
Притирка клапанов шевроле круз
Добавил пользователь Владимир З. Обновлено: 19.09.2024

Притирка клапанов самый ответственный этап ремонта двигателя. В данной статье расскажем какие инструменты необходимы и как правильно сделать притирку клапанов своими руками и проверить качество.
Инструменты для притирки клапанов
Притирочная паста для клапанов.
Основное, что нужно купить перед началом процесса притирки клапанов — это притирочная паста. Она в процессе работы наноситься на кромку клапана и служит как мелкая шкурка, которая притирает клапан к его гнезду.
Существует множество вариантов притирочной пасты для клапанов. Например, такие как на рисунке в форме клапанов. Пасту для притирки клапанов следует выбирать из своих финансов и предпочитаемого производителя.
Притирочная паста отличается между собой по степени обработки: от крупнозернистой (для первоначальной обработке) до мелкозернистой (для окончательной обработке). Последнюю рекомендуют специалисты по ремонту двигателей, т.к. с ней процесс пойдет намного быстрее. Все зависит не от самой притирочной пасты, а от состояния клапанов и фасок и правильности самого процесса. Для кого-то, и обычный тюбик притирочной пасты за 100 рублей сойдет, а другим подавай только профессиональную.
Если делаете своими руками, то лучше начать с обычной притирочной пасты, не с самой дорогой. Если что-то пойдет не так, то докупить уже нужную в процессе.
"Шарошка" для снятия металла на клапанном гнезде.

Данный инструмент применяется для восстановления седел клапанов. Шарошка представляет из себя насадку для клапанного гнезда, сделанную по форме посадки клапана. Закрепляется как правило в дрели как сверло и имеет малые размеры.
Нужны ли шарошки для притирки клапанов? Смотрим на сёдла, которые запрессованы в головке. Если они не повреждены, то можно приступать к притирке, но если сёдла повреждены (прогаром), тогда их нужно обработать специальными шарошками. В общем технология такова — сперва лучше поменять направляющие клапанов, далее притирка.
При замене клапанов обратите внимание на их качество. Высота всех клапанов должна быть абсолютно одинаковой, на стержнях, торцах и рабочих уплотняющих фасках не допускается рисок и шероховатостей. Лучше перед установкой отполировать стержни до зеркального блеска. Полировке стоит подвергнуть также плоскость тарелки и "черную" шейку клапана, так он будет меньше нагреваться и обрастать нагаром. Уплотняющую фаску не трогайте, её надо только притереть к седлу.
Инструмент для притирки клапанов.

Можно использовать для этих целей дрель и резиновый шланг. Процесс выглядит следующим образом: одеваем на дрель шланг (можно с помощью сверла, а закрепляем хомутами), а на этот шланг одевается клапан двигателя (крепим с помощью хомутов) с нанесенной притирочной пастой.
Далее вставляем клапан в гнездо и начинаем процесс притирки. Главное не давать максимальных оборотов дрели, процесс должен происходить на малых оборотах (400-500 об/мин). Если больше оборотов, есть риск перегреть седла или пояски клапанов. Главное, в процессе притирки клапанов постараться не совершать круговые движения, а имитировать работу клапана вперед и назад.
Данный способ притирки клапанов с помощью дрели не очень хороший, и занимает много времени. Лучше покупать специальное приспособление для притирки клапанов в авто магазине.
Процесс притирки клапанов своими руками
У клапанов и седел встречаются два вида дефектов: рабочие фаски покрыты раковинами и налетом нагара, но имеют правильную форму; рабочие фаски покрыты раковинами и нагаром, но их правильная коническая форма нарушена — на конической поверхности образовалась ступенчатая поверхность, а коническая фаска закруглилась.
В первом случае клапан достаточно притереть, а во втором — перед притиркой рабочую фаску протачивают на токарном станке, а седло клапана обрабатывают коническими шарошками. Обработку седла начинают шарошкой с углом 45°, затем срезают верхний поясок седла шарошкой с углом 15°, после чего шарошкой с углом 75° снимают фаску в нижней части седла или шлифованием рабочей поверхности седла абразивными кругами с углами 45, 15 и 75° с помощью ручной дрели.
Притирают с помощью дрели, при вращении которой клапан автоматически повертывается в ту и другую сторону и постепенно вращается по окружности. Можно притирать также ручной дрелью или отверткой, но это займет намного дольше времени.
На фаску клапана и седла для грубой притирки наносят слой притирочной пасты для клапанов. Клапан вращают на 120° и в противоположную сторону при легком нажатии на головку клапана на 90…100°.
Грубую притирку продолжают, пока не будут устранены все раковины и царапины, затем вытирают клапан и седло салфеткой. После окончательно притирают пастой до приобретения рабочими поверхностями равномерного матового цвета. Ширина притертой поверхности должна быть 1-1.5 мм.
Методы проверки качества притирки

Чтобы узнать, выполнена притирка или нет — обратите внимание на поверхность клапана – на ней образуется дорожка серого цвета шириной около двух миллиметров. Если таковая имеется, значит, процесс притирки клапанов завершен.
Еще одной деталь — является использование масла, как финальной пасты. Его нужно так же нанести, предварительно смыв пасты всех слоев. Данная процедура позволяет определить степень притирки, поскольку все раковины, если они будут, будут видны.
Как бы не притирали клапана, двигатель все равно "доведет его под себя". Можно потратить уйму сил, обеспечить абсолютную герметичность, однако через пару часов работы мотора уплотнение клапанов заметно ухудшится. Можно притереть клапаны небрежно, например керосин будет выступать из-под клапана, но не рекой. И через несколько дней работы мотора герметичность клапанов заметно улучшится.
Если начать измерять их на протекание, то окажется что в обоих случаях мотор приработал клапаны до некого оптимального состояния. Поэтому "выделывания" с притиркой разными пастами, финишной доводкой пастой ГОИ можно назвать лишней тратой времени.
Разумно обрабатывать клапана до появления отчетливой полоски притира посередине рабочей фаски. Такой клапан будучи прижат пальцем почти не потеет керосином при проверки на герметичность. Этого достаточно, чтобы двигатель меньше расходовал масло и стабильно работал.
Разрушение тарелок клапанов или их неплотное прилегание к седлам из-за нагара, неверной регулировки и перекоса приводит к падению компрессии и ухудшению работы двигателя вплоть до полного его отказа. Аналогичные проблемы возникают в случае прогорания поршня или поршневых колец, образования трещин в блоке цилиндров или пробоя прокладки между ним и головкой. Для проведения точной дефектовки необходима разборка мотора, однако есть и способы проверить клапана, не снимая ГБЦ.

В этой статье мы расскажем, как проверить герметичность клапанов, не снимая головки блока цилиндров, а также о простых способах самостоятельного выявления прогорания и неправильной регулировки без разборки мотора и применения дорогостоящего оборудования.
Когда необходима проверка клапанов без разборки двигателя

Как проверить наличие компрессии дедовским методом: видео
Некоторые из вышеперечисленных проблем наблюдаются при неполадках, не связанных с нарушением герметичности камеры сгорания, поэтому перед тем как проверять исправность клапанов, следует измерить компрессию.
Компрессия – давление в цилиндре в конце такта сжатия. В исправном двигателе современного автомобиля составляет не ниже 10–12 атмосфер (в зависимости от степени износа) при открытой дроссельной заслонке. Примерно оптимальное значение для конкретной модели можно вычислить, умножив степень сжатия на 1,4.
Особый случай – обрыв ремня ГРМ на некоторых моделях, где это чревато встречей поршней с клапанами. В данном случае необходимо проверить, не загнуло ли клапана, до запуска мотора.
Как проверяют клапаны без снятия ГБЦ
Способы проверки клапанов без снятия ГБЦ выбираются в зависимости от симптомов и предполагаемых причин неполадок, а также имеющегося в наличии инструмента. Наиболее распространены следующие методики:

Основные признаки прогара клапанов: видео
- проверка по состоянию свечей;
- осмотр клапанов и цилиндров с помощью эндоскопа;
- выявление обратной тяги в выхлопной системе;
- метод от противного – по состоянию поршней и компрессионных колец;
- диагностика герметичности камеры сгорания;
- измерение зазоров для оценки правильности их регулировки;
- проверка геометрии путем вращения коленвала.
Как проверить правильность регулировки зазоров клапанов
Проблема “как проверить, не зажаты ли клапана?” актуальна для авто с ДВС, в которых величина тепловых зазоров клапанов устанавливается с помощью специальных винтов или шайб. Их необходимо, раз в 30 000–80 000 км (точная периодичность зависит от модели ДВС) проверять и при необходимости регулировать. Проверка осуществляется с помощью набора щупов с шагом 0,05 мм или планки с микрометром.

Проверка зазоров клапанов специальными щупами
Для выполнения процедуры необходимо остудить мотор до рекомендованной температуры (обычно около 20 °C), снять клапанную крышку, после чего с помощью измерительного инструмента проверить соответствие зазоров допускам в контрольных точках, последовательно для каждого клапана. Особенности процесса и величина рекомендованных зазоров зависят от модификации двигателя и могут различаться даже на одной модели.
Помимо периодичности пробега и снижения компрессии признаком необходимости проверки зазоров являются характерный звон ГРМ “на холодную”, который пропадает при прогреве. Эксплуатация двигателя с неверно выставленными зазорами, приводит к перегреву клапанов и их прогоранию.
В современных моделях, оснащенных двигателями с гидрокомпенсаторами, регулировка зазоров клапанов осуществляется автоматически.
Как проверить геометрию клапанов: загнуло или нет
Основная причина нарушения геометрии клапанов, когда стержни перекашивает относительно тарелок – контакт их с поршнями в результате обрыва ремня газораспределительного механизма.

Нарушение геометрии клапанов
Такие последствия характерны не для всех моделей и напрямую зависят от конструктивных особенностей двигателя. К примеру, для устанавливающихся на Калины и Гранты моторах с индексом 11183 эта проблема не актуальна, а вот для более поздних модификаций тех же моделей с двигателем 11186 встреча клапанов и поршней при обрыве ремня практически неминуема.
Если автомобиль входит в группу риска после замены ремня, перед запуском двигателя обязательно нужно проверить, не загнуло ли клапана. Без разборки это проще всего сделать, провернув коленвал вручную с помощью ключа, надетого на болт крепления шкива. Свободное вращение указывает на то, что клапаны скорее всего в норме, ощутимое сопротивление – что их геометрия нарушена. Впрочем, если дефект незначительный, определить его таким методом не всегда получается. Более надежный способ – оценка герметичности камеры сгорания с помощью пневмотестера или компрессора, описанная ниже.
Запуск двигателя с загнутыми клапанами может усугубить проблемы – деформированные стержни и тарелки могут повредить ГБЦ и поршни, а отколовшиеся куски ещё и стенки цилиндров.
Как проверить прогорели клапана или нет без снятия ГБЦ
При падении компрессии в одном или нескольких цилиндрах стоит задуматься о том, как проверить исправность клапанов – прогорели или нет. О том, почему прогорают клапаны, можно прочитать здесь. Аналогичная картина может быть следствием прогара поршня или компрессионных колец, пробоя прокладки ГБЦ, трещины в блоке цилиндров в результате ДТП и т. д. Безразборная проверка исправности клапанного механизма позволяет установить конкретную причину потери компрессии. Сделать такую проверку можно четырьмя способами, описанными ниже.
Проверка клапанов без снятия ГБЦ проводится в первую очередь для подтверждения или исключения их повреждения. Некоторые способы могут указать и на иные причины снижения компрессии. При этом следует учитывать, что безразборная диагностика клапанного механизма может не позволить выявить незначительные дефекты цилиндропоршневой и клапанной групп на ранней стадии.
Проверка клапанов без разборки двигателя по состоянию свечей

Свеча покрыта маслянистым нагаром — явный признак повреждения поршня
Суть метода состоит в визуальном осмотре свечи зажигания, извлеченной из цилиндра с низкой компрессией. Электроды и резьбовая часть сухие – прогорел клапан, если они замаслены или покрыты темным маслянистым нагаром – поврежден поршень или изношены компрессионные либо маслосъемные кольца. Внутренняя часть свечи может быть в масле и из-за повреждения сальников клапанов, однако в этом случае загрязнены будут все свечи, а не только находящаяся в проблемном цилиндре. О диагностике двигателей по цвету нагара на свечах подробно рассказано в отдельной статье.
Особенности: способ подходит только для бензиновых двигателей, ввиду отсутствия в дизельных моторах свечей зажигания.
Как проверить состояние клапанов с помощью банкноты или бумаги

Способ проверки прогоревших клапанов с помощью бумаги: видео
Легко и быстро проверить состояние клапанов при условии, что система питания и зажигания исправны, поможет банкнота или небольшой лист плотной бумаги, который следует держать на расстоянии 3–5 см от выходного отверстия выхлопной трубы. Двигатель при этом должен быть прогрет и запущен.
В исправном автомобиле бумажный лист будет постоянно равномерно вибрировать, периодически отодвигаясь от выхлопа под действием выходящих отработанных газов и снова возвращаясь в первоначальное положение. Если лист периодически засасывает в выхлопную трубу – вероятно прогорел или пропускает один из клапанов. О том, на что указывают следы на листе бумаги или их отсутствие при такой проверке, рассказывает статья о проверке автомобиля при покупке с рук.
Этот экспресс-метод не очень точный и подходит для первичной диагностики состояния механизма газораспределения в полевых условиях, например, при покупке б/у автомобиля. Он не позволяет определить, в каком именно цилиндре проблема, плохо подходит для автомобилей с катализатором и не работает, если система выхлопа негерметична, например, прогорел глушитель.
Экспресс-проверка при помощи моторного масла и щупа
Этот способ проверки клапанов без снятия ГБЦ основан на исключении проблем с поршневой группой. Прогар поршня можно обнаружить контактным методом при помощи щупа, погружаемого в цилиндр через свечное отверстие. Проблемы с кольцами или выработкой стенок исключаются путём заливки масла в цилиндр с низкой компрессией через то же отверстие, установки свечи на место и запуска двигателя. Если после этого давление вырастет – проблема не в клапанах: залитое масло заполняет зазор между поршнем и стенками цилиндра, через который и уходили газы.
Метод является косвенным. Точно исключается лишь проблема с кольцами, так как щупом небольшие повреждения поршня выявить сложно, кроме того, остается непроверенным вариант с пробитой прокладкой ГБЦ.
Проверка клапанов без снятия головки с помощью эндоскопа

Проверка клапанов и цилиндров эндоскопом
Эндоскоп позволяет провести диагностику клапанов и цилиндров без разборки мотора при помощи визуального осмотра. Чтобы осмотреть клапаны, потребуется прибор с гибкой головкой либо насадка с зеркалом.
Достоинство метода в возможности не только подтвердить наличие конкретного дефекта, но и определить какой клапан прогорел – впускной или выпускной. Для этого достаточно даже недорогого эндоскопа стоимостью от 500 рублей. Примерно столько же стоит осмотр цилиндров с помощью профессионального прибора на СТО.
Способ хорош только для выявления явных дефектов – трещин или сколов тарелки клапана. Неплотное прилегание к седлу чаще всего выявить визуально сложно.
Проверка камеры сгорания на герметичность пневмотестером или компрессором
Одна из основных функций клапанов – обеспечение герметичности камеры сгорания на такте сжатия для создания необходимого давления для воспламенения и горения топливовоздушной смеси.

Проверка двигателя пневмотестером: видео
При их повреждении газы и топливная смесь прорываются во впускной или выпускной коллектор, в результате не создается необходимого усилия для перемещения поршня и нарушается нормальная работа ДВС.
Достоверно установить наличие и причину разгерметизации позволяет пневмотестер. Стоимость такого прибора от 5 000 рублей, но вместо него можно использовать обычный автомобильный компрессор для накачивания шин с манометром. Альтернативный вариант – диагностика на СТО, за которую попросят от 500 рублей.
Как проверить состояние клапанов без снятия ГБЦ с помощью компрессора или пневмотестера:
- Убедиться, что зазоры в клапанном механизме в пределах нормы.
- Переместить поршень проверяемого цилиндра в верхнюю мертвую точку на такте сжатия, вращая коленвал или ведущее колесо на ближайшей к прямой (обычно 5-я) передаче.
В моделях с карбюраторным двигателем, например, ВАЗ 2101-21099, определить такт сжатия поможет положение контакта бегунка в распределителе зажигания (трамблере) – он будет указывать на высоковольтный провод, ведущий к соответствующему цилиндру.
Из герметичной камеры сгорания воздух выходить не должен. Если давление снижается, по звуку и движению воздуха определяем направление утечки – он укажет на конкретную неисправность.
| Направление утечки | Неисправность |
|---|---|
| Через впускной коллектор | Негерметичен впускной клапан |
| Через выпускной коллектор или выхлопную трубу | Негерметичен выпускной клапан |
| Через маслозаливную горловину | Изношены поршневые кольца |
| Через расширительный бачок | Пробита прокладка ГБЦ |
Автомеханик с 20-летним стажем работы по ремонту и обслуживанию автомобилей разных марок. Основное направление: диагностика и механика.

Всем добрейшого дня! Если у Вас колбасит двигло на холодную… Если у Вас глохнет мотор через 30-40 секунд по несколько раз пока не прогреется до 40-50 градусов… Если у Вас глохнет машина после нажатия на сцепление и нихрена не едет… ТОГДА ВАМ СТОИТ ПОЧИТАТЬ ЭТУ РУКОПИСЬ! =))
Вообщем, как всем известно, глох мой мотор и на холодную и на трассе… Да где он только не глох…), а не на холостых на горячую не глох)
Решение крылось в "простейшей регулировке" клапанов, следим за развитием событий после бешеной разборки в первой части.
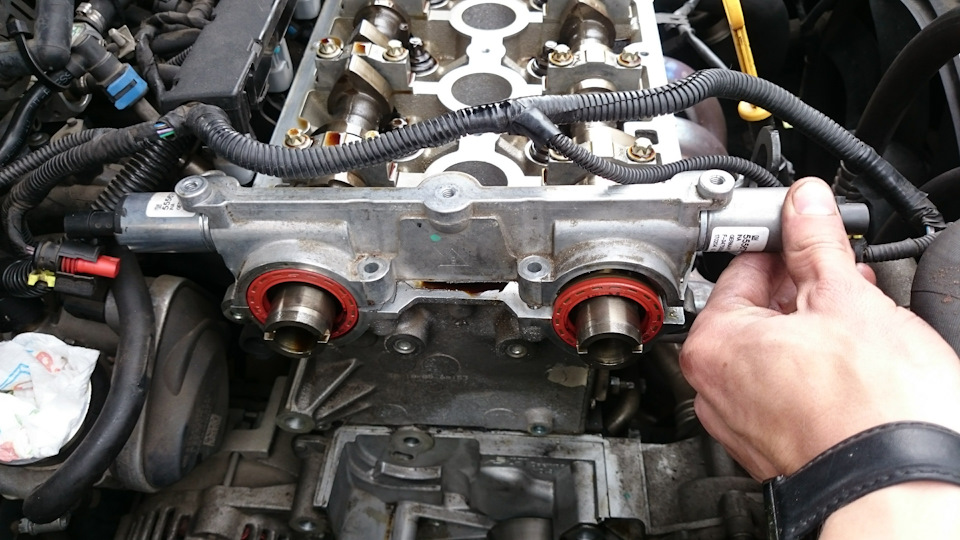
Я уже его раз снимал, и так как лака не было, наносил тончайшим слоем серый герметик Viktor Reinz. Как видно каналы чистые. и масло тоже не протекало. Секретная технология ниже)))
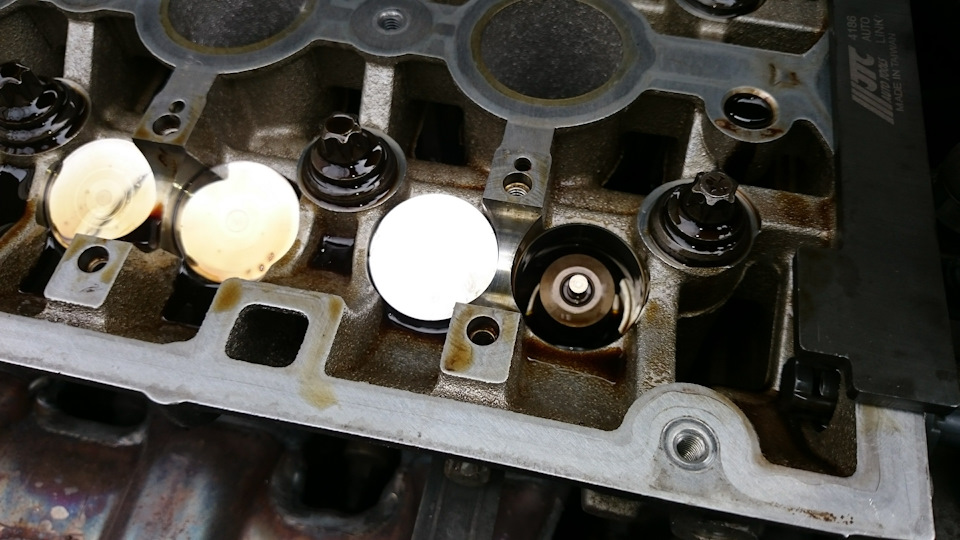





Вот они, те самые письмена… Внизу выпуск, вверху впуск. Дальше соответственно имеем после номера клапана — зазор, потом — высота пятачка( он же кончик), и размер для стачивания.
С впуском пришлось поколдовать… Стачивать там было нечего, я просто поменял стаканы местами и получил 0,27-0,28 на впуске. А вот с выпуском пришлось повозится, метал не хотел сливать бой. Один стакан 15-20 мин!

Шарошку каждый раз ровняли на камне…, стакан прокручивали, финальный аккорд для каждого стакана — шарошка + абразивная паста. Жаль фоток нет((


Всё… Можно собирать… Вот только проблема…






Тут уже и температура на 53 залезла, но факт — при 20 разряжение было 20,1… Мотор не глохнет, можно сразу ехать! Нет провалов при выжимании сцепления и тоже не глохнет!
Мероприятие нужно будет повторить после 160 тысяч.
Всем спасибо. Регулируйте клапана, не давайте себе заглохнуть)))
Chevrolet Cruze 2010, двигатель бензиновый 1.6 л., 113 л. с., передний привод, механическая коробка передач — своими руками
Машины в продаже
Комментарии 40

Какое ГБО установлено и как часто регулируеш клапана? Для справок, мерял на своем F14D4 компрессию на пробеге 58418 км.
1-й 172 psi = 12,1 кгс/см кв
2-й 176 psi = 12,4 кгс/см кв
3-й 174 psi = 12,2 кгс/см кв
4-й 171 psi = 12,0 кгс/см кв
У меня бензин, ГБО пока боюсь. Компрессометр такой же как и у тебя, переходник к нему резьбовой самопальный.



Добрый день. Зажатые клапана так реагируют?

Вот первая просадка на холодную — это норма для этого мотора. А вот дальше не факт что клапана. У меня такое было при низкой компрессии в цилиндрах. Я, баран, перехонил и кинул новые кольца. Так вот пока они припёрлись копресия была 8,5 и мотор дела вот именно так как твой. Скинь крышку, поменяй зазоры, будешь знать куда копать и давление в цилиндрах. Пиши результат. Подумаем)
Я поменял сальники клапанов на (ВикторРейнз), поставил новые кольца (для турбированных авто), компрессия сейчас отличная, но вот только на холодную так ведет себя. Придется мерить тепловые зазоры.
Аааааа. Тогда жди 3 — 4 тис. Пока кольца притрутся. Может лезьте ошибка по богатой смеси Р0172. У тебя, кстати, чек горит, в чём причина?
Я уже 5650 км проехал на новых кольцах. Ошибок нету вообще. А эти ошибки из-за то что мне посоветовали на несколько секунд отключить датчик температуру и проверить как себя поведет ДВС. Потом стер ошибки.
Я поменял сальники клапанов на (ВикторРейнз), поставил новые кольца (для турбированных авто), компрессия сейчас отличная, но вот только на холодную так ведет себя. Придется мерить тепловые зазоры.

Практически каждый владелец старенького автомобиля отечественного или иностранного производства предпочитает ремонтировать его своими силами. В том числе и перебирать двигатель. В связи с этим довольно часто приходится делать притирку клапанов в домашне-гаражных условиях. И многие задают закономерный вопрос о том, для чего требуется эта процедура и как правильно притереть клапана.
Рекомендуем также прочитать статью о том, как самому заменить маслосъемные колпачки (сальники клапанов). Из этой статьи вы узнаете о доступных способах замены сальников клапанов, а также как поменять маслосъемные колпачки своими руками.
Немного матчасти
Для тех, кто не в курсе, стоит пояснить, что клапаны находятся в головке блока цилиндров. Для каждого цилиндра имеется минимум два клапана (в большинстве автомобилей). Один клапан обеспечивает впуск топливно-воздушной смеси в цилиндр (камеру сгорания) из впускного коллектора, а другой – выпускает отработанные газы в выпускной коллектор.
Разумеется, открываются клапаны поочередно. Похожи клапаны на гвоздь. Головкой, которую еще называют тарелка, они обращены внутрь цилиндра. В закрытом состоянии головка клапана находится в седле и герметично закрывает камеру сгорания, прижимаясь к седлу рабочей фаской.
Рекомендуем также прочитать статью об устройстве ГРМ. Из этой статьи вы узнаете о назначении, принципах работы и других особенностях механизма газораспределения двигателя.
Для чего притирать клапаны

В процессе работы на тарелках клапанов, а также на седлах образуется нагар. Он препятствует герметичному закрытию впускного и выпускного клапана. Для нормальной работы двигателя это очень важно. Ведь после того, как на такте впуска топливно-воздушная смесь была втянута в камеру сгорания, поршень сжимает ее, поднимаясь в свою верхнюю мертвую точку. Впускной и выпускной клапаны должны быть закрыты. Чем сильнее будет степень сжатия, тем эффективнее и экономнее будет работа двигателя. Разумеется, при неплотной посадке впускного клапана в седло максимального сжатия и эффективного сгорания смеси уже не будет со всеми вытекающими отсюда последствиями.
Что касается неплотного прилегания выпускного клапана, то в этом случае будет происходить не только нарушение герметичности на такте сжатия, но и прорыв расширяющихся газов из камеры сгорания после воспламенения заряда. Раскаленные газы оплавляют выпускной клапан, двигатель теряет мощность, так как часть газов не толкает поршень, а вылетает в выпуск. Такие последствия являются ответом на вопрос, что будет, если клапана не притерты.
Как определить, что клапан нужно притирать

Обычно клапаны притирают после капитального ремонта двигателя. Или, например, после замены поршневых колец. Чтобы второй раз не разбирать. Необходимость процедуры проверяют на снятой головке блока цилиндров. Ее устанавливают на ровную поверхность тарелками клапанов вверх. Затем в камеры сгорания наливают керосин, а если его нет, то сойдет и бензин. Замечают уровень, после чего в таком положении оставляют ГБЦ на двенадцать часов.
Если жидкость за это время не ушла, то все в порядке. Если же уходит, то это значит, что предстоит поработать. Чтобы определить, какой из двух клапанов в цилиндре пропускает, хорошо помогает наличие сырости в выпускном или во впускном коллекторе. Можно проверить и другим способом. Принцип будет один и тот же, а разница в том, что жидкость (бензин или керосин) заливается в коллекторы. Головка при этом стоит на боку. Естественно, что оценивают течь уже со стороны тарелок.
Притирка клапанов

Для того чтобы притереть клапана к головке в домашних условиях, потребуется дрель (желательно с реверсом) и специальная паста. Для проведения этой процедуры клапана придется рассухарить и снять. Кстати, заодно можно произвести замену маслосъемных колпачков, если в этом есть необходимость.
- Перед работой рекомендуется обезжирить клапан и седло при помощи растворителя. На рабочую фаску клапана равномерно наносится небольшое количество притирочной пасты. Очень важно следить за тем, чтобы она не попала на шток клапана, ведь паста – сильнейший абразив (как правило, алмазный). Если останутся повреждения на штоке, то маслосъемные колпачки будут намного быстрее выходить из строя и существенно увеличится расход масла. Для препятствия этому на шток можно надеть кусочек войлока.
Клапан устанавливается на свое место, а шток закрепляется в патроне дрели. Чаще всего для удобства это делают при помощи куска шланга (один конец – на шток, другой – в патрон). Некоторые мастера зажимают шток непосредственно в патрон. Притирка проводится вращением на небольших оборотах. При этом тарелка может прижиматься чем-нибудь к седлу. Например, толстой резинкой. Но в большинстве случаев обходятся без дополнительных приспособлений.
- Прижимание происходит при оттяжке дрели на себя. Вращение нужно делать как по часовой стрелке, так и в обратном направлении. Обычно на все про все уходит не более двух минут. Чтобы понять, что процесс окончен, нужно знать как выглядит притертый клапан. На его фаске образуется характерная матовая полоска шириной в пару миллиметров. Точно такая же полоска, кстати, будет и на фаске седла. Иногда после описанной процедуры проводят еще финишную обработку. Она ничем не отличается от процесса притирки, кроме того, что вместо притирочной пасты используется паста ГОИ, разведенная с моторным маслом. Перед нанесением тряпочкой необходимо тщательно удалить предыдущее притирочное средство.
- Проверять качество притирки нужно не только по упомянутой выше полоске, но и при помощи все той же заливки керосина или бензина в камеру сгорания или в коллекторы. Перед сборкой головки блока цилиндров все детали необходимо тщательно промыть бензином. Ведь если в процессе работы абразив из пасты попал на другие поверхности, то последствия могут оказаться весьма печальными – алмазный порошок станет причиной возникновения дефектов.
Также следует знать, в каких случаях притирка клапанов может не получиться. В том случае, когда на рабочих фасках имеются существенные изъяны (раковины) или когда седла были криво расточены (прирезаны), притереть клапана не получится. Первый верный признак этого – матовая полоска на фаске неравномерная или вовсе прерывистая. Тут выход простой, хотя и не совсем приятный – покупка новых деталей. Хотя, можно попробовать и проточить их на станке.
Какую притирочную пасту использовать

Наши деды изготавливали средство для притирки самостоятельно. Они собирали пыль под наждаками с алмазным кругом, после чего смешивали ее с маслом. Сегодня, благодаря прогрессу и развитию торговли, у автомобилистов имеется приличный выбор в специализированных магазинах. Поэтому у новичков возникает закономерный вопрос о том, чем притереть клапана, какой пастой. О цене речь не идет. Здесь каждый выбирает на свое усмотрение и в соответствии с возможностями. Гораздо важнее определиться с зернистостью и составом.
Крупнозернистые пасты неопытному автолюбителю использовать не стоит. Ошибка в работе может привести к появлению существенных дефектов не фасках клапана и седла, что повлечет за собой дополнительные расходы. По этой причине лучше использовать среднезернистые пасты для основной работы и мелкозернистые для шлифовки.
Кроме вышеупомянутой пасты в продаже есть средство ABRO Grinding Paste GP-201. В данном случае в одной упаковке будет сразу два варианта: крупнозернистая и мелкозернистая. Стоит намного дешевле ФАБО. Кроме того, эта паста подходит и для удаления ржавчины с любой металлической поверхности, а также для правки режущих инструментов. Одним словом, такая паста многофункциональная. Среднезернистую и мелкозернистую пасту в одной упаковке можно получить, купив Done Deal. Основа здесь – порошок карбида кремния. Также универсальное средство, пригодится в хозяйстве. А если есть вероятность и необходимость работать с хромированными поверхностями, то стоит обратить внимание на пасту PERMATEX. В любом случае, перед покупкой рекомендуется внимательно изучить инструкцию и уже потом делать выбор.
Теперь давайте ответим на вопрос, что делать, когда пасты нет. Иногда бывают такие ситуации, когда нужно притереть клапана если нет пасты. Что ж, в этом случае придется вспомнить дедовские способы, о чем уже говорилось выше или немного разнообразить их. Итак, если нет пыли с алмазного круга, то понадобится самая мелкая наждачная бумага. С нее нужно снять абразив и смешать его с моторным маслом или солидолом. В качестве финишной пасты используется паста ГОИ, смешанная с теми же смазочными материалами. Разумеется, качество обработки такими средствами будет намного ниже. Особенно, когда нет соответствующего опыта.
Подведем итоги
Итак, как видно из всего вышесказанного, притирка – процедура ответственная, трудоемкая, но крайне необходимая для хорошей работы двигателя не только после ремонта, но и после пробега свыше 60 000 километров. Невыясненным остался лишь вопрос: нужно ли притирать клапана на новой головке.
Что касается такого случая, есть два варианта: если головка абсолютно новая и приобреталась полностью укомплектованной, то можно не притирать. Во всяком случае, специалисты говорят, что делать это не обязательно. Однако если приобреталась головка отдельно от клапанов, то притирка понадобится. Опять же, в любом случае перед ее установкой герметичность прилегания тарелок можно всегда проверить уже известным способом, то есть при помощи заливания бензина или керосина в ГБЦ или коллекторы.

Рекомендуем также прочитать статью о том, как заварить трещину блока цилиндров или головки блока цилиндров. Из этой статьи вы узнаете о доступных способах ремонта трещин БЦ и ГБЦ.
Немного более правильным вариантом является использование специальной ступенчатой оправки из латуни или бронзы вместо зубила. Такая оправка устанавливается со стороны седла на направляющую втулку, далее по ней ударяют молотком. Указанный способ выпрессовки втулок снижает риск повреждений ГБЦ, но не исключает полностью. Оптимальным же способом выпрессовки втулок является использование специального съемника. Указанный съёмник для снятия направляющих втулок клапанов также используется для последующей установки новых втулок в ГБЦ. Далее мы рассмотрим способы замены направляющих втулок клапанов при помощи оправки и съемника.
Как самому менять направляющие втулки клапанов

Сначала рассмотрим способ выпрессовки направляющих втулок клапанов при помощи оправки, так как указанный способ является распространенным. Перед заменой втулок снимаются пружины и сами клапана. Как уже было сказано выше, оправка для выпрессовывания втулок клапанов используется ступенчатая. Ступенька необходима для того, чтобы снизить риск повреждений посадочного гнезда в головке блока. Меньший диаметр оправки позволяет ей войти во втулку на 3-4 см, причем с зазором. Больший диаметр позволяет свободно пройти через гнездо в ГБЦ.
Отметим, что зачастую бронзовые втулки достаточно легко выпрессовываются из головки, так как установлены с относительно слабым натягом. Если же необходимо выпрессовать направляющую втулку клапана из более жесткого материала, тогда ГБЦ следует предварительно нагреть до температуры 140-160 градусов Цельсия в электропечи или до 80-90 градусов в емкости с горячей водой. Нагрев головки блока цилиндров позволит уменьшить натяг.
В крайних случаях плотно запрессованную втулку нужно высверливать. Обратите внимание, делать это разрешается только на станке, так как попытки высверлить втулку клапана дрелью приведут к перекосу и повреждениям посадочного гнезда. Втулку также желательно высверливать не до конца, то есть оставлять стенки толщиной около 1-го миллиметра. Так снижается риск повреждений гнезда, а сам остаток втулки легко удаляется оправкой.
Следующим шагом становится обязательный замер натяга новой втулки перед установкой в головку, так как строго запрещается производить запрессовку новых втулок до измерения натяга. Для замеров натяга понадобится определить диаметр гнезда и направляющей втулки. Допускается показатель на отметке от 0.03 до 0.05 мм. Этот показатель следует понимать как то, что диаметр новой втулки превышает диаметр посадочного гнезда на указанную величину.
Слабый натяг по причине гнезда потребует увеличения диаметра гнезда, куда потом устанавливается ремонтная втулка увеличенного размера. Рассверливать гнездо в ГБЦ также нужно исключительно на станке, что позволит избежать возможного перекоса при выполнении нового отверстия. Что касается степени натяга ремонтной втулки, данный показатель следует максимально увеличить, так как в новом отверстии материал более твердый и имеет большую шероховатость на поверхности стенок.
Чтобы запрессовать новые втулки клапанов головку блока следует повторно нагреть в печи аналогично способу снижения натяга при снятии. Параллельно с этим новые втулки охлаждают. Запрессовка новых втулок без нагрева ГБЦ является неправильной. Это касается алюминиевого сплава ГБЦ, в котором происходит деформация при наличии сильного натяга. После такой установки итоговый натяг будет меньше необходимого. В результате после сборки мотора и его нагрева при работе направляющая втулка клапана не будет иметь плотной посадки, а сам клапан в указанной втулке начнет страдать от перегревов. Перегрев клапана будет происходить в результате того, что эффективность отвода избыточного нагрева от стержня клапана к ГБЦ существенно снизится. Неисправность будет быстро прогрессировать, втулка начнет болтаться в посадочном гнезде, что потребует повторной разборки двигателя для проведения ремонта.
Теперь перейдем к тому, как установить направляющие втулки клапанов в головку блока цилиндров. Саму запрессовку реализуют при помощи описанной выше оправки, по которой следует нанести молотком пару резких ударов. Учтите, наличие на новой втулке специального тонкого пояса для размещения маслосъемного колпачка обязывает к тому, чтобы оправка ни с одной стороны не опиралась на данный пояс. Игнорирование данной рекомендации может привести к тому, что втулка деформируется или окажется сломанной.
Завершением процесса установки направляющих втулок клапанов ударным способом является финальная калибровка отверстий. Данную процедуру выполняют при помощи разверток. Рекомендуется использовать алмазные развертки, так как данный инструмент более долговечен и обеспечивает стабильный предсказуемый результат сравнительно с обычными стальными развертками. После обработки отверстий необходимо выполнить проверку зазоров клапанов во втулках с учетом рекомендуемых параметров. Зазоры впускных клапанов должны быть на 0.01 мм меньше по сравнению с выпускными, которые сильнее нагреваются при работе ДВС (например, 0.02 — 0.04 против 0.03 — 0.04 мм). Отметим, что добиваться минимально допустимых зазоров не обязательно. Следует добавить, что данное утверждение особенно актуально для выпускных клапанов, так как малые зазоры в направляющих втулках могут привести к их заклиниванию.
Выпрессовка и установка направляющих втулок клапанов съемником

Далее рассмотрим наиболее оптимальный способ выпрессовки направляющих втулок клапанов специальным съемником-выпрессовщиком втулок. Начнем с того, что съемники бывают разными и являются универсальными инструментами. При помощи данного решения можно снимать втулки клапанов на разных ГБЦ без риска повредить посадочную плоскость в головке блока. Другими словами, наличие съемника сводит к минимуму возможные задиры или другие дефекты отверстия по сравнению с использованием молотка и оправки.
Работа со съемником предполагает:
- под инструмент подкладывается втулка подходящего размера. Подбор такой втулки осуществляется с учетом того, чтобы при установке съёмника резьбовая часть вышла из направляющей клапана на 20-30 мм;
- далее съемник устанавливается и фиксируется парой гаек, которые специально обточены. Также допускается использование одной гайки, если таковая предусмотрена конструкцией съемника;
- следующим шагом становится необходимость придержать верхним ключом съёмник в его центральной части;
- одновременно с этим нижним ключом выпрессовывается направляющая втулка клапана;
После того, как к съемнику прикладывается определенное усилие, можно услышать явный щелчок. Такой звук укажет на то, что втулка клапана сорвана с посадочного места и движется наружу из отверстия в ГБЦ. Далее нужно крутить винт съемника до того момента, пока втулка не будет извлечена. Затем необходимо приготовить новые втулки для запрессовывания. Далее следует повторить все подготовительные процедуры, описанные выше при установке втулок оправкой. Дополнительно можно смазать втулку клапана моторным маслом для облегчения посадки в гнездо.
Чтобы запрессовать втулки съемником понадобятся 2 проставки, которые имеют коническую фаску и упираются в седло клапана. Одна деталь должна иметь больший диаметр, а другая меньший (в соответствии с тем, что посадочное место впускного клапана больше, а выпускного клапана меньше). Также снова понадобиться осуществить подбор распорных втулок съёмника, учитывая при этом необходимость выхода резьбовой части съемника на 20-30 мм при установке новой втулки клапана.
Параллельно с этим нужно избежать повреждения пояса (буртика) на направляющей втулке, так как данный пояс служит местом крепления резинового колпачка. Если пояс повредить при установке, герметичность колпачка-сальника будет нарушена. Чтобы не повредить пояс, используется отдельная гайка, которая упирается в направляющую без риска повреждения пояса. Получается, данная гайка поджимает направляющую втулку клапана. Обратите внимание, установка дополнительной гайки уменьшает количество резьбы на шпильке съемника. По этой причине для уменьшения нагрузки на резьбу следует накрутить еще одну втулку съемника.
Рекомендуем также прочитать статью о том, какой зазор должен быть у поршневого кольца. Из этой статьи вы узнаете о правильном подборе теплового зазора поршневых колец во время их замены или в процессе капитального ремонта двигателя.
Теперь можно запрессовать втулку съемником. Окончанием запрессовки является момент, когда прокручивать съемник станет тяжелее. Это будет говорить о том, что втулка опустилась на посадочное место и уперлась стопорным кольцом, которое выполнено на направляющей для регулировки правильной посадки. После появления усилия крутить съемник дальше не нужно, так как можно повредить направляющую. Съёмник пора разбирать и снимать, так как новая втулка уже запрессована в головку блока.
Далее втулки понадобится подгонять по посадочным размерам. Это необходимо в том случае, если направляющую слегка сдавило при запрессовке. Выполняется данная процедура аналогично описанной выше, то есть при помощи развертки. Развертка вставляется в отверстие и без давления прокручивается, благодаря чему происходит аккуратное развёртывание. По окончании следует выдуть остатки стружки при помощи сжатого воздуха.
Завершающим этапом становятся обязательные замеры диаметра полученного отверстия в направляющей втулке. Для проверки используется специальный индикаторный нутромер. Также следует измерить толщину стержня клапана при помощи микрометра. Если все выполнено правильно, тогда зазор будет находиться в допустимых пределах.
Затем можно вставить клапан и проверить качество его прилегания к седлу. В том случае, если клапан не полностью прилегает к седлу, тогда очевидна потеря соосности между центром втулки и центром седла клапана. Такое явление иногда возникает после замены направляющих втулок клапанов. Для решения данной проблемы потребуется осуществить притирку клапанов. Чтобы притереть клапана, нужно обработать специальной шарошкой седло клапана. После притирки клапанов можно считать процесс замены направляющих втулок полностью завершенным.
Читайте также: