
Установка коленвала газель 405
Добавил пользователь Владимир З. Обновлено: 19.09.2024
Коленвал двигателя ЗМЗ-405 автомобилей ГАЗ-3302 Газель Бизнес, ГАЗ-2752 Соболь отлит из высокопрочного чугуна, с пятью коренными и четырьмя шатунными шейками. Диаметр коренных шеек – 62,0 мм, шатунных – 56,0 мм.
Вал снабжен восемью противовесами, отлитыми за одно целое с валом. Противовесы выполнены на продолжении щек вала и предназначены для уравновешивания сил и моментов инерции, возникающих при движении кривошипно-шатунного механизма во время работы двигателя.
Коленвал ЗМЗ-405 автомобилей ГАЗ-3302 Газель Бизнес, ГАЗ-2752 Соболь динамически сбалансирован (допустимый дисбаланс в плоскостях, проходящих через крайние коренные шейки – не более 18 гсм).
Для подачи масла от от коренных шеек к шатунным в щеках вала выполнены отверстия. Полости в шатунных шейках закрыты резьбовыми пробками и предназначены для центробежной очистки моторного масла от твердых частиц и отложений.
При ремонте коленчатого вала необходимо отворачивать пробки и очищать каналы от скопившихся отложений.
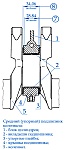
Осевое перемещение коленчатого вала ограничивается упорными сталеалюминиевыми полушайбами, расположенными по обе стороны среднего (третьего) коренного подшипника.
Антифрикционным слоем полушайбы обращены к щекам коленвала. Для предотвращения проворачивания, на нижних полушайбах выполнены выступы, которые входят в пазы крышки коренного подшипника. Величина осевого зазора составляет 0,06–0,27 мм.
На переднем конце коленвала ЗМЗ-405 автомобилей ГАЗ-3302 Газель Бизнес, ГАЗ-2752 Соболь на шпонках установлены ведущая звездочка привода распределительных валов, втулка и шкив привода вспомогательных агрегатов, который также выполняет роль демпфера крутильных колебаний (для уменьшения шума и защиты механизма газораспределения, за счет снижения амплитуды крутильных колебаний коленчатого вала на резонансных частотах при помощи резинового массива, запрессованного между диском и ступицей шкива).
Эти детали стянуты болтом, ввернутым в отверстие носка вала. Кроме того на шкиве выполнен зубчатый диск для обеспечения работы датчика положения коленчатого вала.
Передний и задний концы коленвала уплотнены сальниками, запрессованными, соответственно, в переднюю и заднюю крышки, прикрепленные к торцам блока цилиндров.
К заднему концу коленчатого вала (фланцу) шестью болтами прикреплен маховик, отлитый из серого чугуна.
На маховик напрессован стальной зубчатый венец для пуска двигателя стартером. В центральное отверстие маховика запрессованы распорная втулка и шарикоподшипник первичного вала коробки передач.
После механической обработки маховик ЗМЗ-405 автомобилей ГАЗ-3302 Газель Бизнес, ГАЗ-2752 Соболь статически балансируют. Допустимый дисбаланс 15 гсм.
Коренные и шатунные подшипники коленчатого вала состоят из тонкостенных вкладышей, изготовленных из малоуглеродистой стальной ленты с тонким слоем антифрикционного высокооловянистого алюминиевого сплава.
В каждом подшипнике установлено по два вкладыша. Осевому перемещению и проворачиванию вкладышей в постелях блока или в шатунах препятствуют фиксирующие выступы на вкладышах, входящие в соответствующие пазы в постелях блока или в шатунах.
Верхние вкладыши коренных подшипников коленвала имеют кольцевую канавку и отверстие, нижние – без них.
Через отверстие верхнего вкладыша масло поступает к подшипнику из канала в постели блока, а через отверстие в коленчатом валу – к шатунному подшипнику.
Отверстие в шатунном вкладыше совпадает с отверстием в шатуне. Диаметральный зазор между шейкой вала и вкладышами составляет 0,019–0,073 мм – для коренных и 0,009–0,063 мм для шатунных подшипников.
Для обеспечения указанных зазоров и исключения деформации деталей гайки шатунных болтов и болты крепления крышек коренных подшипников коленчатого вала ЗМЗ-405 автомобилей ГАЗ-3302 Газель Бизнес, ГАЗ-2752 Соболь затягивают динамометрическим ключом предписанным моментом.
Ремонтные вкладыши коренных и шатунных подшипников (трех ремонтных размеров) выпускаются под шейки коленчатого вала, уменьшенные на 0,25; 0,50; 0,75 мм.
Основные детали ГРМ двигателя ЗМЗ-405
Гидротолкатель ЗМЗ-405 автомобилей ГАЗ-3302 Газель Бизнес, ГАЗ-2752 Соболь - стальной. Внутри его корпуса установлен гидрокомпенсатор с обратным шариковым клапаном.
Рис.8 - Гидротолкатель ЗМЗ-405 автомобилей ГАЗ-3302 Газель Бизнес, ГАЗ-2752 Соболь
1 – направляющая втулка гидрокомпенсатора; 2 – корпус гидротолкателя; 3 – стопорное кольцо; 4 – корпус гидрокомпенсатора; 5 – поршень гидрокомпенсатора; 6 – обратный шариковый клапан; 7 – пружина
Масло внутрь толкателя поступает из магистрали в головке блока цилиндров через отверстие в корпусе толкателя.
Гидротолкатель двс ЗМЗ-405 автомобилей ГАЗ-3302 Газель Бизнес, ГАЗ-2752 Соболь автоматически обеспечивает беззазорный контакт кулачка распределительного вала с клапаном, компенсируя износ кулачка, торца корпуса толкателя, клапана, фасок седла и тарелки клапана.
На долго неработавшем холодном двигателе возможно появление стука гидротолкателей, который должен исчезнуть по мере прогрева двигателя до рабочей температуры.
Замена гидротолкателей клапанов двигателя ЗМЗ-405
Замену гидротолкателей клапанов двигателя ЗМЗ-405 выполняем при появлении характерного стука в клапанном механизме во время работы двигателя.
Стук клапанов в течение полутора-двух минут работы двигателя на холостом ходу, а при отрицательных температурах – в течение трех-четырех минут, не является браковочным признаком и основанием для замены гидротолкателей.
Снимаем крышку головки блока цилиндров. Для оценки состояния гидротолкателя отверткой нажимаем на его торец, прикладывая усилие по оси перемещения толкателя.
Если толкатель упруго прожимается при кратковременном приложении усилия около 1 кгс (10 Н) – это свидетельствует о наличии воздуха в камере высокого давления компенсатора гидротолкателя.
Во всех этих случаях необходимо заменить гидротолкатель. Для этого снимаем распределительный вал. С помощью магнита или присоски извлекаем гидротолкатель из гнезда в головке блока цилиндров.
Перед монтажом нового гидротолкателя двс ЗМЗ-405 автомобилей ГАЗ-3302 Газель Бизнес, ГАЗ-2752 Соболь необходимо опустить его в емкость с моторным маслом и несколько раз нажать на гидрокомпенсатор до прекращения выхода пузырьков воздуха. Компенсатор должен перестать пружинить, став жестким.
Распределительные валы впускных и выпускных клапанов двигателей отлиты из чугуна. Профили кулачков на обоих валах одинаковые. Валы вращаются в пяти опорах головки блока цилиндров.
Кулачки по ширине смещены на 1 мм относительно оси гидротолкателей, что придает толкателю вращательное движение. В результате уменьшается износ толкателя и его гнезда в головке блока цилиндров.
Осевое перемещение распредвала ЗМЗ-405 ограничивается стальным или пластмассовым упорным фланцем, который входит в проточку передней опорной шейки вала и в выточку крышки передней опоры.
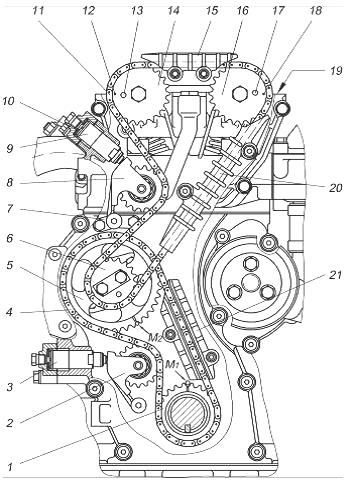
Рис.9 – Привод распредвалов двигателя ЗМЗ-405 автомобилей ГАЗ-3302 Газель Бизнес, ГАЗ-2752 Соболь
1 – звездочка коленчатого вала; 2,8 – рычаг натяжного устройства со звездочкой; 3 – гидронатяжитель нижний; 4 – цепь нижняя; 5 – звездочка промежуточного вала ведомая; 6 – звездочка промежуточного вала ведущая; 7 – опора болта натяжного устройства; 9 – гидронатяжитель верхний; 10 – шумоизоляционная шайба; 11 – цепь верхняя; 12,18 – установочные метки на звездочках; 13,17 – установочные штифты; 14 – звездочка
распределительного вала впускных клапанов; 15 – успокоитель цепи верхний; 16 – звездочка распределительного вала выпускных клапанов; 19 – верхняя плоскость головки цилиндров; 20 – успокоитель цепи средний; 21 – успокоитель цепи нижний; М1 и М2 – установочные метки блока цилиндров
Привод распредвалов цепной, двухступенчатый. Первая ступень – от коленчатого вала на промежуточный вал, вторая ступень – от промежуточного вала на распределительные валы.
Нижняя цепь ГРМ ЗМЗ-405 автомобилей ГАЗ-3302 Газель Бизнес, ГАЗ-2752 Соболь (первой ступени) имеет семьдесят звеньев, а верхняя (второй ступени) – девяносто звеньев.
Звездочки цепных передач выполнены из высокопрочного чугуна, за исключением стальной ведущей звездочки второй ступени на промежуточном валу.
На коленчатом валу расположена ведущая звездочка с 23 зубьями, на промежуточном – ведомая звездочка первой ступени с 38 зубьями и ведущая звездочка второй ступени с 19 зубьями, на распределительных валах – звездочки с 23 зубьями.
На торцах звездочки коленчатого вала, ведомой звездочки промежуточного вала и звездочек распределительных валов имеются установочные метки для правильной установки фаз газораспределения.
Промежуточный вал – стальной, двухопорный, вращается во втулках, запрессованных в отверстия приливов блока цилиндров, справа.
От осевых перемещений промежуточный вал удерживается упорным фланцем, который расположен между торцом передней шейки вала и ступицей ведомой звездочки и закреплен двумя болтами на переднем торце блока цилиндров.
Натяжение цепей обеспечивают два гидронатяжителя ЗМЗ-405 автомобилей ГАЗ-3302 Газель Бизнес, ГАЗ-2752 Соболь, которые воздействуют на правые ветви обеих цепей.
Гидронатяжитель верхней цепи установлен в гнезде головки блока цилиндров, а нижней – в гнезде передней крышки.
Гидронатяжитель стальной, выполнен в виде плунжерной пары, состоящей из корпуса и плунжера.
Под действием пружины и давления масла, поступающего из масляной магистрали, плунжер надавливает на рычаг натяжного устройства. Рычаг, поворачиваясь на оси, надавливает звездочкой натяжного устройства на цепь, натягивая ее.
Для предотвращения биений рабочие ветви обоих цепей проходят через пластмассовые успокоители. Каждый успокоитель прикреплен двумя болтами:верхний и средний – к переднему торцу головки блока цилиндров, нижний – к переднему торцу блока цилиндров.
Износостойкость коренных, шатунных шеек и поверхности заднего фланца под манжету обеспечивается закалкой токами высокой частоты.
Галтели коренных и шатунных шеек вала накатываются роликами для их упрочнения. Вал динамически сбалансирован.
В коренных (кроме средней) и шатунных шейках просверлены сквозные отверстия, которые соединяются косыми сверлениями, проходящими сквозь шейки и щеки вала, данные каналы служат для подачи масла к шатунным подшипникам.
В месте выхода сверлений в щеках находятся специальные грязеулавливающие полости, закрытые резьбовыми пробками.
В процессе вращения коленчатого вала грязь, находящаяся в масле, отделяется за счет действия центробежной силы инерции и накапливается в этих полостях.
Происходит дополнительная, помимо фильтра, очистка масла.
При проведении ремонта двигателя пробки необходимо выворачивать и очищать грязеулавливающие полости и масляные каналы коленчатого вала от грязи и отложений.

Осевое перемещение вала ограничено двумя шайбами 3 (Рисунок 1), расположенными по обе стороны среднего (третьего) коренного подшипника.
Каждая из упорных шайб состоит из двух полушайб: верхней и нижней.
Направление вращения коленчатого вала — правое (при направлении взгляда со стороны шкива-демпфера).
На переднем конце коленчатого вала установлены: ведущая звездочка 7 привода распределительных валов, втулка 6 и шкив - демпфер 3 с зубчатым диском синхронизации, которые закреплены стяжным болтом 1
Для предотвращения самоотворачивания стяжного болта применена зубчатая термоупрочненная шайба 15.
Наружная поверхность стальной втулки 6 для увеличения износостойкости закалена токами высокой частоты.
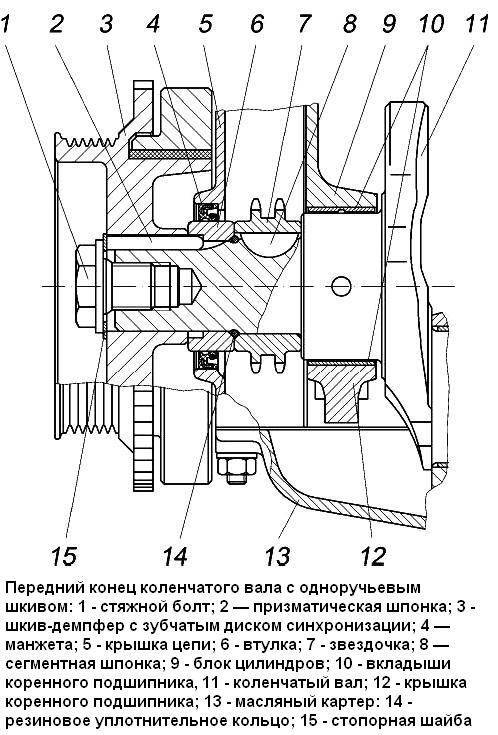
Передний конец коленчатого вала уплотняется армированной однокромочной резиновой манжетой с пружиной и пыльником, а также резиновым кольцом 14 (Рисунок 2), установленным между распорной втулкой и звездочкой.
Шкив-демпфер коленчатого вала имеет специальный эластичный резиновый элемент, служащий для гашения крутильных колебаний коленчатого вала, благодаря чему уменьшается шум и облегчаются условия работы цепного привода распределительных валов.
Шкив-демпфер подвергнут статической балансировке.
Зубчатый венец шкива-демпфера служит для подачи импульсов датчику синхронизации, с помощью которых микропроцессорный блок системы управления определяет частоту вращения коленчатого вала и положение коленчатого вала относительно ВМТ.
На диске демпфера нанесена риска, по совпадению которой с выступом на крышке цепи определяется нахождение поршня первого цилиндра в ВМТ.
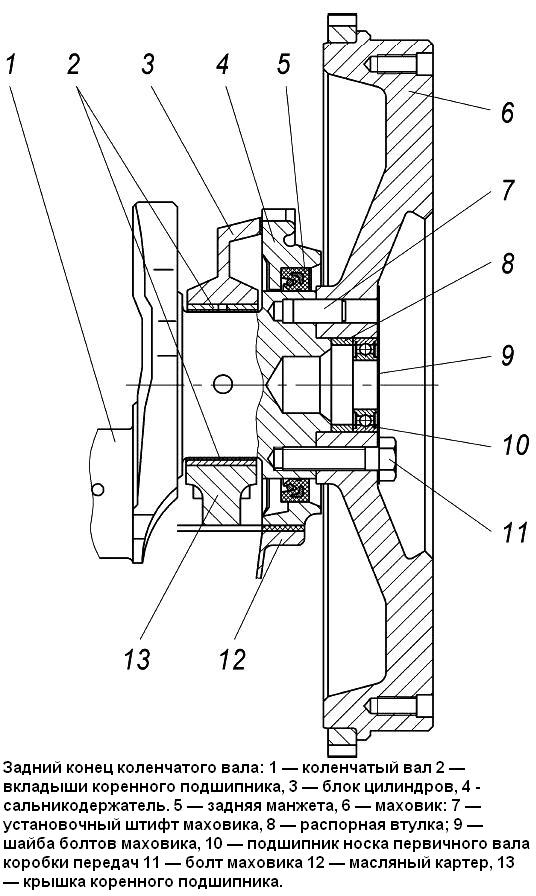
На цилиндрический выступ заднего конца коленчатого вала (Рисунок 3) и штифт 7, запрессованный в задний фланец коленчатого вала, установлен маховик 6, прикрепленный к фланцу шестью самостопорящимися болтами 11 через термоупрочненную шайбу 9.
Термоупрочненная шайба применена для увеличения надежности соединения.
В гнездо маховика установлены распорная втулка 8 и подшипник 10 носка первичного вала коробки передач.
Задний конец коленчатого вала уплотняется армированной однокромочной резиновой манжетой 5 с пружиной и пыльником, установленной в сальникодержатель 4.
Центрирование задней манжеты 5 относительно коленчатого вала достигается благодаря выступам сальникодержателя.
Маховик — отлит из серого чугуна, имеет напрессованный стальной, упрочненный закалкой токами высокой частоты зубчатый венец.
Центрирование маховика относительно коленчатого вала осуществляется посадкой его на цилиндрический выступ заднего фланца коленчатого вала. Маховик подвергается статической балансировке отдельно от коленчатого вала.
Вкладыши подшипников коленчатого вала и шатунов — сталеалюминевые. Верхние вкладыши коренных подшипников с канавками и отверстием для подачи масла, нижние - без канавок.
Верхние и нижние вкладыши шатунных подшипников — одинаковые, с отверстием для подвода масла в масляный канал шатуна.
Нижние полушайбы упорного подшипника имеют выступ, который входит в паз крышки среднего коренного подшипника.
На антифрикционном слое полушайб выполнены специальные канавки. При установке полушайбы должны быть обращены поверхностью с канавками в сторону коленчатого вала.
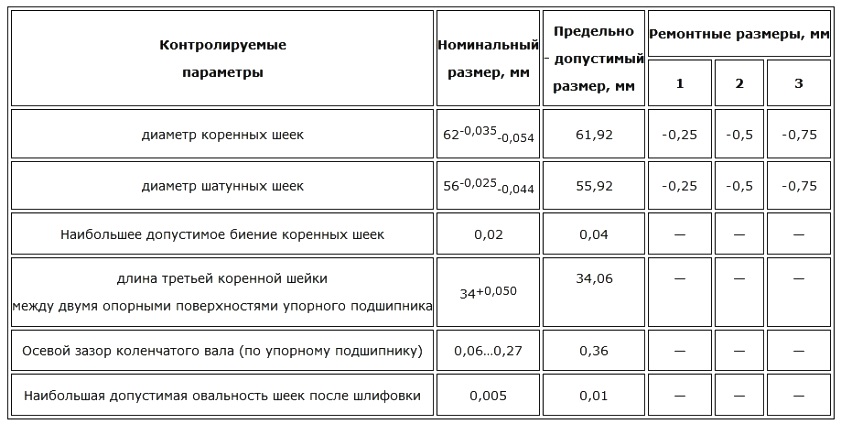
Контролируемые параметры коленчатого вала при проверке технического состояния приведены в таблице.
При наличии трещин любого характера коленчатый вал подлежит выбраковке.

Для удаления отложений из полостей шатунных шеек и масляных каналов необходимо вывернуть четыре пробки из шатунных шеек, промыть раствором каустической соды (NaOH), нагретым до плюс 80°С, и металлическим ёршиком тщательно прочистить полости и каналы.
В процессе работы коренные и шатунные шейки коленчатого вала изнашиваются, теряют геометрическую форму, что снижает работоспособность кривошипно-шатунного механизма, вызывает повышенный износ цилиндров и поршневых колец, при этом может произойти выталкивание поршневым пальцем стопорных колец из канавок в поршне и выход поршневого пальца из поршня.
Коренные и шатунные шейки коленчатого вала в результате износа принимают форму конуса и овала.
Если коренные и шатунные шейки изношены более максимально допустимых размеров и если конусность и овальность шеек более 0,04 мм, то шейки вала необходимо шлифовать в один из ремонтных размеров.
Все одноименные шейки шлифуют в один ремонтный размер.
Острые кромки фасок масляных каналов притупляют конусным абразивным инструментом, а затем шейки и фаски полируют. Радиусы галтелей коренных и шатунных шеек —2 мм.
При износе поверхности заднего фланца или поверхности ступицы шкива - демпфера под рабочей кромкой манжеты сместить манжету для контакта ее рабочей кромки с неизношенной поверхностью и предотвращения утечек масла, для этого установить распорное кольцо между манжетой и сальникодержателем или крышкой цепи.
При повреждении резьбы в отверстиях до двух ниток ее восстанавливают прогонкой под размер рабочего чертежа. Если сорвано две и более ниток, то ремонт производят:
- резьба в отверстиях под болты крепления маховика - установкой резьбовых спиральных вставок,
- резьба в отверстии под стяжной болт - нарезанием ремонтной резьбы;
- резьбы в отверстиях под пробки - нарезанием ремонтной резьбы
Контролируемые параметры при ремонте коленчатого вала
Балансировка

Коленчатый вал балансируется методом динамической балансировки.
Допустимый дисбаланс – 18 гсм, в плоскостях, проходящих через крайние коренные шейки.
Устраняют дисбаланс высверливанием отверстий Ø 14 мм, на глубину не более 25 мм в радиальном направлении из противовесов.
Пересечение отверстий и выход на поверхности торцев противовесов не допускается.
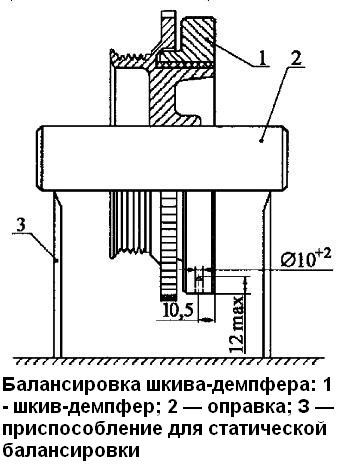
Шкив демпфер коленчатого вала балансируется методом статической балансировки.
Допустимый дисбаланс – 15 гсм. Устраняют дисбаланс высверливанием отверстий Ø 10 мм, на глубину не более 12 мм,
с учетом конуса сверла в диске демпфера в радиальном направлении на расстоянии 10,5 мм от задней плоскости.
Расстояние между осями отверстий не менее 18 мм.
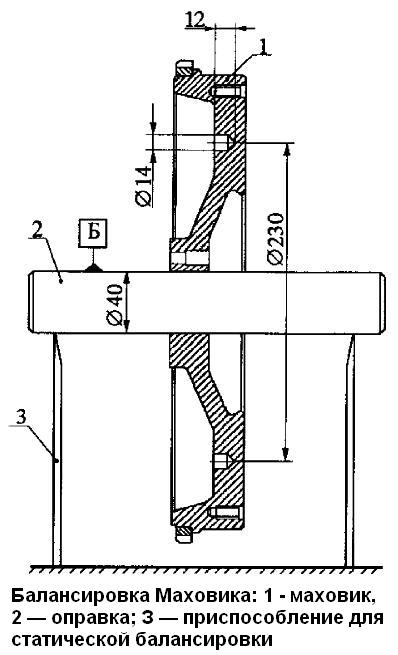
Маховик балансируется статическим методом.
Допустимый дисбаланс 15 гсм. Устраняют дисбаланс высверливанием отверстий Ø 14 мм,
на глубину не более 12 мм, с учетом конуса сверла со стороны противоположной креплению сцепления на радиусе 115 мм.
Поршень 1-го цилиндра устанавливают в положение верхней мертвой точки (ВМТ) такта сжатия для того, чтобы при проведении работ, связанных со снятием цепей привода газораспределительного механизма, не нарушалась установка фаз газораспределения
При нарушении фаз газораспределения двигатель не будет нормально работать.
Снять пробку 1 маслозаливной горловины.
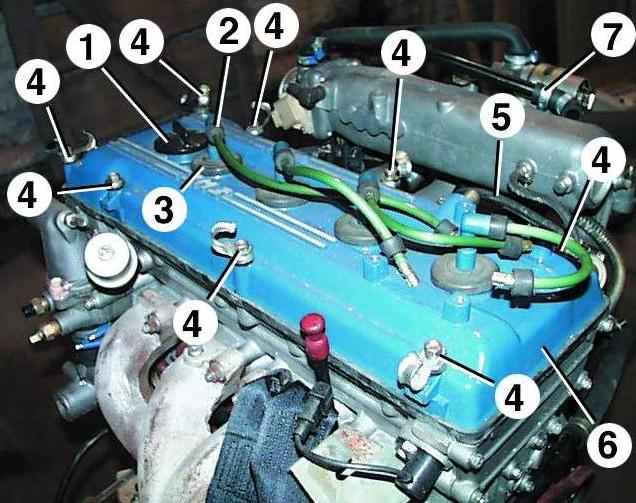
Снять наконечники 2 свечей зажигания с уплотнителями 3 проводов высокого напряжения и проводами.
Отсоединить шланг 5 и трубку 7 вентиляции картера от штуцеров на крышке 6 головки блока.
Отвернуть восемь болтов 4 и снять крышку 6 головки блока с прокладкой крышки.
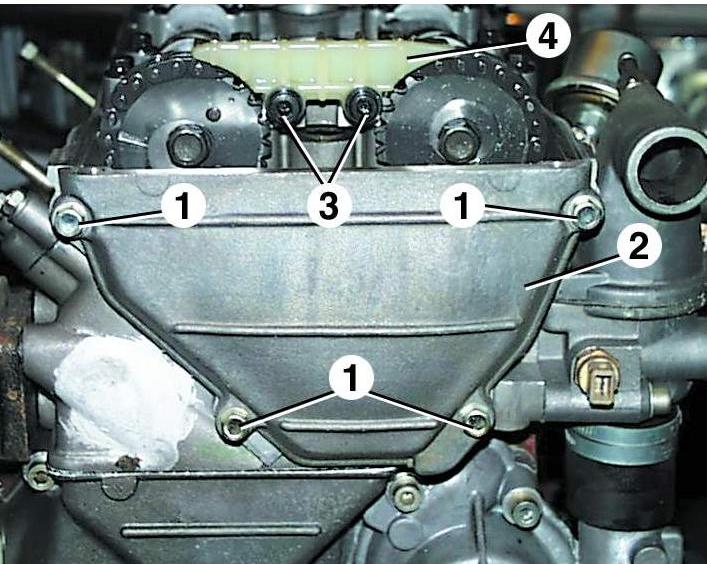
Отвернуть четыре болта 1 и снять переднюю крышку 2 головки блока, стараясь не повредить прокладку.
Вывернуть болты 3 и снять пластмассовый успокоитель 4 цепи.
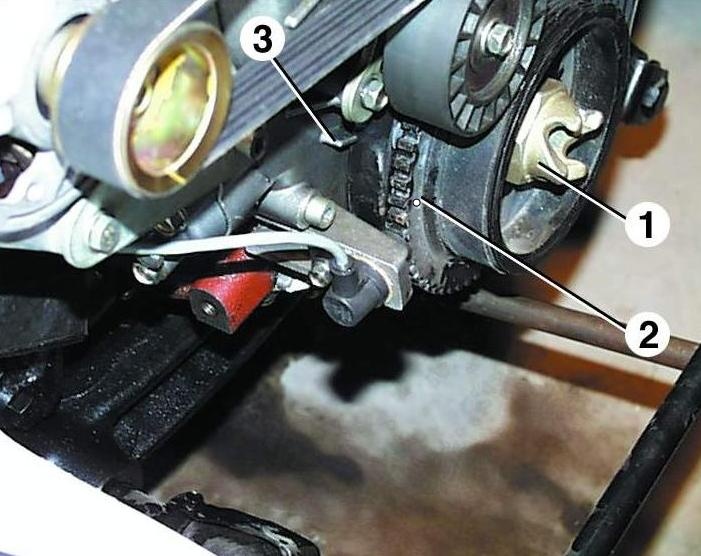
Установить поршень 1-го цилиндра в верхнюю мертвую точку (в.м.т.) такта сжатия.
Для этого провернуть коленвал за храповик 1 так, чтобы метка 2 на шкиве коленвала совпадала с выступом 3 на крышке
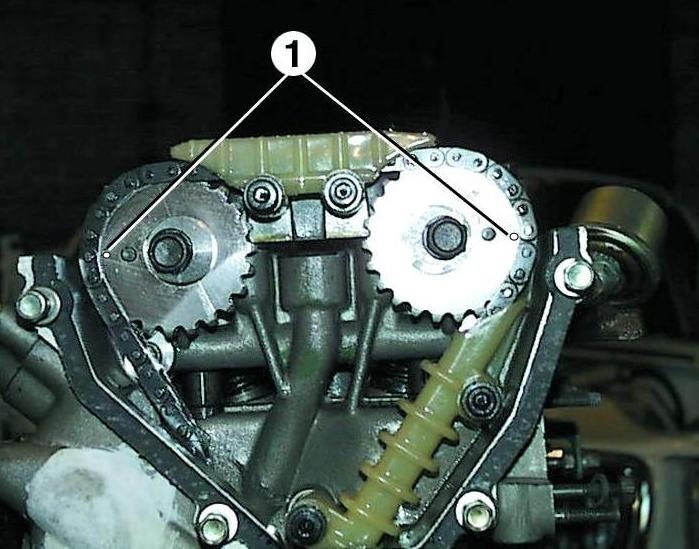
При этом метки 1 на звездочках распределительных валов должны быть расположены горизонтально на уровне верхней плоскости головки блока и направлены в противоположные стороны.
После установки поршня 1-го цилиндра в в.м.т. не поворачивать распределительные валы, коленчатый вал и промежуточный вал.
Если метки на шестернях коленчатого вала и на шестернях распределительных валов не совпадают, значит, нарушена установка фаз газораспределения (поршень первого цилиндра не установлен в ВМТ)
Разборку двигателей ЗМЗ-405, ЗМЗ-406, ЗМЗ-409 автомобилей Газель и УАЗ, также как их сборку, рекомендуется производить на стенде, позволяющем устанавливать двигатель в положениях, обеспечивающих свободный доступ ко всем деталям во время сборки и разборки.
Блок цилиндров, поршень, шатун, промежуточный и коленчатый вал двигателей ЗМЗ-405, ЗМЗ-406, ЗМЗ-409 автомобилей Газель и УАЗ, места контроля, предельные размеры, способы устранения дефектов при ремонте и сборке.
При индивидуальном методе ремонта детали двигателей ЗМЗ-405, ЗМЗ-406, ЗМЗ-409 пригодные для дальнейшей работы, должны быть установлены на свои прежние места. Большинство деталей при их снятии с двигателя необходимо обязательно маркировать, чтобы в дальнейшем избежать ошибок при сборке.
Блок цилиндров двигателей ЗМЗ-405, ЗМЗ-406, ЗМЗ-409, места контроля, предельные размеры, способы устранения дефектов при ремонте и сборке.
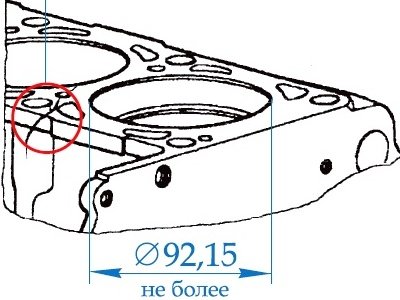
При износе цилиндров до размера диаметра более 92,15 мм на двигателе ЗМЗ-4062 и 95,65 мм для двигателей ЗМЗ-405, ЗМЗ-409 Евро-2 и Евро-3, их необходимо расточить и хонинговать диаметры цилиндров под один из ремонтных размеров.
Для двигателя ЗМЗ-4062.
— Первый ремонтный размер : 92,5+0,096/+0,036 мм
— Второй ремонтный размер : 93,0+0,096/+0,036 мм
Для двигателей ЗМЗ-405 и ЗМЗ-409 Евро-2.
— Первый ремонтный размер : 96,0+0,096/+0,036 мм
— Второй ремонтный размер : 96,5+0,096/+0,036 мм
Для двигателей ЗМЗ-405 и ЗМЗ-409 Евро-3.
— Первый ремонтный размер : 96,0+0,072/+0,036 мм
— Второй ремонтный размер : 96,5+0,072/+0,036 мм
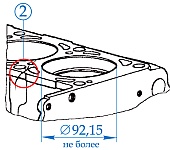
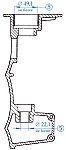
Пробоины на стенках цилиндров, трещины на верхней плоскости блока и на ребрах, поддерживающих коренные подшипники, пробоины на водяной рубашке и картере не допускаются (2). Повреждение резьбовых отверстий в виде забоин или срыва резьбы менее двух ниток можно ремонтировать, прогнав резьбу метчиком номинального размера. Если износ или срыв резьбы резьбовых отверстий более двух ниток, то ее можно ремонтировать следующими способами.
1. Нарезав резьбу увеличенного ремонтного размера.
2. Установкой резьбовых ввертышей с последующим нарезанием в них резьбы номинального размера.
3. Установкой резьбовых спиральных вставок.
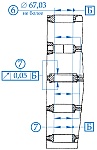
При диаметре втулок опор промежуточного вала (5), передней — более 49,1 мм, задней — более 22,1 мм, их можно ремонтировать следующими способами.
1. Заменить на втулки увеличенной толщины. При установке ремонтных втулок обеспечить совпадение отверстий масляных каналов. Расточку опор промежуточного вала произвести за одну установку для обеспечения соосности.
2. Расточить втулки под ремонтный размер : передней 48,8+0,050/+0,025 мм, задней 21,8+0,041/+0,020 мм.
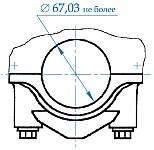
Про диаметре опор под вкладыши коренных подшипников более 67,03 мм их необходимо браковать (6). Замер диаметров опор под вкладыши коренных подшипников необходимо производить на блоке цилиндров собранном с соответствующими крышками коренных подшипников. Если радиальное биение средних опор для коленчатого вала относительно крайних более 0,05 мм, то блок цилиндров необходимо браковать (7).
Поршень двигателей ЗМЗ-405, ЗМЗ-406, ЗМЗ-409, места контроля, предельные размеры, способы устранения дефектов при ремонте и сборке.
Если диаметр поршней менее 91,9 мм для двигателя ЗМЗ-4062 или менее 95,4 мм для двигателей ЗМЗ-405, ЗМЗ-409 Евро-2 и Евро-3, то вместо них необходимо установить поршни одного из ремонтных размеров (1).
Для двигателя ЗМЗ-4062.
— Первый ремонтный размер : 92,5+0,048/-0,012 мм
— Второй ремонтный размер : 93,0+0,048/-0,012 мм
Для двигателей ЗМЗ-405 и ЗМЗ-409 Евро-2.
— Первый ремонтный размер : 96,0+0,048/-0,012 мм
— Второй ремонтный размер : 96,5+0,048/-0,012 мм
Для двигателей ЗМЗ-405 и ЗМЗ-409 Евро-3.
— Первый ремонтный размер : 96,0+0,024/-0,012 мм
— Второй ремонтный размер : 96,5+0,024/-0,012 мм
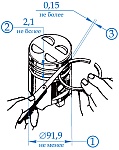
Если ширина канавки под компрессионное кольцо более 2,1 мм (2), или зазор по высоте между канавкой и кольцом более 0,15 мм (3), то поршень необходимо браковать. Если зазор между поршнем и цилиндром более 0,25 мм, то необходимо произвести подбор поршня к цилиндру, выдерживая зазор от 0,036 до 0,060 мм между цилиндром и поршнем.
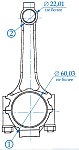
Шатун двигателей ЗМЗ-405, ЗМЗ-406, ЗМЗ-409, места контроля, предельные размеры, способы устранения дефектов при ремонте и сборке.
Если диаметр кривошипной головки шатуна более 60,03 мм (1), то необходимо осталить головку шатуна и крышки, и расточить головку совместно с крышкой шатуна в номинальный размер. Если диаметр поршневой головки шатуна более 22,01 мм (2), то необходимо заменить втулку поршневой головки шатуна ремонтной втулкой, запрессовать в шатун и расточить в номинальный размер.
Промежуточный вал двигателей ЗМЗ-405, ЗМЗ-406, ЗМЗ-409, места контроля, предельные размеры, способы устранения дефектов при ремонте и сборке.
Если диаметр шеек промежуточного вапа, передней менее 48,95 мм (1), задней менее 21,95 мм (2), то их можно ремонтировать следующими способами.

Коленчатый вал двигателей ЗМЗ-405, ЗМЗ-406, ЗМЗ-409, места контроля, предельные размеры, способы устранения дефектов при ремонте и сборке.
Трещины любого характера и расположения на поверхности коленчатого вала двигателей ЗМЗ-405, ЗМЗ-406, ЗМЗ-409 не допускаются (1). Повреждение или срыв резьбы в отверстиях не более двух ниток можно отремонтировать прогнав резьбу метчиком до номинального размера. Износ или срыв резьбы более двух ниток можно ремонтировать следующими способами (3).
а) В отверстиях под болты крепления маховика — установкой резьбовых спиральных вставок.
б) В отверстиях под пробки и под храповик — нарезанием ремонтной резьбы.

Если диаметр коренных шеек коленчатого вала менее 61,92 мм (4), то необходимо шлифовать коренные шейки под один из ремонтных размеров. Первый ремонтный размер — 61,75-0,035/-0,054 мм, второй — 61,5-0,035/-0,054 мм, третий — 61,25-0,035/-0,054 мм. Если биение коренных шеек более 0,04 им, то коленчатый вал необходимо браковать (5).
Если диаметр шатунных шеек коленчатого вала менее 55,92 мм (6), то необходимо шлифовать шатунные шейки под один из ремонтных размеров. Первый ремонтный размер — 55,75-0,025/-0,044 мм, второй — 55,5-0,025/-0,044 мм, третий — 55,25-0,025/-0,044 мм.
Если длина третьей коренной шейки коленчатого вала между двумя опорными поверхностями более 34,06 мм (8), то коленчатый вал необходимо браковать. Если ширина третьей опоры блока менее 28,84 мм, то необходимо браковать блок цилиндров. При увеличении овальности коренных и шатунных шеек коленвала более 0,01 мм (9), их необходимо шлифовать до устранения дефекта, не выходя из поля допуска на размер коренной шейки : -0,035/-0,054 мм, шатунной : -0,025/-0,044 мм.
Читайте также: