
Установка головок газ 3307
Добавил пользователь Alex Обновлено: 20.09.2024
Ремонт и установка головки цилиндров ГАЗ-66, ГАЗ-53
На двигателе устанавливают две головки цилиндров. Каждая головка центрируется двумя фиксирующими втулками-штифтами, запрессованными в блок цилиндров.
В головках цилиндров запрессованы направляющие втулки и седла клапанов.
Втулки клапанов — металлокерамические. Внутренний диаметр втулки впускного клапана 9 +0,022мм, а выпускного 11 +0,022мм.
Допустимый износ отверстия направляющих втулок клапанов не должен превышать 0,05 мм. При большем увеличении внутреннего диаметра втулки ее следует заменить.
Для запасных частей клапаны выпускают стандартного размера, а втулки — с внутренним диаметром, уменьшенным на 0,3 мм, т. е. с припуском под развертывание после запрессовки в головку цилиндров.
Изношенную втулку выпрессовывают при помощи выколотки. Новую втулку запрессовывают при помощи упорной оправки со стороны коромысел. Втулка над плоскостью под пружину клапана должна выступать не более чем на 22 мм. После запрессовки отверстие втулки клапана развертывают до соответствующего стандартного размера.
Седла клапанов изготовлены из чугуна. Мелкие дефекты рабочей поверхности седла можно устранить в процессе притирки клапана к седлу, а глубокие риски и другие большие дефекты — шлифованием седла с последующей притиркой клапана к седлу. Плотность посадки клапана в седле зависит также от концентричности рабочей фаски седла и отверстия направляющей втулки. Концентричность седла замеряют индикаторным приспособлением. Базой является отверстие направляющей втулки клапана, а ножка индикатора скользит по рабочей поверхности седла. Неконцентричность, допустимая без ремонта, не должна превышать 0,06 мм.
При замене седла клапанов удаляют при помощи твердосплавных зенкеров.
Перед установкой седла ремонтного размера его гнездо в головке цилиндров растачивают до размеров: Для седла впускного клапана 49,25 +0.027 мми выпускного —- 38,75 +0,027 мм.
Перед запрессовкой в головку цилиндров седла и направляющие втулки клапанов охлаждают в твердой двуокиси углерода (сухом льде), а головку цилиндров нагревают до 160—175°С. Холодные седла и втулки при сборке должны входить в гнезда нагретой головки цилиндров свободно или с небольшим усилием. Под легкими ударами молотка по оправке седло и втулка клапана должны сесть на место. Ни в коем случае нельзя заколачивать седло или втулку с большим усилием, так как при этом нарушается посадка, и в дальнейшем при работе двигателя седло или втулка могут выпасть из своего гнезда. Операцию по установке седел и втулок в головку цилиндров необходимо выполнять быстро. При выравнивании температур в этом соединении появляются большие натяги, при которых дальнейшая запрессовка невозможна без больших усилий.
Рабочие фаски вновь установленных седел прошлифовать концентрично отверстиям в направляющих втулках клапанов. Для этого используют специальное приспособление. Разжимную справку устанавливают в обработанное отверстие втулки, а хвостовик оправки служит осью для шлифовального круга (привод от электродвигателя) с фаской под углом 45°. При шлифовке должна быть обеспечена концентричность рабочей фаски седла и отверстия втулки клапана 0,03 мм (по индикатору).
Головка цилиндров, поступающая на сборку, должна быть тщательно промыта, рубашка охлаждения должна быть очищена от накипи и грязи, масляные каналы — от шлама, а выпускные каналы — от нагара.
Запрессованные в головку блока направляющие втулки клапанов должны быть номинального или одного из ремонтных размеров и маркированы краской. Размеры втулок и их маркировка указаны в табл. 13.

Расстояние от верхнего торца направляющей втулки до плоскости головки должно быть равно 24 мм.
Седла впускных и выпускных клапанов должны быть шлифованы под 45° к оси направляющих втулок. Ширина рабочей фаски седла должна быть 1,5 - 2,0 мм.
Биение конических поверхностей всех седел клапана относительно осей отверстий направляющих втулок клапанов — не более 0,025 мм.
Запрессованные в головку цилиндров направляющие втулки клапанов по наружному диаметру могут быть номинального размера или ремонтного (увеличенного на 0,25 мм).
Впускной и выпускной клапаны

Диаметры стержней клапанов должны быть номинального или одного из ремонтных размеров, приведенных в таблице.
Рабочая фаска головки клапана должна быть шлифована под углом 45° к оси стержня.
Биение рабочей поверхности фаски относительно стержня клапана не более 0,03 мм.
Сборка и установка головки цилиндров

Перед установкой клапаны и отверстия направляющих втулок должны быть тщательно протерты.
Клапаны со стержнями номинального или ремонтного размера должны быть установлены в направляющие втулки соответствующего размера.
Перед сборкой клапаны должны быть притерты к седлам в головке цилиндров.
Притирку производить пастой, состоящей из одной части микропорошка М20 ГОСТ 3647—59 и двух частей масла индустриальное 20 (веретенное).
После притирки рабочие фаски клапанов и седел должны иметь по всей окружности сплошную матовую полоску контакта шириной не менее ½ ширины фаски седла.
Притертые клапаны нумеруют по своим седлам и после не обезличивают. После притирки детали нужно тщательно промыть. Качество притирки должно быть проверено на герметичность (при избыточном давлении в 0,05 кГ/см 2 количество воздуха, пропускаемого клапаном, может быть не более 12 см 3 в минуту).
Порядок расстановки шпилек крепления стоек оси коромысел и выпускного трубопровода:
а) шпильки стоек М10х1 L=112 мм — две крайние;
шпильки стоек М10х1 L= 80 мм — две средние;
б) шпильки крепления впускного трубопровода:
крайние М10х1 L=30 мм;
средние М10х1 L=42 мм.
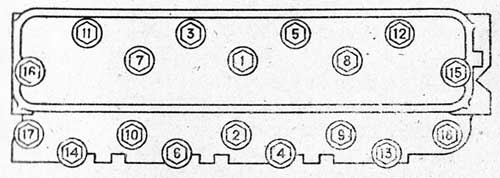
Перед установкой головки цилиндров в сборе с клапанами и выпускным трубопроводом шпильки крепления головки должны быть ввернуты в блок до отказа в порядке, указанном на рис. 1 и таблице.

Прокладка головки цилиндров не должна иметь трещин и выкрашивании асбеста.
Перед постановкой головку нужно тщательно продуть сжатым воздухом.
Головка цилиндров должна быть свободно без ударов надета на шпильки и установлена на два штифта.
При затяжке гаек шпилек головки цилиндров придерживаться порядка, указанного на рис. 1.
Гайки затягивают в два приема предварительно и окончательно.

Момент затяжки должен быть в пределах 7,3—7,8 кГм.
Окончательную затяжку нужно производить на холодном двигателе.
После горячей обкатки и полного остывания двигателя проверить момент затяжки, который должен быть 7,З—7,8 кГм.
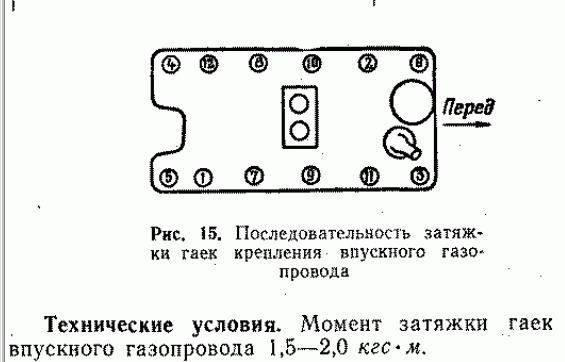
При подтягивании гаек головки цилиндров гайки крепления впускного трубопровода ослабить.

Сборка и установка оси с коромыслами и стойками
Перед сборкой внутреннюю полость оси коромысел тщательно очистить от шлама, грязи и т. п. и продуть сжатым воздухом. Наружную поверхность протереть салфеткой и смазать тонким слоем веретенного масла.
Собранные коромысла на оси должны свободно проворачиваться без заеданий.
Регулировочный винт должен свободно без заеданий ввертываться в коромысло.
Оси коромысел с коромыслами и стойками в сборе устанавливать на шпильки головки блока так, чтобы в гнезда коромысел вошли головки штанг толкателей.
Зазор между клапанами и коромыслом на холодном двигателе должен быть в пределах 0,25—0,30 мм.
Регулировку зазора производить в следующем порядке: повернуть коленчатый вал в положение, соответствующее в. м. т. хода сжатия в первом цилиндре, для чего:
- закрыть пальцем отверстие для свечи первого цилиндра, повернуть коленчатый вал до начала выхода сжатого воздуха из-под пальца. Это произойдет в начале хода сжатия;
- осторожно повернуть коленчатый вал до совпадения риски на шкиве коленчатого вала с центральной риской указателя в. м. т. (рис. 10), расположенного на передней крышке блока, и отрегулировать зазоры между клапанами и коромыслами первого цилиндра.
Затем, поворачивая коленчатый вал каждый раз на 90˚, отрегулировать зазоры клапанов остальных семи цилиндров в порядке их работы 5-4-2-6-З-7 и 8.
После того как закончили с коленвалом, с поршнями не забудьте поставить на место маслоприемник, перед закрытием поддона. Перед тем, как установить маслоприемник, поменяйте уплотнительное резиновое кольцо. Обычно, он, после продолжительной эксплуатации и прибывания в масле, дубеет, то есть становится твердым. По этому, при капитальным ремонте, его лучше заменить.
Маслоприемник Газ 3307, Газ 53.

Теперь нужно закрыть переднюю крышку. Но прежде нам нужно заменить сальник коленвала который установлен в передней крышке. Сальник передней крышки также, как все сальники, сделан из специальной маслоизносостойкой резины, но все же со временем он также дубеет, трескается, изнашивается. По этому его тоже нужно заменить. Резиновый сальник, передней крышки двигателя ЗмЗ 511 (Газ 53), запрессован в специальную железную оправу.
Сальник передней крышки ЗмЗ 511 (Газ 53).

И так после того как замените, сальник передней крышки, можно закрыть переднюю крышку, предварительно заменив прокладку. Да чуть не забыл, прежде чем поставите переднюю крышку, обязательно обратите внимание на резиновый уплотнитель, который устанавливается со шпонкой фланца шкива коленвала. Со временем он тоже дубеет и соответственно, тоже, нуждается в замене, при капитальном ремонте. Многие даже не знают что есть такой уплотнитель. Так вот если его не поставить, или не заменить, то может быть течь масла.
Шпонка с уплотнителем фланца шкива коленвала.

Все теперь можно смело поставить переднюю крышку на место и закрыть поддон. Перед закрытием поддона, нам конечно нужно выбрать, купить и поставить прокладку поддона. Есть разные прокладки: пробковые, картонные, резиновые и резинопробковые. Я же вам рекомендую ставьте последние, то есть резинопробковые. Не буду описывать почему именно резинопробковые, сегодня в этой статье мы не разбираем качество прокладок. По этому просто ставьте их, поверьте мне резинопробковые пока самые лучшее.
Прокладка поддона ЗмЗ 511 (Газ 53), резинопробковая.
Все теперь можно двигатель перевернуть, что бы поставить на места ГБЦ. Но пржде чем поставить, ГБЦ, тоже нуждаются в ремонте. Нужно будет сделать притирку клапанов и при необходимости отфрезеровать или отшлифовать. (Это зависит какой стенд доступен, в Вашем случае, фреза или шлифовочный, и тот и другой подойдет). Про то как сделать притирку клапанов есть статья так что повторяться не буду.
И так после того как отремонтируете ГБЦ, ставим прокладки ГБЦ и аккуратно, без перекосов ставим ГБЦ на места. Теперь же нам с Вами нужно их правильно протянуть. Я же, за все годы сколько ремонтирую двигателя, привык обходится обычным набором головок и небольшой куском трубы для усиления момента затяжки (помогач). Вам же, если Вы не спец, рекомендую, пока не привыкнете, пользоваться специальным динамометрическим ключом.
Потому что при затяжке, гаек ГБЦ, нужно быть предельно осторожным, особенно в двигателях с дюралюминиевым блоком цилиндров. Как раз наш двигатель и является таковым. Есть вероятность что Вы просто вырвете шпильки из блока цилиндров, или же можете сорвать гайки ГБЦ. Ну, а если просто не дотяните, тоже нас не чего хорошего не ожидает, по этому лучше не испытывайте судьбу, воспользуйтесь специальным ключом.
Динамометрический ключ.

Теперь нам нужно правильно по порядку протянуть гайки ГБЦ. Это очень важный момент, по этому отнеситесь серьезно. Момент затяжки должен быть в пределах 7,3—7,8 кГм. Зразу не нужно стараться тянуть до конца, лучше сначала, по порядку, протянуть с небольшим усилием. Со второго раза можно уже тянуть с усилием 7,3—7,8 кГм.
Окончательную затяжку нужно производить на холодном двигателе. После горячей обкатки и полного остывания двигателя проверить момент затяжки, который должен быть 7,З—7,8 кГм.
Порядок протяжки ГБЦ ЗмЗ 511 (Газ 53).
Вот мы добрались до завершающей стадии. Нам осталось закрыть плиту (паук) двигателя. Установив правильно на место резиновую прокладку, не забудьте стыки прокладок смазать не большим количеством герметика. Не в коем случае, не смазывайте герметиком прокладки полностью, только стыки.
При установке паука, резиновая прокладка должна быть чистым и сухим, не нужно её не чем смазывать, только стыки. Потому что при затягивание паука, если прокладку смазать или промазать герметиком, то его попросту, под нагрузкой, может выдавить из-под паука, так-как она резиновая и будет скользить, растягиваться после смазывания. Повторяю: резиновая прокладку паука не нуждаются не в смазывание и не промазывание герметиком, только стыки.
Порядок и момент затяжки паука ЗмЗ 511 (Газ 53).
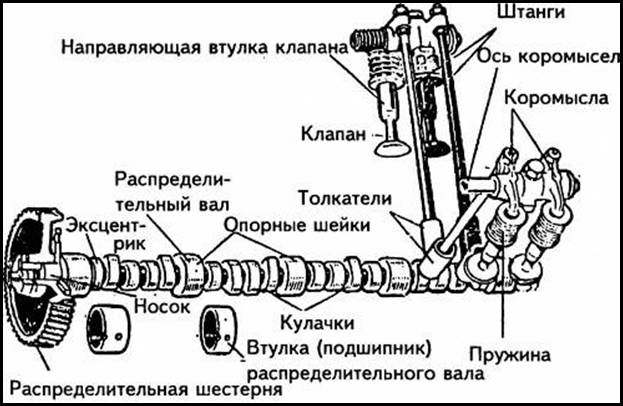
Перед закрытием плиты не забудьте установить на места толкатели-стаканы, штанги и коромысла газораспределительного механизма (ГРМ). Потом еще нужно будет отрегулировать клапана, об этом можно ознакомится в этой статье.
Газораспределительный механизм (ГРМ) ЗмЗ 511 (Газ 53).
На этом все, думаю после знакомства с этими статьями, Вы сможете отремонтировать для начала хотя бы свой двигатель. Ну, а если у Вас есть способность и "руки", то легко можете стать профессиональным мотористом. Если в чем то не разберетесь или возникнут проблемы пишите на email или оставляйте комментарий, я обязательно отвечу. Всем спасибо!
Двигатель автомобиля ГАЗ-3307 и ГАЗ-53 и его основные детали.

На автомобиле ГАЗ-3307 и ГАЗ-53 устанавливается двигатель ЗМЗ-53 и модификации - заволжского моторного завода. Двигатель ГАЗ-3307 и ГАЗ-53 - V-образный, восьмицилиндровый, карбюраторный, четырехтактный. Рабочий объем цилиндров двигателя - 4,25 л, при диаметре цилиндров 92 мм и ходе поршня 80 мм. Необходимость ремонта двигателя ГАЗ-3307 и ГАЗ-53 вызывается изнашиванием деталей и устанавливается проверкой его технического состояния. В отдельных случаях преждевременный ремонт может быть вызван поломкой отдельных деталей из-за неправильной эксплуатации или скрытого дефекта.
Первые 2,5 — 5,0 тыс. км происходит приработка деталей двигателя. Далее (до 150— 175 тыс. км) интенсивность изнашивания снижается. Это период нормальной эксплуатации. Потом интенсивность изнашивания вновь нарастает и примерно к 200 тыс. км зазоры между трущимися деталями возрастают настолько, что возникает необходимость в ремонте.
Предельные зазоры в двигателе ГАЗ-3307 и ГАЗ-53 между основными трущимися парами вследствие изнашивания ориентировочно составляют, мм:
- Юбка поршня — гильза цилиндра - 0,250—0,300
- Поршневое кольцо — канавки в поршне его высоте - 0,150
- Замок поршневого кольца - 2,500
- Верхняя головка шатуна — поршневой палец - 0,030
- Шатунные и коренные подшипники - 0,150
- Стержень клапана — направляющая втулка - 0,250
- Шейка распределительного вала — втулка в блоке - 0,150
- Осевой люфт распределительного и коленчатого валов - 0,250
Параметры двигателя грузового автомобиля ГАЗ-3307.
- Модель - ЗМЗ-511.
- Тип - Бензиновый, 4-тактный, карбюраторный, жидкостного охлаждения
- Число и расположение цилиндров - 8, V-образное
- Порядок рaботы цилиндров - 1-5-4-2-6-3-7-8
- Направление вращения коленчатого вала - Правое
- Диаметр цилиндра и ход поршня, мм - 92х88
- Рабочий объем, л - 4,67
- Степень сжатия - 7,6
- Номинальная мощность нетто, кВт (л.с.), не менее - 87,5(119)
- Максимальный крутящий момент нетто, Нм (кг/см) - 413(42)
- Система вентиляции - Закрытая
Блок цилиндров и головка блока двигателя ЗМЗ.
Блок цилиндров двигателя ЗМЗ отлит из алюминиевого сплава и подвергнут термической обработке и пропитке специальной искусственной смолой, обеспечивающей герметичность отливки; представляет собой моноблочную V-образную конструкцию. Угол развала цилиндрической части блока - 90°. Стенки блока цилиндров ЗМЗ образуют водяную рубашку цилиндров, в нижней части которой имеются гнезда для установки гильз цилиндров.
По контуру водяной рубашки в специальные бобышки ввертываются шпильки крепления головок цилиндров. Для повышения жесткости блока нижняя плоскость его расположена ниже оси коленчатого вала на 75 мм. В торцовых стенках и трех внутренних перегородках блока цилиндра двигателя ЗМЗ выполнены гнезда для коренных подшипников коленчатого вала и подшипников распределительного вала. Нижняя половина гнезда коренного подшипника выполнена крышкой из ковкого чугуна. Кроме крышки заднего коренного подшипника, на задней стенке блока располагается сальникодержатель.
Крышки коренных подшипников и сальникодержатель растачиваются совместно с блоком, поэтому они не взаимозаменяемы и после разборки должны устанавливаться на свои места. Четыре крышки, кроме передней, одинаковые, поэтому на крышках нанесены порядковые номера 2,3 и 4. На пятой крышке номер не ставится. К заднему торцу блока цилиндров крепится картер сцепления. Точное расположение картера на блоке обеспечивается двумя установочными штифтами. Установочное отверстие и привалочная плоскость на картере сцепления для крепления коробки передач обрабатываются в сборе с блоком цилиндров при расточке постелей коренных подшипников, поэтому перестановка картеров с блока на блок без специальной подгонки недопустима.
Гильзы и головка блока цилиндров ГАЗ-3307 и ГАЗ-53.
Гильзы блока цилиндра ЗМЗ изготавливают из специального износостойкого чугуна. В верхней части гильза имеет фланец для уплотнения с прокладкой головки, в нижней — шлифованный поясок и буртик для фиксации в блоке цилиндров и уплотнения. В нижней части гильза уплотняется медным кольцом, в верхней — прокладкой головки цилиндров. Надежность этого уплотнения зависит от выступания верхнего фланца гильзы над поверхностью блока цилиндров в пределах 0,02 — 0,30 мм, что обеспечивается точностью изготовления блока и самой гильзы.
По диаметру цилиндра гильзы разбиваются на пять размерных групп. Маркировка производится на шлифованном пояске гильзы блока цилиндров. Условное обозначение размерных групп А, Б, В, Г и Д. Головка блока цилиндров, двигателя ГАЗ-3307 и ГАЗ-53, отлиты из алюминиевого сплава, общие для четырех цилиндров одного ряда. Седла клапанов — вставные, изготовлены из специального жаростойкого чугуна. Направляющие втулки клапанов изготовлены из медно-графитовой металлокерамики. Каждая из головок крепится к блоку шпильками, а фиксируется двумя установочными штифтами-втулками, запрессованными в блок цилиндров.
Под гайки шпилек устанавливают плоские стальные шайбы. Между головками цилиндров и блоком, двигателя ГАЗ-3307 и ГАЗ-53, устанавливают на прокладки из асбестового картона, армированного стальным каркасом и пропитанного графитом. Периодически проверяют крепление головок цилиндров к блоку и очищают от нагара днища поршней и поверхности камер сгорания. Подтягивают гайки крепления головок блока цилиндров двигателя ГАЗ-3307 и ГАЗ-53.
Перед этим сливают охлаждающую жидкость из системы охлаждения. Затем для исключения взаимного влияния подтяжки одной головки на другую ослабляют крепление впускной трубы к головкам цилиндров. После этого уже подтягивают гайки крепления головки к блоку динамометрическим ключом моментом 73 — 78 Нм в последовательности, указанной на рис.1.
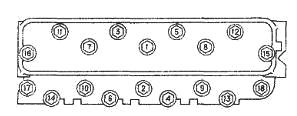
Порядок затяжек гаек крепления головки блока цилиндров двигателя ГАЗ-3307 и ГАЗ-53.
Эту операцию рекомендуется проделывать при первых трех технических обслуживаниях, в дальнейшем подтяжку головок производить через каждое ТО-2. При применении рекомендованных бензинов и масел и соблюдении температурного режима работы двигателя (температура охлаждающей жидкости должна поддерживаться в пределах 80 — 90 °С) отложения нагара незначительны и на работу двигателя не влияют. При нарушении этих условий в двигателе ЗМЗ может образоваться слой нагара, вызывающий детонацию, падение мощности и увеличение расхода топлива.
Проверяют рабочую поверхность гильзы блока цилиндров, которая в результате естественного изнашивания приобретает по длине форму конуса, а по окружности — форму овала. Наибольшей величины износ достигает в верхней части гильзы против верхнего компрессионного кольца, наименьшей — в нижней части против маслосъемного кольца. Изнашивание гильз цилиндров на 0,3 мм является предельно допустимым. При больших изнашиваниях двигатель дымит, расходует много масла и теряет мощность, прогрессивно нарастает изнашивание шеек коленчатого вала.
Гильзы блока цилиндров ЗМЗ имеют следующие ремонтные размеры при ремонтном интервале в 0,5 мм: 92,5 — I; 93,0 — II; 93,5 — III. После ремонтного размера III гильзу заменяют новой. Направляющие толкателей и необходимость в их смене вызывается главным образом увеличением зазоров между толкателем и направляющей в блоке в результате изнашивания, что приводит к суткам в этом сопряжении. Допустимый предельный размер направляющих не должен превышать диаметра 25,05 мм. Для двигателя ГАЗ-3307 и ГАЗ-53 в качестве запасных частей выпускают толкатели только стандартного размера, поэтому при износе направляющих в блоке цилиндров ставят ремонтные втулки.

Логично будет предположить, если Вы зашли на эту страницу, значит у Вас какие то проблемы с Вашим грузовиком ГАЗ-3307. Ну что же давайте сначала знакомится мое имя Илнур Абляев (хотя оно мало Вам о чем то скажет, по крайней мере пока, но все таки я решил Вам представится).
Я в частности практикую с грузовиками марки ГАЗ-3307 и их модификациями (ГАЗ-53). И именно о грузовике ГАЗ - 3307 мы с Вами и поговорим. Я хочу Вас предупредить Друзья я буду описывать то что было у меня на практике. А этой самой практики у меня было очень много, даже с самого "рождения" ГАЗ-3307.
А с чего нам с Вами начать то ну хотя бы давайте с двигателя(ЗМЗ-511) начнем. Ну вот например бывает такое, думаю Вы согласитесь, не с того не с чего двигатель глохнет и все, а что с ним такое, надо разбираться, причин, что двигатель заглох, множество давайте по порядку :
Ну первое конечно (хоть и звучит банально и смешно - это отсутствие бензина в баке, может такое быть, думали хватит доехать до места назначения, а не хватило бывает). Или же он не поступает в карбюратор, а почему он не поступает, давайте искать причину.
Во вторых нужно конечно отметить отсутствие искры на свечах зажигания. Ну что же, давайте разбираться, почему нет искры.
А бывает еще и такое: бензин в баке есть и поступает в карбюратор нормально, да и искра вроде в порядке, а автомобиль не хочет заводится. В чем причину искать ?
Четвертое, ну это бывает редко, но бывает поэтому я решил Вам описать эту причину. Иногда, ломает шестерню распределительного вала, она не стальная и не чугунная, а сделана из текстолита, ну это раньше был текстолит, а сейчас уже начали делать из армамида (молочного цвета). И так, бывает, ломает или срывает зубья шестерни распределительного вала. А как узнать целая шестерня или нет, ну что же давайте разберемся.
Если вдруг, Вы что то не нашли, или у Вас просто нет времени на поиски, то я рекомендую ознакомиться со статьями в категорий "Ремонт ГАЗ". Я уверен Вы найдете ответ на свой вопрос, а если же нет напишите в комментариях интересующий Вас вопрос я обязательно отвечу.
Затяжка головки ГАЗ 53 осуществляется с небольшими поправками на конструктивные особенности двигателя ЗМЗ 511. Главная неприятная особенность двигателя заключается в том. Что он имеет алюминиевый блок.
При затяжке головки есть большая вероятность того что шпильки вытянуться из резьбы. Поэтому затяжку необходимо производить очень аккуратно. С применением динамометрического ключа.
Ее одна особенность, что гильзы цилиндров не имею верхнего упора. А непосредственно прилегают к головке блока, через прокладку. Затяжка должна производиться равномерно. Чтобы не допустить перекоса гильз.
Образование раковин на плоскости головки
Основная проблема ГБЦ это образование раковин. На плоскости головки. Раковины образуются от соприкосновения ГБЦ с охлаждающей жидкостью. Раковины могут проедать места прилегания гильзы и головки блока. Что вызывает прорыв газов из камеры сгорания.

Если подобное повреждение имеет место необходим ремонт головки. Проблема устраняется проточкой плоскости головки блока. Но это в том случае если глубина раковин позволяет их удалить. В противном случае наплавляются места раковин при помощи аргонной сварки. И затем плоскость головки протачивается на фрезерном станке.
Установка прокладки головки блока цилиндров.
Прокладку головки блока цилиндров можно поставить неправильно. Чтобы этого избежать. Необходимо убедиться в том. Что отверстие масляного канала в блоке двигателя, совместилось с отверстием под масляный канал на прокладке. Оно как правило имеет обязательную медную окантовку. Чтобы уплотнить отверстие масляного канала.
Установка ГБЦ на автомобиле ГАЗ 53
Шпильки на которые крепиться головка к блоку имеют длину соответствующую толщине головки. Они не всегда соосны с отверстиями головки. Это затрудняет установку. Приходится осаживать головку при помощи деревянного бруса.
После того как головка соприкоснулась с прокладкой. Которая предварительно была установлена на шпильки. Необходимо правильно притянуть головку к блоку двигателя. Чтобы равномерно прижать её к гильзам и блоку двигателя. Гильзы при установке пружинят. Потому что они устанавливаются на медные прокладки, которые должны в последствии прижаться.
Как протянуть головку на ГАЗ 53
Порядок затяжки гбц газ 53 от центра согласно этой схемы

Первую затяжку желательно произвести с небольшим усилием. Что бы предварительно выровнять плоскость головки относительно блока цилиндров.
После того как головка легла правильно. Можно повторить затяжку, но уже при помощи динамометрического ключа. Так же с небольшим усилием. Чтобы прижать головку к прокладке и выровнять гильзы.
Теперь момент затяжки можно увеличить до половины от максимального момента затяжки
Затяжка головки ГАЗ 53 окончательно производится с моментом затяжки 77-82 Нм
Через некоторое время проверяем установленный момент затяжки. И производим контрольную протяжку с максимальным усилием.
Чем равномернее буде произведено усилие на каждую шпильку. Тем меньше вероятность того что сорвется резьба в корпусе блока цилиндров. Проблема вытягивания резьбы из блока. Становится актуальнее с каждой последующей переборкой двигателя.
При первой второй переборке двигателя за шпильки волноваться не приходится. Но каждый последующий ремонт. Ослабляет резьбу. Поэтому протяжку необходимо производить аккуратно и с применением динамометрического ключа.
Установка штанг толкателей коромысел
Штанги устанавливаются на свои места. При установке необходимо убедиться. Что каждая штанга села на своё место. Для этого короткими движениями осадить штангу и толкатель. Убедиться что толкатель уперся в распредвал. Бывает что при снятии штанг толкателе выходят из посадочного места, или подклинивают в каком то положении. Поэтому нужно несильно остучать рукой толкатель штангой. После установки штанг ставится вал коромысел.
Установка вала коромысел клапанов.
Вал коромысел необходимо протягивать равномерно. Следить за тем, что штанги упираются в регулировочные болты коромысел. Если штанга не попала сразу. Потом её тяжело будет поставить на свое место. Вал коромысел придется снова раскручивать. При притягивании вала коромысел начнут выжиматься пружины клапанов. Нагрузка на вал будет увеличиваться, и распределяться неравномерно.Вал при неравномерной затяжке может лопнуть. Поэтому гайки крепления вала необходимо закручивать одновременно. С небольшим опережением друг друга. Следующий этап это регулировка клапанов. Больших сложностей она не вызывает главное Правильно найти положение поршня первого цилиндра в ВМТ. Это тоже легко сделать, тем более открыты клапанные крышки.
Установка впускного коллектора
Затем устанавливается впускной коллектор и все навесное оборудование. Впускной коллектор устанавливается на резиновые прокладки Его нельзя перетянуть. Ппрокладки выдавятся. Если не дотянуть произойдет утечка охлаждающей жидкости. Да и динамометрический ключ здесь не поможет. Усилие очень слабое. Впускной коллектор лучше протянуть дважды. Предварительно с усилием, не допускающим выдавливание прокладки. Затем дать немного отстоятся. Чтобы резинка заняла свое место. И затем еще раз буквально на пол оборота гайки. Но опять необходимо следить за прокладкой.
Читайте также: