
Притирка клапанов ока 11113
Добавил пользователь Алексей Ф. Обновлено: 19.09.2024
Расположение клапанов (считая от ремня привода распределительного вала):
1 и 4 - выпускные клапаны
2 и 3 - впускные клапаны
- ключ "на 10", баллонный ключ
- отвертка
- набор щупов
- приспособление для регулировки зазоров в приводе клапанов
- пинцет или пассатижи с узкими губками
- микрометр (при необходимости)
Перед началом работы
Снимите воздушный фильтр (см. подраздел 10.10.1.).
Для компенсации теплового расширения клапана конструктивно задан зазор между торцом стержня клапана и кулачком распределительного вала. При увеличенном зазоре клапан не будет полностью открываться, а при уменьшенном – полностью закрываться. Зазор измеряют щупом на холодном двигателе (при температуре +20 °С) между кулачком распределительного вала (кулачок должен быть направлен вверх от толкателя) и регулировочной шайбой толкателя клапана. Номинальный зазор для впускного клапана составляет (0,2±0,05) мм, а для выпускного – (0,35±0,05) мм. Зазоры регулируют подбором толщины регулировочных шайб. В запасные части поставляются шайбы толщиной от 3 до 4,5 мм (через 0,05 мм).
Приспособление для регулировки зазоров в приводе клапанов:
1 - приспособление для сжатия пружин клапанов
2 - трубка для ВАЗа (4-цилиндрового двигателя)
3 - трубка для "Оки" (2-цилиндрового двигателя)
4 - фиксатор
При отсутствии специального приспособления для “Оки” можно воспользоваться приспособлением для переднеприводных моделей ВАЗ. В этом случае вместо прилагаемой к приспособлению трубки подберите трубку такого же диаметра и длиной не менее 21 мм. Просверлите в ней два отверстия диаметром около 10 мм на расстоянии 17,8 мм или просверлите дополнительное отверстие в трубке 2, прилагаемой к приспособлению, по указанным размерам (в этом случае приспособлением можно будет пользоваться только для регулировки зазоров “Оки”).



1. Закройте карбюратор заглушкой или чистой тряпкой.
2. Снимите шайбы с обеих шпилек крепления крышки головки блока.
3. Отверните две гайки крепления крышки головки блока.



4. Ослабив затяжку хомутов, снимите шланг малой ветви вентиляции картера со штуцера крышки головки блока.
5. . шланг вентиляции с патрубка крышки головки блока и.
6. . шланг большой ветви вентиляции со штуцера крышки головки блока.



7. Снимите шайбы с обеих шпилек крепления крышки головки блока.
8. Отведите в сторону тягу привода воздушной заслонки карбюратора.
9. Снимите резиновые втулки с обеих шпилек крепления крышки головки блока (потерявшие эластичность, деформированные и порванные втулки замените).



10. Снимите крышку головки блока цилиндров.
11. Проверните коленчатый вал баллонным ключом за болт крепления шкива привода генератора через отверстие в нише правого колеса (чтобы легче провернуть вал, можно вывернуть свечи зажигания) так, чтобы.
12. . метки на шкиве привода генератора и на передней крышке привода распределительного вала совпали. При этом можно отрегулировать зазоры в приводе либо 1-го и 2-го, либо 3-го и 4-го клапанов. Порядок регулировки клапанов не имеет значения. Обратите внимание, что.



13. . на крышке нанесены две метки. В данном случае необходимо ориентироваться на длинную метку 1. Метка 2 нанесена на внутренней части шкива. Для удобства продублируйте ее, например фломастером, на его наружной части.
14. Измерьте плоским щупом зазоры в приводе клапанов одного из цилиндров. Замените регулировочные шайбы тех клапанов, зазоры в которых отличаются от номинального. Запишите значения измеренных зазоров.
15. Чтобы легче было вынуть регулировочную шайбу, в толкателе сделаны два паза. Поверните с помощью отвертки толкатель за паз так, чтобы было удобно поддеть шайбу. Для удобства работы удалите масло из верхней части головки блока вокруг толкателей клапанов.



16. Установите на шпильки крепления крышки головки специальное приспособление.
17. Наденьте на шпильки шайбы, перевернув их, чтобы не смять на них отбортовку.
18. Закрепите приспособление гайками крепления крышки головки блока.



19. Нажав вниз рычаг приспособления, утопите толкатель, на котором заменяется регулировочная шайба. Затем.
20. . вставьте фиксатор под распределительный вал таким образом, чтобы.
21. . выступ на фиксаторе 1 зафиксировал толкатель 2 в утопленном положении.



22. Подденьте отверткой регулировочную шайбу и.
23. . с помощью, например, пинцета выньте шайбу из толкателя.
24. Запишите толщину регулировочной шайбы, значение которой нанесено на одной из ее сторон.

26. Рассчитайте толщину новой регулировочной шайбы по формуле:
(все значения в мм)
где H – толщина новой шайбы
B – толщина старой шайбы
A – значение измеренного зазора
C – номинальный зазор
Например (для впускного клапана): A = 0,26 мм, B = 3,75 мм, C = 0,2 мм, тогда H = 3,75 + 0,26 – 0,2 = 3,81 мм. В пределах допуска зазора (±0,05 мм) подбираем ближайшую по толщине шайбу – 3,8 мм.
27. Установите в толкатель новую шайбу рассчитанной по формуле толщины надписью вниз (к толкателю). Утопите толкатель приспособлением и уберите фиксатор. Еще раз проверьте зазор и при необходимости повторите регулировку.
28. Поверните коленчатый вал на один оборот (360°) и отрегулируйте зазоры в приводе клапанов другого цилиндра в таком же порядке. Затем залейте масло в верхнюю часть головки блока, если оно удалялось.
Видео про "Регулировка зазоров в приводе клапанов" для ВАЗ 1111
Регулировка клапанов "ОКА" настройка разрезной шестерни ваз 11113 Ока Часть1 Регулировка Клапанов + О проблемах пусковых зазоровВам потребуются: приспособление для притирки клапанов, притирочная паста.

Так выглядит приспособление для притирки клапанов промышленного изготовления.
При его отсутствии можно воспользоваться приспособлением, изготовленным по чертежу, показанному на рис. 2.8.


3. Вставьте клапан в головку блока и.
4. . нанесите на рабочую фаску клапана тонкий слой притирочной пасты.

5. Зажмите стержень клапана в приспособлении (или закрепите хомутом на стержне клапана резиновый шланг приспособления собственного изготовления).
6. Поворачивайте клапан в обе стороны с помощью приспособления, периодически прижимая клапан к седлу.


7. Внешним признаком удовлетворительной притирки является однотонный матовый серый цвет рабочей фаски клапана и седла.
8. После притирки тщательно протрите клапан и седло чистой тряпкой и промойте для удаления остатков притирочной пасты.
9. Проверьте герметичность клапана, для чего установите его в головку с пружинами и сухарями. Затем положите головку набок и залейте керосин в камеру сгорания, соответствующую проверяемому клапану. Если в течение трех минут керосин не просочится из камеры сгорания — клапан герметичен.
При увеличенном зазоре в приводе клапанов появляется характерный стук, обычно с равномерными интервалами (частота его меньше любого другого стука в двигателе). Если регулировка зазоров в приводе клапанов не дала положительных результатов, проверьте состояние распределительного вала и опорных поверхностей под шейки распределительного вала.
В мастерских, оборудованных специальным инструментом и приспособлениями, можно проверить радиальное биение средней шейки распределительного вала, которое не должно превышать 0,02 мм, и зазор между отверстиями опор и шейками распределительного вала, который не должен превышать 0,2 мм (зазор для новых деталей составляет 0,069–0,11 мм).
При ремонте головки замените маслосъемные колпачки независимо от их состояния.
В случае необходимости головку блока заменяйте только в сборе с корпусом подшипников, так как они обрабатываются совместно.
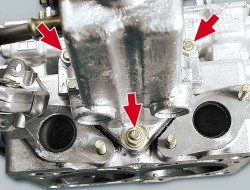
2. Отверните три гайки крепления впускной трубы к головке блока.
Обратите внимание: под гайками установлены плоские шайбы.

3. Снимите впускную трубу со шпилек головки блока.
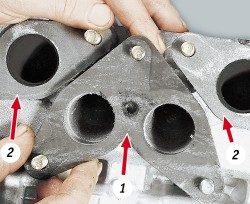
4. Снимите со шпилек головки прокладку 1 впускной трубы и две прокладки 2 приемной трубы глушителя.


5. Выньте толкатели клапанов с регулировочными шайбами.
6. Промаркируйте толкатели либо разложите их по порядку, чтобы потом поставить на то же место. При этом без необходимости не вынимайте регулировочные шайбы из толкателей, чтобы не перепутать их.
7. Промаркируйте клапаны номерами цилиндров, например, накерните.
8. Выверните обе свечи зажигания.


9. Установите под снимаемый клапан подходящий упор, например, подшипник.
10. Наверните на шпильку гайку, чтобы зафиксировать приспособление для сжатия пружин клапанов (используйте гайку без зубчатого буртика).


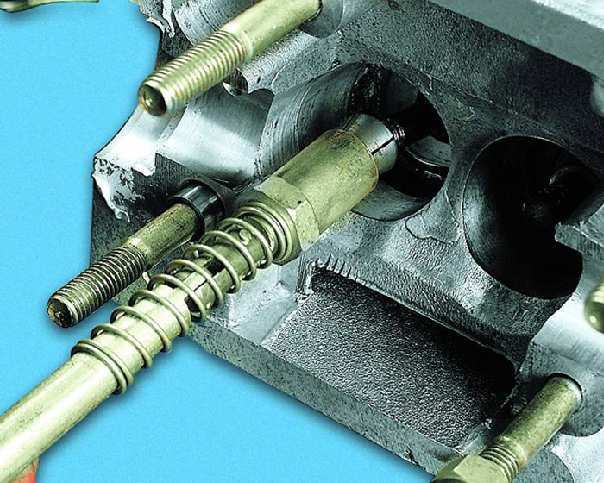
11. Установите приспособление для сжатия пружин клапанов и сожмите пружины.
12. Выньте с помощью пинцета два сухаря. Затем снимите приспособление.


13. Выньте верхнюю тарелку пружин.
14. . наружную пружину и.


15. . внутреннюю пружину клапана. Таким же способом выньте сухари и пружины остальных клапанов.
16. Выньте клапаны из головки блока со стороны камер сгорания.

18. Снимите нижние тарелки пружин клапанов.
19. Очистите нагар с клапанов подходящим металлическим инструментом. Затем внимательно осмотрите клапаны.
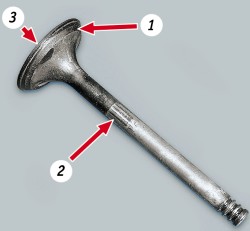
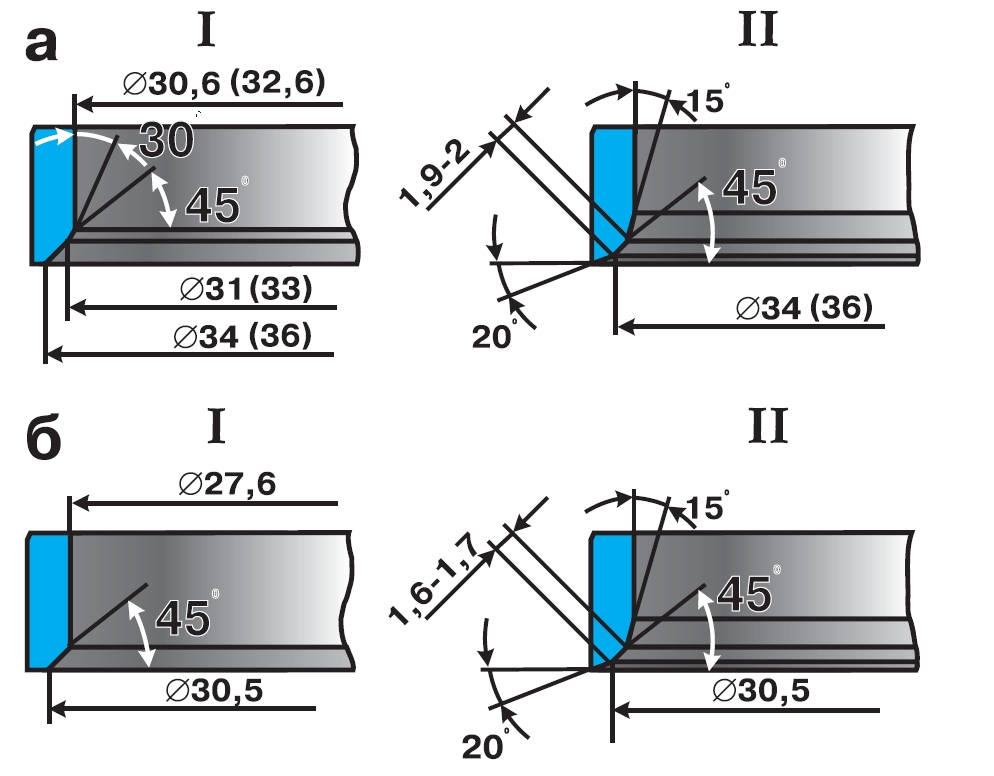
Рис. 2.3. Размеры седел клапанов: а — седло впускного клапана; б — седло выпускного клапана; I — новое седло; II — седло после ремонта.
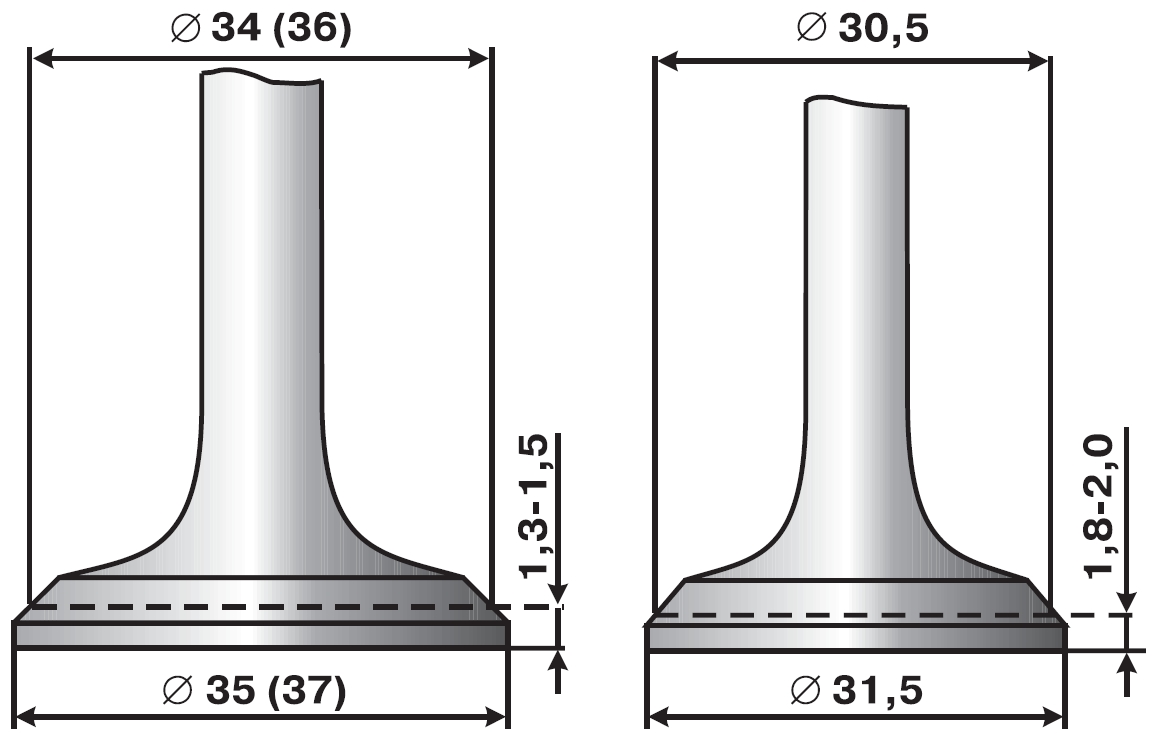
Рис. 2.2. Размеры тарелок клапанов
21. В специализированной мастерской повреждения рабочей фаски клапанов, которые невозможно вывести притиркой, можно прошлифовать на специальном станке. При шлифовке надо выдержать размеры, указанные на рис. 2.2 (в скобках даны отличающиеся размеры для двигателя мод. 11113).


Рис. 2.4. Места обработки фасок седел клапанов
23. Более значительные дефекты седел клапанов устраняются шлифовкой. При шлифовке выдержите размеры, указанные на рисунке 2.3 . Седла рекомендуется шлифовать в специализированной мастерской.
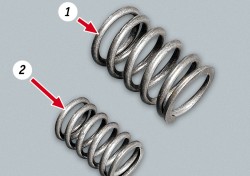
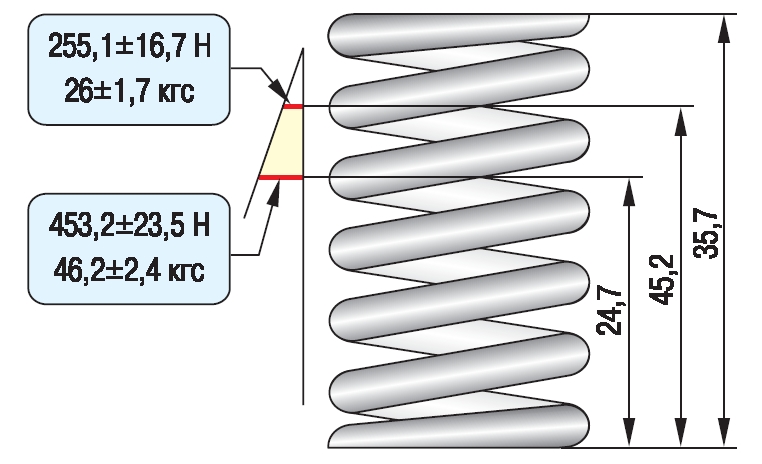
Рис. 2.5. Параметры проверки наружной пружины
25. Проверьте состояние наружной 1 и внутренней 2 пружин клапанов. Искривленные, поломанные или имеющие трещины пружины замените.
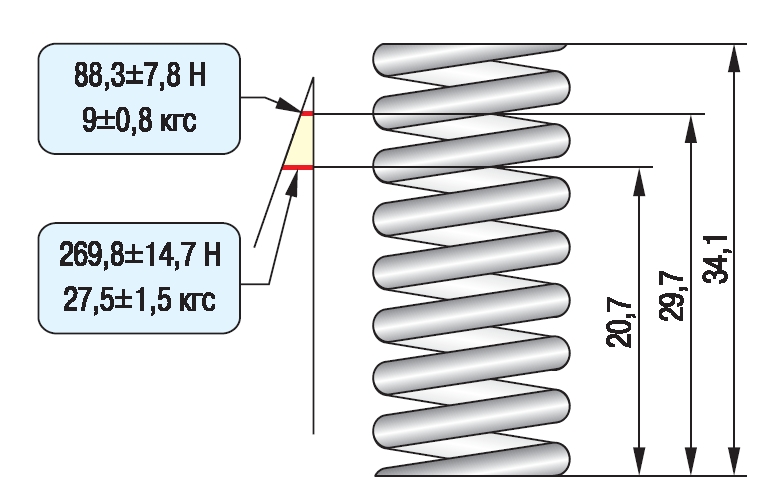
Рис. 2.6. Параметры проверки внутренней пружины
26. Для проверки упругости наружной пружины измерьте ее высоту в свободном состоянии, а затем под двумя различными нагрузками. Если пружина не соответствует требуемым параметрам ( рис. 2.5 ), замените ее.
27. Для проверки упругости внутренней пружины измерьте ее высоту в свободном состоянии, а затем под двумя различными нагрузками. Если пружина не соответствует требуемым параметрам ( рис. 2.6 ), замените ее.


28. Осмотрите толкатели клапанов. Если на рабочей поверхности толкателя имеются задиры, царапины и т.п., замените его.
29. На рабочих поверхностях регулировочных шайб не должно быть задиров, забоин, царапин, следов ступенчатого или неравномерного износа, наволакивания металла. При таких дефектах шайбы надо заменить. На шайбах допускаются концентрические следы приработки с кулачками распределительного вала.
30. Проверьте зазор между направляющими втулками и клапанами. Он определяется как разность между диаметром отверстия втулки и диаметром стержня клапана.
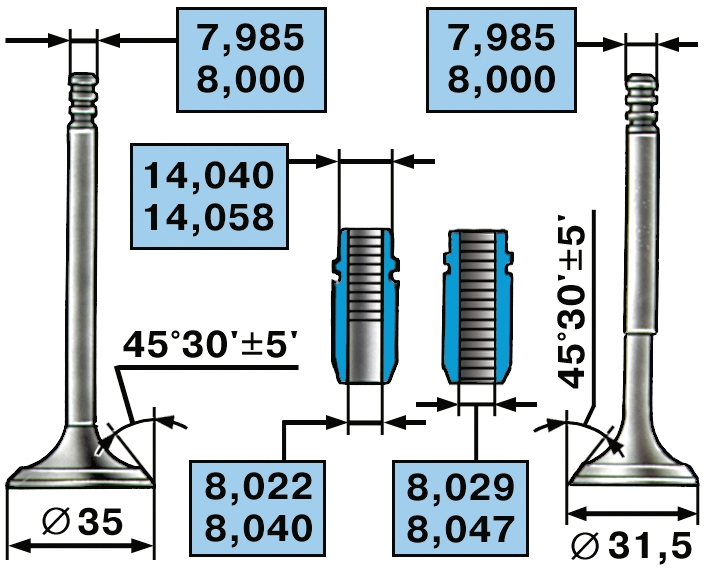
Рис. 2.7. Размеры клапанов и их направляющих втулок
Как видно из рис. 2.7, величина зазоров между клапаном и направляющей втулкой, мм:
номинальный зазор для впускных клапанов 0,022–0,055
номинальный зазор для выпускных клапанов 0,029–0,062
предельно допустимый зазор для впускных и выпускных клапанов 0,3
Проверку зазора рекомендуется выполнять в специализированной мастерской, так как для измерения диаметра втулок нужен специальный инструмент (нутромер).

31. Зазор, не достигший предельно допустимого значения, можно устранить заменой клапана. Если не удается подобрать клапан или зазор превышает предельно допустимый, замените направляющую втулку. Выпрессовывайте втулку со стороны камеры сгорания специальной оправкой.

В запасные части поставляются втулки со стопорными кольцами. Втулки имеют увеличенный наружный диаметр и уменьшенный диаметр отверстия под клапан.


32. Смазав втулку моторным маслом, вставьте ее в специальную оправку и запрессуйте ее со стороны распределительного вала до упора стопорного кольца в головку блока. После этого разверните отверстие во втулке с помощью развертки до диаметра 8,022–8,040 мм для впускных и 8,029–8,047 мм для выпускных клапанов.
33. Снимите сальник с распределительного вала.
34. Замените распределительный вал, если на его шейках и кулачках имеются следы износа, задиры и глубокие риски.
35. Замените головку блока и корпус подшипников, если на них имеются трещины или на опорных поверхностях заметны следы износа, задиры и глубокие риски. Корпус подшипников обрабатывается совместно с головкой блока, поэтому менять их нужно вместе.
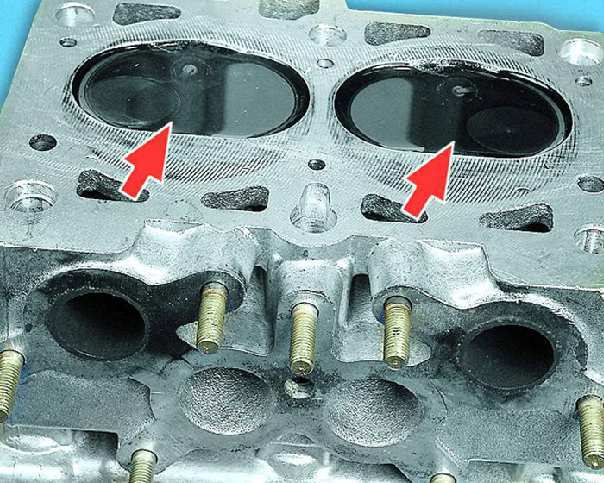
36. Очистите камеры сгорания от нагара. Осмотрите головку. Если на ней есть трещины или следы прогара в камерах сгорания, замените головку и корпус подшипников распределительного вала.
37. Снимите заусенцы и забоины с привалочной поверхности головки блока.


38. Проверьте плоскостность поверхности, прилегающей к блоку цилиндров. Для этого поставьте линейку ребром на поверхность головки посредине вдоль оси головки, а затем по диагоналям и щупом измерьте зазор между плоскостью головки и линейкой. Замените головку, если зазор превысит 0,1 мм.
39. Для проверки герметичности головки снимите патрубок системы охлаждения со шпилек, отвернув две гайки крепления; заглушите отверстие в головке блока, установив, например, глухую прокладку из плотного картона под патрубок; заверните гайки крепления и.


40. . залейте керосин в каналы водяной рубашки. Если уровень керосина понижается, значит, в головке есть трещины, и ее надо заменить. После проверки не забудьте снять картонную прокладку.
41. Промойте масляные каналы головки блока бензином с помощью груши или шприца и продуйте сжатым воздухом.
42. Замените поврежденные прокладки впускной 1 и приемной 2 труб глушителя.

44. Смажьте клапаны моторным маслом и установите их в головку в соответствии с ранее сделанной маркировкой.
45. Установите нижние тарелки пружин клапанов.


47. Установите пружины и верхнюю тарелку пружины в порядке, обратном снятию. Установите сухари с помощью приспособления так, чтобы их внутренние выступы попали в проточки стержня клапана.
48. Ударьте молотком через металлический стержень по торцам клапанов, чтобы сухари сели на место.
49. Установите толкатели и впускную трубу с прокладками в порядке, обратном снятию.
Снимите маслосъемные колпачки (см. подраздел 10.4.3.). Тщательно очистите клапаны и седла.
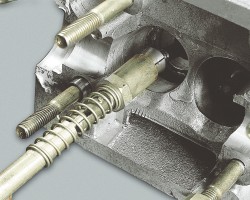
Приспособление для притирки клапанов
При отсутствии специального приспособления можно воспользоваться приспособлением, изготовленным по данному эскизу:
1 – металлический стержень
2 – резиновый шланг
3 – винтовые хомуты
Для проверки герметичности клапана установите его в головку с пружинами и сухарями. Затем переверните головку и залейте керосин в камеру сгорания, соответствующую проверяемому клапану. Если в течение трех минут керосин не просочится из камеры сгорания, – клапан герметичен.


1. Вставьте клапан в головку блока и.
2. . нанесите на рабочую фаску клапана тонкий слой притирочной пасты.
3. Зажмите стержень клапана в приспособлении (или закрепите хомутом на стержне клапана резиновый шланг приспособления).


4. Поворачивайте клапан в обе стороны с помощью приспособления, периодически прижимая клапан к седлу.
5. Внешним признаком удовлетворительной притирки является однотонный матовый серый цвет рабочей фаски клапана и седла.
Снимите маслосъемные колпачки (см. подраздел 10.4.3.). Тщательно очистите клапаны и седла.
Приспособление для притирки клапанов
При отсутствии специального приспособления можно воспользоваться приспособлением, изготовленным по данному эскизу:
1 – металлический стержень
2 – резиновый шланг
3 – винтовые хомуты

Для проверки герметичности клапана установите его в головку с пружинами и сухарями. Затем переверните головку и залейте керосин в камеру сгорания, соответствующую проверяемому клапану. Если в течение трех минут керосин не просочится из камеры сгорания, – клапан герметичен.



1. Вставьте клапан в головку блока и.
2. . нанесите на рабочую фаску клапана тонкий слой притирочной пасты.
3. Зажмите стержень клапана в приспособлении (или закрепите хомутом на стержне клапана резиновый шланг приспособления).



4. Поворачивайте клапан в обе стороны с помощью приспособления, периодически прижимая клапан к седлу.
5. Внешним признаком удовлетворительной притирки является однотонный матовый серый цвет рабочей фаски клапана и седла.
6. После притирки тщательно протрите клапан и.

Видео про "Притирка клапанов" для ВАЗ 1111
Притираю клапана и замена сальников клапанов на оке Как притереть клапана. Сделай Сам! Сборка двигателя Ока Головка 3 ЧастьЧитайте также: