
Проточка клапанов ваз 2107
Добавил пользователь Владимир З. Обновлено: 19.09.2024
Перелом направляющей втулки клапанов – очень популярная проблема, особенно на моторах Жигулей. Обычно она ломается из-за длительной работы двигателя с повышенными тепловыми зазорами, а обнаруживается по обильному масложору, стуку, троению. Такая серьезная неисправность может повлечь за собой капитальный ремонт ГБЦ, но часто у автовладельцев нет возможности сделать это. Есть альтернативный вариант. Он хоть и весьма эффективный, однако временное решение.
Разберемся на конкретном примере. Автомобиль ВАЗ 2104, двигатель 1,5 литра, пробег 100 000 км. Со слов владельца, большой расход масла, а на слух заметно, что есть посторонние постукивания.
Поэтому первым делом выкручиваем свечи зажигания. Тут все просто: если резьба свечей в масле – значит, пропускают сальники клапанов, они же маслосъемные колпачки (МСК). Маслоколпачки могут сами по себе быть изношены или порваны из-за механической поломки клапанной системы. В данном случае все резьбы свечей зажигания в масле.

Резьба свечи в масле
Также нужно проверить видео-эндоскопом нагар в цилиндрах. Ведь по поршню, наличию и расположению на нем кокса можно определить причину расхода масла. В нашем случае поршни нагара практически не имеют. Это еще раз подтверждает, что расход масла из-за МСК.
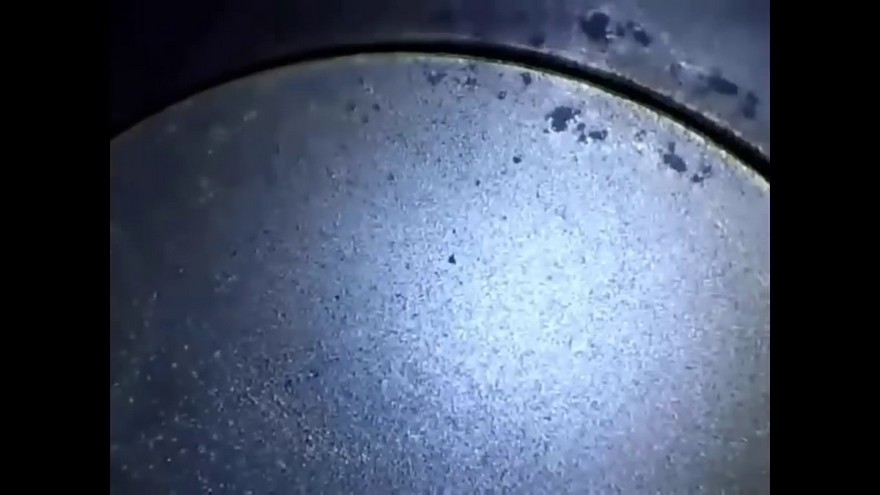
Изображение внутреннего пространства цилиндра, полученное при помощи видео-эндоскопа
Дальше стандартный алгоритм, известный каждому механику. Рассухариваем клапана и снимаем пружины для замены сальников. Производится демонтаж сальников и клапанов специальным съемником с цанговым зажимом.

Процесс демонтажа клапана и сальника
На четвертом цилиндре обломанная направляющая втулка клапана и сам сальник снялся с частью втулки. Как уже было сказано, ремонт ГБЦ хозяин автомобиля сейчас делать не готов, поэтому “колхозим”.

Поврежденная направляющая втулка клапана
Ставим специальный сальник для обломанной направляющей втулки клапана.

Сальник для сломанной направляющей

Остальные втулки без повреждений, но маслосъемные колпачки очень сильно изношены, поэтому их тоже меняем. Делаем это специальной оправкой, чтобы не повредить при установке. И собираем голову.
После данной процедуры рекомендуется сделать промывку масляной системы и заменить масло досрочно, чтобы убрать все накопившееся горелое масло из движка. Но это спокойно можно сделать самостоятельно.
Со слов владельца автомобиля расход масла прекратился, а дым из глушителя пропал через пару дней, пока выгорели отложения из выпускной системы, накопившиеся за все время. Если замерять токсичность выхлопа до и после, то будет большая разница.
Долго ездить с таким колпачком-протезом не рекомендуется. Объективно – максимум до полугода. Потом все равно нужно провести нормальный ремонт.
Для стабильной работы двигателя и адекватного расхода бензина, требуется четкая работа его составляющих, и клапана не исключение. Они должны четко, и главное вовремя, открываться и закрываться, и плотно сидеть в седлах и обеспечивать герметичность при работе поршней.
Определение состояния клапанов

Чтобы определить состояние клапана без полной разборки головки блока цилиндров, нужно визуально определить, пропускает он или нет. Для этого надо на снятой головке посмотреть на тарелку клапана (его цвет), он должен быть однородного, чаще коричневого цвета. Если в каком-то месте между седлом клапана и тарелкой нет полного прилегания, то в этом месте будет черный нагар.
Это касается выпускных клапанов, впускные прогорают крайне редко, так утверждают многие автолюбители.
Как правильно притереть — процесс выполнения работ
Начинается процесс притирки с рассухаривания клапанов. Сначала подкладываем под тарелку клапана предмет, который служит упором для него.
После снятия пружины вытягиваем клапан из седла и визуально осматриваем. После долгой работы, даже если он не прогорел, все равно на нем есть нагар, поэтому проводим притирку клапанов.
Для этого понадобится специальный притирочный порошок или паста (Permatex® Valve Grinding Compound, паста ГОИ, ВПМ- Авто, М-14 – М-40, и т. д). Пасты применяют сразу, а порошки разводят моторным маслом, при этом получается вязкая субстанция, которая наносится на фаску клапанной тарелки. Пасты и порошки имеют разную величину зерна: крупнее — для первичной притирки, мельче — для финальной.

Намазав фаску седла пастой или разведенным порошком, вставьте его обратно в седло, слегка прижмите и проверните, чтобы паста равномерно распределилась по фаске тарелки и попала на седло. После этого с обратной стороны ГБЦ к штоку клапана присоедините патрон дрели или шуруповерта (дрель лучше, потому что у нее большее чисто оборотов).
Важно! Ни в коем случае не перекашивайте дрель, чтобы притереть клапана правильно. Лучше осторожно тянуть дрель вверх пальцами, упираясь ими в районе патрона, и придерживая ее за ручку.

Сначала дрель должна некоторое время поработать в одном направлении, потом переключите в противоположную сторону (включить реверс).
После нескольких минут работы в каждую сторону ( по 1 минуте в каждую сторону), клапан достают и осматривают. Результат видно невооруженным глазом, седло клапана блестит или имеет матовый серый цвет. Если остаются вкрапления или пятна, процедуру повторите, нанеся финишную пасту. Тоже касается и седла, если оно имеет вкрапления, раковинки или неоднородный цвет, притирку повторяют.
Если клапан правильно притёрт к седлу, его устанавливают на место, предварительно заменив сальник на новый.
Важно! Сальники клапанов менять ОБЯЗАТЕЛЬНО! Это одноразовая деталь. Иначе вся работа пойдет насмарку, клапан будет свободно чувствовать себя в седле, не даст полноценной герметизации, и по нему будет попадать масло в цилиндры.
Ещё кое-что полезное для Вас:
Сальник снимается при помощи пассатижей. Ими захватывают сальник и, проворачивая его из стороны в сторону, извлекают из паза. Главное — нельзя бить по направляющей втулке, чтобы ее не повредить.


Когда старый сальник снят, ставим новый. Для этого рекомендуют вставить клапан в седло, чтобы он послужил направляющей и облегчил процесс установки. Новый сальник одевается на шток клапана, берется трубка подходящего диаметра, и легким постукиванием молотка по трубке ставим сальник на место. То, что сальник стал на место, определяем по звуку. Сначала он слышен только в районе сальника, а после того как тот станет на место, звук начнет распространяться по всей ГБЦ.
Не стоит забывать, что и в торце штока образуется выработка, которую обязательно убираем. Если ее оставить, то мотор работает с перебоями. Сточить ее можно легко, например, на точильном станке, главное, чтобы поверхность торца штока была ровной (допускается даже слегка выпуклая).

Засухарив клапан, переходим к следующему. Процесс засухаривания несложен, даже если нет специального съемника, воспользуйтесь рожковым ключом, но тогда понадобится посторонняя помощь. Один человек прижимает рожковым гаечным ключом пружину, а другой устанавливает сухарик.
Тщательно вытерев торец клапана и рокер от пыли, грязи и механических частиц, собираем узел, устанавливаем рокер, зафиксировав пружиной. Переходим к следующему клапану, соблюдая ту же последовательность в работе.
После притирки проверяем – болтается клапан или нет? Причиной люфта клапана может быть либо выработка направляющей втулки, либо самого клапана. Если выработка на клапане, то это увидим невооруженным взглядом, и тогда стоит менять его, а если он в порядке, то меняем направляющую втулку.
У работавших продолжительное время двигателей любого транспортного средства, клапаны которых многократно подвергались притирке, рабочие фаски сёдел клапанов, могут быть правильной формы, но сильно увеличены по ширине. А нормальная рабочая ширина фаски седла должна составлять 1 — 1,5 мм., не более. Почему, я объясню ниже. В этой статье мы рассмотрим как и с помощью чего восстановить правильную ширину фаски седла, и вообще правильную геометрию седёл клапанов.
Почему нужно восстанавливать сёдла клапанов.
Когда нормальная рабочая ширина фаски становится больше 1-1,5 мм., увеличивается площадь металлического контакта между тарелкой клапана и седлом, и казалось бы можно ожидать увеличения герметичности и усиления охлаждения тарелки клапана. Однако практика эксплуатации многих двигателей показала, что при увеличении ширины фаски седла, нормальная работа двигателя нарушается довольно быстро, после короткого пробега.
А всё дело в том, что при увеличении ширины фаски, например хотя бы до двух миллиметров, площадь соприкосновения тарелки клапана с седлом увеличивается вдвое, и значит вдвое уменьшается создаваемое клапанной пружиной давление клапана, на единицу площади. В добавок клапанные пружины итак ослаблены от продолжительной работы (усталость металла) и нагрева.
В итоге, первое время после притирки клапанов, двигатель работает вроде бы вполне нормально, но довольно быстро, от уменьшения давления пружин на единицу площади, клапан начинает подгорать (особенно выпускной) и очень быстро терять свою герметичность.
Инструмент для восстановления сёдел клапанов.
Чтобы восстановить нормальное давление тарелки клапана на единицу площади седла, установка усиленных пружин бесполезна, к тому же это может сильно сократить ресурс газораспределительного механизма, который рассчитан на меньшие нагрузки. Поэтому нормальное давление тарелки клапана на единицу площади седла, а следовательно и герметичность, восстанавливают уменьшением ширины фаски седла, до требуемой величины, с помощью специального инструмента — конических фрез.
Но следует учесть, что качественные наборы фрез зарубежных фирм, например известной NEWAY, могут стоить 350$ и выше (цена зависит от количества фрез). И если вы не собираетесь заниматься восстановлением сёдел клапанов профессионально, то есть смысл поискать в продаже менее дорогие отечественные наборы, которые иногда попадаются вполне нормального качества (ножи фрез сделаны из твёрдого сплава).
Углы фасок ремонтируемого двигателя, следует обязательно уточнить, перед приобретением набора фрез, так как на разных моторах эти углы могут быть разными. На некоторых двигателях (как на рис 1 ниже) угол верхней фаски может быть 15 градусов, рабочей 45, а угол нижней фаски может быть 60 градусов.
А на некоторых моторах (как на рис 2) угол верхней фаски может быть в 75°, рабочей фаски тоже в 45°, а угол нижней фаски может быть всего 15° . На некоторых двигателях могут быть и другие углы.
Поэтому прежде чем покупать для своего двигателя набор из трёх фрез, уточните сначала углы фасок сёдел вашего мотора, что бы не купить набор фрез с ненужными углами.
А бывают моторы, на которых сёдла (углы их фасок) впускных клапанов, отличаются углами фасок от выпускных клапанов, это наглядно видно на рисунке 2 — 62. И в такой ситуации потребуется уже набор не из трёх фрез, а из четырёх или пяти. Все эти нюансы нужно знать, перед тем как приобретать определённый набор фрез.
Но те мастера, кто занимается восстановлением сёдел различных моторов профессионально, обычно приобретают более дорогие наборы, с фрезами различных углов, описанными выше в тексте (от 15° до 80°). В каждом наборе также присутствует направляющий пилот (стальной стержень, показанный на фото), который вставляется в направляющую втулку клапана и обеспечивает правильное положение фрезы, относительно восстанавливаемого седла.
Ну а фрезы с номерами от 200 до 699 предназначены для моторов большей кубатуры, с диаметром сёдел от 28 до 72 мм. И это надо учитывать при покупке набора фрез.
Практика ремонта (восстановления) сёдел клапанов.
Прежде чем начинать обработку сёдел клапанов с помощью вышеописанного инструмента, следует поменять направляющие втулки клапанов, так как к моменту износа и ремонта сёдел, эти втулки наверняка изношены. А они должны быть идеальны, так как направляющий стержень (пилот, показанный на фото чуть выше) фрезы, вставляется во втулку с минимальным зазором в несколько сотых миллиметра. Этот минимальный зазор и обеспечивает точность установки режущего инструмента (фрезы), относительно седла.
И если втулка клапанов изношена, то даже конический пилот,(с небольшим конусом) может перекосить в направляющей втулке, так как её изношенное отверстие имеет не круг, а овал. В итоге фреза будет снимать металл с поверхности седла с перекосом, и такой ремонт уже не будет считаться ремонтом, а просто порчей деталей. Как и с помощью какого приспособления заменить в головке втулки клапанов, можно почитать вот тут.
Некоторые мастера начинают обработку сначала верхней фаски в 15° (см. рисунок 1), затем обрабатывают нижнюю фаску в 60°, ну а в последнюю очередь обрабатывают рабочую фаску в 45°.
Рис.2 Последовательность обработки сёдел клапанов.
а — клапан утопленный в изношенном гнезде, б — обработка рабочей фаски седла, в- обработка верхней фаски седла, г — обработка нижней фаски седла, д — седло клапана после обработки, 1 — клапан, 2 — гнездо, 3 — направляющая втулка, 4 — фреза под 45 градусов, 5 — фреза под 75 градусов, 6 — фреза под 15 градусов, 7 — рабочая фаска клапана, 8 — рабочая фаска гнезда.
Другие мастера начинают обработку вторым способом(снятие металла) поверхности седла с рабочей фаски с углом в 45° (как на рис. 2,б), затем обрабатывают верхнюю фаску в 75° (как на рис. 2,в), ну а в последнюю очередь обрабатывают нижнюю фаску в 15° (рис. 2,г). При обработки верхней и нижней фаски, обеспечивается ширина рабочей фаски в 1 — 1,5 мм.
Я считаю, что вторым способом легче и точнее добиться ширины рабочей фаски в 1-15 мм, так как понемногу обрабатывая верхнюю фаску и понемногу нижнюю (при уже готовой рабочей фаске), легче выйти на ширину рабочей фаски в 1 — 1,5 мм (обычно полностью хватает трёх — пяти оборотов фрез, больше и не надо).
Тем более, что при таком способе, если при обработке верхней и нижней фасок, рабочая фаска станет уже 1 мм, то всегда есть возможность пройтись фрезой для рабочей фаски в 45° и добиться требуемой ширины рабочей фаски в 1 — 1,5 мм. Но всё же всегда следует стараться всё сделать за один раз и снять с поверхности седла как можно меньше металла.
Второй способ последовательности обработки сёдел, я считаю правильнее и легче первого способа. Но это моё мнение, и это не значит, что так должны делать все. Может кому то подойдёт первый способ.
После обработки трёх фасок седла и получения ширины рабочей фаски 1 мм — для малокубатурных моторов, и 1,5 мм — для двигателей большей кубатуры, клапана желательно притереть, если их тарелки не изношены, как на рисунке 3,б. Если обнаружен износ клапана как на этом рисунке, то притирка клапанов не поможет, и такие клапана следует заменить новыми.
Если же тарелка клапанов имеет нормальную форму как на рисунке 3,а, то клапана оставляем на двигателе и всего лишь нужно произвести их притирку к восстановленным сёдлам. Как это правильно сделать я уже писал, и желающие могут почитать об этом здесь.
Кстати, клапана следует заменить, если их стержень изношен неравномерно по высоте (проверяется микрометром), или если стержень имеет повышенный зазор, относительно отверстия направляющей втулки (можно утолщить стержень клапана с помощью хромирования, если у вас мотор редкий, и новые клапана проблематично купить).
При замене втулки и наоборот пониженном зазоре стержня клапана, относительно отверстия втулки, это отверстие просто разворачивается развёрткой, до получения необходимого зазора, между стержнем клапана и отверстием втулки. Величину правильного зазора следует уточнить в мануале конкретного двигателя.
Надеюсь данная статья поможет ремонтникам новичкам, правильно восстановить геометрию (углы) сёдел клапанов своими руками, ведь при наличии необходимого инструмента и знаний, всё можно сделать довольно быстро, даже быстрей, чем поездка в автосервис; удачи всем.
Не относится к 16-клапанным двигателям
Седла клапанов со следами износа или влияния процесса сгорания могут подвергается чистовой обработке, пока выдерживается максимально допустимый размер дообработки. Если этот размер превышен, то гидравлический компенсатор зазора в приводе клапанов перестает выполнять свои функции. В этом случае головку цилиндров заменить. Седла клапанов всегда обрабатывать так, чтобы обеспечить безупречный вид рабочей поверхности. Седла клапанов могут ремонтироваться с помощью обычных инструментов мастерской. Для чистовой обработки требуются развертки. Так как обращение с этими инструментами требует определенного навыка, работу следует выполнять в мастерской.
Внимание: Выпускные седла снабжены дополнительно сужением. При чистовой обработке обязательно обращать внимание на то, чтобы не повредить радиус сужения.
Определение максимально допустимого размера дообработки
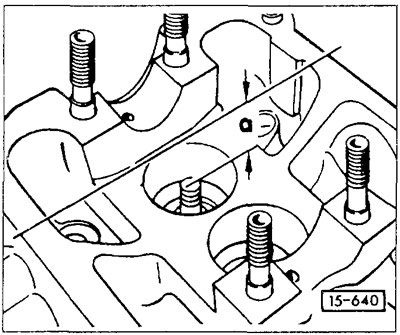
Клапан вставить и плотно прижать к седлу.
Измерить расстояние -а- между торцом стержня клапана и плоскостью контактной поверхности головки цилиндров.
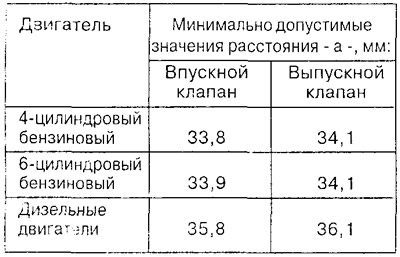
Для того, чтобы получить максимально допустимый размер дообработки, нужно из измеренного расстояния -а- вычесть его минимально допустимое значение.
Дефектовка клапанов
При осмотре ГБЦ я выявил довольно сильный износ торца впускных клапанов. Я это связываю с избыточным зазором. После установки стальных штанг я устанавливал зазор 0,15, теперь буду устанавливать зазор в 0,1. Соответственно впускные клапана решил сменить. Взял типа ГАЗ, но при внимательном рассмотрении упаковки оказалось, что это те же челябинские:
В случае выпускных клапанов их износ был в допустимых рамках, но вот фаска была расклёпана, имелись небольшие прогары. Вот к примеру впускной клапан, который я списал, и на котором я сперва потренировался восстанавливать фаску:
Протачивал борфрезой из карбида вольфрама, вращаемой высокооборотистым шпинделем. Клапан при этом вращался шуруповёртом навстречу. Получаемая поверхность вполне удовлетворительного качества, притирка клапана происходила очень быстро:
Фаска 30 градусов
Весомым аргументом в пользу проточки фаски в 30 градусов были объективные замеры от GazRod. Поразмыслив, нашёл два объяснения приросту наполнения цилиндров:

Проточка выпускного клапана выглядит следующим образом:
Далее протачиваем впускной клапан:
Может возникнуть вопрос, почему так не делают на заводе? Дело в массовости производства. Если даже и проточить клапана по шаблону, то из-за уменьшения ширины рабочей фаски с 4-3,5 мм до 2мм, прирезание седёл потребует большей точности, контроля. Это увеличит время сборки двигателя и его цену.
Рабочая фаска
По рабочей фаске рассмотрим два аспекта. Первый это ширина рабочей фаски. Мне попадались рекомендации, что оптимальной является фаска в районе 1,5 мм. Более того, даже типа можно сделать чуть меньше, и она дорасклепается до нужного размера. Собственно при первой капиталке я так и сделал. Можете глянуть в теме про капиталку. Да расклепаться расклепалось, но не седло, а клапан:
Следующий важный фактор — это положение фаски на клапане. Почему-то считается, что контакт с седлом должен быть посередине фаски клапана. Однако, если почитать методику прирезания сёдел из книжки, выходит что фаска 45 градусов седла нарезается до диаметра клапана за вычетом 0,2 мм. А фаской 60 градусов потом внутренний диаметр увеличается до тех пор, пока ширина рабочей фаски не уложится в допуск 1,5-3 мм. То есть рабочая фаска должна быть по внешнему краю клапана. Это легко объясняется — зазор, сечение прямо пропорционально диаметру фаски, то есть чем больше диаметр рабочей фаски, те выше пропускная способность открытого клапана, причём абсолютно во всех режимах работы двигателя. Поэтому я фаску в 30 градусов протачивал, пока для рабочей фаски не осталось 2 мм на краю клапана.
По итогу тяга на холодную возросла ощутимо, подсос стало возможно убирать гораздо раньше.
Вредные и бессмысленные доработки
Из бессмысленных доработок я перечислю полировку клапана. Смысла я в этом не вижу никакого вообще. Для снижения детонации более правильным я считаю эффективный теплоотвод от клапана.
Вредной же я считаю Т проточку ножки клапана. Это сильно снижает отвод тепла от клапана. Плюсом данной доработки считается увеличение сечения. Но если подсчитать вклад проточенной ножки в сечение канала, это получится милипусечный процент, который с лихвой будет перекрыт излишне горячим клапаном.
Притирка клапанов
Притирал клапана также присоской. Если фаска клапана и седла близкие к идеальным, то притирание происходит мгновенно. Рабочие фаски получились как я и хотел, шириной 2 мм по краю клапана.
Признаки предстоящей регулировки клапанов ВАЗ — падение мощности двигателя на высоких/низких оборотах и характерный металлический стук. Неправильная регулировка клапанов снижает рабочий ресурс, поскольку при слишком малом зазоре будет происходить прогорание седла и самого клапана. А слишком большие зазоры провоцируют то самое постукивание.
Регулировка клапанов на ВАЗ 2107 считается занятием средней тяжести — новичкам авторемонта стоит довериться опытным механикам.
В любом случае для регулировки клапанов на ВАЗ 2107 понадобится:
Как отрегулировать клапана на ВАЗ 2107
Щуп должен ходить плотно, без люфта, и вытаскиваться с усилием около 2 кг. Незначительные погрешности при этом не критичны.
Регулировка клапанов ВАЗ 2107 (карбюратор)
Чтобы снять клапанную крышку, сначала надо демонтировать корпус воздушного фильтра (болтики на 10) и отсоединить топливные шланги. Также понадобится отсоединить тросик привода воздушной заслонки и продольную тягу дроссельной заслонки. После этого можно открутить 8 болтов на 10 по периметру крышки головки блока цилиндров и снять крышку.
Коленвал можно прокрутить с помощью специального ключа на 38. Далее клапана следует отрегулировать по пунктам выше.
Регулировка клапанов ВАЗ 2107 (инжектор)
Чтобы снять клапанную крышку, сначала надо вынуть масляный щуп, иначе он не позволит ей выйти. Далее, самый простой способ — отсоединить три шланга возле патрубка воздушного фильтра, открутить все болты по периметру крышки, и вытащить крышку.
Проворачивать коленвал можно несколькими способами. Например, поддомкратить и вывесить заднее колесо, переключить на 4-ю или 5-ю передачу, чтобы было легче крутить. Вращать колесо до совпадения меток. Другой способ — прокручивать понемногу, упирая лезвие отвертки между зубцов венца коленвала, и используя кронштейн ДПКВ (но не сам датчик), как опору. В остальном клапана регулируются по пунктам выше.
При регулировке клапанов могут возникнуть вопросы:

Для регулировки клапанов понадобится щуп на 0,15 мм и пара ключей на 13 и 17. Если речь о карбюраторном ВАЗ 2107, тогда пригодится и ключ для прокручивания коленвала на 38.

Также нужно отсоединить топливные шланги, тросик воздушной заслонки и тягу дроссельной. Сам карбюратор следует прикрыть, чтобы не внутрь ничего не попало,

На инжекторном ВАЗ 2107 надо вытащить масляный щуп для снятия крышки ГБЦ.

И убрать тройку шлангов возле воздушного фильтра.

Открутить 8 болтов на 10 крепления крышки, разбросанных по периметру, и снять крышку.

После снятия крышки, следует проверить натяжение цепи (и подтянуть, если требуется). Для того, чтобы начать регулировку клапанов, нужно чтобы метка на распредвале совпадала с этим выступом.

Если метка не совпадает с выступом, нужно проворачивать коленвал, пока это не исправится.

Также есть метка на коленвале (карбюратор), она должна совпадать с самой длинной чертой на крышке привода распредвала.



Клапана считаются от распредвала и регулируются парами, с проворачиванием коленвала и распредвала после регулировки каждой пары клапанов.

Нужный зазор определяется по щупу толщиной в 0,15 мм. Он вставляется между рычагом и кулачком клапана распредвала. Если щуп не проходит или двигается совершенно свободно — нужна регулировка.

Чтобы отрегулировать клапан, нужно ослабить контргайку ключом на 17.

Затем повернуть регулировочную гайку в ту или иную сторону, увеличивая или уменьшая зазор.

Совершив пол-оборота регулировочной гайки, следует проверить зазор щупом и внести коррективы. Щуп должен ходить плотно, без люфта, и выниматься с усилием около 2 кг, при этом допустимы небольшие погрешности. Добившись нужного результата, надо закрутить контргайку и снова проверить зазор.

Второй клапан (и все остальные) регулируются точно так же.

Отрегулировав первую пару клапанов (8 и 6), надо провернуть коленвал на 180 и распредвал на 90 градусов. Чтобы было легче ориентироваться, на распредвалу можно сделать метки, обозначающие оборот на 90 градусов. Если заводская метка совпадает с выступом на верху, то свою метку следует нанести около выступа корпуса ГБЦ сбоку.

Вот в этом месте.

Затем провернуть коленвал ключом на карбюраторном двигателе или оборотом колеса на инжекторном.

На инжекторе того же результата можно добиться, вставив отвертку между зубцов венца коленвала и, упираясь в кронштейн датчика положения коленчатого вала снизу, понемногу проворачивать венец.

Результат должен быть один и тот же — распредвал совершит оборот на 90 (о чем подскажет нанесенная метка).

Заводская метка ушла на 90 градусов.

Таким образом следует отрегулировать все клапана, затем собрать все в обратном порядке и запустить двигатель. Прогревшись до рабочей температуры, он должен нормально функционировать, безо всяких стуков.
Читайте также: