
Ремонт гбц ваз 21083 8 клапанов своими руками
Добавил пользователь Алексей Ф. Обновлено: 20.09.2024
Когда необходимо снимать ГБЦ
На автомашинах, сошедших с конвейера Волжского автозавода, вне зависимости от того, сколько клапанов имеет силовой агрегат и какой привод (задний или передний) используется, затяжку осуществляют после разборки блока цилиндров. Как отмечалось выше, обычно демонтаж головки нужен для замены прокладки, ресурс которой составляет 60 000 или максимум 80 000 километрам пробега. Приход в негодность уплотняющего элемента серьезно влияет на работу двигателя, и потому машиной до ремонта лучше не пользоваться.
Нередко прокладка изнашивается в промежутке между коммуникациями, по которым циркулирует смазка и охлаждающая жидкость (ОЖ). В результате происходит смешивание столь разных составов и их обоюдное загрязнение. Как следствие – оба они в заметной мере утрачивают эксплуатационную пригодность. Для данной поломки характерны следующие признаки:
- масло становится жиже (иногда происходит падение или повышение уровня);
- тосол приобретает буроватый оттенок.
Ремонт в этой ситуации нужен безотлагательный.
- недостаточный момент затяжки;
- неравномерная закрутка болтов;
- заводской брак прокладки.
Независимо от причины, в охладительный контур направляется воздух, что приводит к разогреву тосола. Очевидным признаком неприятности является сильное бурление жидкости в распределительном бачке.
Крайне редко наблюдается повреждение прокладки на участке между цилиндрами. Если это произошло, то происходит снижение компрессии, что ведет к нестабильной работе мотора.
Часто подобные проблемы возникают через непродолжительное время после замены прокладки ГБЦ. Автовладельцы в этом случае тратят немало сил, пытаясь отыскать причину, и даже подумать не могут, что виноват именно названный уплотнительный элемент либо неправильно сделанная затяжка болтов головки. Потому знающие мастера рекомендуют в первую очередь проверить, герметичен ли стык между ГБЦ и блоком. Если на корпусе мотора появляются характерные потеки в районе головки, то дальше искать не имеет смысла.
Подготовка к снятию ГБЦ
Если ВАЗ имеет карбюратор, то данный узел придется убрать. Некоторые рекомендуют оставлять его на месте, но в реальности это неудобно и серьезно усложняет работу.
После демонтажа карбюратора от ГБЦ отсоединяют топливные патрубки. Далее необходимо открутить трамблер – его держит одна гайка. Узел вместе с проводкой убирают в сторону. Если крепежи заржавели или прикипели, то не пытайтесь срывать их силой – обрызгайте ВД-40 и обождите 5 минут.
Далее приступают к сливу охлаждающей жидкости. Об этом моменте стоит рассказать подробнее. Действуйте так:
- поставьте машину на яму или рампу;
- снимите брызговик с мотора;
- подставьте под сток радиатора емкость (около 10 литров);
- свинтите там заглушку;
- откройте распределительный бачок.
Когда тосол из радиатора вытечет, его сливают и из блока цилиндров. На нем имеется отдельная пробка. Разместите под ней емкость и раскрутите ее ключом. По завершении процедуры верните все заглушки на место.
Снятие ГБЦ – ключевые моменты
Теперь наступил черед ГБЦ. Первым делом торцевым ключом соответствующего размера демонтируйте ее кожух. Снятые гайки и шайбы сложите так, чтобы не потерять. Кроме того, чтобы получить доступ к головке, необходимо отсоединить и цепь ГРМ. Осторожно ослабьте натяжитель и снимете его вовсе после того, как открутите шестеренку. Чтобы цепь не соскочила с последней, ее стягивают любой мягкой проволокой.
Далее отсоединяется распределительный вал – он крепиться в девяти местах. Если затяжка чрезмерно сильная, то опять воспользуйтесь WD-40.
После демонтажа вала уберите с ГБЦ шланг подачи горючего и выпускной коллектор. На этом моменте останавливаться не будем – здесь все просто.
Замена прокладки
При замене прокладки необходимо учитывать несколько моментов. Так, если ГБЦ демонтируется для другой надобности, то и ее менять придется обязательно. Старую в дальнейшем использовать запрещается. Новая, по счастью, стоит недорого.
После удаления изношенного уплотнителя поверхность, расположенную под ним, надо хорошенько очистить. Важно работать аккуратно, чтобы не оставить царапин. Не будет лишним отшлифовать площадку тонкозернистой наждачкой. Обязательно обезжирьте поверхность и удалите весь мусор – даже меленькая крупинка не позволит добиться герметичности и при самой правильной затяжке.
Проверьте работоспособность клапанов вашего автомобиля ВАЗ. При нужде замените в них сальники. Затем положите прокладку и верните на место головку.
Порядок затяжки ГБЦ на ВАЗ модели 2108
Наконец, расскажем о тонкостях правильной затяжки. Когда головка блока поставлена на место, заверните все болты пальцами и непременно до отказа. Делать это позволительно в любом удобном порядке – важно не сместить ГБЦ и прокладку.
Для следующего этапа работы понадобится динамометрический ключ.
Станьте сбоку от машины так, чтобы кабина оказалась по левую руку от вас, и действуйте в указанной последовательности.
Правильный момент затяжки на первом этапе составляет от 3,5 до 4,1 кгс·м. По второму кругу показатель повышается до 10,5-11,5 кгс·м. Теперь остается затянуть 11-й болт. Для него нормативным усилием будет от 3,5 кгс·м до 4.
Далее обождите минут 20 и, соблюдая порядок, поверните все крепежи на 90 градусов, а потом повторите это действие еще раз. После соберите двигатель и проверьте его работоспособность.
Моменты затяжки гбц ВАЗ 8 клапанов и 16 клапанов
Моменты затяжки гбц ВАЗ 8 и 16 клапанов — тема этой статьи. В ней приведен момент затяжки болтов гбц ваз различных автомобилей. Выложены схемы затяжки болтов гбц ВАЗ разных моделей. Описана последовательность выполнения затяжки болтов головки блока цилиндров для каждого двигателя автомобилей ВАЗ. Выложены марки болтов, соединяющих гбц с блоком движка.
Момент затяжки гбц ВАЗ — это размер усилия затяжки крепежа головы блока цилиндров двигателя автомобиля ВАЗ, при котором не срывается резьба метизов и не портится тело головы блока.
- Момент затяжки болтов гбц ВАЗ 2101
- Моменты затяжки головы блока цилиндров двигателя ВАЗ 2102
- Усилие закручивания гбц ВАЗ 2103
- Момент затяжки болтов гбц ВАЗ 2104
- Сила закручивания головки блока цилиндров ВАЗ 2105
- Моменты затяжки гбц ВАЗ 2106 и ВАЗ 2121
- Моменты затяжки головки блока цилиндров ВАЗ 21073, 21213, 21214, 21214-10
- Моменты затяжки головы блока ВАЗ 2109
- Момент затяжки гбц ВАЗ 2108 — 21083, 2110, 2111
- Моменты затяжки гбц ВАЗ 2112
- Моменты затяжки головы блока ВАЗ 2113, 2114, 2115
- Моменты затяжки гбц ВАЗ 21114
- Моменты затяжки головки блока цилиндров двигателя ВАЗ 11183
- Моменты затяжки гбц двигателя ВАЗ 21124
- Моменты затяжки головы блока двигателя ВАЗ 21126, 11194
Момент затяжки болтов гбц ВАЗ 2101
Затяжку болтов марки 2101-1003271 и 1/60441/30 головы блока цилиндров необходимо выполнять за 2 раза, в очередности, указанной на изображении.
В качестве инструмента используется голова на 19, голова на 13, ворот и штанга или трещетка
Моменты затяжки болтов гбц ваз 2101 с 1 по 10:
- 1 раз — 34 ÷ 42 Н/м;
- 2 раз — 100 ÷ 120 Н/м.
Усилие закручивания болтиков головы под № 11:
- Первичный момент — 14 ÷ 16 Н/м;
- Окончательное усилие — 32 ÷ 40 Н/м.
Моменты затяжки головы блока цилиндров двигателя ВАЗ 2102
Закручивание крепежа гбц нужно исполнять за 2 приема, по последовательности, указанной на чертеже внизу.
Для закручивания используем головку на 19 и 13, а так же динамометрический ключ.
Усилие завинчивания крепления гбц с 1 по 10:
- Начальное — 3,4 ÷ 4,2 кгс/м;
- Окончательное — 10 ÷ 12 кгс/м.
Усилие завинчивания болтиков головы блока № 11:
- Первый раз — 1,4 ÷ 1,6 кгс/м;
- Второй — 3,2 ÷ 4,0 кгс/м.
Усилие закручивания гбц ВАЗ 2103
Завинчивать метизы головы блока необходимо за 2 раза, по очередности, представленной на рисунке снизу.
Для этого применяется головка на 19 и 13 вместе с измерительным устройством.
Усилие зажатия метизов гбц от 1 по 10:
- Начальное — 34 ÷ 42 Н/м;
- Завершающее — 100 ÷ 120 Н/м.
Сила закручивания болтиков № 11:
- Начальная — 14 ÷ 16 Н/м;
- Окончательная — 32 ÷ 40 Н/м.
Момент затяжки болтов гбц ВАЗ 2104
Затяжку головы блока нужно выполнять за 2 раза, в последовательности, согласно ниже приведенной схеме.
Для этого используется следующий инструмент: голова на 19 и 13, удлиннитель и измерительная трещетка
Момент затяжки болтов гбц ваз 2104 с 1 по 10 выполняется за два раза:
- раз затягиваем болты моментом — 34 ÷ 42 Н/м;
- раз закручиваем болты моментом — 100 ÷ 120 Н/м.
Момент затяжки болта гбц № 11 выполняется за два раза:
- раз затягивается болт моментом — 14 ÷ 16 Н/м;
- раз закручивается моментом — 32 ÷ 40 Н/м.
Сила закручивания головки блока цилиндров ВАЗ 2105
Закручивание болтиков головки блока цилиндров выполняем в 2 приема, в очередности, указанной на чертеже внизу.
В качестве инструмента используется головка на 19, 13 и измерительный ключ
Моменты затяжки болтов гбц с 1 по 10:
- Начальный — 3,4 ÷ 4,2 кгс/м;
- Окончательный — 10 ÷ 12 кгс/м.
Усилие завинчивания болта № 11:
- Первичное — 14 ÷ 16 Н/м;
- Окончательное — 32 ÷ 40 Н/м.
Моменты затяжки гбц ВАЗ 2106 и ВАЗ 2121
Затяжка болтов головы блока производится за 2 подхода, по схеме, представленной внизу.
Для этого применяем головку на 19 и 13, а так же динамометрический ключ
Моменты затяжки головки блока цилиндров ВАЗ 21073, 21213, 21214, 21214-10
Закручивание болтов с 1 ÷ 10, модели 21213-1003271 и 1/60441/30 выполняется за 4 подхода в очередности, представленной на картинка.
В качестве инструмента используется голова на 12, голова на 13, изогнутый драшпиль и удлинитель или трещетка.
Моменты затяжки головы блока ВАЗ 2109
Затяжку болтов гбц нужно производить в четыри приема, в последовательности, представленной на схемевнизу
Смонтируйте гбц на блок. Перед этим проконтролируйте, что коленвал и распредвал расположены в ВМТ (все клапана 1-го горшка обязаны быть закрыты). Заверните болты головы в следующей очередности, за 4 приема:
Момент затяжки гбц ВАЗ 2108 — 21083, 2110, 2111
Затяжка болтов гбц ВАЗ 2108 — 21083, 2110, 2111 выполняется за 4 раза в очередности, показанной на изображении
Момент затяжки болтов гбц ваз 2108 — 21083 производится в 4 приема:
- раз болты закручиваем моментом — 18 — 22 Н/м (1.8 — 2.2 кгс/м);
- раз затягиваем болты моментом — 70 — 85 Н/м (7.0 — 8.5 кгс/м);
- раз поварачиваем на 90 о ;
- раз доварачиваем болты на 90 о .
Моменты затяжки гбц ВАЗ 2112
Затягивание болтиков выполнять за три раза в очередности, представленной на изображении
Для закручивания болтиков необходимо применять переход 67.7812-9543, ворот и штангу или электроинструмент модели ИП – 3111..
Момент затягивания болтов гбц составляет:
- Первый раз — 18 ÷ 22 Н.м (1,8 ÷ 2,2 кгс.м);
- Второй раз — доворачиваем на 90 о ;
- Трейтий раз — закручиваем на 90 о .
Моменты затяжки головы блока ВАЗ 2113, 2114, 2115
Затягивание болтиков выполнять в четыре приема, в очередности, представленной на изображении
Для завинчивания болтиков необходимо применять торцевой ключ Torx Е14..
Предупреждения ! Повторное использование болтов крепления головки блока цилиндров допускается только в том случае, если их длина не превышает 135,5 мм
Штангенциркулем или слесарной линейкой измеряем длину болтов.
Важно ! Болты длиной более 135,5 мм заменяем.
Болты M12XI.25 крепления гбц закручиваем за 4 раза:
- Начальное усилие — 2 кгс/м;
- Второй раз — 7 ÷ 8,6 кгс/м ;
- Третий раз — докручиваем на 90°;
- Четвертый раз — докручиваем болтики на 90°.
Остальные моменты затяжки болтов и гаек всех резьбовых соединений автомобилей ВАЗ 2113, 2114, 2115 можно посмотреть Здесь
Моменты затяжки гбц ВАЗ 21114
Затяжку болтов головки блока цилиндров выполнять в четыри приема по схеме, приведенной внизу на рисунке:
Момент затягивания болтов гбц составляет:
- Первый прием — 18 ÷ 22 Н.м (1,8 ÷ 2,2 кгс.м);
- Второй прием — 70 ÷ 85 Н.м (7,0 ÷ 8,5 кгс.м);
- Третий прием — доворачиваем на 90 о ;
- Четвертый прием — закручиваем на 90 о .
Моменты затяжки головки блока цилиндров двигателя ВАЗ 11183
Закручивание метизов гбц исполнять за четыри раза по чертежу, показанному внизу:
Моменты затяжки болтиков головы блока имеют следующие параметры:
- 1 раз — 18 ÷ 22 Н.м (1,8 ÷ 2,2 кгс.м);
- 2 раз — 70 ÷ 85 Н.м (7,0 ÷ 8,5 кгс.м);
- 3 раз — поворачиваем на 90 о ;
- 4 раз — докручиваем на 90 о .
Моменты затяжки гбц двигателя ВАЗ 21124
Затяжку болтов производить за 4 этапа в очередности, показанной на рисунке внизу:
Момент затяжки болтов гбц составляет:
- 1 этап — 12 ÷ 20 Н.м (1,2 ÷ 2,0 кгс.м);
- 2 этап — 26 ÷ 34 Н.м (2,6 ÷ 3,4 кгс.м);
- 3 этап — доворот на 90 о ;
- 4 этап — доворот на 90 о .
Моменты затяжки головы блока двигателя ВАЗ 21126, 11194
Закручивание метизов исполнять за 4 раза в последовательности, представленной внизу на изображении:
ремонт головки блока цилиндров автомобилей ваз 2108, ваз 2109, ваз 21099

ПРЕДУПРЕЖДЕНИЕ
Головка блока цилиндров заменяется с корпусами подшипников в сборе, так как они обрабатываются совместно.
2. Отверните винт крепления и отсоедините штуцер подогрева от карбюратора. Если винт отвернуть не удается, ослабьте хомут и снимите шланг со штуцера.

3. Отверните четыре гайки крепления карбюратора (две из них расположены с противоположной стороны).

4. Снимите карбюратор с впускной трубы.

5. Аккуратно снимите прокладки карбюратора.

6. Отверните две гайки крепления теплоизоляционного щитка карбюратора.

7. Ослабьте затяжку гайки на штуцере.

8. Снимите теплоизоляционный щиток карбюратора.

9. Отверните две гайки крепления патрубка забора теплого воздуха.

10. Отверните гайку крепления рыма.

11. Снимите рым и патрубок забора теплого воздуха.

12. Отверните девять гаек крепления впускной трубы и выпускного коллектора.

13. Снимите выпускной коллектор.

14. Снимите впускную трубу.

После снятия выпускного коллектора и впускной трубы подложите под головку блока цилиндров деревянные прокладки, чтобы не повредить клапаны, выступающие из головки блока.


Снимайте уплотнительные прокладки аккуратно. Если прокладки выпускного коллектора и впускной трубы не повреждены и не сильно обжаты, их можно использовать вторично. Пригоревшие прокладки выпускного коллектора и впускной трубы осторожно отделите с помощью отвертки.

16. Выверните из головки блока цилиндров свечи зажигания.

17. Выверните датчик температуры охлаждающей жидкости (ДТОЖ).

18. Выверните датчик контрольной лампы аварийного давления масла.

19. Отверните десять гаек крепления обоих корпусов подшипников распредвала.

20. Снимите оба корпуса подшипников распредвала с головки блока цилиндров.


22. Снимите сальник с переднего конца распредвала.

23. Отверните гайку крепления натяжного ролика.

24. Снимите натяжной ролик и упорную шайбу, установленную под натяжным роликом.

25. Выньте толкатели клапанов вместе с регулировочными шайбами.

Вынув очередной толкатель клапана, промаркируйте его и регулировочную шайбу порядковым номером, чтобы при сборке установить их на свое место.
ПРИМЕЧАНИЕ
Привод клапанов состоит из следующих деталей: 1, 2 — клапаны; 3 — наружная пружина; 4 — внутренняя пружина; 5 — верхняя тарелка; б — сухарь; 7 — нижняя тарелка.

Все эти детали нужно демонтировать из головки блока цилиндров.

26. Промаркируйте клапаны номером цилиндра, чтобы при сборке установить клапана на свои места. Маркировку можно нанести с помощью керна как можно ближе к центру клапана: клапаны первого цилиндра — одна точка, второго — две и т.д.

27. Установите под снимаемый клапан подходящий упор.

28. Установите на головку блока цилиндров приспособление для сжатия пружин клапанов. Сожмите им пружины клапана и выньте сухари. Постепенно ослабляя нажим на ручку приспособления, полностью разожмите пружину клапана и снимите приспособление с головки.

29. Снимите наружную пружину клапана с тарелкой.

30. Снимите внутреннюю пружину клапана.

31. Выньте клапан из головки блока цилиндров.

32. Аккуратно снимите маслоотражательный колпачок, не повредив направляющую втулку клапана.

33. Выньте опорную шайбу (тарелку) пружин клапана. Аналогичным образом выньте остальные клапаны.
34. Промойте детали головки блока в бензине, протрите и просушите их.

35. Очистите камеры сгорания от нагара. Осмотрите головку блока цилиндров. Если на головке блока есть трещины или следы прогара в камерах сгорания, замените головку блока цилиндров.

36. Проверьте плоскостность поверхности, прилегающей к блоку цилиндров. Для этого поставьте металлическую линейку ребром на поверхность головки блока цилиндров по центру вдоль, а затем по диагоналям и замерьте щупом зазор между плоскостью головки блока и линейкой. Замените головку блока цилиндров, если зазор превысит 0,1 мм.

37. Очистите нагар с клапанов. Это можно сделать подходящим металлическим инструментом.


Рис. 4.5. Размеры тарелок клапанов
Повреждения рабочей фаски клапанов, которые невозможно вывести притиркой, можно устранить шлифовкой на специальном станке. При шлифовке надо выдержать размеры, указанные на рис. 4.5. В скобках даны отличающиеся размеры для двигателя ваз 21083.

39. Проверьте состояние пружин клапанов. Искривленные, поломанные или имеющие трещины пружины клапанов замените. Проверьте упругость пружин клапанов. Для этого измерьте высоту пружин в свободном состоянии, а затем под двумя различными нагрузками. Если пружина клапана не соответствует требуемым параметрам, замените пружину.
ПРИМЕЧАНИЕ
Параметры пружин клапанов для определения их упругости:
наружная пружина клапана:
высота в свободном состоянии. 45,2 мм;
высота под нагрузкой (26,0+1,7) кгс. 33,7 мм;
высота под нагрузкой (46,2+2,4) кгс. 24,7 мм;
внутренняя пружина:
высота в свободном состоянии. 34,1 мм;
высота под нагрузкой (9,0+0,8) кгс. 29,7 мм;
высота под нагрузкой (27,5+1,5) кгс. 20,7 мм.

40. Проверьте состояние седел клапанов. На рабочих фасках седел клапанов не должно быть следов износа, раковин и коррозии. Незначительные повреждения (мелкие риски, царапины и т.п.) можно удалить притиркой клапанов.
ПРИМЕЧАНИЕ
Более значительные дефекты седел клапанов устраняются шлифовкой.

Рис. 4.6. Размеры седел клапанов: а — седло впускного клапана; б — седло выпускного клапана; I — новое седло; II — седло после ремонта
При шлифовке выдержите размеры, указанные на рис. 4.6. Сначала шлифуется фаска под углом 20°, затем фаска под углом 45°. После шлифовки седел надо притереть клапаны, затем тщательно очистить и продуть сжатым воздухом головку блока, чтобы в каналах и камерах сгорания не осталось частиц абразива. В скобках даны отличающиеся размеры для двигателя ваз 21083.
41. Проверьте зазор между направляющими втулками и клапанами (рис. 4.7).
ПРИМЕЧАНИЕ

Рис. 4.7. Размеры клапанов и их направляющих втулок
Зазор между клапаном и направляющей втулкой, мм:
номинальный для впускных клапанов. 0,022-0,055;
номинальный для выпускных клапанов. 0,029-0,062;
предельно допустимый зазор для впускных и выпускных клапанов . 0,3.
Зазор вычисляется как разность между диаметром отверстия во втулке и диаметром стержня клапана. Если зазор меньше предельно допустимого, попробуйте заменить клапан. Если зазор превышает предельно допустимый, замените направляющую втулку.

42. Выпрессуйте со стороны камеры сгорания дефектную направляющую втулку клапана специальной оправкой.

43. Вставьте новую направляющую втулку клапана в специальную оправку.

В качестве запасных частей поставляются направляющие втулки клапанов со стопорными кольцами. Направляющие втулки клапанов имеют увеличенный на 0,2 мм наружный диаметр и уменьшенный диаметр отверстия под клапан.

44. Запрессуйте с помощью оправки направляющую втулку клапана со стороны распредвала до упора стопорного кольца в головку блока цилиндров.

45. Разверните отверстие в направляющей втулке клапана с помощью развертки до 8,022-8,040 мм для впускных клапанов и до 8,029-8,047 мм — для выпускных. После этого прошлифуйте седла клапанов, как описано выше, центрируя инструмент по отверстию во втулке.

46. Осмотрите толкатели клапанов. Если на рабочей поверхности толкателя клапана есть задиры, царапины или другие повреждения, замените толкатели клапанов.

47. Осмотрите регулировочные шайбы толкателей клапанов. На их рабочих поверхностях не должно быть задиров, забоин, царапин, следов ступенчатого или неравномерного износа, натира металла. При таких дефектах шайбы надо заменить. На шайбах допускаются концентрические следы приработки с кулачками распределительного вала.

48. Измерьте длину болтов крепления головки блока цилиндров, так как при многократной затяжке болты головки блока вытягиваются. Если длина болтов головки блока цилиндров превышает 135,5 мм, замените болты.

49. Для проверки герметичности головки блока цилиндров заглушите отверстие в патрубке рубашки охлаждения в заднем торце головки блока, переверните головку блока цилиндров камерами сгорания вверх и залейте керосин в каналы рубашки охлаждения. Если появились течи керосина, значит, головка блока цилиндров не герметична, и головку блока надо заменить.




Если зазор меньше предельно допустимого, попробуйте заменить клапан. Если зазор превышает предельно допустимый, замените направляющую втулку.
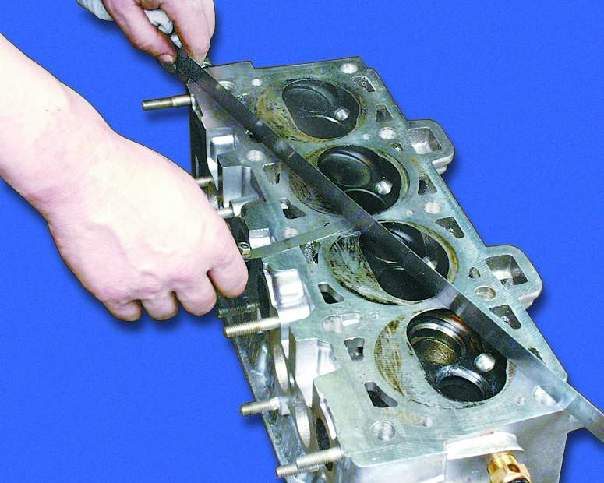

3. Проверьте плоскостность поверхности, прилегающей к блоку цилиндров. Для этого поставьте металлическую линейку ребром на поверхность головки по центру вдоль, а затем по диагоналям и замерьте щупом зазор между плоскостью головки и линейкой. Замените головку, если зазор превысит 0,1 мм.


5. Осмотрите клапаны. Замените клапаны со следующими дефектами: глубокие риски и царапины на рабочей фаске, трещины, деформация стержня клапана, коробление тарелки клапана, следы прогара. Неглубокие риски и царапины на рабочей фаске можно удалить притиркой клапанов.
7. Проверьте состояние пружин клапанов. Искревленные, поломанные или имеющие трещины пружины замените. Проверьте упругость пружин. Для этого измерьте высоту пружин в свободном состоянии, а затем под двумя различными нагрузками. Если пружина не соответсвует требуемым параметрам, замените ее (смотрите примечания).

8. Проверьте состояние седел клапанов. На рабочих фасках седел не должно быть следов износа, раковин и коррозии. Незначительные повреждения (мелкие риски, царапины и т.п.) можно удалить притиркой клапанов.



11. Осмотрите толкатели клапанов. Если на рабочей поверхности толкателя имеются задиры, царапины или другие повреждения, замените толкатели.
12. Осмотрите регулировочные шайбы. На их рабочих поверхностях не должно быть задиров, забоин, царапин, следов ступенчатого или неравномерного износа, натира металла. При таких дефектах шайбы надо заменить. На шайбах допускаются концентрические следы приработки с кулачками распредвала.
13. Изметьте длину болтов крепления головки блока, так как при многократной затяжке они вытягиваются. Если длина болтов превышает 135,5 мм, замените болты.

Забираем её домой, ставим на электропечь (предварительно открываем окна, выпроваживаем родных погулять на пол часика-вонять будет жутко)-я грел минут 10-15. Направляющие тем временем уже неделю как мариновались в морозилке. Подготавливаем рабочее место на полу, чтоб не перепутать местами направляющие(да, да, они разные), рисуем картинку, маркируем какие куда. Ну а дальше снимаем гбц с плиты, ложим на пол, достаем из морозилки направляющие, окунаем их в масло и легкими ударами молотка забиваем их через оправку на свои места. Оправку можно купить, можно выточить по чертежам, а можно и куском трубы забить как Серёга на ютубе))). Далее нужно развернуть направляющие под клапана( хоть и говорят что если брать и клапана и направляющие AMP то разворачивать ненужно-хрен там, НУЖНО), и прирезать седла. Так как я не нашел шарошки, то отдал гбц в контору которая этим занимается.Там они мне заменили и прирезали седла, развернули направляющие, и от фрезеровали плоскость. Теперь нужно притереть клапана. как притирать описывать не буду-полно тем. Для притирки соорудил приблуду из трубки и Т-образной отвертки, времени на притирку ушло примерно пол часа.Проверка на герметичность путем заливки керосина в камеру сгорания при рассухареных клапанах показала что через 15 мин протекли 4 клапана. Ну тут еще минут 15 на притирку и все не течет. Когда засухарил клапана проверил герметичность через каналы как Скрипченко- ни пузырька. Ну а далее все собираем в обратном порядке, Гбц в 4 приема по мурзилке затягивал. После регулировки зазоров у меня самая большая шайба-4.20, а самая малая-3.85. Есть куда регулировать. При сборке обнаружил потертый шланг вакуумника, купил новый и зачем то одел его в термоусадку. После полной сборки-завелась с пол оборота. После ремонта тянуть стала лучше, разгон веселее, жор масла упал, в общем осталось сделать низ и будет песня. На ремонт ушло 5 дней и около 7 тысяч денег. Получено море опыта, и нескончаемое кол-во удовольствия от проделанной работы. Всем ровных дорог.
Читайте также: