
Регулировка клапанов опель зафира z18xer
Добавил пользователь Алексей Ф. Обновлено: 20.09.2024
да и если можно, как обмерите схему получившихся зазоров.
посчитаем какие стаканы заказывать из соображений что с завода стояли
8шт на 32,
4 шт на 30 и
4 шт на 34
посмотрим насколько можно промахнутся на дефолтных размерах
Последний раз редактировалось rass Пн июн 30, 2014 15:07, всего редактировалось 1 раз.
Есть специальное отверстие (точнее прорезь, а в ней отверстие) на стыке двигателя и коробки для фиксации коленвала за маховик. Я вставляю туда шестигранник на 5 мм и откручиваю болт шкива коленвала, без всяких танцев с бубном.
rass,
Набор вообще стремный
30 31 28 32 28 30 28 34
1 2 3 4
34 34 36 32 31 35 38 34
Зазоры на впускных 0,2-0,23
Зазоры на выпускных 0,23-0,25
Измерено с погрешностью ±0,025
Мне набор щупов стремный попался, там они с шагом 0,05 идут.
gcs, Слайды! Слайды! Все-равно откручивать придется кода-нибудь.
вот об этом я и писал. Точность при сборке немецких моторов настолько высокая, что разбег регулировочных толкателей минимальный. Это не автоваз где на каждом движке ставятся пятаки в широком диапазоне регулировочных размеров.
Высота седла, посадка седла, клапаны, притирка клапанов, точность в изготовлении корпуса ГБЦ, точность в изготовлении распредвалов, дают суммарный разбег всего 6 соток.
Так что набор у всех такой "стремный" и у всех 32 +-
Зазоры на впускных 0,2-0,23
Зазоры на выпускных 0,23-0,25
Измерено с погрешностью ±0,025
Мне набор щупов стремный попался, там они с шагом 0,05 идут.
У меня минимальный зазор был 0.06 при этом двигатель работал ровно, тяга тоже в норме была.
С такими зазорами можно еще год откатать.
Как говорит поговорка: "отложи на послезавтра то что можно сделать сегодня и завтра и получишь два свободных дня".
Я бы в этом случае отложил свои толкатели до того момента пока не придется менять шестерни XER или грм или все вместе.
купи щупа с нужной точностью 0,02мм, есть в магазине ПОЧИН на обуховской обороне возле заправки несте а24 (я там брал)

_________________
ты видишь суслика. нет? а он ЕСТЬ. )))
[/url]
ИГОРЬ NK, о! Спасибо! с командировки вернусь - куплю.
gcs, А я - лошара, так крутить пытался.
_________________
ты видишь суслика. нет? а он ЕСТЬ. )))
[/url]
_________________
ты видишь суслика. нет? а он ЕСТЬ. )))
[/url]
Всем привет! Или читал невнимательно или просто не понял. Первое -"автор темы" толкатели не заказывал,свои точил? Второе -если так,то не проще верхушку у клапана сточить? третье -если заказывать толкатели,то где? В экзисте?А они там точно есть? Просто детали такой точности я еще не заказывал,еще не ломалось ни чего. Четвертое Я так понял,что можно и не снимать распредвалы,чтоб узнать номинал стакана,они с завода практически у всех одинаковые стоят,да? Машине три года,пробег уже 86 тыс. из них 72 на пропане.Работает всё нормально,жалоб нет,ни чего еще не ломалось,но чувствую-надо замерить зазоры.Звонил офицалам ,такое не делают. В опель центре мастер сказал-"зачем регулировать,катайтесь пока головке не придет конец,потом или б.у. или эту будем ремонтировать. А перед этим сказал,что головка на газу ходит до ста тысяч.А я думаю,что месяца через два у меня 100 тыс и будет.
redd200, толкатели у всех клапанов РАЗНЫЕ. так что сначала на теплой машине 20-30 градусов меряешь все зазоры, причем не как в вазе шаг 0.05мм, а 0.01мм, так что вооружись более чувствительными щупами, все меряешь, записываешь, и если на газу, то зазоры чуточку больше надо делать или же. ну в общем чуть больше д.б., ближе к максимальному допуску, после того как все записал, снимаешь валы и магнитиком вытаскиваешь стаканчики и не перепутай, внутри написаны их номера, которые говорят о размере, опять же советую записать размеры стаканчиков для каждого клапана потом легче будет перетасовывать)) , все вытащил и зазоры могут плавать, может быть перестановкой между собой обойдется, я три стаканчика покупал, если зазор маленький, то стаканчик надо брать тоньше. я сначала наоборот сделал))))) есть стаканчики и в экзисте каждый около 400р, чтобы шлифовать клапана надо бошку снимать, я не делал этого. в общем меряй зазоры, а потом может и панику не надо поднимать. Проверка зазоров должна производиться на 150ткм
_________________
ты видишь суслика. нет? а он ЕСТЬ. )))
[/url]
1: Толкатель я заказывал только один с минимальным зазором, и еще 15 купил у одноклубника с поломанной гбц, которые были подъедены коррозией и поэтому я точил их внешнюю плоскость, тем самым обзавелся набором разных размеров еще до разбора двигателя. Внутренние наплывы подтачивал после снятия распредвалов.
2: верхушку клапана точить на мой взгляд не проще, ибо куча абразива и стружки может попасть внутрь двс.
3: В эксисте ничего нет, но есть у их поставщиков, поставляют от 1го до 14 дней.
4: Стаканы маркированы с нижней стороны, не снимая распредвал узнать его номер нереально.
Стаканы стоят не одинаковые, но весь набор у всех близок к середине. 3,30-3,34, это подробно описано в шапке, плюс в шапке есть ссылка на экселевский файлик в нем есть данные о том какой набор был у меня, также почитав всю тему, эти данные еще раз подтверждаются. Также в файлике есть каталожные номера толкателей всех размеров. После 72ткм на пропане я бы замерил зазоры в режиме "очень срочно" Отрегулировать зазоры гораздо проще и дешевле чем ремонтировать или менять гбц.
Последний раз редактировалось rass Вт окт 07, 2014 16:01, всего редактировалось 2 раз(а).
гугли телефон максима механика с матиз клуба, замер зазоров он объявлял ни то 500 ни то 1000 рублей, регулировку 10т чтоли, давно это было
я отрегулировал клапана за два дня: часа за 3 разобрал, потом все считал, потом ехал за стаканчиками и на следующий день все собрал, думаю целый день можно выделить вместо 10тр)))
Толкатель я заказывал только один с минимальным зазором, и еще 15 купил у одноклубника с поломанной гбц
а перетосовать не получилось стаканчиками? я только 3 купил, слишком большие. зазоры были, а остальные поменял местами,
меня жаба душила отдавать эти деньги, причем сам замер с перекурами минут 20 займет, но главное надо прокладку под крышку купить в любом случае
_________________
ты видишь суслика. нет? а он ЕСТЬ. )))
[/url]
Спасибо всем,немного вырисовывется картина,становится всё на свои места. Еще пару вопросов. Стачивать их нужно изнутри? и где все таки их покупать? что за поставщики,где их найти? ИГОРЬ NK -разобрал и поехал за стаканчиками? Это где они продаются то так?
В Питере есть формула опель магазин и сервис, и там все было в наличии, то что мне нужно было, позвонил, спросил, с утра сел на автобус, метро, потом обратно))) и до вечера все сделал, можно было и через экзист, но время. Стачивать стаканчики только изнутри и естественно мерять микрометром
_________________
ты видишь суслика. нет? а он ЕСТЬ. )))
[/url]
Стачивается донная часть, лучше не делайте этого, допуски зазоров и номенклатура размеров стаканчиков позволяет подобрать любой.
и где все таки их покупать? что за поставщики,где их найти? ИГОРЬ NK -разобрал и поехал за стаканчиками? Это где они продаются то так?
Для более точного замера пользуйтесь микрометром, он дает не только точность, но возможность замера толщины донной части. Заказываются и приобретаются в Эксист, Эмекс и пр. по каталогам.
меня жаба душила отдавать эти деньги, причем сам замер с перекурами минут 20 займет, но главное надо прокладку под крышку купить в любом случае
Стачивается донная часть, лучше не делайте этого, допуски зазоров и номенклатура размеров стаканчиков позволяет подобрать любой.
Увы, но нет, самый маленький размер что можно купить это 3,04мм что соответствует каталожному номеру 5640005
Более того при езде на газу, я и не только я, рекомендуем зазор на выпуске ставить не 0,31, как рекомендуется производителем, а 0,50.
В конкретно моем случае, мне требовалось 7 размеров меньше чем те, которые можно купить, и "перетасовкой" соответственно решить вопрос также не реально.

Кто сейчас на конференции

Продолжаю повествование о давнишнем ремонте мотора, на этот раз о регулировке зазоров на клапанах.
Мне честно говоря не совсем нравится эта формулировка, технически правильным было бы назвать этот процесс регулировка тепловых зазоров между кулачками распредвалов и толкателями клапанов.
Думаю ни для кого не секрет что в наших самых распространённых моторах Z16XER и Z18XER нет гидрокомпенсаторов, зазоры регулируются так называемыми стаканчиками или толкателями, имеющими определенный размер. Размер стаканчиков рассчитывается для каждого клапана индивидуально.
Начало процесса и понимание в необходимости регулировки было тут: Измерение зазоров клапанов на Z18XER
Нельзя не упомянуть о нежданчиках, обнаруженных в процессе разбора Сюрпризы под КК (загадка по ГРМ)
Ремень ГРМ и ролики были сняты в этой записи Замена прокладки маслонасоса, переклейка поддона на Z18XER
Ну и разбираю дальше
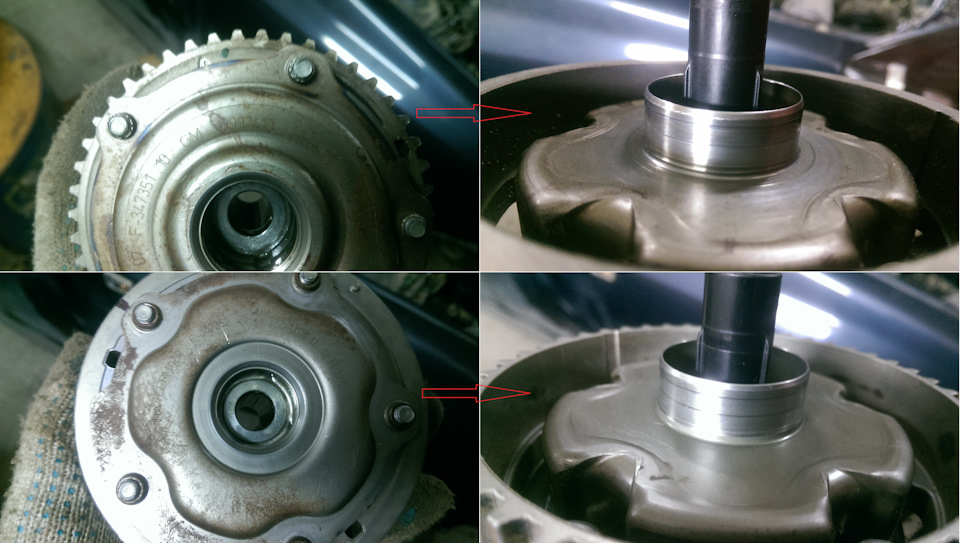
Нужно снять шестерни, для этого битой Т55 выкручиваем пробки на шестернях, откроется доступ к болтам шестерен. Для удерживания распредвалов за шестигранник был куплен и изуродован ключ на 24.
Выкручиваем болты Т55, затянуты очень люто. Я тянул тянул иии ЩЩЁЛК. думаю — всё, что-то сломал, а нет, оказывается сорвал болт с места, второй также поддался со щелчком. И что интересно они оказались разного цвета, залаченный стоял на выпуске, незалаченный на впуске.

Шестерни у меня: выпускная с завода GM 12992410, впускная меняная INA F34735220 Germany 12-го года выпуска. Проточки от сальников имеются, но незначительные, на выпускной совсем чуть-чуть цепляется ногтем, на впускной — нет.
чтобы посмотреть фото покрупнее щёлкаем на неё правой кнопкой мышки и выбираем пункт открыть в новом окне
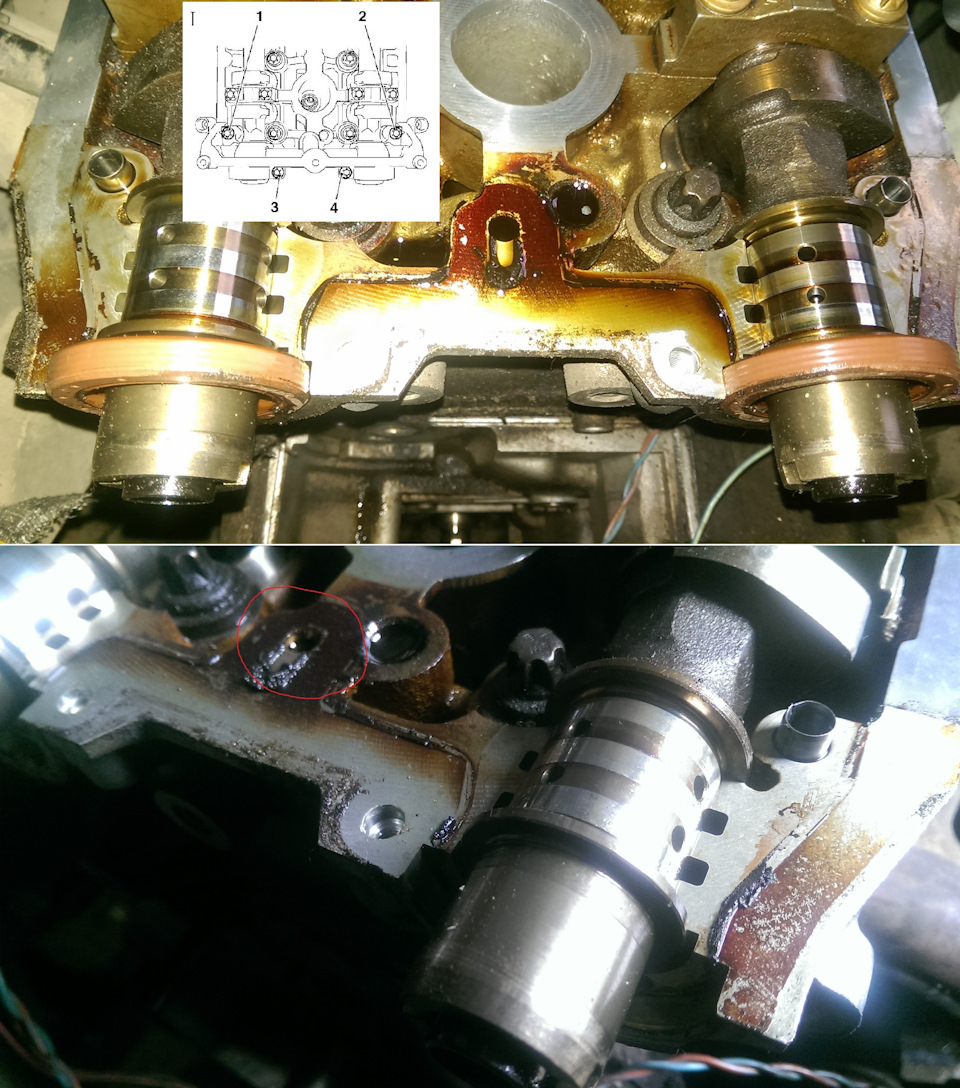
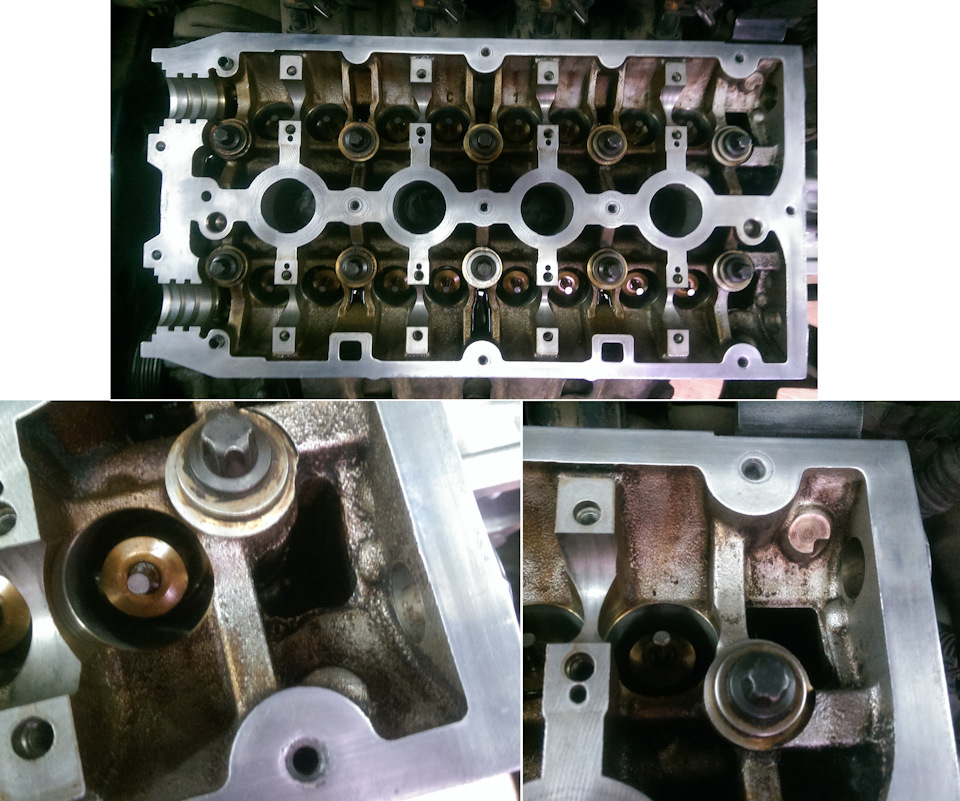
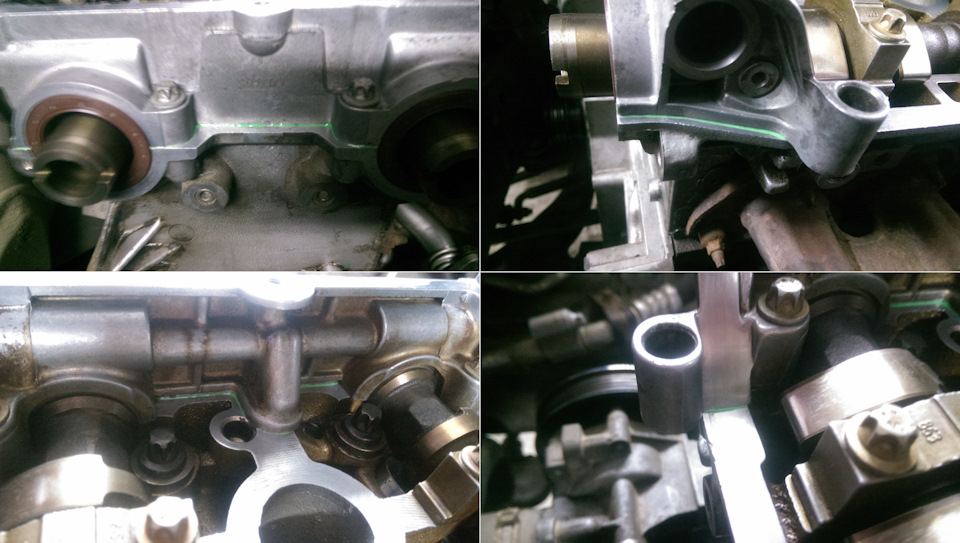
Откручиваем верхний кожух ГРМ, держится на трёх болтах Е10, затем откручиваем основной бугель, 4 болта E10, не забывая про порядок откручивая (вставил его в фото ниже). Чтобы сорвать его с места нужно постучать по нему киянкой или молотком через деревяшку. Ни в коем случае не стучать по привалочной плоскости клапанной крышки!
Что интересно — на плоскости прилегания бугеля к гбц местами есть коричневые пятна, это следы подгоревшего масла, а значит там были утечки, чем они грозят думаю понятно — на стоянке масло угодит из каналов бугеля из-за негерметичности между гбц и самим бугелем, в результате имеем кратковременное дизеление при холодном пуске так как маслоканалы бугеля частично или полностью пустые. Как раз такой симптом был у меня до ремонта.
И ещё один момент: в канале гбц подачи масла к бугелю у меня все ещё стояло масло не смотря на то что до разборки этого узла машина простояла 2 месяца без движения и без масла, хорошо видно на фото под углом (обвёл красным), раз масло не ушло из этого канала, значит обратный клапан за генератором у меня работоспособен, и нет смысла туда лезть.
Едем дальше. Старые сальники РВ стояли оригинальные — 55563374 (KACO), сливные каналы бугеля были закоксованы, оно и понятно — бугель с завода не снимался.

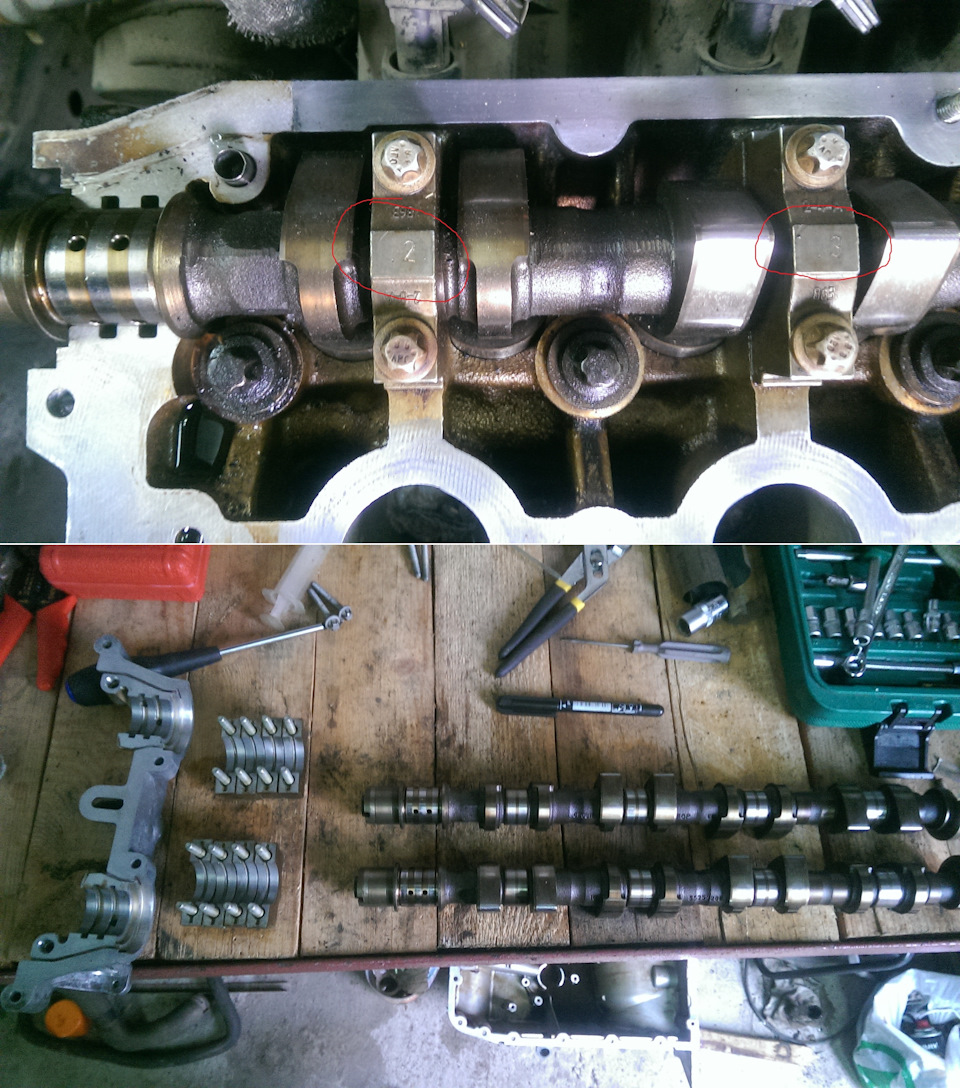
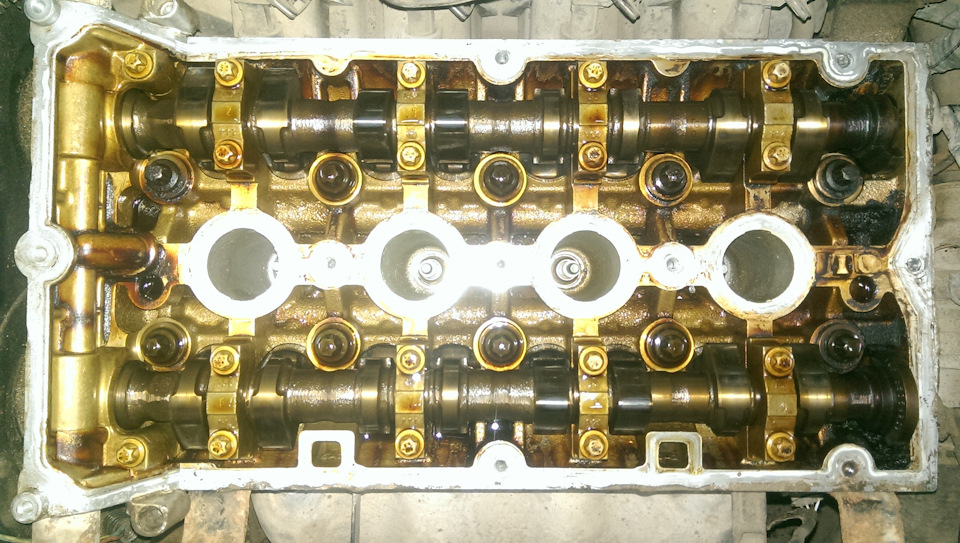
Снимаем распредвалы, предварительно пометив их маркером, болты Е10 — 16 шт. Тут есть несколько нюансов.
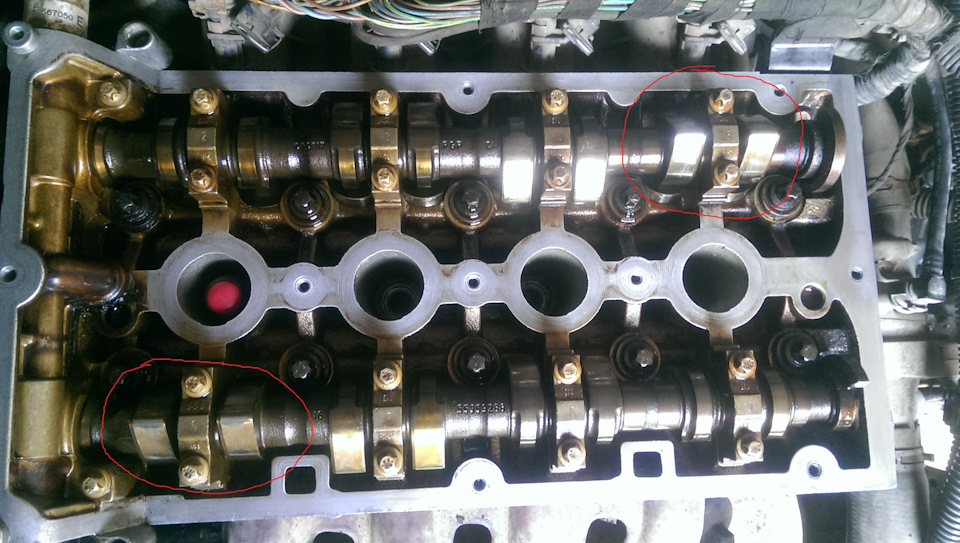
Первый нюанс в том что все бугеля распредвалов невзаимозаменяемые и пронумерованы на заводе шоб не перепутать, ниже на фото показаны первые два на впускном вале — 2-й и 3-й (обведено красным), а так их всего девять — один основной и 8 мелких. Для правильности последующей сборки достаточно сделать фото того как и где стояли бугели и при сборке пользоваться этими фото.
Второй нюанс в том что есть определенный порядок откручивания бугелей и он отличается на впускном и выпускном распредвалах. можно конечно заглянуть в мурзилку по астре на я-диске ЗДЕСЬ, но я считаю что тамошняя схема не совсем верная, суть в том что при установке валов по меткам на впускном валу оказываются нажаты впускные клапаны 3-го цилиндра, это 4-й бугель, соответственно он должен быть откручен в последнюю очередь чтобы от изгибающего момента не сломался впускной вал. На выпускном валу нажаты выпускные клапаны 2-го цилиндра, это 7-й бугель, он должен быть откручен в последнюю очередь. Хотелось бы показать весь процесс на фото, но лимит в 20 фото для каждой записи не позволяет это сделать, думаю кто возьмётся за данный процесс самостоятельно тот поймёт что к чему при определенной степени технической соображалки) Такие дела, друзья)
Осматриваем рабочие пары трения на распредвалах и бугелях на предмет царапин и задиров, у меня всё абсолютное живое, дефекты отсутствуют, а это значит что вал вращается без биений и перекосов, и что применяемые масляные фильтры справляются со своей задачей.

После снятия распредвалов протираем верхние плоскости стаканчиков (толкателей) от масла и нумеруем их, всего 16 штук.
В какой-то записи у одного шевролета здесь на Драйве читал что там возникли трудности с выниманием стаканчиков из посадочных мест ГБЦ, у меня не возникло никаких проблем, магнитная указка решает)
Собираем стаканчики и тащим домой на проведение физических измерений точным инструментом. Грязную ГБЦ оставляем пока как есть.

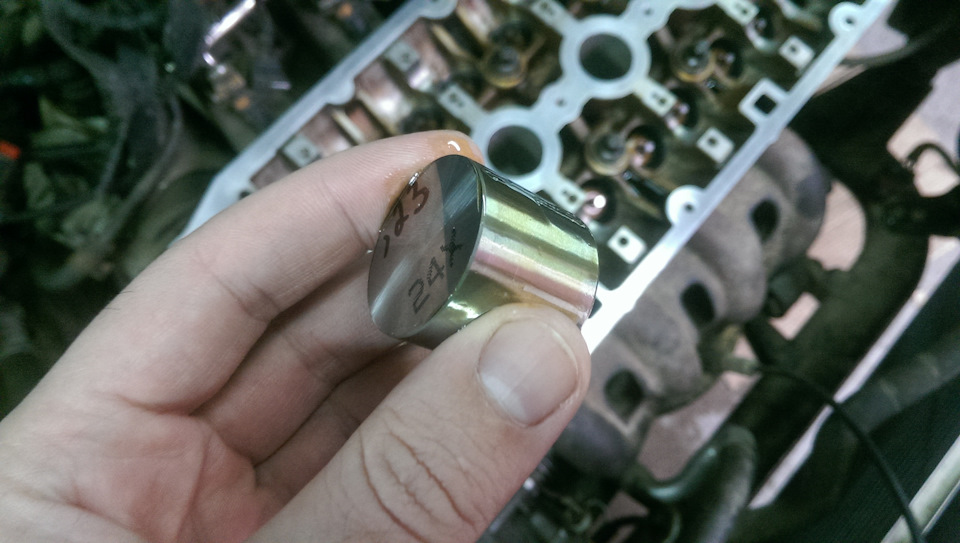
Дома зачищаем наждачкой внутренний выступ на каждом стаканчике, ибо нагар помешает адекватно измерить размер, я зачищал наждачкой Р2500. На фото ниже для сравнения представлен стаканчик номинального размера 32Х с зачищенным выступом и шток микрометра.
Затем измеряем размеры, во избежание температурных погрешностей я к своему компьютерному столику приладил переносные тиски и зажал скобу микрометра через кусок ветоши.

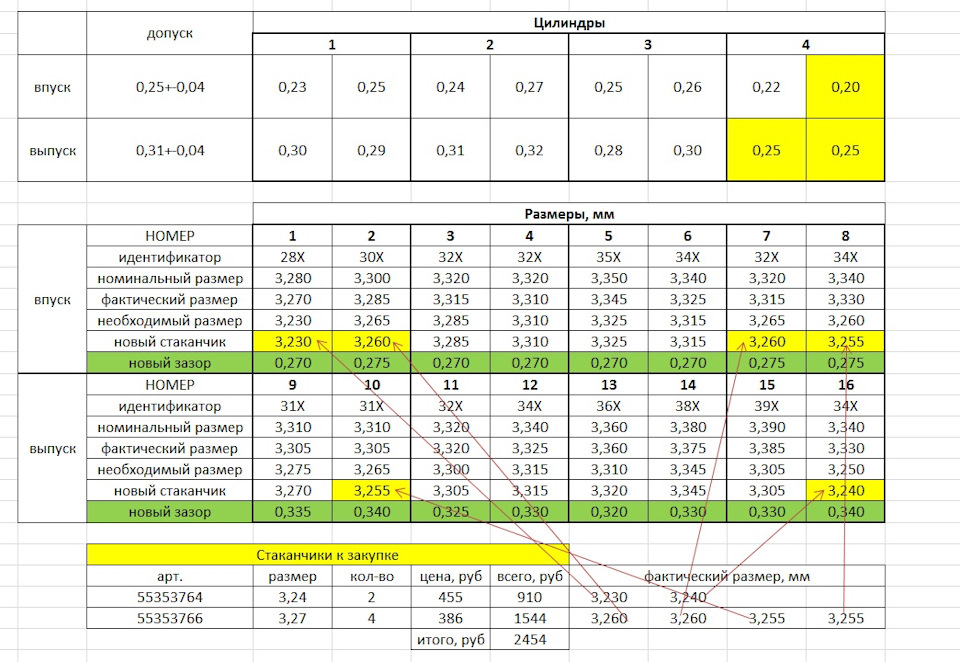
Теперь самое интересное — расчёты, вносим измеренные размеры стаканчиков в таблицу, по известной формуле из мурзилки рассчитываем "размер нового стаканчика" = "размер старого толкателя" + "измеренный зазор на данном клапане" — "номинальный зазор".
Расчёты в первом приближении получились следующие:
Верхняя таблица — фактические зазоры, взятые из записи по замерам зазоров клапанов.
Средняя таблица — расчёты новых стаканчиков
Строка "НОМЕР" — номера стаканчиков с 1-го по 16-й
Строка "идентификатор" — идентификаторы каждого стаканчика
Строка "фактический размер" — фактические размеры каждого стаканчика, кстати размеры отличаются от номинала в меньшую сторону до 15-ти тысячных мм.
Строка "необходимый размер" это расчётный размер нового стаканчика, формулу по которому я привёл выше. В строке "новый стаканчик" я подбирал имеющиеся стаканчики, перекидывая их с места на место, перемещения указаны стрелками. Жёлтым выделены новые стаканчики к закупке — 5 шт.
Строка "новый зазор" (выделена зелёным) — по названию думаю понятно что в этой строке рассчитаны новые зазоры. В первом приближении ориентировался на новый зазор 0,25 на впуске и 0,31 на выпуске.
Нижняя таблица — стаканчики к закупке.
Вышло сумбурно, но думаю разобраться можно, кстати таблица доступна для скачивания ЗДЕСЬ
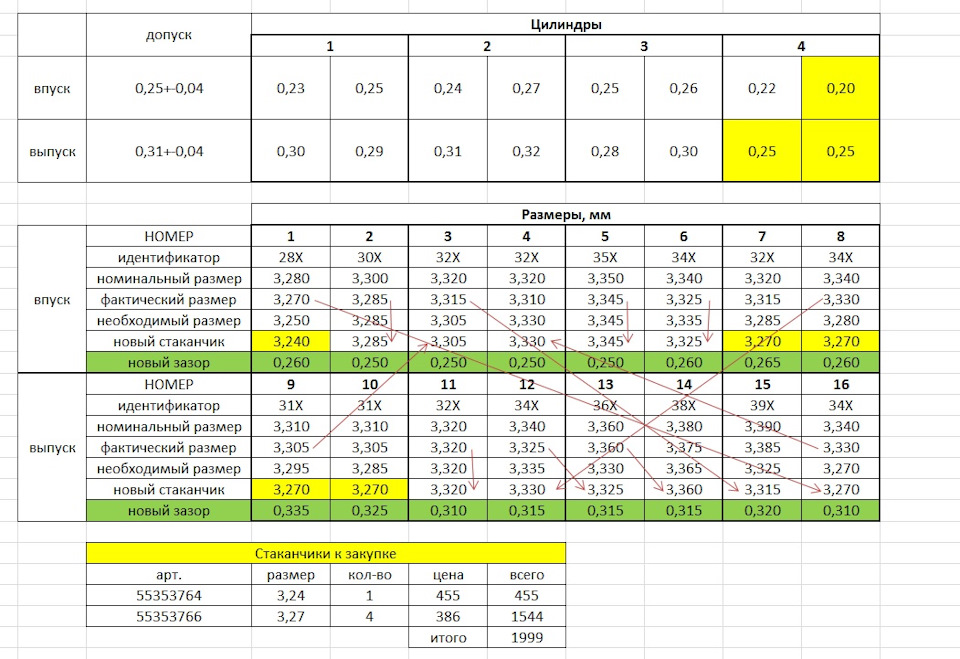
По результатам расчётов с зазорами 0,25 и 0,31 получилось что нужно купить 5 новых стаканчиков (выделено жёлтым). Старые стаканчики с номерами 4, 7, 10, 14 и 15 выпали так как из-за их размеров некуда было их распределить чтобы новый зазор укладывался в допуск.
Подумал и решил прикинуть еще один вариант с зазорами 0,27 на впуске и 0,33 на выпуске, так сказать с запасом, и в допуск это укладывается. Результаты ниже.

В результате получилось что необходимо докупить 6 новых стаканчиков (выделено жёлтым), что не на много дороже чем в 1-м варианте, решил на этом остановиться. 6 старых стаканчиков, которые выпали из расчётов, теперь ожидают нового хозяина, кому интересно переходим в барахолку ЖМАК продано.
Заказал 6 стаканчиков и пока они шли я очищал ГБЦ, без распредвалов этим весьма удобно заниматься, особое внимание уделил правой части в районе датчиков, которая как правило засирается больше всего. Очистил посадочное основного бугеля от старого герметика и прошёлся наждачкой по периметру прилегания прокладки КК, сначала Р1500, затем Р2500, было несколько мелких зазубрин, через которые могло сопливиться масло.
А так же зачистил плоскости прилегания прокладки КК на основном бугеле, долго и нудно, сначала относительно крупной Р120, затем Р1500, и финишная Р2500. Всё было в дичайших зазубринах, как было до зачистки можно глянуть ЗДЕСЬ

Пришли новые стаканчики в запаянных зелёных пакетиках, произведены GM Korea Company MADE IN KOREA, полагаю это оригинал так как страна изготовления не какая-нибудь там Ирландия или Италия, что было бы нелогично для Корейской компании.
Измерил их микрометром, фактические размеры отличаются от номинала в меньшую сторону. Фактические размеры 3,23; 3,24; 3,26; 3,26; 3,255; 3,255. Подписал размер на каждом стаканчике.

Пришлось их тоже раскидывать с учётом оптимального зазора, получился такой окончательный вариант.
Стрелками показал куда будет установлен каждый новый стаканчик.
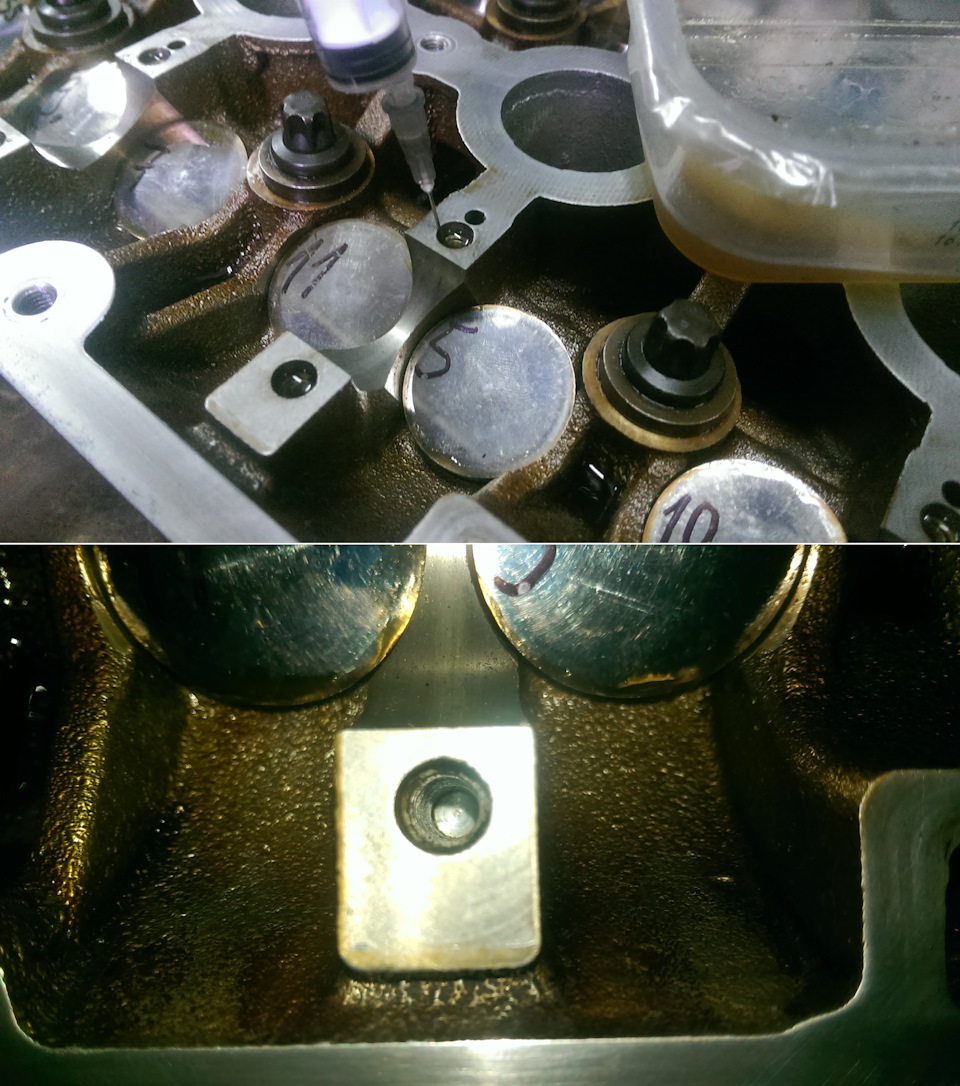
Топаем к машине и рассаживаем стаканчики согласно "купленным билетам") Перед установкой необходимо смазать боковую поверхность каждого стаканчика, а после установки проверить вращение — стаканчик должен свободно вращаться в своём посадочном месте.

Затем я хотел ставить распредвалы на место, но обнаружил масло в резьбовых отверстиях под болты бугелей. Если ставить как есть, то в этом как бы нет ничего особо страшного, кроме того что момент затяжки будет неадекватным, другими словами затянешь на ТИСовские 8 Нм, а по факту будет больше так как со смазкой виткам резьбы проще тереться друг о друга. Всё бы ничего, только вот ГБЦ у нас алюминиевая, а у алюминия прочность значительно меньше чем у стали. В общем я решил очистить это дело нехитрым наборчиком из карбклинера, шприца и ватных палочек. За несколько подходов очистил и осушил все 16 отверстий. Болты бугелей соответственно тоже были отмыты, в бензине.
Ставим распредвалы, я ставил сразу с фиксатором РВ, соответственно порядок притягивания бугелей следующий: на впускном валу первым притягивается 4-й бугель, остальные равномерно после него; на выпускном валу первым притягивается 7-й бугель, остальные равномерно после него. Почему так — я объяснял выше на стадии снятия распредвалов.
Если ставить распредвалы без фиксаторов, то надо выставить поршни в цилиндрах в среднее положение чтобы при выставлении распредвалов случайно не загнуть клапаны. Для этого достаточно провернуть коленвал на 90 градусов в любую сторону, ну и конечно же не забыть потом провернуть его обратно после выставления распредвалов по меткам.
После притягивания я поочерёдно откручивал каждый бугель и смазывал моторным маслом каждую шейку чтобы при запуске всё это вращалось не насухо пока маслонасос не прокачает масло. Открутил один бугель, смазал, закрутил, затем следующий, и так далее.
Затем протягиваем бугели моментом из ТИСа — 8 Нм. Порядок протяжки можно взять из мурзилки по астре.

Теперь очередь за основным бугелем, как известно он ставится на оригинальный зелёный герметик, плюс новые сальники распредвалов, привалочные плоскости на ГБЦ и бугеле очищены и обезжирены.
Как ставить основной бугель собственно ни для кого не секрет, можно посмотреть в ТИСе или на страничке ЗДЕСЬ
Вкратце — мажу герметик по указанным в ТИСе областям, ставлю бугель на место, от руки закручиваю 4 болта, запрессовываю новые сальники, затягиваю болты бугеля моментом 8 Нм, порядок затяжки болтов вставил в фото.

В результате имеем равномерное выдавливание герметика по наружному периметру сопрягаемых деталей.
Иии надо полагать что во внутренних каналах бугеля также выдавилось небольшое количество, но думаю это не страшно, так как этот герметик не твердеет на воздухе, его из каналов вымоет маслом при работе мотора.
Далее сборка ГРМ — установка шестерён, роликов, ремней и прочего, о чём расскажу в следующих выпусках нашей программы)
Результат регулировки зазоров пока не понятен, так как первоначально я измерял зазоры в августе при температуре окружающего воздуха примерно 20 гр, а собрал всё в октябре, когда температура стремилась к нулю, адекватно измерить зазоры не получилось бы. Поэтому ждём весны)
Цены:
Стаканчик (толкатель) клапана (24Х) 55353764 — 2 шт — 2*455=910 р;
Стаканчик (толкатель) клапана (27Х) 55353766 — 4 шт — 4*386=1544 р;
Герметик бугеля, зелёный 90542114 (он же 1503170) — 1 шт — 833 р;
Сальник распредвала 55563374 — 2 шт — 2*360=720 р;
Лист наждачки Р120 — 1 шт — 32 р;
Лист наждачки Р2500 — 1 шт — 68 р;
Медицинский шприц — 1 шт — 65 р;
Пол упаковки ватных палочек — 37 р.
Гараж друга — как всегда бесценно)
Пока машина стоит на приколе, я подумал а почему бы не проверить что там у меня с зазорами клапанов? По мурзилке положено проводить регулировку раз в 150 тыс, а у меня уже 172 тыс., сказано — сделано) Лезем под клапанную крышку, как ее снимать думаю объяснять не нужно)
А теперь немного трэша, прошу отвести от голубых экранов детей, беременных женщин и особо впечатлительных астраводов)
самый трэш конечно в районе датчиков РВ

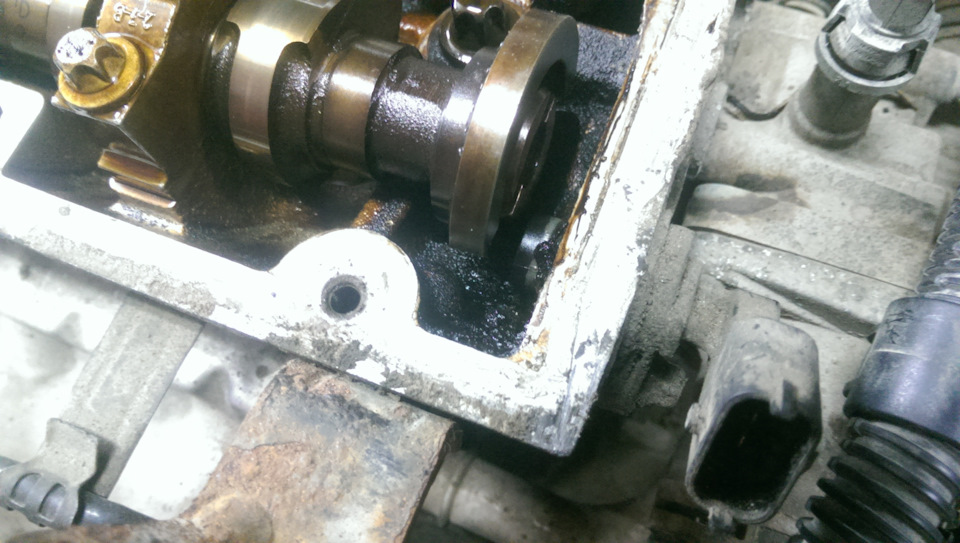
пару раз ковырнул отверткой у выпускного датчика РВ, кокса там много, потом выковорил всё что можно.

Клапанная крышка у меня с 15-го года стояла на герметосе, до этого пару раз менял прокладку и она всё текла, психанул и поставил на герметос и страдания мои на тот момент закончились. Мой совет — не делать этого, потому что очищать от герметика пазы в крышке — то ещё удовольствие, я на очистку потратил один вечер, долго, нудно, с кучей ветоши и обезжириванием пазов.
Хорош глотать валокордин, возвращаемся к сабжу) Для замера зазоров нужны щупы с шагом 0,05 и 0,01 мм

Далее нужна мурзилка по астре, можно посмотреть у меня на Я-диске, рекомендую версию инструкции "Третий Рим" размером 304 Мб с хорошим качеством картинок. Так же там есть несколько других файлов. Если у кого есть чем поделиться, пишите, высылайте, выложу туда в общий доступ.
По мурзилке ставим коленвал в ВМТ такта сжатия 1-го цилиндра, ориентируясь на метки на шкиве коленвала и на шестернях ГРМ.

Я выставлял, вращая трещоткой за ступичную гайку правого переднего колеса с включенной 5-й передачей, так как уже было снято колесо при снятии генератора.

Далее в мурзилке написано, что "кулачки впускных клапанов 2-го цилиндра и выпускных клапанов 3-го цилиндра должны быть направлены вверх и расположены под небольшим углом внутрь (к центру головки блока)".
У меня немного другая картина

выпускные кулачки 3-го цилиндра стоят под углом внутрь, а впускные 2-го стоят ровно вертикально, причем метки на шестернях стоят как положено, впускная чуть выше выпускной. Причины сего обстоятельства не понятны.
Едем дальше, в этом положении замеряем и записываем зазоры на впуске 2-го и выпуске 3-го цилиндров между кулачками и стаканчиками.
Технология измерений: например, как набрать зазор 0,23 мм? легко — с одного набора берем щуп 0,15 и со второго 0,08, пихаем под кулачок распредвала сначала 0,15 и поверх него 0,08, если проходит "в притирочку" (с минимальным усилием), значит как говорится "оно", если не проходит, то берем со второго набора щуп на сотку меньше и меньше пока щуп не будет проходить "в притирочку".
Вращаем коленвал на пол оборота, замеряем впуск 1-го и выпуск 4-го цилиндров.

Вращаем коленвал еще на пол оборота, замеряем впуск 3-го и выпуск 2-го цилиндров.

Вращаем коленвал еще на пол оборота, замеряем впуск 4-го и выпуск 1-го цилиндров.
Результаты замеров, допуск по впуску 0,25+-0,04 мм, по выпуску 0,31+-0,04 мм.

Расстроило то что 4-й цилиндр не в допуске, по остальным зазоры укладываются в допуск. Для уверенности в полученных результатах я провернул коленвал на несколько оборотов и снова провел замеры, надеясь на то что я возможно ошибся по 4-му цилиндру, но цифры подтвердились.
Надо регулировать зазоры на 4-м цилиндре, жду прихода заказанного комплекта фиксаторов с АЛИ.
Цены:
Набор щупов 0,05-1,00 мм — 230 р.
Набор щупов 0,02-0,10 мм — 125 р.
Гараж друга — бесценно)
Огромная благодарность нашим одноклубникам DDP, Dimmi и brabus495 за их ценные советы и посты.
Мой двигатель получил метановое ГБО на пробеге 81335км
На пробеге 120768 я первый раз снял крышку и проверил тепловые зазоры.
Скрипя сердцем проехал еще 1222км
На 121990 произвел регулировку.
ГБО сильно просаживает седла, несмотря на наличие вариатора опережения зажигания. (довпрыска бензина нет, капельницы нет)
Для оптимизации трудозатрат, регулировку клапанов рекомендую проводить одновременно с заменой ремня ГРМ и роликов, либо одновременно с заменой дизелящих шестерен или всего вместе
В этом посте опишу процедуру замены толкателей клапанов без замены грм
Итак нам потребуется:
Набор щупов для измерения тепловых зазоров. Обратить внимание чтобы шаг в диапазоне 0.05-0.10 размера был 0.01. Так к примеру зазор 0.23 определяется двумя щупами 15+8
Динамометрический ключ (внимание, самый доступный ключ из магазина имеет очень грубую шкалу 10 20 30 40 50 и т.д. нтютонов. Крышки распредвалов необходимо будет затягивать с моментом 8 ньютонов, на этом советско-китайском ключе значение 8 ньютонов будет очень примерным)
Набор торксов Т и Е, убедится, что в наборе есть Т55 хорошего производителя желательно короткий, Т55 из дешевого набора скорее всего сломается.
Малая плоская отвертка
черный маркер
белый штрих-корректор
Ключ на 7мм.
рожковый тонкий ключ на 24 подточенный до толщины 5-6 мм стачивать можно не всю плоскость, а только мешающиеся части, но это только по месту

специнструмент КМ6628, его можно сделать из стального уголка шириной 45мм, длинной сантиметров 30. Я использовал подходящий по размерам напильник, предварительно сняв с его нижней стороны зубы при помощи наждака.
Набор щупов для замера тепловых зазоров клапанов
желательно иметь микрометр 25-50мм
Потребуются запчасти:
Обязательно: Сальники распредвалов - 06 36 930 - 2 шт.
толкатели клапанов: в экселевской табличке есть номера в соответствии с номиналом
Желательно: Прокладка клапанной крышки 56 07 980

Разбираем:
- Поддомкрачиваем правое передние колесо, снимаем его, защиту, переднюю часть подкрылка и кожух под ним.
- снимаем модуль зажигания Т40, сняв с него фишку
- отсоединяем разъемы клапанов распредвалов
- Откручиваем клапанную крышку Е11
- Снимаем патрубок вентиляции картерных газов
- Снимаем крышку головки блока
- Замеряем и записываем зазоры, замеры производить при температуре +20 градусов, замеры производятся в момент когда кулачки смотрят вверх
на заводе устанавливаются толкатели преимущественно размера 3.30мм (30х)-3.32мм (32х), разброс бывает незначительный, примерно 4 толкателя меньше 30 и 4 толкателя больше 32, причем минимальный 25 максимальный 34
Поэтому для первой регулировки рассчитать и заказать необходимые стаканчики из соображений, что менять будем 31. После наличия на руках примерно необходимого набора плюс минус можно будет переставить. Крайние клапаны и седла (1 и 4 цилиндра) просаживаются сильнее чем расположенные в середине ГБЦ, поэтому если даже набор получится не точным – то толкатели распределить таким образом, чтобы по краям зазор получался чуть больше.
Завод рекомендует выставлять зазоры 0.25 +-0.04 для впуска и 0.31 +- 0.04 для выпуска. По совету одноклубника DDP зазор на выпуск можно смело ставить 45-50, так я и поступил, и его слова теперь подтверждаю характерный хруст повышенных зазоров клапанов не появился.
Если нужных толкателей на руках еще нет, собираем в обратном порядке, моменты затяжек ниже по тексту.
Я докатался пока зазор первого выпускного клапана не составил 6 сотых мм. Это уже слишком рискованно, зажатый клапан обязательно прогорит.
Если толкатели на руках продолжаем разбирать:
- Под двигатель желательно положить брусок необходимой толщины, так как будем снимать опору.
- Воротком с 12-тигранной головкой на 19 поворачиваем натяжитель ремня навесных агрегатов против часовой стрелки и снимаем приводной ремень
- сам натяжитель ремня навесных агрегатов снимать не обязательно.
- снимаем корпус воздушного фильтра
- снимаем опору двигателя (необходимо для снятия крышки) E14
- снимаем верхнюю крышку ремня грм+следующую за ней так называемую среднюю часть крышки.
- выставляем метку на коленвале, метки шестерен распредвалов должны смотреть друг на друга и быть почти в горизонте (почти потому, что не в горизонте) кулачки распредвалов четвертого цилиндра при этом должны смотреть друг на друга, прорези на задних торцах распредвалов должны располагаться на одной оси, чуть выше центра распредвалов
- фиксируем распредвалы специнструментом КМ6628 в прорези на задних торцах распредвалов
- крышки подшипников распредвалов пронумерованы, обратим на это внимание и ставить их будем каждую на свое место ОБЯЗАТЕЛЬНО.
- так же маркируем распредвалы чтобы по пьяни их не перепутать местами
- штрих-корректором выставляем метки на ремне в местах обеих шестерен и на нижний кожух ремня возле коленвала, в место куда укажет метка на шкиве коленвала. Моя метка немного не совпала, видимо после сборки на заводе, шестерни немного дозатянулись, я в конечном итоге в это же место и выставлял, но правильнее будет выставить коленвал по метке.

- вынимаем КМ6628
- учитывая тот факт что шкив коленвала остался на месте, соответсвтенно нижняя часть крышки грм тоже
- сдергиваем ремень с выпускной шестерни, затем с впускной.

- снятый ремень укладываем в сторону.
- прикрываем ремень и все, что снизу под крышкой тряпочкой, на тряпочку укладываем пакет, т.к. прольется масло.
- после снятия ремня можно проверить люфт шестерен, у меня впускная чуть люфтит, примерно на четверть зуба, выпускная без люфта
К сожалению просто приподнять распредвалы без снятия шестерен нереально, под шестернями два болта, которые придется отвернуть для того чтобы отодвинуть корпус ремня грм, который в свою очередь прячет болты крепления бугеля.
Поэтому снимаем шестерни
Самое идиотское место – это крепление шестерен к рапредвалам. Там не используются ни шлицы ни шпонки ни проточки какие-нибудь. Да на распредвалах есть проточки, а на шестернях нет никаких выступов, посадочная поверхность шестерни абсолютно гладкая, и не проскальзывают эти шестерни только за счет силы трения, полученной за счет очень сильного прижатия шестерни к валу резьбой. Давно боялся разбирать только из-за этих шестерен, но минимальный зазор выпускного клапана 0.06 не оставил выбора. А что если недозатянешь? Коленвал затянет, но он может затянуть так, что и клапаны пойдут под замену. Фашисты просто мстят нам за вторую мировую.
Итак снятие шестерен
-ОБЯЗАТЕЛЬНО СНИМАЕМ КМ6628 (были случаи, когда кусок распредвала откалывался) Валы придерживаются тонким рожковым ключом на 24
- Откручиваем пробки шестерен Т55 (затяжка будет 30 Нм)
потечет масло
Когда будем ставить на место шестерни их необходимо будет тянуть по схеме указанной в книжке 65Нм + 120° + 15°
Меня всегда беспокоили подобные схемы, особенно в таких ответственных местах. Поэтому протираем болты шестерен от масла и ставим маркером риску на шляпке болта и на шестерне. При обратной затяжке я затягивал до этой риски
- откручиваем шестерни, убедившись в том, что КМ6628 снят.
Болты помечаем какой от куда, чтобы в дальнейшем поставить их на свои места.
-сдергиваем шестерни, опять пролили масло.

- откручиваем три верхних болта кожуха ремня грм и один нижний, на картинке в мурзилке указанно где.
- снимаем распредвалы. Последовательность откручивания смотрим на схеме в мурзилке
- вынимаем толкатели, смотрим их номинал (желательно удостоверится, что номинал совпадает с реальным размером при помощи микрометра, на практике половина совпала, половина имела фактический размер меньше на 1 сотку) записываем значения на бумажку.
-моем руки пьем кофе и вбиваем в эксель недостающие значения.
Еще раз повторюсь:
В связи с худшим охлаждением ГБЦ по углам и как показывает практика, что крайние клапаны просаживаются сильнее, об этом предупреждал DDP и теперь я его слова также подтверждаю.
Зазор выпускных клапанов решил выставить такой 50 47 - 45 45 - 45 45 - 47 49
Если Вы не используете пропан, метан или водород в качестве моторного топлива – выставляйте зазоры на выпуске 31. как рекомендует завод изготовитель.
если кто-либо сможет выставить еще больший зазор прошу отписаться по результатам, очень интересно, не появится ли от этого посторонний звук.

- в моем случае минимально требуемый размер получился 2.85 мм (-15) Такого размера не существует в продаже, минимальный который, Вы сможете приобрести это 3.04.
Поэтому есть два варианта точить поверхность стакана снаружи, или точить наплыв изнутри.
Толщина донышка у всех стаканов 2,25 мм. А толщина наплыва на этом донышке остальные 0,79-1,35 в зависимости от номинального размера толкателя.
Стачивая донышко стакана снаружи, не стоит стачивать его больше чем на 0,25 мм. Во время стачивания постоянно контролировать толщину донышка во всех местах стакана, чтобы стачивался он равномерно, такая практика у меня тоже есть.
Но есть способ лучше, точить наплыв изнутри, для этого понадобится микродрель, с маленькой абразивной насадкой, и одетой на этот дрель куска тербки подходящего размера. Трубка подтачивается напильником и тем самым глубина утопленности абразива в трубке сокращается.
Точить пришлось 6 стаканов, на 15-25 соток. Остальные размеры были сточены наждаком с верхней поверхности заранее.
Да приборчик не промышленный, он быстро перегревается и поэтому за 4 подхода минут по 15-20 с перерывами минут по 30 необходимые размер были получены

- чистыми руками устанавливаем толкатели в соответствии с получившейся таблицей, предварительно смазав внешние стенки стаканов свежим маслом. Проверяем чтобы каждый стаканчик в своем колодце двигался очень плавно.

после того как все толкатели встали на свои места поливаем их маслом сверху, чтобы заполнить углубления возле толкателей,
-смазываем маслом подшипники распредвалов и ставим распредвалы по своим местам и в правильном положении, так чтобы прорези на задних торцах были выше центра распредвалов
- смазав рабочую поверхность, устанавливаем крышки подшипников распредвалов по местам, наживляем болты
- затягиваем крышки подшипников распредвалов моментом 8 Нм, в том порядке, как изображено в мурзилке
Но вот незадача, у моего хренового совко-китайского дино ключа минимальная шкала 10, эх не обратил сразу на это внимания. Можно конечно тянуть почти до 10, но что если погрешность этого грубого инструмента в районе 10 +-5 . проверить нечем, вспоминать учебник физики, подвешивать 8 кг на рычаг один метр, время уже 11 утра, а я еще не спал, какой там ньютон. Вообщем тянул до 10 на всякий, все нормально, но рекомендую обзавестись хорошим инструментом.
- устанавливаем новые сальники, посадочное место можно на всякий случай немного промазать герметиком, предварительно обезжирив поверхности.
- Очищаем бугель, обезжириваем посадочное место, наносим герметик (без фанатизма), ПАРУ ММ ОТ КРАЕВ ВОЗЛЕ МАСЛЯННЫХ КАНАЛОВ не промазывать, чтобы излишки герметика не попали в канал.
- ставим бугель на место, предварительно смазав маслом шейку распредвала, затягиваем моментом 8 Нм желательно в два этапа, чтобы бугель надежно сел без перекосов
- очищаем торцы распредвалов и посадочное место шестерен, песчинка не допустима, пылинка не желательна
- Одеваем впускную шестерню, наживляем ее родной болт
- одеваем на нее ремень в соответствии с поставленной белой меткой
- одеваем ремень на выпускную шестерню, и затем с надетым ремнем ставим шестерню на вал, тут нужно чтобы помощник деревянной палкой отталкивал натяжной ролик грм, при этом толкал в металл, а не в ремень.
Т.к. нижняя крышка не снималась соответственно ключом натяжной ролик не зацепить.
- наживляем второй болт
- устанавливаем КМ6628
- проверяем не сместилась ли метка на коленвале
- удостоверяемся, что метки которые мы выставили на ремне совпадают со звездами и метки звезд смотрят друг на друга.
Если все правильно продолжаем.
- еще раз щупами проверяем получившиеся зазоры, записываем. При температуре двигателя +35 градусов, зазоры примерно на 0.01 больше, нежели при температуре +20градусов, имеем это ввиду, если зазоры немного не совпадут с желаемыми.
Крышка ремня грм затягивается с моментом 6 нм, то есть ее можно затягивать отверткой.
Крышка головки цилиндров на головке цилиндров 8Нм
Модуль зажигания на головке цилиндров 8Нм
-двигатель лучше сразу не заводить, дать герметику полимеризоваться
P.S. Дополнено спустя 11 месяцев и 26 ткм, проверил зазоры.
Сильнее всех просел почему-то первый впускной клапан (первый из восьми) на 11 сотых.
На выпуске сильнее всех просели второй и четвертый клапаны на 9 соток. Аутсайдер прошлого раза (первый выпуск) сел всего на 6 соток
Слава богу зазоры я выставлял больше чем рекомендует завод, поэтому по статистике до следующего лета протянет даже впускной если будет просаживается с той же интенсивностью.
есть также пять клапанов, зазоры которых увеличились от 1 до 4 сотых и три клапана в нолях.
Этим дополнением хочу заявить, что методика стачивания наплыва в стакане, опасений не вызывает. Конечно при условии, что стачивается наплыв равномерно, чтобы плоскость наплыва осталась примерно параллельной плоскости поверхности стакана,
Последний раз редактировалось rass Пн мар 23, 2015 14:29, всего редактировалось 5 раз(а).
Огромная благодарность нашим одноклубникам DDP, Dimmi и brabus495 за их ценные советы и посты.
Мой двигатель получил метановое ГБО на пробеге 81335км
На пробеге 120768 я первый раз снял крышку и проверил тепловые зазоры.
Скрипя сердцем проехал еще 1222км
На 121990 произвел регулировку.
ГБО сильно просаживает седла, несмотря на наличие вариатора опережения зажигания. (довпрыска бензина нет, капельницы нет)
Для оптимизации трудозатрат, регулировку клапанов рекомендую проводить одновременно с заменой ремня ГРМ и роликов, либо одновременно с заменой дизелящих шестерен или всего вместе
В этом посте опишу процедуру замены толкателей клапанов без замены грм
Итак нам потребуется:
Набор щупов для измерения тепловых зазоров. Обратить внимание чтобы шаг в диапазоне 0.05-0.10 размера был 0.01. Так к примеру зазор 0.23 определяется двумя щупами 15+8
Динамометрический ключ (внимание, самый доступный ключ из магазина имеет очень грубую шкалу 10 20 30 40 50 и т.д. нтютонов. Крышки распредвалов необходимо будет затягивать с моментом 8 ньютонов, на этом советско-китайском ключе значение 8 ньютонов будет очень примерным)
Набор торксов Т и Е, убедится, что в наборе есть Т55 хорошего производителя желательно короткий, Т55 из дешевого набора скорее всего сломается.
Малая плоская отвертка
черный маркер
белый штрих-корректор
Ключ на 7мм.
рожковый тонкий ключ на 24 подточенный до толщины 5-6 мм стачивать можно не всю плоскость, а только мешающиеся части, но это только по месту
специнструмент КМ6628, его можно сделать из стального уголка шириной 45мм, длинной сантиметров 30. Я использовал подходящий по размерам напильник, предварительно сняв с его нижней стороны зубы при помощи наждака.
Набор щупов для замера тепловых зазоров клапанов
желательно иметь микрометр 25-50мм
Потребуются запчасти:
Обязательно: Сальники распредвалов - 06 36 930 - 2 шт.
толкатели клапанов: в экселевской табличке есть номера в соответствии с номиналом
Желательно: Прокладка клапанной крышки 56 07 980
Разбираем:
- Поддомкрачиваем правое передние колесо, снимаем его, защиту, переднюю часть подкрылка и кожух под ним.
- снимаем модуль зажигания Т40, сняв с него фишку
- отсоединяем разъемы клапанов распредвалов
- Откручиваем клапанную крышку Е11
- Снимаем патрубок вентиляции картерных газов
- Снимаем крышку головки блока
- Замеряем и записываем зазоры, замеры производить при температуре +20 градусов, замеры производятся в момент когда кулачки смотрят вверх
на заводе устанавливаются толкатели преимущественно размера 3.30мм (30х)-3.32мм (32х), разброс бывает незначительный, примерно 4 толкателя меньше 30 и 4 толкателя больше 32, причем минимальный 25 максимальный 34
Поэтому для первой регулировки рассчитать и заказать необходимые стаканчики из соображений, что менять будем 31. После наличия на руках примерно необходимого набора плюс минус можно будет переставить. Крайние клапаны и седла (1 и 4 цилиндра) просаживаются сильнее чем расположенные в середине ГБЦ, поэтому если даже набор получится не точным – то толкатели распределить таким образом, чтобы по краям зазор получался чуть больше.
Завод рекомендует выставлять зазоры 0.25 +-0.04 для впуска и 0.31 +- 0.04 для выпуска. По совету одноклубника DDP зазор на выпуск можно смело ставить 45-50, так я и поступил, и его слова теперь подтверждаю характерный хруст повышенных зазоров клапанов не появился.
Если нужных толкателей на руках еще нет, собираем в обратном порядке, моменты затяжек ниже по тексту.
Я докатался пока зазор первого выпускного клапана не составил 6 сотых мм. Это уже слишком рискованно, зажатый клапан обязательно прогорит.
Если толкатели на руках продолжаем разбирать:
- Под двигатель желательно положить брусок необходимой толщины, так как будем снимать опору.
- Воротком с 12-тигранной головкой на 19 поворачиваем натяжитель ремня навесных агрегатов против часовой стрелки и снимаем приводной ремень
- сам натяжитель ремня навесных агрегатов снимать не обязательно.
- снимаем корпус воздушного фильтра
- снимаем опору двигателя (необходимо для снятия крышки) E14
- снимаем верхнюю крышку ремня грм+следующую за ней так называемую среднюю часть крышки.
- выставляем метку на коленвале, метки шестерен распредвалов должны смотреть друг на друга и быть почти в горизонте (почти потому, что не в горизонте) кулачки распредвалов четвертого цилиндра при этом должны смотреть друг на друга, прорези на задних торцах распредвалов должны располагаться на одной оси, чуть выше центра распредвалов
- фиксируем распредвалы специнструментом КМ6628 в прорези на задних торцах распредвалов
- крышки подшипников распредвалов пронумерованы, обратим на это внимание и ставить их будем каждую на свое место ОБЯЗАТЕЛЬНО.
- так же маркируем распредвалы чтобы по пьяни их не перепутать местами
- штрих-корректором выставляем метки на ремне в местах обеих шестерен и на нижний кожух ремня возле коленвала, в место куда укажет метка на шкиве коленвала. Моя метка немного не совпала, видимо после сборки на заводе, шестерни немного дозатянулись, я в конечном итоге в это же место и выставлял, но правильнее будет выставить коленвал по метке.
- вынимаем КМ6628
- учитывая тот факт что шкив коленвала остался на месте, соответсвтенно нижняя часть крышки грм тоже
- сдергиваем ремень с выпускной шестерни, затем с впускной.
- снятый ремень укладываем в сторону.
- прикрываем ремень и все, что снизу под крышкой тряпочкой, на тряпочку укладываем пакет, т.к. прольется масло.
- после снятия ремня можно проверить люфт шестерен, у меня впускная чуть люфтит, примерно на четверть зуба, выпускная без люфта
К сожалению просто приподнять распредвалы без снятия шестерен нереально, под шестернями два болта, которые придется отвернуть для того чтобы отодвинуть корпус ремня грм, который в свою очередь прячет болты крепления бугеля.
Поэтому снимаем шестерни
Самое идиотское место – это крепление шестерен к рапредвалам. Там не используются ни шлицы ни шпонки ни проточки какие-нибудь. Да на распредвалах есть проточки, а на шестернях нет никаких выступов, посадочная поверхность шестерни абсолютно гладкая, и не проскальзывают эти шестерни только за счет силы трения, полученной за счет очень сильного прижатия шестерни к валу резьбой. Давно боялся разбирать только из-за этих шестерен, но минимальный зазор выпускного клапана 0.06 не оставил выбора. А что если недозатянешь? Коленвал затянет, но он может затянуть так, что и клапаны пойдут под замену. Фашисты просто мстят нам за вторую мировую.
Итак снятие шестерен
-ОБЯЗАТЕЛЬНО СНИМАЕМ КМ6628 (были случаи, когда кусок распредвала откалывался) Валы придерживаются тонким рожковым ключом на 24
- Откручиваем пробки шестерен Т55 (затяжка будет 30 Нм)
потечет масло
Когда будем ставить на место шестерни их необходимо будет тянуть по схеме указанной в книжке 65Нм + 120° + 15°
Меня всегда беспокоили подобные схемы, особенно в таких ответственных местах. Поэтому протираем болты шестерен от масла и ставим маркером риску на шляпке болта и на шестерне. При обратной затяжке я затягивал до этой риски
- откручиваем шестерни, убедившись в том, что КМ6628 снят.
Болты помечаем какой от куда, чтобы в дальнейшем поставить их на свои места.
-сдергиваем шестерни, опять пролили масло.
- откручиваем три верхних болта кожуха ремня грм и один нижний, на картинке в мурзилке указанно где.
- снимаем распредвалы. Последовательность откручивания смотрим на схеме в мурзилке
- вынимаем толкатели, смотрим их номинал (желательно удостоверится, что номинал совпадает с реальным размером при помощи микрометра, на практике половина совпала, половина имела фактический размер меньше на 1 сотку) записываем значения на бумажку.
-моем руки пьем кофе и вбиваем в эксель недостающие значения.
Еще раз повторюсь:
В связи с худшим охлаждением ГБЦ по углам и как показывает практика, что крайние клапаны просаживаются сильнее, об этом предупреждал DDP и теперь я его слова также подтверждаю.
Зазор выпускных клапанов решил выставить такой 50 47 - 45 45 - 45 45 - 47 49
Если Вы не используете пропан, метан или водород в качестве моторного топлива – выставляйте зазоры на выпуске 31. как рекомендует завод изготовитель.
если кто-либо сможет выставить еще больший зазор прошу отписаться по результатам, очень интересно, не появится ли от этого посторонний звук.
- в моем случае минимально требуемый размер получился 2.85 мм (-15) Такого размера не существует в продаже, минимальный который, Вы сможете приобрести это 3.04.
Поэтому есть два варианта точить поверхность стакана снаружи, или точить наплыв изнутри.
Толщина донышка у всех стаканов 2,25 мм. А толщина наплыва на этом донышке остальные 0,79-1,35 в зависимости от номинального размера толкателя.
Стачивая донышко стакана снаружи, не стоит стачивать его больше чем на 0,25 мм. Во время стачивания постоянно контролировать толщину донышка во всех местах стакана, чтобы стачивался он равномерно, такая практика у меня тоже есть.
Но есть способ лучше, точить наплыв изнутри, для этого понадобится микродрель, с маленькой абразивной насадкой, и одетой на этот дрель куска тербки подходящего размера. Трубка подтачивается напильником и тем самым глубина утопленности абразива в трубке сокращается.
Точить пришлось 6 стаканов, на 15-25 соток. Остальные размеры были сточены наждаком с верхней поверхности заранее.
Да приборчик не промышленный, он быстро перегревается и поэтому за 4 подхода минут по 15-20 с перерывами минут по 30 необходимые размер были получены
- чистыми руками устанавливаем толкатели в соответствии с получившейся таблицей, предварительно смазав внешние стенки стаканов свежим маслом. Проверяем чтобы каждый стаканчик в своем колодце двигался очень плавно.
после того как все толкатели встали на свои места поливаем их маслом сверху, чтобы заполнить углубления возле толкателей,
-смазываем маслом подшипники распредвалов и ставим распредвалы по своим местам и в правильном положении, так чтобы прорези на задних торцах были выше центра распредвалов
- смазав рабочую поверхность, устанавливаем крышки подшипников распредвалов по местам, наживляем болты
- затягиваем крышки подшипников распредвалов моментом 8 Нм, в том порядке, как изображено в мурзилке
Но вот незадача, у моего хренового совко-китайского дино ключа минимальная шкала 10, эх не обратил сразу на это внимания. Можно конечно тянуть почти до 10, но что если погрешность этого грубого инструмента в районе 10 +-5 . проверить нечем, вспоминать учебник физики, подвешивать 8 кг на рычаг один метр, время уже 11 утра, а я еще не спал, какой там ньютон. Вообщем тянул до 10 на всякий, все нормально, но рекомендую обзавестись хорошим инструментом.
- устанавливаем новые сальники, посадочное место можно на всякий случай немного промазать герметиком, предварительно обезжирив поверхности.
- Очищаем бугель, обезжириваем посадочное место, наносим герметик (без фанатизма), ПАРУ ММ ОТ КРАЕВ ВОЗЛЕ МАСЛЯННЫХ КАНАЛОВ не промазывать, чтобы излишки герметика не попали в канал.
- ставим бугель на место, предварительно смазав маслом шейку распредвала, затягиваем моментом 8 Нм желательно в два этапа, чтобы бугель надежно сел без перекосов
- очищаем торцы распредвалов и посадочное место шестерен, песчинка не допустима, пылинка не желательна
- Одеваем впускную шестерню, наживляем ее родной болт
- одеваем на нее ремень в соответствии с поставленной белой меткой
- одеваем ремень на выпускную шестерню, и затем с надетым ремнем ставим шестерню на вал, тут нужно чтобы помощник деревянной палкой отталкивал натяжной ролик грм, при этом толкал в металл, а не в ремень.
Т.к. нижняя крышка не снималась соответственно ключом натяжной ролик не зацепить.
- наживляем второй болт
- устанавливаем КМ6628
- проверяем не сместилась ли метка на коленвале
- удостоверяемся, что метки которые мы выставили на ремне совпадают со звездами и метки звезд смотрят друг на друга.
Если все правильно продолжаем.
- еще раз щупами проверяем получившиеся зазоры, записываем. При температуре двигателя +35 градусов, зазоры примерно на 0.01 больше, нежели при температуре +20градусов, имеем это ввиду, если зазоры немного не совпадут с желаемыми.
Крышка ремня грм затягивается с моментом 6 нм, то есть ее можно затягивать отверткой.
Крышка головки цилиндров на головке цилиндров 8Нм
Модуль зажигания на головке цилиндров 8Нм
-двигатель лучше сразу не заводить, дать герметику полимеризоваться
P.S. Дополнено спустя 11 месяцев и 26 ткм, проверил зазоры.
Сильнее всех просел почему-то первый впускной клапан (первый из восьми) на 11 сотых.
На выпуске сильнее всех просели второй и четвертый клапаны на 9 соток. Аутсайдер прошлого раза (первый выпуск) сел всего на 6 соток
Слава богу зазоры я выставлял больше чем рекомендует завод, поэтому по статистике до следующего лета протянет даже впускной если будет просаживается с той же интенсивностью.
есть также пять клапанов, зазоры которых увеличились от 1 до 4 сотых и три клапана в нолях.
Этим дополнением хочу заявить, что методика стачивания наплыва в стакане, опасений не вызывает. Конечно при условии, что стачивается наплыв равномерно, чтобы плоскость наплыва осталась примерно параллельной плоскости поверхности стакана,
Последний раз редактировалось rass Пн мар 23, 2015 14:29, всего редактировалось 5 раз(а).
Читайте также: