
Регулировка клапанов лансер 10
Добавил пользователь Евгений Кузнецов Обновлено: 19.09.2024
Самый распространённый мотор на Лансере 10 в России – 1.5 литровый агрегат 4А91. Это недорогой в обслуживании, экономичный двигатель с большим ресурсом. Основные причины его поломок – длительная эксплуатация в условиях низких температур и некачественное российское топливо, которое приводит к образованию нагара, падению компрессии и нарушению работы клапанной системы.
Производители автомобилей рекомендуют замерять размер зазоров клапанов каждые 100 тысяч пробега при отсутствии видимых проблем. Грамотная регулировка клапанов предполагает установку новых толкателей, каждый толкатель имеет свой код (всего для двигателя 4А91 производят 31 тип толкателя различной толщины и шагом в 0,02 мм), однако в некоторых случаях можно обойтись без замены.
Mitsubishi Lancer после 2000 года оснащают несколькими вариантами новых двигателей разного литража.
Настройка и регулировка клапанов своими руками
Для работы потребуется специальный щуп, шлифовальная шкурка, микрометр. Переднюю часть автомобиля приподнимают домкратом, снимают колёса и пыльник. Мотор также нужно поддомкратить, чтобы опустить его на упор. Далее снимают расширительный бачок, откручивают четыре болта, на которых крепится подушка.
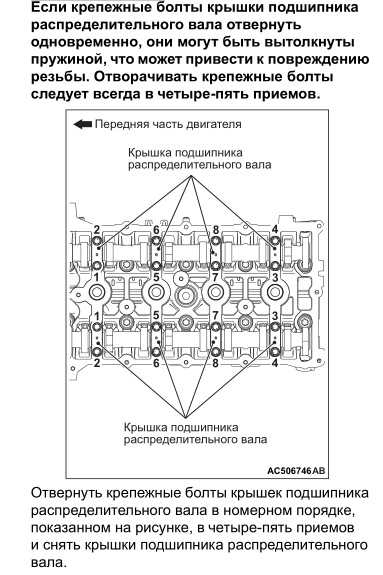
- Двигатель слегка опускают на подготовленный упор для свободного доступа к механизмам натяжителя и снимают клапанную крышку, аккуратно поддев её по периметру отвёрткой.
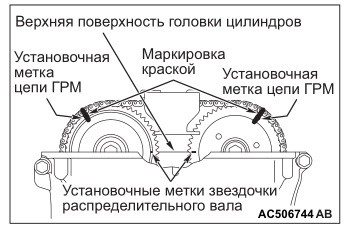
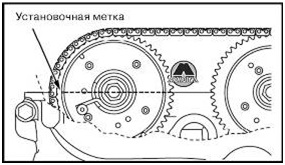
- Согласно схеме, необходимо провернуть коленвал так, чтобы установочные метки на звёздочках распределительного вала находились точно напротив друг друга.
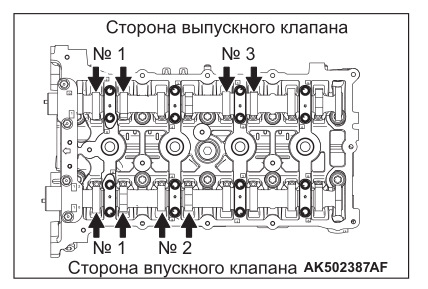
- Зазоры на цилиндрах замеряют щупом: первый и второй цилиндр – шаг на впуске, первый и третий – шаг на выпуске. Полученные результаты нужно выписать отдельно. Идеальный размер зазора на впуске должен быть 0,2 мм, на выпуске – 0,3 мм, погрешность допускается не более 0,03 мм.
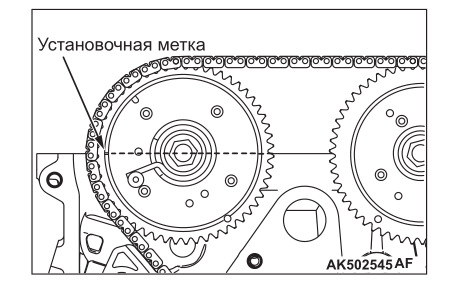
- Далее вал прокручивается по часовой стрелке на 360 градусов ровно по установочным меткам на звёздочке и замеряются остальные зазоры.
- После этого делается снова оборот коленвала на 360 градусов и снимается верхний успокоитель.
- Для того, чтобы снять храповик, ослабляется цепь (её нужно зафиксировать). Крепление храповика болтом на 12 находится между помпой и шкивом.
Распределительный вал снимается согласно инструкции:
Затем все толкатели вынимаются (перед этим их нужно маркировать на своих местах) с помощью обычного магнита. Толщина толкателей замеряется микрометром, разница между полученными показателями и нормой впускных/выпускных выписывается – для дальнейшей подгонки и шлифовки.
Стачивать зазоры до размеров нормы (впуск – 0,2, выпуск – 0,3) можно при помощи шлифовальной машинки или обычной дрели с насадкой. Для этого подойдёт абразивная шкурка на 100 ед. Расчёт толщины всех зазоров следует высчитывать внимательно, используя калькулятор. Например, зазор толкателя на выпуске по факту – 0,15 мм, значит, до нормы не хватает 0,05 мм – стачивается до 3,105 мм.
После шлифовки всех толкателей, их тщательно протирают, устанавливают на место, и приступают к обратной сборке коленвала. При замере в местах контактов микрометра и поверхности толкателя должно быть идеально чисто – даже след маркера может изменить показатель величины на 0,02 мм.
Если щуп не входит в зазор, то нужно стачивать ровно по норме, а в дальнейшем делать подгонку этих толкателей в последнюю очередь. Основное правило, которое нужно помнить – вычитается из нормы то значение, которое замерили щупом.
Сборка коленвала
При сборке коленвала особенное внимание следует уделить правильной установки его в положении относительно меток цепи. Синие звенья с тремя метками на цепи должны также находится напротив соответствующих меток на распределительном валу. Когда весь газораспределительный механизм собран и установлен на место, необходимо вручную сделать несколько оборотов для контроля его правильной работы. Для этого на распредвале есть специальный захват под ключ на 22.
После устанавливают клапанную крышку, защиту картера, расширительный бачок и остальные механизмы. При монтаже с внутреннего периметра крышки счищаются полностью все остатки старого герметика, новый герметик должен просохнуть не менее 24 часов до запуска двигателя. При сборке рекомендуют дополнительно пролить механизмы коленвала маслом, чтобы исключить запуск на сухую, а перед пуском ещё раз прокрутить двигатель стартером без подключения катушки зажигания и свечей.
Регулировка тепловых зазоров клапанов, на двигателях Митсубиси Ланцер необходима для их исправной работы, таких автомобилей с двигателями 4а91 1,5 и 4B11 2,0 Проверку нужно производить каждые 100 т.км. на бензиновых авто и каждые 30-50 т.км. на автомобилях оборудованных ГБО.
Был случай на Lancer X 2.0 с пробегом 130 т.км. с ГБО последние 60 т.км. зазоры на выпуске уже были менее 0.15 мм , а на некоторых доходило до 0.05 мм ! При таких зазорах начинаются необратимые процессы разрушения клапан и седла в следствие недостаточного охлаждения и локального перегева, уменшения размеров и ускорения износа сопрягаемых деталей механизма.
Mitsubishi Motors , что дало возможность конструкторам и инженерам снять довольно высокую мощность при умеренном потреблении топлива и низком содержании вредных веществ в выхлопных газах, при наличии каталитического нейтрализатора выхлопных газов конечно. Мы не рекомендуем удалять катализаторы в выхлопной системе автомобиля, без проверки сопротивления в коллекторе и крайней необходимости, если обороты можно поднять до 6000 в мин., то 99% катализатор в порядке. После удаления загорается “чек” , больше расход топлива и шум выше, запах не очень, больше загрязнение атмосферы ! Предварительно перед началом работ по двигателю Лансер 10 снимается пластиковая декоративная крышка ,навеска, отсоединяются шланги и трубки мешающие, частично элементы газового оборудования, катушки зажигания и их кабеля с кронштейнами и крышка клапанного механизма. Нужно дать время температуре опуститься хотя бы до 40 град.
Производится замер допусков при помощи высокоточных щупов с шагом 0,01 мм с фиксацией в таблице и сравниваются полученные результаты с мануалом.
Стандартное значение заводского теплового зазора : для впускного 0,20 мм, для выпускного 0,30 мм.

Всем привет! Это моя первая запись в бортжурнале, решил потренироваться в этом деле. Запись публикую скорее для истории, но если кому-то что-то пригодится, буду очень рад)
Итак, были свободные выходные и я решил уделить их двигателю, а именно заняться проверкой и регулировкой зазоров клапанов, так как пробег уже 160 тысяч, и неизвестно, как они себя чувствовали. Тем более, бывший владелец машину эксплуатировал на газу…
1. Снимаем катушки зажигания со свечей, снимаем клапанную крышку, выворачиваем свечи
2. Выставляем верхнюю мертвую точку первого цилиндра (метки на распредвалах должны находиться напротив друг друга, параллельно поверхности головки цилиндров, при этом кулачки распредвалов на первом цилиндре будут смотреть друг на друга под углом 45 градусов).


3. Далее, когда мотор полностью остынет, меряем зазоры щупом между распредвалом и толкателем (стаканом) клапанов на первом и третьем цилиндре на выпуске и на первом и втором цилиндре на впуске. Все результаты обмера записываем. В идеале должны быть следующие значения: на впуском распредвале зазор в пределе 0,2±0,03 мм и 0,3±0,03 мм на выпускном.
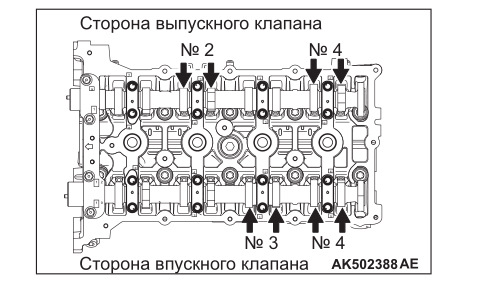
После этого выставляем ВМТ четвертого цилиндра (метки на распредвалах смотрят в разные стороны параллельно поверхности головки цилиндров) и продолжаем обмер зазоров на оставшихся цилиндрах.

4. У меня сложилась печальная картина — клапана зажаты в разной степени ВСЕ. Думаю это результат работы двигателя на газу.

5. Далее, позвонив в сервис и узнав цену ремонта в 8000руб. + стоимость покупки новых стаканчиков решил точить их сам. Сделать это не так сложно, но занимает много времени и требует аккуратности. Нужно правильно посчитать сколько точить каждый стакан ну и в процессе шлифовки почаще мерить микрометром фактический размер.
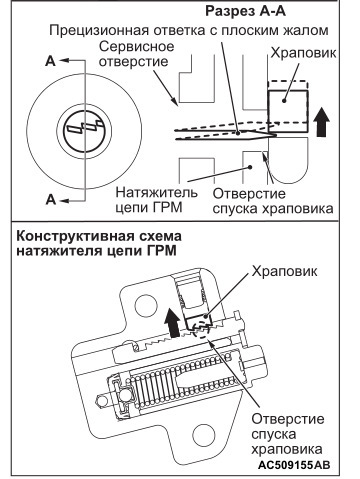
Итак, снова проворачиваем коленвал до тех пор, пока не покажутся желтые установочные метки на цепи ГРМ, совпадающие с метками на шестеренках распредвалов, выставляем ВМТ первого цилиндра. Аккуратно фиксируем маленькой плоской отверткой (или чем то похожим) защелку натяжителя цепи ГРМ через специальное отверстие, чтобы скинуть натяжение цепи. Тут нужно почувствовать момент, когда отвертка приподнимет защелку натяжителя и произойдет ослабление цепи, этот момент точно не пропустите (будет слышан некий "булькающий" звук). Находится это отверстие левее и выше шкива коленвала, в него завернут болт на 8. Чтобы добраться до этого болта, нужно скинуть правое переднее колесо и снять подкрылок.
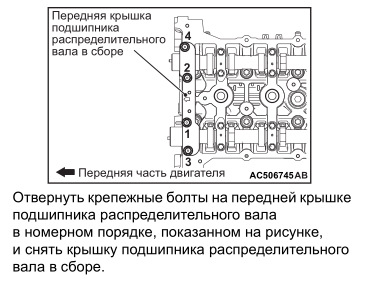
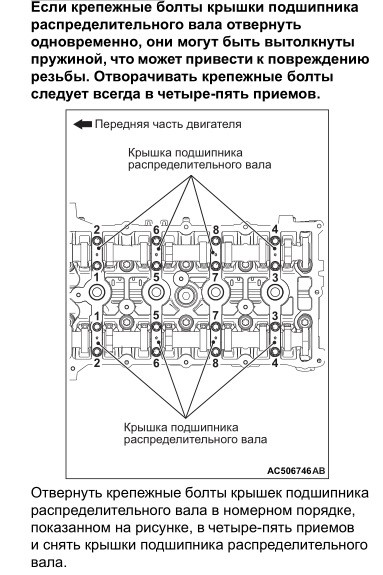
Затем аккуратно давим монтажкой на цепь согласно схеме чтобы ослабить ее и снимаем верхний успокоитель и распредвалы, ослабляя болты в три-четыре приема. Запомните, в каком порядке стояли планки подшипников распредвалов, они с обозначениями. На выпускном валу также установлен вкладыш в планке, будьте аккуратны.
Затем достаем магнитом первый стакан, на дне каждого стаканчика есть номер, который обозначает фактическую толщину пятачка стакана, который нам и нужно немного сточить в нужный размер.

Чтобы определить, до какого значения в мм нам нужно точить каждый из пятачков, нужно из размера, указанного на дне стакана вычесть разницу между номинальным значением зазора и фактическим (измеренным щупом).
Например, на первом цилиндре на впуске я измерил зазор в 0,05 мм. До номинального значения в 0,2 мм не хватает 0,15 мм. Значит, из величины стаканчика 3,195 нужно вычесть 0,15 (то есть сточить 15 соток), чтобы в итоге получилось 3,195-0,15=3,045 мм.
6. Берем наждачку (желательно с зерном покрупнее), забираем у знакомого мужика "у которого есть всё" микрометр. Для шлифовки пятака стакана я использовал длинный болт на 8, на его шляпку фиксировал узкую полоску наждачки и крепил ее проволокой. Затем зажимал дрель в тисках и, держа ровно в руках стакан толкатель, шлифовал гланды пятак до нужного размера. Повторяем процедуру с каждым стаканом до кондиции))
Можно не шлифовать абсолютно все стаканы, а подобрать некоторые нужного размера из уже имеющихся в двигателе. Важно в этом случае не перепутать, какой стакан где стоял.
Все обмеры записываем.

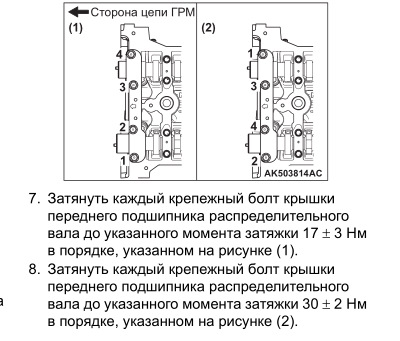
7. После шлифовки ставим все стаканы и распредвалы с цепью ГРМ на свои места (следите, чтобы метки цепи ГРМ совпадали с цветными метками на шестеренках, а установочные метки распредвалов смотрели параллельно друг на друга). Устанавливаем крышки подшипников и планку распредвалов на свои места, затягиваем болты в три-четыре приема. Момент затяжки 10±1 Н, но при отсутствии динамометрического ключа можно затянуть и "на глаз", если есть опыт.
Вынимаем отвертку из натяжителя и делаем контрольные замеры тепловых зазоров щупом по пункту 3.
В моем случае, на выпуске стало все супер, все зазоры четко по 0,3 мм, но на впуске щуп 0,2 мм не входил в зазор на двух клапанах. Так получилось из за того, что я использовал щупы с шагом в 0,05 мм, в идеале нужны щупы с 0,01, чтобы с бОльшей точностью определить размеры. Но зазоры в итоге в допуске, поэтому дополнительно эти два стакана подтачивать не стал.
8. Осторожно чистим поверхность головки от остатков старой прокладки, устанавливаем верхний успокоитель цепи, новую прокладку, крышку, свечи, катушки, шланги, заводим двигатель и радуемся за наши клапана)

Началось всё месяца три назад, выскочил чек — P0302, пропуск зажигания, второй цилиндр, я его не задумываясь сбросил, через пару дней он вылез снова, через неделю уже появлялся при каждом запуске мотора, по-началу никаких "дивидендов" это не приносило. Измерил компрессию 14-12-14-14, поменял катушки со свечами местами, ничего не изменилось, так я и ездил до недавнего времени. Мотор уже сильно колбасило, он заметно троил, выхлоп неровный, при запуске на холодную мог сразу же заглохнуть вот я и решил запустить свои кривые руки внутрь мотора.
Все указанные работы нужно делать на полностью остывшей машине, я оставлял на ночь.
Поддомкрачиваем машину со стороны правого переднего колеса, снимаем его, фиксируем машину (я засунул два бруса под подрамник), затем слегка поддомкратил мотор в районе сливной пробки через дощечку, снял расширительный бачок, открутил четыре крепления подушки и опустил мотор; это делается для того чтобы удобнее было залазить к дуплу натяжителя.

Снимите боковой пыльник двигателя (если он у вас есть), далее переходим к клапанной крышке. Тут всё просто, снимаем катушки, убираем мешающиеся провода и откручиваем крышку, аккуратно поддеваем её по периметру отверткой и снимаем.

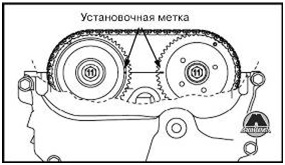
Выставляем первый цилиндр в верхнюю мёртвую точку вращая коленвал по часовой стрелке, чтобы установочные метки звёздочек распредвалов встали напротив друг друга
Далее щупом замеряем зазоры в цилиндрах, указанных на риснуке (то есть меряем впуск у первого и второго цилиндра, выпуск — у первого и третьего)

Все результаты записываем. Далее крутим коленвал на 360 градусов по часовой и устанавливаем ВМТ 4 цилиндра
Замеряем оставшиеся зазоры
Снова всё записываем, напомню что зазоры на впуске должны быть 0.2 +- 0,03 мм. Выпуск 0.3 +-0.03 мм.
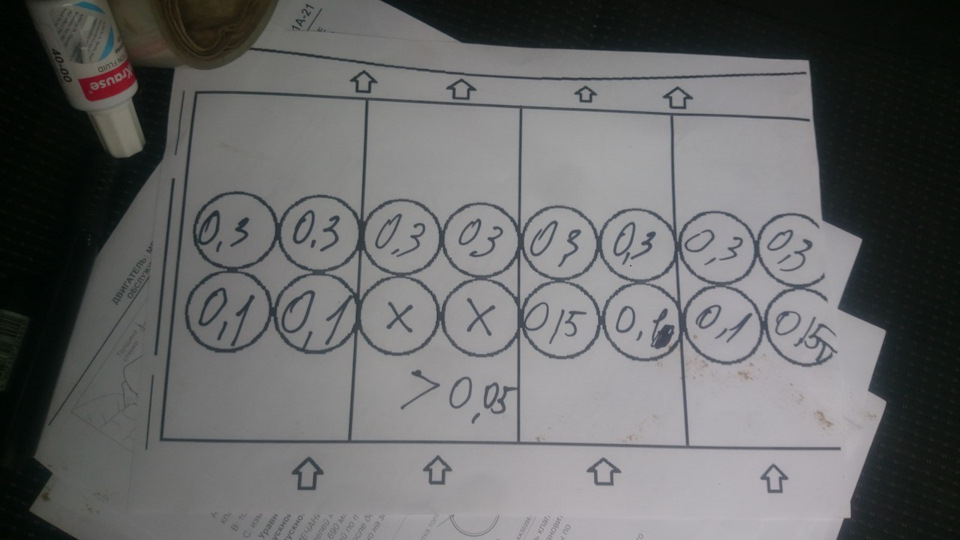
У меня получилось вот так, во втором цилиндре щупы не залезли, даже 0.05 мм.
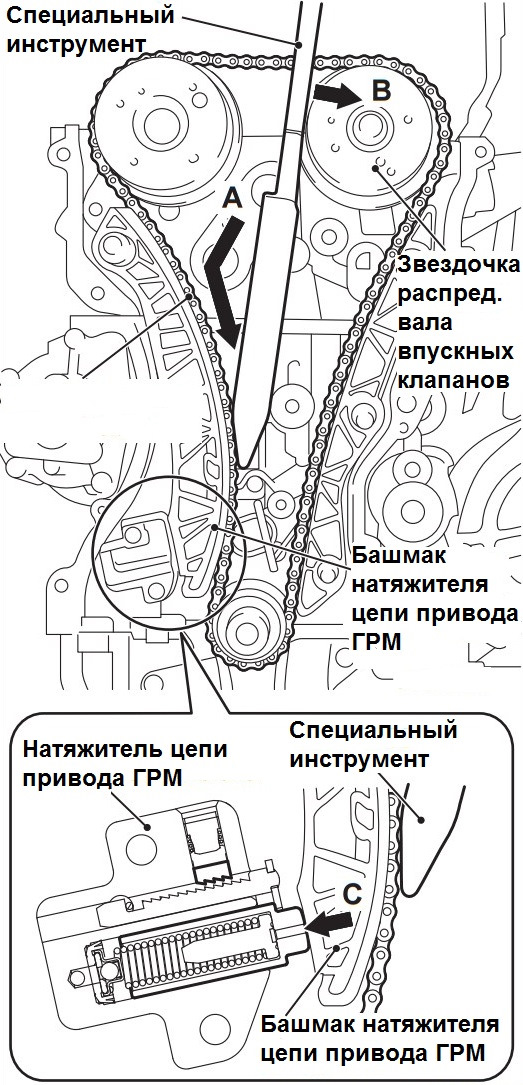
Далее снова вращаем барабан коленвал по часовой и выставляем ВМТ первого цилиндра, как показано на третьем по счёту рисунке, снимаем верхний успокоитель цепи и делаем метки на цепи и звёздочках, я использовал обычный корректор на спирту.

Спускаемся ниже. Для того, чтобы ослабить цепь нужно приподнимать храповик, я использовал заточенный под плоскую отвертку гвоздь и резинку от труханов чтобы его там зафиксировать, можно плоской отвёрткой, но не знаю, будет ли она там держаться, храповик должен быть поднят всё время работы, до контрольного замера зазоров.

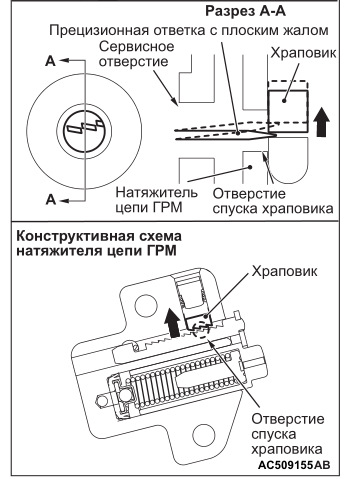
Откручиваем болт отверстия храповика ключом на 12, он находится между шкивом коленвала и помпы, пихаем туда гвоздь или отвертку и приподнимаем его, для его поднятие не нужно сильного усилия, я шевелил гвоздь пальцем, пока не почувствовал что поднимаю храповик, толкнул гвоздь чуть дальше и зафиксировал его, примотав к брусу на котором стояла машина

После чего снова идём наверх, чем-то вроде монтажки подлазим к цепи, как показано на рисунке, и толкаем цепь с "башмаком" в сторону натяжителя, при этом должен быть слышен звук проигрыша с подливой, будет слышно как масло уходит из натяжителя, цепь должна ослабнуть, если не слышно как масло уходит — значит храповик не поднят или то, чем вы его поднимали вылетело, ну или слишком сильно затолкали отвертку/гвоздь.

PS: на момент написания статьи информации по регулировке почти никакой не было, да и сложнее замены колодок я ничего не делал и не умел, считал что надавив на цепь с башмаком она должна ослабнуть и остаться в расслабленом положении, спустя многое время заглянув глубоко в мотор мне стало ясно, что ослабив храповик гвоздем цепь будет ослабевать, когда давить на неё монтажной, но ослабив давление она натянеться обратно, потому что для фиксации натяжителя цепи в его начальном положении в нем есть отверстие, в которое нужно вставлять какой-нибудь штырь, это отверстие доступно только при снятии передней крышки, так что на счет того, что у меня "не получилось по инструкции" читайте дальше и делайте как я делал.
У меня, кстати, сделать по инструкции не получилось, я отдавливал цепь, было слышно как уходит масло, но цепь по итогу натягивалась обратно. Я просто открутил крепления впускного распредвала, слегка провернул ключом выпускной распредвал по часовой стрелке, цепь ослабла и я вытащил впускной распредвал, повисшую цепь примотал к трубке кондёра на ту же резинку от труханов.
Порядок снятия распредвалов
После чего подписал все толкатели корректором, вытащил их магнитом и пошёл замерять. Микрометром меряем толщину толкателя. В месте контакта микрометра и толкателя не должно быть следов корректора, если вы их им подписывали, они увеличат ваши измерения в большую сторону. Из толщины толкателя мы вычитаем сколько нам не хватает до нормы и получаем необходимый результат. Несколько примеров, что касается впуска:
Предположим мы измерили толкатель и его толщина 3.155 мм.
При зазоре у этого толкателя 0.05 до 0.2 не хватает 0.15, вычитаем из 3.155 0.15 получаем 3.005, точим толкатель пока не получим 3.005
При зазоре 0.15 до 0.2 не хватает 0.05, 3.155 — 0.05 = 3.105
При зазоре 0.1 не хватает 0.1, 3.155 — 0.1 = 3.055
У меня во втором цилиндре щупы не пролазили, поэтому на толкателях второго цилиндра я сточил по 0.2 (как позже выяснилось этого было мало)
То есть чтобы узнать сколько нужно точить мы из нормы (0.2) вычитаем то, сколько получили при замере щупом
Все считайте на калькуляторе, он не делает ошибок в дробях
Для "шлифовки" была использована дрель, зажатая в тисах на средних оборотах, в патроне часть болта М8 без резьбы, часть с резьбой я срезал болгаркой, сверху шкурка на 100 нарезанная узкими полосками и прикрученная проволокой, ушло примерно пол листа А4

Сверху я прижимал толкатель пятачком вниз, по ходу работы приподнимая его и вращая вокруг своей оси, чтобы свести к минимуму возможные искривления плоскости пятачка, ну и периодически снимал, мерял сколько ещё точить и иногда менял шкурку на новую. На шлифовку ушло примерно часов 6. Торопиться здесь не нужно, если точить "от всей души" пятак можно перегреть и он станет излишне мягким, что чревато тем, что зазоры после регулировки очень быстро уйдут в плюс.
После шлифовки толкатели протираются от металлической пыли и всё ставится обратно, распредвал ставится таким же образом, как и снимался, слегка проворачиваете выпускной по часовой стрелке, цепь на резинке приподнимается и запихиваете впускной распредвал, после чего сверяются метки (сделанные корректором), болты крышек распредвалов прикручиваются в следующем порядке и с указанным усилием
PS: передняя крышка распредвалов очень нежная, откручивать и затягивать строго по инструкции, при установке внимательно присмотреть, плотно ли она села, слегка постучать по ней, при не правильном снятии или неправильной установке крышка может лопнуть, изначально отдельно не продается, придется искать бу или делать прижимную пластину, при этом они разные, стоит учитывать при поиске бу, на нём есть цифра, 1,2 или 3, отличаются размером, при покупке меньшего размера будет излишнее трение или вообще не встанет, при покупке размером больше будет сечь масло, не будет давления.

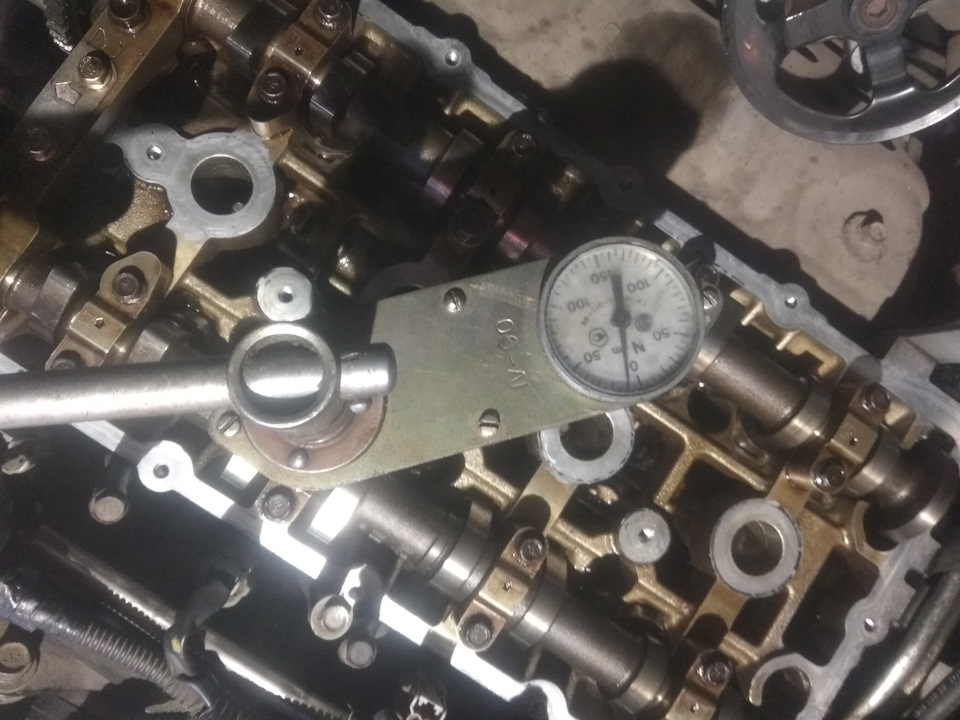
В качестве динанометрического ключа было использовано следующее приспособление

На железный прут наколочен переходник под торцевую головку, на расстоянии 50 см(для простоты расчетов) сделана насечка болгаркой для весов, по нехитрой формуле вычисляем сколько должно быть на весах
Например, нам нужно затянуть болт с усилием в 12 Нм, делим указанное значение на длину нашего рычага в метрах (0.5 м), делим на 10 и получаем сколько должно быть килограмм на весах.
12 / 0.5 / 10 = 2.4 килограмма должно быть на весах.
Дальше снова меряем зазоры как сказано в начале, у меня получилось везде 0.2 кроме второго цилиндра, там вышло по 0.1, я снова всё снимал и стачивал по 0.1 в итоге толщина толкателей во втором цилиндре получилась около 2.9, что меньше того, что можно заказать, после чего я уже собрал всё окончательно, убрал гвоздь из отверстия храповика. Чуть не забыл прикрутить верхний успокоитель. По итогу мотор больше не троит, работает ровно, ошибка пропуска зажигания больше не появляется. Я никого не призываю делать так, как делал я, просто поделился своим опытом.
Делал один, примерно полтора дня, ушло около 1000 рублей, это микрометр, щупы, шкурка и весы
02.11.2020
Спустя 40000 км все в порядке, после 30000 км регулировки мотор вскрывался, зазоры всех клапанов были в идеале, как после регулировки.
Самый распространённый мотор на Лансере 10 в России – 1.5 литровый агрегат 4А91. Это недорогой в обслуживании, экономичный двигатель с большим ресурсом. Основные причины его поломок – длительная эксплуатация в условиях низких температур и некачественное российское топливо, которое приводит к образованию нагара, падению компрессии и нарушению работы клапанной системы.
Производители автомобилей рекомендуют замерять размер зазоров клапанов каждые 100 тысяч пробега при отсутствии видимых проблем. Грамотная регулировка клапанов предполагает установку новых толкателей, каждый толкатель имеет свой код (всего для двигателя 4А91 производят 31 тип толкателя различной толщины и шагом в 0,02 мм), однако в некоторых случаях можно обойтись без замены.
Mitsubishi Lancer после 2000 года оснащают несколькими вариантами новых двигателей разного литража:
| Объём ДВС | Мощность л.с. | Год выпуска | Об/мин | Тип |
|---|---|---|---|---|
| 1.5 | 109 | 2000 | 6000 | бензиновый |
| 1.6 | 117 | 2007 | 6000 | бензиновый |
| 1.8 D | 150 | 2007 | 4000 | дизельный |
| 1.8 | 130/140/143 | 2000/2007 | 6000 | бензиновый |
| 2.0 | 145/155/280 | 2000/2007 | 6000 | бензиновый |
| 2.0 D | 140 | 2007 | 4000 | дизельный |
| 2.4 * | 170 | 2007 | 6000 | бензиновый |
Настройка и регулировка клапанов своими руками

Для работы потребуется специальный щуп, шлифовальная шкурка, микрометр. Переднюю часть автомобиля приподнимают домкратом, снимают колёса и пыльник. Мотор также нужно поддомкратить, чтобы опустить его на упор. Далее снимают расширительный бачок, откручивают четыре болта, на которых крепится подушка.

Двигатель слегка опускают на подготовленный упор для свободного доступа к механизмам натяжителя и снимают клапанную крышку, аккуратно поддев её по периметру отвёрткой.
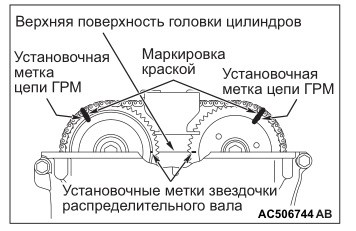
Согласно схеме, необходимо провернуть коленвал так, чтобы установочные метки на звёздочках распределительного вала находились точно напротив друг друга.
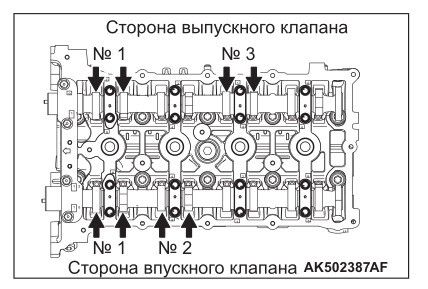
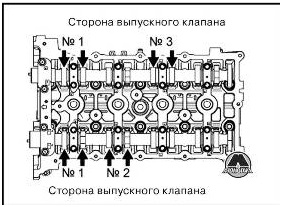
Зазоры на цилиндрах замеряют щупом: первый и второй цилиндр – шаг на впуске, первый и третий – шаг на выпуске. Полученные результаты нужно выписать отдельно. Идеальный размер зазора на впуске должен быть 0,2 мм, на выпуске – 0,3 мм, погрешность допускается не более 0,03 мм.
Далее вал прокручивается по часовой стрелке на 360 градусов ровно по установочным меткам на звёздочке и замеряются остальные зазоры.

После этого делается снова оборот коленвала на 360 градусов и снимается верхний успокоитель.

Для того, чтобы снять храповик, ослабляется цепь (её нужно зафиксировать). Крепление храповика болтом на 12 находится между помпой и шкивом.
Распределительный вал снимается согласно инструкции:

Затем все толкатели вынимаются (перед этим их нужно маркировать на своих местах) с помощью обычного магнита. Толщина толкателей замеряется микрометром, разница между полученными показателями и нормой впускных/выпускных выписывается – для дальнейшей подгонки и шлифовки.
Стачивать зазоры до размеров нормы (впуск – 0,2, выпуск – 0,3) можно при помощи шлифовальной машинки или обычной дрели с насадкой. Для этого подойдёт абразивная шкурка на 100 ед. Расчёт толщины всех зазоров следует высчитывать внимательно, используя калькулятор. Например, зазор толкателя на выпуске по факту – 0,15 мм, значит, до нормы не хватает 0,05 мм – стачивается до 3,105 мм.
После шлифовки всех толкателей, их тщательно протирают, устанавливают на место, и приступают к обратной сборке коленвала. При замере в местах контактов микрометра и поверхности толкателя должно быть идеально чисто – даже след маркера может изменить показатель величины на 0,02 мм.

Если щуп не входит в зазор, то нужно стачивать ровно по норме, а в дальнейшем делать подгонку этих толкателей в последнюю очередь. Основное правило, которое нужно помнить – вычитается из нормы то значение, которое замерили щупом.
Сборка коленвала
При сборке коленвала особенное внимание следует уделить правильной установки его в положении относительно меток цепи. Синие звенья с тремя метками на цепи должны также находится напротив соответствующих меток на распределительном валу. Когда весь газораспределительный механизм собран и установлен на место, необходимо вручную сделать несколько оборотов для контроля его правильной работы. Для этого на распредвале есть специальный захват под ключ на 22.
После устанавливают клапанную крышку, защиту картера, расширительный бачок и остальные механизмы. При монтаже с внутреннего периметра крышки счищаются полностью все остатки старого герметика, новый герметик должен просохнуть не менее 24 часов до запуска двигателя. При сборке рекомендуют дополнительно пролить механизмы коленвала маслом, чтобы исключить запуск на сухую, а перед пуском ещё раз прокрутить двигатель стартером без подключения катушки зажигания и свечей.
Многих владельцев десятого поколения лансера со временем начинает волновать стук клапанов. Особенно отчетливо он слышен на холодном двигателе, при прогреве.
Возникает закономерный вопрос: есть ли гидрокомпенсаторы на лансере 10 с моторами 1.5, 1.6, 1.8, 2.0 литра? Ведь при их отсутствии нужно регулировать клапана газораспределительного механизма.
Ответ может удивить многих автолюбителей, но на лансере 10 гидрокомпенсаторов нет во всей линейке двигателей. Более того, процедура регулирования клапанов сложней, чем кажется на первый взгляд.
Для измерения и настройки зазоров клапанов при необходимости нужно выполнить такую последовательность действий:
- Извлечь катушки системы зажигания
- Открутить и снять крышку ГБЦ
- Коленвал двигателя поворачивать по часовой стрелке до совпадения отметок на звездочке распредвала выпускных клапанов и уровнем головки цилиндров. После выполнения данной процедуры поршень первого цилиндра будет в ВМТ при сжатии.
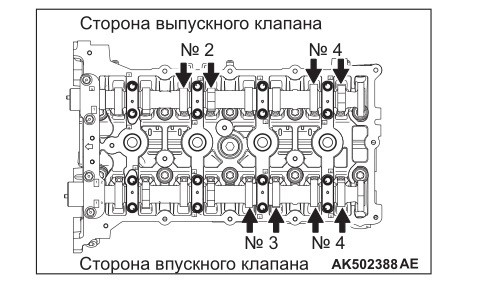
- С помощью заранее приготовленного щупа замерить зазор в толкателях клапанов, указанных стрелками на схеме ниже. В толкателях впускных клапанов зазор должен быть 0,2 мм, а на выпускных – 0,3 мм. Если фактический зазор отличается от номинального, см. п.7.
- Далее необходимо провернуть коленвал двигателя по часовой стрелке ровно на 1 оборот и совместить отметки на звездочке распредвала выпускных клапанов и уровнем головки цилиндров, по схеме ниже. После выполнения процедуры поршень в четвертом цилиндре будет в ВМТ при сжатии.
- Далее нужно замерить зазоры в толкателях клапанов, отмеченных на рисунке стрелками. Нормы зазоров прописаны в п.4.
При несовпадении фактического зазора в толкателях клапанов с номинальным необходимо снять распредвал и толкатель нуждающегося в настройке клапана. Затем с помощью микрометра замерить толщину извлеченного толкателя. Замерив размер толкателя, нужно высчитать толщину другого, на замену, по формуле:
Впускной: X = Y + (Z — 0,2 мм)
Выпускной: X = Y + (Z — 0,3 мм),
где X – толщина толкателя на замену, Y – толщина заменяемого толкателя, Z- зазор в толкателе клапана при измерении.
Получив толщину необходимого толкателя, необходимо подобрать нужный и установить вместо старого. Маркировка толкателей приведена на рисунке ниже.
Читайте также: