
Расточка блока цилиндров ока
Добавил пользователь Валентин П. Обновлено: 19.09.2024
За последние несколько десятилетий появилось много автомобильных и мотоциклетных двигателей с алюминиевыми блоками цилиндров, причем без применения чугунных гильз. Подобная конструкция мотора имеет несколько преимуществ, в том числе лучшую теплопередачу, меньший расход масла и возможность работы с меньшими зазорами. Однако первоначально основной целью было существенное снижение веса – ведь силуминовый блок цилиндров существенно легче чугунного. Однако алюминиевая поверхность цилиндра изнашивается гораздо быстрее, чем чугун и для повышения износостойкости пришлось придумывать специальные покрытия, по которым могли надежно работать поршни и поршневые кольца.
Одним из самых распространенных типов покрытия стал Nikasil®, когда поверхность алюминиевого цилиндра покрыта тонким слоем никеля. Сама технология была разработана корпорацией Mahle, еще в конце 1960-х годов прошлого века. Правда, автопроизводители не сразу оценили ее преимущества. Например, компания Porsche, начала использовать ее в начале 70-х годов, но на протяжении следующих двадцати лет оставалась в одиночестве, когда Nikasil® стали применять BMW, Jaguar и Ferrari. Кроме того, многие производители спортивных двигателей, в течение последних 20 лет, внедрили некоторые вариации никелевого покрытия цилиндров. Преимущества ее в том, что применяются сравнительно недорогие материалы и проще обработка заготовок.

Рис. 1
Так выглядит цилиндр мотоциклетного двигателя с глубокими задирами.
Один из способов решения проблемы – использование гальванического процесса для восстановления слоя никеля. Поэтому некоторые компании разработали и успешно применяют подобные процессы. К примеру, одна из компаний, выполняющих подобные работы – Langcourt Performance из Обурна, штат Алабама, которая, имея более чем двадцатипятилетний опыт в этой области, стала одной из ведущей в нанесении гальванических покрытий. Основываясь на ее опыте, мы попробуем рассказать об этой технологии от начала и до конца. Стоит только отметить, что основную часть продукции этой фирмы составляют отдельные цилиндры мотоциклетных или лодочных двигателей. Обработка блока цилиндров автомобильного двигателя сложнее, но принципиально ничем не отличается от нижеописанной.
Первый шаг – при поступлении в ремонт деталь (отдельный цилиндр или блок целиком) регистрируют, чтобы иметь возможность отслеживать ее перемещение в технологическом процессе. Сразу после этого она направляется в мастерскую для тщательной мойки и очистки. Чистота – один из основных моментов, обеспечивающих высокое качество восстановления детали.
После первичной мойки деталь направляется на пескоструйную обработку, чтобы удалить остатки загрязнений. Затем поврежденный цилиндр помещают в ванну с азотной кислотой – для травления и удаления исходного никелевого покрытия. Травление продолжается от одного до полутора часов, в зависимости от толщины покрытия и концентрации кислоты. Во время травления, на поверхности кислоты образуется желтая пленка, которую обязательно нужно удалять.
После травления, цилиндр снова тщательно промывают, а затем перемещают на пост сварки. Здесь поврежденный участок заваривают – т. е. наплавляют во вмятину слой алюминия, чтобы восстановить поврежденную поверхность.
После чего деталь поступает на участок механической обработки. Здесь, с помощью пневмоинструмента со специальными фрезами, с наплавленного участка удаляют избыток металла, приближаясь к первоначальному размеру отверстия. Затем цилиндра растачивают, с небольшим припуском под нанесение нового покрытия. Для этого Langcourt использует пятиосевой обрабатывающий центр Rottler F69 ATC, очень быстро растачивает грубо обработанный цилиндр.
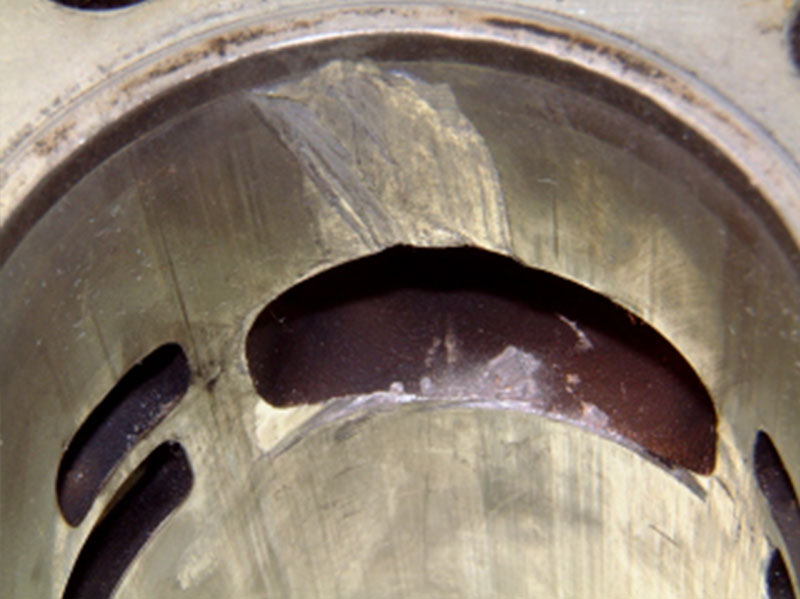
Рис. 2
Поврежденный цилиндр, подготовленный к нанесению покрытия.
Сразу после расточки цилиндр очищают горячим паром, а затем промывают горячей водой, с использованием особой щетки из пемзы, которая очищает цилиндр от остатков моющих средств и делает расточенную поверхность шершавой, для лучшей адгезии покрытия.
Потом цилиндры помещают на три минуты в азотную кислоту, которая удаляет оксиды алюминия и разъедает поверхность, чтобы подготовить цилиндр для следующего этапа обработки.
И опять цилиндры ополаскивают водой, чтобы без промедления поместить их в ванну с борной кислотой, которая действует как буфер кислотности (pH). Если не поддерживать нужную кислотность электролита, то покрытие хорошего качества вам не получить. Уровень рН проверяется лакмусовой бумагой несколько раз в течение дня. Затем сборка деталей помещается в раствор цинката. При этом химически удаляется слой оксида с алюминия и одновременно на поверхность детали осаждается слой цинка, который защищает алюминий от окисления.

Рис. 3
Гальванический участок. Хорошо видны ванны с электролитом
По завершении гальванического процесса цилиндры перемещают для финишной обработки на хонинговальный участок. Где установлен станок Rottler H75A, с ЧПУ. С помощью алмазных брусков достигается точная геометрия и шероховатость поверхности отремонтированного цилиндра.

Рис. 4
Так выглядит цилиндр с восстановленным покрытием после хонингования
Чем хороша подобная технология? Прежде всего, это удобно для тех, кто хочет сохранить дорогой или редкий блок, вернув изношенным цилиндрам исходный размер. По сути, так можно восстановить почти любой алюминиевый цилиндр, если повреждение (задир, вмятина, глубокая царапина) не слишком велико.

Рис. 5
Блок цилиндров Porsche до и после: слева – цилиндр с повреждениями, справа – восстановленный
Современное отечественное и импортное оборудование позволяет производить высокоточную обработку деталей:
-
двигателей по постели коленвала как в ремонтный, так и в номинальный размеры;
- проверка коленчатого вала на твердость и микротрещины;
- шлифовка и полировка коленвалов любых автомобилей.
Фрезерно-расточное оборудование дает возможность сделать ремонт головки блока цилиндров и шатун двигателя.
Высококвалифицированные специалисты предприятия, обученные в специализированных учебных центрах, выполняют работу любой сложности в короткие сроки и на самом высоком уровне.
ПРЕДПРИЯТИЕ ПРИОБРЕТАЕТ РЕМФОНД: К/ВАЛОВ И БЛОКОВ



Стоимость ремонта коленвала и блоков цилиндра
Двигатель
Цена,
руб.
Шлифовка коленвалов грузовых а/м и тракторов
Шлифовка в ремонтный размер (проверка на микротрещины и твердость)
Шлифовка в ремонтный размер (проверка на микротрещины и твердость)
КАМАЗ, ЯМЗ-236, Д-65, ЗИЛ-дизель, А-41
Шлифовка в ремонтный размер (проверка на микротрещины и твердость)
Шлифовка в ремонтный размер (проверка на микротрещины и твердость)
Д-240, 245, 144, 21
Шлифовка в ремонтный размер (проверка на микротрещины и твердость)
А-01, Д-160 и другие крупногабаритные
Шлифовка в ремонтный размер (проверка на микротрещины и твердость)
Шлифовка со шлифовкой галтелей
Шлифовка со шлифовкой галтелей
Шлифовка со шлифовкой галтелей
Шлифовка со шлифовкой галтелей
Иномарка-спецтехника (4 цил.)
Дополнительные услуги по коленчатым валам грузовых а/м и тракторов
КАМАЗ, ЯМЗ, ЗИЛ, Д-240, 245 и другие
Д-160, А-01, ЯМЗ-240, Д-260
Иномарка (за шейку)
Мойка (чистка каналов, с/у заглушек)
КАМАЗ, ЯМЗ-236, трактора
Мойка (чистка каналов, с/у заглушек)
ЯМЗ-238, 240, А-01, Д-160
Рихтовка к/в (без гарантии)
Прогиб до 0,5 мм
Рихтовка к/в (без гарантии)
Прогиб более 0,5 мм
Шлифовка через 1 ремонтный размер
Шлифовка через 2 ремонтный размер
Балансировка в сборе
Восстановление маслосгонной накатки
Мойка (чистка каналов, с/у заглушек)
Мойка (чистка каналов, с/у заглушек)
Двигатель
Цена,
руб.
Шлифовка коленчатых валов легковых а/м
Шлифовка (проверка на микротрещины и твердость)
Шлифовка (проверка на микротрещины и твердость)
Шлифовка (проверка на микротрещины и твердость)
Иномарка (3-4 цил.)
Шлифовка (проверка на микротрещины и твердость)
Иномарка (5-6 цил.)
Шлифовка (проверка на микротрещины и твердость)
Шлифовка только шатунных или коренных шеек
Шлифовка (проверка на микротрещины и твердость)
Дополнительные услуги по коленчатым валам легковых а/м
Иномарка (за шейку)
Рихтовка к/вала (прогиб до 0,4 мм)
Рихтовка к/вала (прогиб более 0,4 мм) (без гарантии)
Работы с шатунами
Наименование услуги
Цена, руб.
Ремонт по ВГШ (за 1 шатун)
Ремонт по ВГШ без з/частей (за 1 шатун)
Ремонт по НГШ с плоским разъемом (в номинальный размер)
Ремонт по НГШ с плоским разъемом
Ремонт по ВГШ без запасных частей (за 1 шатун) КАМАЗ
Ремонт по ВГШ без запасных частей (за 1 шатун) ЯМЗ
Ремонт по ВГШ без запасных частей (за 1 шатун) А-01
Ремонт по ВГШ без запасных частей ЗИЛ-645
Ремонт по ВГШ (за 1 шатун) Д-160
Ремонт по ВГШ без запасных частей (за 1 шатун) иномарки
Ремонт по НГШ с плоским разъемом (в номинальный размер) рем. 370 руб. отечественного производства
Ремонт по НГШ с плоским разъемом импортного производства
Работы с блоком цилиндров
Наименование услуги
Цена, руб.
Дефектовка блока цилиндров
Мойка блока цилиндров (грузовые)
Переопрессовка поршней (иномарки) за единицу
Переопрессовка поршней (отечественные) за единицу
Двигатель
Цена, руб.
Ремонт блока по постели к/вала грузовых а/м и тракторов
Д-160 и другие крупногабаритные
Иномарки (за цилиндр)
Иномарки (за цилиндр от 980 мм и более)
Ремонт постели к/вала легковых а/м
Иномарки (за цилиндр)
Ремонт блока по постели распредвала грузовых а/м и тракторов
Иномарки рядные (за цилиндр)
Иномарки V-образные (за цилиндр)
Иномарки крупногабаритные (за цилиндр от 980 мм и более)
Двигатель
Цена, руб.
Обработка по плоскости грузовых а/м и тракторов
Иномарки (за цилиндр)
Иномарки V-образные (за цилиндр)
Двигатель
Цена, руб.
Расточка и хонингование блока цилиндров
Бычок (за гильзу)
ВАЗ через ремонт или переход с Ø 76,0 на 79,0 мм
Ока через ремонт или переход с Ø 76,0 на 79,0мм
Таврия через ремонт
Трактор (за гильзу)
Двухтактный двигатель (пускач), Ø цилиндра до 45 мм (за 1 цилиндр)
Двухтактный двигатель (пускач), Ø цилиндра более 45 мм (за 1 цилиндр)
Иномарки легковые а/м (за гильзу)
Иномарки легковые а/м, в том числе через ремонт (за цилиндр)
Иномарки грузовые а/м (за гильзу)
Иномарки грузовые а/м, в том числе через ремонт (за цилиндр)
Гильзовка и хонингование блока цилиндров (без учета стоимости гильз)
Гильзовка блока цилиндров ВАЗ
Гильзовка блока цилиндров Ока
Гильзовка блока цилиндров Таврия
Гильзовка блока цилиндров УАЗ Ø 100 мм
Иномарки легковые - гильзовка алюминиевого блока, гильза чугун (за цилиндр)
Иномарки легковые - гильзовка чугунного блока, гильза чугун (за цилиндр)
Иномарки - гильзовка V-образного алюминиевого блока, гильза чугун (за цилиндр)
Иномарки - гильзовка V-образного чугунного блока, гильза чугун (за цилиндр)
Иномарки грузовые – гильзовка блока (за цилиндр)
Перепрессовка поршней, иномарка
Перепрессовка поршней, отечественная
Мойка блока, легковые а/м
Мойка блока, грузовые а/м
Обработка по плоскости (легковые)
Иномарки (за цилиндр)
Укладка коленчатого вала в блок
Иномарки легковые а/м
Отечественные легковые а/м
Установка поршнев/гр в блок
Иномарки легковые а/м
Отечественные легковые а/м
Цены действительны с 1 апреля 2022 года
Работы с ГБЦ (отечественное производство)
Наименование услуги
Ед. изм.
Легковые,
руб.
Грузов. до
70 кг, руб.
Грузов. выше
70 кг, руб.
Установка резьбовой втулки
Замена свечного отверстия
Замена стаканов форсунок ЯМЗ-238
Замена стаканов форсунок ЯМЗ-236
Шлифовка фаски клапана с очисткой
Шлифовка торца клапана
Фрезеровка ГБЦ по плоскости с форкамерами
Фрезеровка ГБЦ съем более 0.4 мм
Фрезеровка ГБЦ паралл. дизель
Фрезеровка ГБЦ паралл. бензин AL
Установка форсунок дизеля
Удаление сломанных шпилек
Снятие форсунок дизеля
Ремонт резьбового отверстия
Мойка предварительная 5-6 цил.
Мойка предварительная 3-4 цил.
Засухаривание с заменой МСК
Обработка седла профильным резцом на станке AZ VV-80
Замена седла без обработки
Замена седла с обработкой
Замена направляющей втулки с разворачиванием под клапан
Опрессовка ГБЦ
(отечественного производства)
Цены действительны с 1 апреля 2022 года
Наименование услуги
Ед. изм.
Цена, руб.
Тракторные и их аналоги
Стоимость ремонта ГБЦ (иномарки)
Цены действительны с 1 апреля 2022 года
Наименование услуги
Ед. изм.
Легковые,
руб.
Грузов. до
70 кг, руб.
Грузов. выше
70 кг, руб.
Замена стакана форсунки ЯМЗ-650
Установка резьбовой втулки
Шлифовка фаски клапана с чисткой
Шлифовка торца клапана
Удаление сломанных шпилек
Ремонт свечного отверстия
Ремонт резьбового отверстия
Разворачивание направляющей втулки
Мойка предварительная 5-6 цил.
Мойка предварительная 3-4 цил.
Засухаривание с заменой МСК
Обработка седла профильным резцом на станке AZ VV-80
Замена седла с обработкой
Замена седла без обработки
Замена направляющей втулки
Доработка направляющей втулки
Опрессовка головок блока цилиндров
Цены действительны с 1 апреля 2022 года
ГБЦ двигателя
Единица
измерения
Легковые,
руб.
Грузовые,
руб.
ГБЦ 4-6 цил. (рядные)
Блок цилиндров двигателя выполняет функцию базы, а коленвал передает полезную мощность с двигателя на трансмиссию и другие навесные агрегаты. В случае его поломки или износа возникает необходимость полной разборки двигателя, но этого можно избежать или отсрочить на более длительное время, если вовремя проводить техническое обслуживание и постоянно следить за уровнем и качеством масла.
Признаки и причины поломки
Первый признак износа коленчатого вала, это появление сизого дымка из выхлопной трубы, падение давления и увеличение расхода масла. В таких случаях разборка двигателя неизбежна.
Основными причинами износа являются:
- Низкий уровень масла в картере.
- Перегрев двигателя.
- Грязный масляный фильтр.
- Некачественное масло.
Все это приводит к износу шатунных и коренных шеек коленвала и появлению царапин на нем. Для того чтобы устранить данный износ, необходимо полностью разобрать двигатель, провести дефектовку и расточить (отшлифовать) коленчатый вал, в крайних случаях, приобретают и устанавливают новый. После того, как выполнится расточка - подбираются по размеру и устанавливаются ремонтные вкладыши.
Блок цилиндров также подвергается дефектовке. Если он гильзованный, то можно просто заменить старые гильзы на новые, но в случае, когда конструкция не разборная - производится расточка блока цилиндров и устанавливаются ремонтные кольца на поршня.
Основной элемент любого двигателя внутреннего сгорания – блок цилиндров (БЦ). Для изготовления блока используют чугун или алюминий. Выбор материала зависит от модели и функционального назначения автомобиля.
Наиболее часто встречающиеся неисправности БЦ:
- изношенность и повреждения в виде рисок и задиров на зеркале цилиндров;
- появившиеся на водяной рубашке БЦ и цилиндрах трещины;
- появившаяся в водяной рубашке накипь;
- повреждения крепежа и шпилек ГБЦ.
Высокие температуры и коррозия приводят к изменению формы стенок цилиндров. Еще один фактор, который влияет на изменение формы стенок – трение поршней. В плоскости качания шатуна возникает форма эллипса (овала). Форма конуса образуется по длине изделия.
Исполнение заказа: 1-3 рабочих дня
Стоимость ремонта блока цилиндров
Цены действительны с 1 апреля 2022 года
Дефектовка блока цилиндров
Мойка блока цилиндров (грузовые)
Переопрессовка поршней (иномарки) за единицу
Переопрессовка поршней (отечественные) за единицу
Ремонт блока по постели к/вала грузовых а/м и тракторов
Д-160 и другие крупногабаритные
Иномарки (за цилиндр)
Иномарки (за цилиндр от 980 мм и более)
Ремонт постели к/вала легковых а/м
Иномарки (за цилиндр)
Ремонт блока по постели распредвала грузовых а/м и тракторов
Иномарки рядные (за цилиндр)
Иномарки V-образные (за цилиндр)
Иномарки крупногабаритные (за цилиндр от 980 мм и более)
Обработка блока цилиндров по плоскости грузовых а/м и тракторов
Иномарки (за цилиндр)
Иномарки V-образные (за цилиндр)
Расточка и хонингование блока цилиндров
Бычок (за гильзу)
ВАЗ через ремонт или переход с Ø 76,0 на 79,0 мм
Ока через ремонт или переход с Ø 76,0 на 79,0мм
Таврия через ремонт
Трактор (за гильзу)
Двухтактный двигатель (пускач), Ø цилиндра до 45 мм (за 1 цилиндр)
Двухтактный двигатель (пускач), Ø цилиндра более 45 мм (за 1 цилиндр)
Иномарки легковые а/м (за гильзу)
Иномарки легковые а/м, в том числе через ремонт (за цилиндр)
Иномарки грузовые а/м (за гильзу)
Иномарки грузовые а/м, в том числе через ремонт (за цилиндр)
Гильзовка и хонингование блока цилиндров (без учета стоимости гильз)
Гильзовка блока цилиндров ВАЗ
Гильзовка блока цилиндров Ока
Гильзовка блока цилиндров Таврия
Гильзовка блока цилиндров УАЗ Ø 100 мм
Иномарки легковые - гильзовка алюминиевого блока, гильза чугун (за цилиндр)
Иномарки легковые - гильзовка чугунного блока, гильза чугун (за цилиндр)
Иномарки - гильзовка V-образного алюминиевого блока, гильза чугун (за цилиндр)
Иномарки - гильзовка V-образного чугунного блока, гильза чугун (за цилиндр)
Иномарки грузовые – гильзовка блока (за цилиндр)
Перепрессовка поршней, иномарка
Перепрессовка поршней, отечественная
Мойка блока, легковые а/м
Мойка блока, грузовые а/м
Обработка по плоскости (легковые)
Иномарки (за цилиндр)
Укладка коленчатого вала в блок
Иномарки легковые а/м
Отечественные легковые а/м
Установка поршнев/гр в блок
Иномарки легковые а/м
Отечественные легковые а/м
Ремонт блока цилиндров
Состав ремонтных работ определяется характером неисправностей и может включать несколько операций.
Для удаления всех видов загрязнений с блока цилиндров используют мойку. Комплексная мойка помогает достигнуть максимального результата.
Операция по расточке БЦ выполняется для восстановления размеров цилиндров в соответствии с параметрами автопроизводителя. Работа начинается с определения необходимых размеров поршневой группы. Это нужно сделать по причине износа стенок цилиндров в ходе эксплуатации. Расточка производится относительно поршня для максимально точного попадания в тепловой зазор.
Хонингование подразумевает нанесение мелкоструктурной сетки на зеркало цилиндра и является обязательной. Такая сетка позволяет удерживать на поверхности цилиндра масляную пленку. Для выполнения хонингования используют мелкозернистые камни. После хонингования ресурс БЦ увеличивается в несколько раз.
Выполняется под номинальный размер поршневой группы в случаях, когда с помощью расточки не получается восстановить блок цилиндров. Гильзовка производится под номинальный размер поршневой группы. Для этого блок растачивают под устанавливаемую ремонтную гильзу. Затем выполняется расточка гильзы под размер поршня (производится для БЦ, изготовленных из алюминия и чугуна).
Для устранения возникших дефектов и выравнивания привалочной плоскости проводят фрезеровку плоскости блока цилиндров.
Контакты
Полная технологическая цепочка ремонта блока цилиндров двигателя включает следующие виды работ:
- диагностика блока цилиндров
- мойка блока цилиндров блока цилиндров
- расточка и хонингование блока цилиндров
- гильзовка блока цилиндров двигателя
В случае износа цилиндров или их повреждения требуется провести работы по восстановлению — расточку, хонингование и гильзовку.
Расточка и хонингование блоков цилиндров
Гильзовка
При износе цилиндров или в случае значительных повреждений их рабочих поверхностей блок растачивается под ремонтную гильзу. В отверстие запрессовывается гильза, которая подрезается, а затем растачивается и хонингуется под заданный размер поршня.
Финишная обработка цилиндров может включать
Дополнительные услуги по ремонту блоков цилиндров
Стоимость услуг
Наименование работ
Цена, руб.
Расточка и хонингование
блока цилиндров
Для двигателей автомобилей ГАЗ 406, ГАЗ 405, ГАЗ 409
Для двигателей автомобилей ГАЗ 421, УАЗ (диаметр 100 мм)
Для двигателей иномарок, в том числе через ремонт (за цилиндр)
Для двигателей иномарок (аллюсил) (за цилиндр)
Для двухтактных двигателей (диаметр до 45 мм) (за цилиндр)
Для двухтактных двигателей (диаметр свыше 45 мм) (за цилиндр)
Для двухтактных двигателей "ROTAX" или аналог (за цилиндр)
Расточка и хонингование с ФГБЦ
Дохонинговка (восстановление сетки хона)
Гильзовка и хонингование блока цилиндров (без стоимости гильз)
Для двигателей автомобилей ГАЗ 406, ГАЗ 405, ГАЗ 409
Для двигателей автомобилей УАЗ (диаметр 100 мм), Газель-Cummins ISF
Для двигателей иномарок (чугун) (гильза — чугун) (за цилиндр)
Для двигателей иномарок (алюминий) (гильза — чугун) (за цилиндр)
Для V-образных двигателей иномарок (чугун) (гильза — чугун) (за цилиндр)
Для V-образных двигателей иномарок (алюминий) (гильза — чугун) (за цилиндр)
Работа по одному цилиндру
или съем более 1 мм

Задача ремонта заключается в том, чтобы после ремонта, двигатель имел характеристики максимально приближенные к заводским нормам.
Предварительная мойка блока цилиндров
Перед сборкой двигатель должен быть тщательно отмыт. Прежде всего, перед процессом мойки, выпрессовываются все заглушки масляных магистралей, для их гарантированной проходимости и снятия многолетнего налета. Сегодня существуют самые современные моющие средства, которые способны отмыть даже труднорастворимые отложения внутри блока. Это достигается благодаря применению паровых установок, где вместе с паром подается моющее средство, которое способно вымыть блок до блеска, даже в самых труднодоступных местах.
Расточка / хонингование блока цилиндров
Перед ремонтом блок подлежит обязательным промерам и по их результату, принимается решение о предстоящем виде ремонта. Если блок имеет допустимый износ, то он подлежит расточке и дальнейшему хонингованию. Расточка производится по замерам ремонтных поршней, для каждого цилиндра отдельно. Целью хонингования является нанесение на зеркало цилиндра мелкоструктурного рельефа в виде сетки, глубиной до 0.01мм под углом 20–60 градусов, необходимого для удержания масляной пленки, для бесконтактной работы пары поршень-цилиндр. Постоянное наличие масляной пленки на зеркале цилиндра многократно увеличивает ресурс блока, а стало быть, и всего двигателя.
Гильзовка чугунного блока цилиндров
Поэтому нужно избегать ремонта на старых станках с невысоким классом точности. Эти работы у нас выполняются специалистами, имеющими многолетний стаж в этой области.
Гильзовка алюминиевого блока цилиндров
Алюминиевые блоки гильзуются по аналогии с чугунными блоками, с установкой специальных гильз из алюминия с содержанием различных присадок. Так если блок отлит из сплава локасила, то для восстановления цилиндров используют гильзы, с высоким содержанием кремния (до 28%), из алюминия. В современных блоках с покрытием цилиндров никелем, вообще не предусмотрена расточка, и такие блоки восстанавливаются алюминиевыми гильзами. В отдельных случаях могут применяться и чугунные гильзы, что удешевляет ремонт.
Гильзовка двигателя
Производится гильзовка любых двигателей, блоки которых изготовлены из чугуна, цельноалюминиевых блоков и сплавов алюминия.
Перепрессование поршней
Выполняется перепрессовка всех видов поршней, как горячим, так и холодным способом, в зависимости от посадки поршневого пальца. Выпрессовка выполняется с использованием гидравлического пресса, имеющего переходники под все виды поршней. Сборка поршней с шатунами, производится после предварительного нагрева в термопечи. В зависимости от конструкции поршневого пальца, нагреву подлежит либо поршень, либо шатун.
Замена вкладышей промежуточного вала
При износе вкладышей промежуточного вала, производится их замена с последующей обработкой с использованием одноходовой развертки. Эта одна из ответственных работ, так как вкладыши вала имеют прямой магистральный канал давления и, при износе это сказывается на общем давлении в двигателе.
Шлифовка промежуточного вала
При замене вкладышей промежуточного вала при необходимости производится его шлифовка, в этом случае вкладыши устанавливаются ремонтного размера.
Установка заглушек с изготовлением
Температурные заглушки блока и заглушки масляных каналов, а также заглушки масляных полостей коленчатого вала заменяются при их повреждении или при проведении ремонтных работ. Все виды заглушек изготавливаются на месте и устанавливаются с соблюдением необходимого натяга.
Ремонт постели коленвала
В случаях предельно допустимого износа или аварийного задира шейки коленвала, а также при сильных перегревах происходит деформирование постели коленвала. В этих случаях крышки (бугеля ) коленвала занижаются на незначительную величину, затем их затягивают предписанным моментом и производят расточку и хонингование постели коленчатого вала. Этой операцией достигается восстановление геометрии и соосности постели коленвала.
Шлифовка плоскости блока цилиндров
Обычно при перегреве головки блока происходит её деформация, а при сильном перегреве деформируется и плоскость блока цилиндров. Для устранения этого дефекта плоскость блока цилиндров подлежит шлифованию до допустимого размера. Выполняются шлифовальные работы любых блоков.
Опрессовка блока цилиндров
В случаях, когда невозможно определить место утечки жидкости или масла, производится опрессовывание блоков или головок блока, с использованием специального оборудования с полным погружением деталей в горячую (80 °С) воду и подачей повышенного давления для обнаружения места утечки. Оборудование позволяет производить опрессовывание любых видов блоков двигателей или головок блока.
Читайте также: