ступицы в центр колеса (обода), нужно сначала ослабить натяжку спиц на той половине обода, которая не имеет след от мела. Причём сильнее нужно ослабить спицы именно посередине участка той половины обода, которая не имеет следа от мела. А спицы находящиеся не посередине, ослабляют всё меньше и меньше. То есть чем дальше от середины, тем слабее ослабляется каждая спица. Получается, что половина обода, которая не имеет следа мела, будет постепенно удаляться от ступицы.
А та часть обода, которая выпирает (выпуклая), то есть с следом от мела, наоборот будет приближаться к ступице. И в этой части обода (отмеченной мелом), наоборот нужно натягивать спицы. И в середине выпуклого участка спицы натягиваем сильнее, а по мере удаления от середины выпуклости обода (отмеченной мелом) спицы натягиваются слабее (чем дальше каждая спица от середины, тем слабее её натягиваем).
Можно для точности посчитать обороты, например в центре выпуклости вы сделаете 4-5 оборотов спицы, а каждая следующая спица (по счёту), отдалённая от центра выпуклости (с каждой стороны), будет натягиваться на четверть оборота меньше. Следующая по счёту спица, отдалённая от центра выпуклости (с каждой стороны), уже на две четверти оборота натянется меньше, и так далее. Конечно этот счёт довольно условный и количество оборотов каждой спицы зависят от длинны и высоты выпуклости (то есть величины деформации), но всё придёт с опытом и новичкам лучше всё делать по чуть-чуть, не спеша.
Главное уяснить то, что натяжение спиц закручиванием их ниппелей, следует производить только до тех пор, пока из-за перемещения ступицы к центру колеса, не натянутся диаметрально противолежащие спицы (которые были ослаблены вами). И дальнейшее натяжение спиц, без дополнительного ослабления противолежащих спиц, нельзя делать ни в коем случае, так как это приведёт к повреждению спиц или порче (зализыванию) их ниппелей.
И после каждого этапа ослабления и натяжки противолежащих спиц, следует заново проверять биение колеса с помощью мела или индикатора (вдруг уже обод ровный). Это позволит точно наблюдать за процессом возвращения ступицы в центр колеса, или выравнивания обода, и не позволит перетянуть ступицу в противоположную сторону.
Для точной проверки радиального биения, до и после выравнивания обода, мел или индикатор приставляют как снаружи, так и изнутри обода (ближе к отверстиям спиц), чтобы во время проверки, исключить возможное попадание мела или индикатора на местную вмятину на кромке обода,(которая бывает от удара о камень или кромку ямы).
На этом же участке обода (там где отчётливый след мела), спицы, которые идут на другую сторону ступицы, наоборот натягивают. И если предварительно ослабленные спицы натянутся до того, как осевое биение обода будет устранено полностью, то эти спицы заново ослабляют. То есть при выравнивании осевого биения обода, нельзя натягивать спицы одной стороны колеса (ступицы), без предварительного ослабления чередующихся с ними на ободе спиц, идущих к другой стороне ступицы.
После окончательного устранения биения обода, как радиального, так и осевого и повторных проверок часовым индикатором, все спицы равномерно подтягивают. Равномерность натяжения можно проверить по звуку (как струны гитары), то есть все спицы, при постукивании по ним ключиком, должны звучать по возможности одинаково.
Проверка после выравнивания колеса, на всякий случай.
Чтобы быть полностью уверенным, что при установке колеса на мотоцикл и пробной поездке, спицы не ослабнут и колесо не искривится вновь, следует сделать следующее. Нужно уложить обод колеса на два противолежащих деревянных бруса, и затем встать всем весом на ступицу колеса, сначала на одну сторону, а затем перевернув колесо, встать на другую сторону ступицы. После этого, колесо опять проверяют мелом или индикатором, нет ли биения обода, а так же проверяют по звуку равномерность натяжения всех спиц.
Если всё в порядке, то вам останется всего лишь сделать последнее — это сточить резьбовую часть (заподлицо с ниппелем) тех спиц, которые выступают из ниппеля в сторону покрышки (которая пока не установлена).
Ну а что делать, если от удара или от небрежного обращения с монтажкой (при замене покрышки) край обода погнут. Здесь придётся упереть внутреннюю часть обода в деревянный пенёк, и наложив на выступающую часть закраины обода деревянный или текстолитовый брусочек, нанести удар кувалдой. В отдельных случаях для выравнивания погнутости кромки обода, можно использовать большие тиски (губки тисков с алюминиевыми прокладками), или гидравлический пресс.
Только здесь главное не переборщить с усилием и делать всё по чуть-чуть, так как усилие пресса в несколько тонн. В любом случае, под погнутую часть обода, с обратной стороны подкладывается текстолитовая опора, и только после этого давим. Иначе вы вдавите не только погнутый участок, но и соседний (ровный).
Вот вроде бы и все премудрости правки колёс, по край ней мере те, которые знаю я. Ведь всё таки с помощью описанных выше приёмов работы, мне удалось восстановить не одно колесо и спасти их от свалки. И надеюсь данная статья, поможет многим владельцам мотоциклов, выровнять деформированное колесо вашего мотоцикла, и впоследствии насладиться скоростью, ведь только на идеально ровных колёсах, можно разогнаться до приличных скоростей без последствий; успехов всем.
Прошли те времена, когда достать резину не советского стандарта было не возможно. Но появилась новая проблема - достать нужный для этой резины колесный диск или обод. Есть варианты с дисками от "запасок" иномарок(14"-16"), Москвича-401(16"), тракторных тележек (16"), и т.п. Такие конструкции, конечно, имеют право на существование, но не лишены главного недостатка - приличная МАССА. Да и посетив несколько разборок, услышав стоимость этих самых запасок решил как-то обойтись. А "халявные" видно разобрали уже ;-)
В общем пойдем более сложным и интересным путем.
Более простой вариант получения широкого обода 19". "Родная" резина позволяет расширить обод до 140 мм по наруже.
Выглядит вот так:




1)Штатный обод на 19 разрезал прям по дыркам от спиц.
2)Имеем где угодно полосу стали(любой) 70мм*1460мм толшиной 2мм
3)После подгонки свариваем до кучи и получаем обод 19`*135мм
4)делаем "шишки" под спицы с помощью слепленного за 20 мин. кондуктора (см. ниже), сверляем, спицуем на Днепровскую ступицу. (Один нюанс - отв. под спицы не по центру(для нормального сопряжения с карданом) а смещены в сторону гл. передачи.)
Колесо становится в родную вилку МТ, но вместе с редуктором. Разогнув маятник на 40мм все вообще как родное. Смещение не заметно.
Про маятник:
Надрезал швы на косынках маятника, разогнул "рога" пропорционально мм на 50, зафиксировал, заварил.
Вставляешь ось. Она, естественно, не смотрит куда надо. Горелкой греешь место где литые (или кованые) наконечники входят в трубчатые части пера. Гнешь перо до совпадения оси Оси и противоположного отверстия . Тоже с другим пером но по угольнику.
Подобный вышеописаному, но более сложный.
Изготавливаем обод для моторезины 140/90-R15
Для начала расчитаем необходимую длинну обода.
В нашем случае 15"-й обод омеет длинну внешней посадочной поверхности (15 * ПИ * 25,4)мм т.е. 1197мм.
С помощью рулетки отмечаем 2 точки на посадочной поверхности покрышки на расстоянии друг от друга на 1197мм. Посреди "лишнего" куска должен остаться старый сварой шов.
Режем обод по шву поперек.
Теперь потребуется некоторое оборудование:
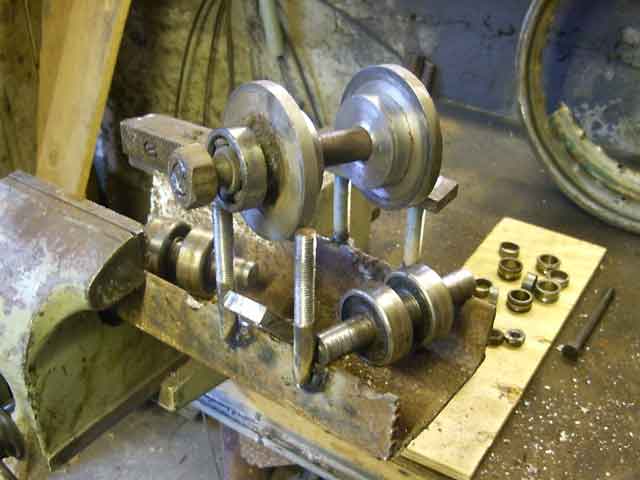

Принцип работы этого прокатного микростана понятен из следуюшего фото:

Эта штука позволяет "прокатать" стандартный обод 19" до нужного диаметра. В данном случае речь идет о 15". Реально катать менее 15", можно 16", с 17" придется повозиться по причине коротких "лишних" краев.
Катаем обод туда-сюда, потихоньку подтягивая гайки, до того момента, пока метки на концах обода не станут напротив друг друга.
Снимаем обод и отрезаем теперь не нужные концы по нанесенным меткам.
Фиксируем струбцинами на плоском основании обод, контролируем длинну окружности обоих посадочных поверхностей и провариваем концы обода. Я варил обычной электродуговой сваркой электродом АНО-21 (на заводе, мне показалось, варят хуже). Опасаться за этот шов не стоит, т.к. в колесе все силы стремятся его сжать.
Зачистив сварочные швы, ставим новый обод (кстати остается 30 отверстий под спицы) опять в прокатник и, для успокоения, еще катаем пару оборотов, чтоб убедиться в правильной геометрии.
Можно использовать обод и в этом виде, но уж слишком узковато.
Поступим так же как в вышеописаном варианте 1:
Разрезаем обод вдоль.

Старые "шишки" от спиц ровняем молотком на прутке. Полосу стали (отрубленной от листа 2мм) 60мм х прим.1200мм сворачиваем в красивое кольцо(60мм позволит увеличить ширину посадочной поверхности до 95мм). Вставляем внутрь полученных половинок обода. Разжимаем кольцо со всей изобретательностью, отмечаем лишний металл кольца и обрезаем.
ПОСТОЯННО контролируя расстояние от наружнего края обода до торца полосы, прихватываем сваркой всю конструкци. Должно получиться вот так:

Снаружи обвариваем тем что есть под рукой. Я проваривал ацетиленовой горелкой. Отъездил сезон и ни чего не отпало ;-).
Теперь о "шишках" для спиц
Продольная разметка делается так: рулеткой меряем длину окружности обода в том месте, где будет разметка (конечно снаружи). Делим длину на кол-во спиц.Не снимая рулетки (чтоб последние "шишки" не встретились, или не были диаметрально ), размечаем.
Их сделать легко с помощью несложного приспособления:

Оно представляет собой трубу Ду50 длинной прим. 300мм, от края прим. 50 мм отверстие диам. 16мм.Далее от этого же края приварен ограничитель. По оси отверстия 16мм, радиально к трубе,на высоте прим. 40 мм зафиксирована направляющая для бородка диам 12мм со сферическим концом. Эта направляющая приварена к ограничителю. Весьма напоминает швейную машинку (надеюсь, ее кто-нибудь видел?)
Система зажимается в тисы горизонтально, бородком вверх. Обод вешается на трубу. Греется пропановым резаком место под "шишку". 2 удара молотка 400г. NEXT.
Ограничитель служит также для того, чтоб "шишки" были на одном расстоянии от края.
Новичку об основах в области ОБЖ, экстремальных и чрезвычайных ситуаций, выживания, туризма. Также будет полезно рыбакам, охотникам и другим любителям природы и активного отдыха.
четверг, 10 сентября 2020 г.
Как сделать деревянное колесо для телеги
Сейчас на дорогах всё реже и реже можно встретить телеги на деревянных колёсах (как и вообще телеги). А когда-то это был основной тип колёс. В советское время, как и полагается, был ГОСТ на изготовление колёс. Последний, насколько знаю, был ГОСТ 705-77 "Колеса деревянные конных повозок. Технические условия". А на сами телеги был ГОСТ 1142-90 "Повозки конные грузовые. Общие технические условия".
Сразу хочу сказать что колёса в разное время, в разных странах делали по разному. Поэтому ниже будет только основная информация про изготовление деревянных колёс.
Гнутье обода деревянного колеса
Распаренные заготовки для деревянных колес изгибали на круге. Делали это следующим образом. Один конец заготовки закрепляли вместе железной шиной выемке между кругом и упором, на свободный конец двое рабочих нажимают с силой руками. Когда закрепленный конец несколько согнется свободный конец закрепляли тросом или цепью соединяли с жердью и продолжали гнуть. Конец ободной заготовки окончательно изгибали при помощи ручного ворота. По окончании гнуть обода, деревянного колеса, концы обода связывали проволокой или как раньше лыком. И оставляют обод вместе с шиной на круге примерно 30 минут для остывания. Обод сгибали чаще всего в сторону сердцевины, значительно реже — в сторону заболони. Обод прострагивали рубанком с четырех сторон для придания ему гладкости и правильной формы поперечного сечения. На вогнутой стороне его (матке) просверливали ручным коловоротом гнезда, концы запаха обрезали.
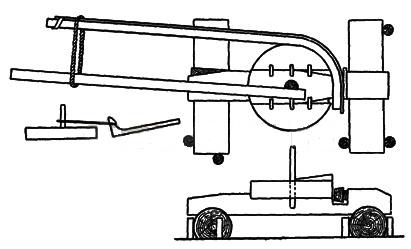 |
| Гнутье обода деревянного колеса |
На таком станке работали трое рабочих: двое гнули заготовки, один следит за правильным изгибанием ее на круге. За смену вырабатывали 40—45 ободьев.
Готовые ободы сортировали и укладывали под навесом один на другой по 20 штук.
Затем обод обрабатывали рубанком для придания гладкости, а на вогнутой его стороне просверливали гнезда.
Косяковое колесо
Косяковое колесо состоит из выполненных из дерева ступицы, спиц и сегментов обода, а также из стальных втулки, бандажей ступицы и бандажа обода колеса.
Прежде, чем приступить к изготовлению колеса, на куске фанеры (или на чертежной бумаге) придется начертить колесо в масштабе 1:1, чтобы убедиться, что спицы, входящие в ступицу, действительно там разместятся, не мешая друг другу, и чтобы узнать действительные размеры сегментов и спиц. Обычное число сегментов и спиц - по 12 штук.
Вырезают все детали колеса из сухой древесины (желательно твердых пород дерева). Изготовленное из недосушенной древесины колесо со временем может развалиться.
Бандажи лучше сделать из стальной полосы толщиной 4 мм, для чего, оттянув ее концы "на нет", соединяют их внахлестку(края отверстий диаметром 10-12 мм, проделанные в одном конце полосы, приваривают к концу другой полосы стыка). Можно также сделать бандажи для ступиц из трубы. Но тогда следует начинать работу с бандажей и подгонять уже деревянный обод под стальной бандаж.
 |
| Косяковое колесо 1 - ступица; 2 - сегмент обода; 3 - спица; 4 - втулка; 5 - бандаж ступицы; 6 - бандаж обода |
Обработка ступицы
Каждое деревянное колесо для телеги имело ступицу. Ступица это — центральная часть колеса, соединяющаяся посредством спиц с ободом. Длина ее 280 мм, диаметр 167 и 190 мм как показано на чертеже ниже.
Обрабатывали ступицы в ножных самодельных токарных станках: одной ногой рабочий ремесленник постоянно качать маятник, в это время заготовка вращалась со скоростью 30 - 40 оборотов в минуту. А резцом служило длинное приспособление в форме лопатки, которое обрезало разваренное дерево, будущей ступицы деревянного колеса.
Изготавливали ступицы из кряжей твердых лиственных пород диаметром 20—26 см. Кряжи распиливают на отрезки длиной, равной длине ступицы. Диаметр заготовок от 200 до 250 мм с градацией через 10 мм. Заготовки диаметром 200 и 210 мм предназначались для ступиц диаметром 167 мм, остальные — для ступиц диаметром 190 мм. Заготовки сначала грубо отесывали топором, затем окончательно обрабатывали на токарных станках.
После обточки ступицы, в центре по продольной оси просверливали отверстие, для надевания на ось повозки. А в средней, утолщенной, части долбили по окружности гнезда для спиц: 10—11 шт. для переднего колеса, 11—12 шт. для заднего. Гнезда предварительно намечали циркулем или при помощи металлического шаблона с отверстиями.
После этого на ступицу деревянного колеса насаживали четыре металлических обруча (кольца): один на утолщенный конец, другой на более тонкий.
Обработка спиц
Спицы закрепляли одним концом в гнездах ступицы, другим — в гнездах обода. Конец спицы, укрепленный в ступице, называют всадом, конец, укрепленный в ободе, — застригом (круглый шип). Шипы спиц изготовляли такой длины, чтобы концы их не доходили до втулки ступицы на 12—13 мм, а в ободе — до его внешней поверхности (подшинной части) на 2—3 мм.
При работе колеса наибольшие усилия возникают в части спицы, расположенной у ступицы, поэтому у всада спицу делают толще.
- ширина у места заделки в ступицу — не менее 55 мм
- у места заделки в обод — не менее 50 мм
- толщина шипа, заделываемого в ступицу, не менее 17 мм
- диаметр шипа, заделываемого в обод, — не менее 24 мм
- сечение в средней части по малой оси — не менее 35 мм
Сборка деревянного колеса
Первой операцией при сборке колеса, является сборка репья, забивка спиц в гнезда ступицы (репьем называется ступица с закрепленными в ней спицами). Если есть металлическая втулка, то сначала ставятся она. а если есть и бондаж на ступицу, то он ставится сразу после установки втулки.
После сборки репья, размечают длину спицы и место зарезки верхнего круглого шипа. Каждой спице, торцовкой придают нужную длину, затем зарезают шип лучковой пилой.
Последней операцией является насадка обода, которая в мастерских производилась в особых верстаках - колеснях.
Колесня представляет собой стол, в крышке которого вырезано круглое отверстие, окованное полосовым железом. Отверстие сообщается с продольной прорезью, вырезанной в крышке стола, в которую вставляется несколько деревянных прокладок. Репей укладывают в колесню таким образом, чтобы ступица находилась в круглом отверстии крышки стола, а одна из спиц была расположена над продольной прорезью. На репей накладывают обод, одно из гнезд которого должно находиться против спины, расположенной над прорезью стола. Забивая между прокладками деревянные клинья, насаживали гнездо обода на шип спины.
Закончив эту операцию, репей с ободом поворачивали до момента, когда следующая спица окажется над прорезью крышки стола, насаживают гнездо обода на ее шип и. т. д.

Установка бондажа
Завершает сборку деревянного колеса установка "вгорчую" бондажа на внешнюю сторону колеса. Бондаж делается из металлической шины толщиной 8—12 мм и шириной 45—60 мм.
Необходимо, чтобы нагретый бандаж имел внутренний диаметр, как минимум равный диаметру обода колеса, на который его насаживают. Если хотите облегчить себе процесс насаживания бандажа, просто нагрейте его немного побольше.
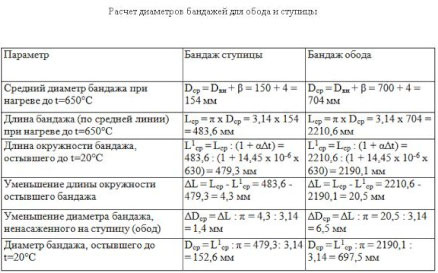
Мерить диаметр деревянного обода колеса и диаметр бандажа, после чего на этих замерах строить изготовление бандажа - бесполезно, так как каждый очередной замер диаметра будет давать разные значения из-за овальности и обода, и бандажа. Поэтому необходимо измерять не диаметр, а окружность обода или бандажа, причем делать это необходимо жесткой (не текстильной) рулеткой. Таким образом, диаметр колеса или обода не замеряют, а подсчитывают, разделив длину окружности на число π=3,14.
Вариант расчёта бондажа дан ниже
Бандаж нагревают в горне или на костре в древесных углях до 650-700°С (металл будет тёмно-красным). Колесо укладывают плашмя на горизонтальной площадке и надежно закрепляют его. Затем бандаж быстро переносят на деревянный обод и, пользуясь кувалдой и оправками (типа плоской отвертки), осаживают на ободе. При этом дерево начинает дымить, появляется пламя, которое нужно погасить, обливая бандаж водой и смачивая дерево и бандаж мокрыми тряпками, держа последние на палке, чтобы не обжечься паром.
Посадка бондажа на обод колеса считается правильной, если при постукивании по ней молотком получается звонкий без дребезжания звук. Если есть дребезжание, то бондаж лучше заменить.
Вот полезное видео
Читайте также: